Contents
PreHeater OPTIMIZATION IN THE CEMENT INDUSTRY
[wpecpp name=”package + Updates forever” price=”250″ align=”center”]
ADVANTAGES
of preheater modification
Improved kiln operation efficiency.
Reduced production costs.
Environmental protection.
TARGETS
of preheater modification
Increase of production capacity.
Reduction of specific heat consumption.
Reduction of specific power consumption.
Compliance with more stringent emission
regulation
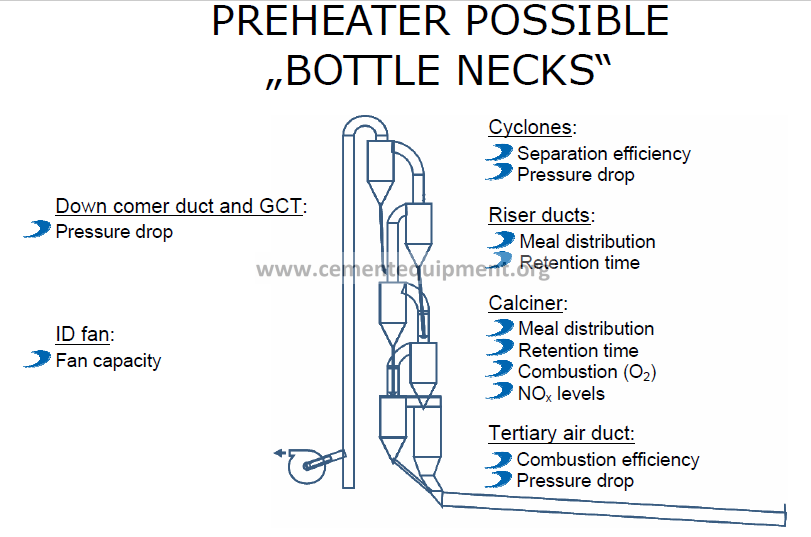
PREHEATER POSSIBLE
„BOTTLE NECKS
Down comer duct and GCT:
Pressure drop
ID fan:
Fan capacity
Cyclones:
-Separation efficiency
-Pressure drop
-Riser ducts:
-Meal distribution
-Retention time
-Calciner:
-Meal distribution
-Retention time
-Combustion (O2)
-NOx levels
-Tertiary air duct:
-Combustion efficiency
-Pressure drop
OPTIMIZATION CAN BE
ACHIEVED BY:
-Replacing or modifying existing top stage
cyclones
(installing HURRICLON® or HURRIVANE®)
Installing HURRIVANE® in 2nd stage
cyclones
-Modifying existing cyclone geometry,
mainly inlet portion and inlet spiral
-Modifying dip tubes in existing
cyclones
Modifying riser ducts
-Modifying or installation of new calciner
-Replacing dispersion/splash boxes
-Modifying flaps (double pendulum)
-Modifying down comer duct (hot gas duct)
-Modifying conditioning tower
-Modifying tertiary air duct
-Modifying kiln inlet chamber
(In most cases only some of above mentioned
modifications are necessary to reach the target.)
EXAMPLE OF INSTALLATION
CIMPOR ALHANDRA – PORTUGAL
SITUATION BEFORE:
5 stages preheater with precalciner
Clinker production: 2,900 t/d
Pressure drop of top stage: 17 mbar
Pressure drop of 2nd stage : 12 mbar
INSTALLED:
2 units HURRICLON® HU 3400 CT in top stage
2 units HURRIVANE® Ø2200 mm in 2nd stage
GUARANTEED:
Top & 2nd stage pressure drop (each): 10 mbar
Increase of production: +200 t/d
REALIZED:
Pressure drop of top stage: 9.1 mbar
Pressure drop of 2nd stage: 9.9 mbar
Increase of production: +347 t/d
Separation efficiency: 93%
OPTIMIZATION CAN BE
ACHIEVED BY:
