Contents
Overview of Refractory Materials
[wpecpp name=”package + Updates forever” price=”250″ align=”center”]
COURSE CONTENT
Abstract
Refractories are heat resistant materials used in almost all processes involving high temperatures and/or corrosive environment. These are typically used to insulate and protect industrial furnaces and vessels due to their excellent resistance to heat, chemical attack and mechanical damage. Any failure of refractory could result in a great loss of production time, equipment, and sometimes the product itself. The various types of refractories also influence the safe operation, energy consumption and product quality; therefore, obtaining refractories best suited to each application is of supreme importance.
This course discusses the types, characteristics and properties of various refractories. There is an outline of energy conservation and therefore the cost savings. The course covers 6 sections:
Section -1: Refractory Overview
Section -2: Types of Refractories
Section -3: Insulating Refractories
Section -4: Selection of Refractories
Section -5: Heat Loss and Energy Conservation
Section -6: Refractory Applications in Industry
SECTION -1: REFRACTORY OVERVIEW
Refractories are inorganic, nonmetallic, porous and heterogeneous materials composed of thermally stable mineral aggregates, a binder phase and additives. The principal raw materials used in the production of refractories are: the oxides of silicon, aluminum, magnesium, calcium and zirconium and some non-oxide refractories like carbides, nitrides, borides, silicates and graphite.
The main types include fire-clay bricks, castables, ceramic fiber and insulating bricks that are made in varying combinations and shapes for diverse applications. The value of refractories is judged not merely by the cost of material itself, but by the nature of the job and/or its performance in a particular situation. Atmosphere, temperature, and the materials in contact are some of the operating factors that determine the composition of refractory materials.
What are Refractories used for?
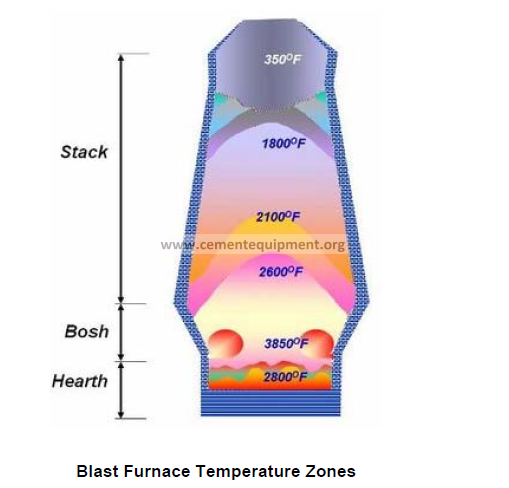
Refractories are used by the metallurgy industry in the internal linings of furnaces, kilns, reactors and other vessels for holding and transporting metal and slag. In non-metallurgical industries, the refractories are mostly installed on fired heaters, hydrogen reformers, ammonia primary and secondary reformers, cracking furnaces, incinerators, utility boilers, catalytic cracking units, coke calciner, sulfur furnaces, air heaters, ducting, stacks, etc. Majority of these listed equipment operate under high pressure, and operating temperature can vary from very low to very high (approximately 900°F to 2900°F). The refractory materials are therefore needed to withstand temperatures over and above these temperatures. Listed below is the sample melting temperatures of key metallurgical elements where refractory application is critical.
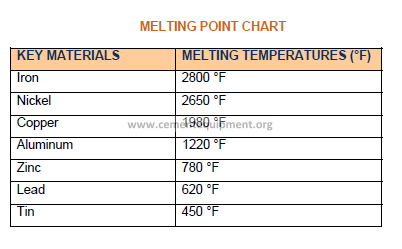
Due to the extremely high melting point of common metals like iron, nickel and copper, metallurgists have to raise furnace temperatures to over 2800°F. Furnaces are lined with refractory materials such as magnesia, which has a melting point of 5070 degrees.
Requirements of Right Refractory
The general requirements of a refractory material can be summed up as:
1) Its ability to withstand high temperatures and trap heat within a limited area like a furnace;
2) Its ability to withstand action of molten metal , hot gasses and slag erosion etc;
3) Its ability to withstand load at service conditions;
4) Its ability to resist contamination of the material with which it comes into contact;
5) Its ability to maintain sufficient dimensional stability at high temperatures and after/during repeated thermal cycling;
6) Its ability to conserve heat.
Properties of Refractories
Important properties of refractories are: chemical composition, bulk density, apparent porosity, apparent specific gravity and strength at atmospheric temperatures. These properties are often among those which are used as ‘control points’ in the manufacturing and quality control process. The chemical composition serves as a basic for classification of refractories and the density, porosity and strength is influenced by many other factors. Among these are type and quality of the raw materials, the size and fit of the particles, moisture content at the time of pressing, pressure at mould, temperature, duration of firing and the rate of cooling.
Some of the important characteristics of refractories are:
1) Melting Point:
Melting temperatures (melting points) specify the ability of materials to withstand high temperatures without chemical change and physical destruction. The melting point of few elements that constitute refractory composition in the pure state varies from 3100°– 6300°F as indicated in the table below:
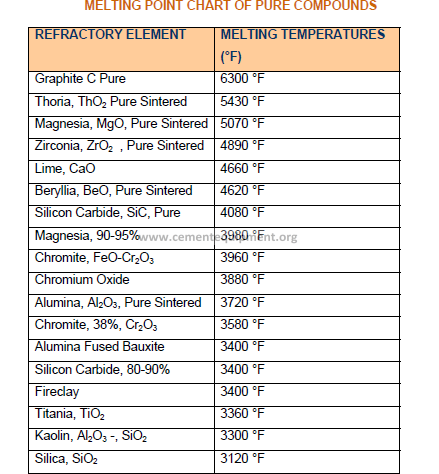
The melting point serves as a sufficient basis for considering the thermal stability of refractory mixtures and is an important characteristic indicating the maximum temperature of use.
2) Size and Dimensional Stability:
The size and shape of the refractories is an important feature in design since it affects the stability of any structure. Dimensional accuracy and size is extremely important to enable proper fitting of the refractory shape and to minimize the thickness and joints in construction.
3) Porosity:
Porosity is a measure of the effective open pore space in the refractory into which the molten metal, slag, fluxes, vapors etc can penetrate and thereby contribute to eventual
egradation of the structure. The porosity of refractory is expressed as the average percentage of open pore space in the overall refractory volume.
High porosity materials tend to be highly insulating as a result of high volume of air they trap, because air is a very poor thermal conductor. As a result, low porosity materials are generally used in hotter zones, while the more porous materials are usually used for thermal backup.
Such materials, however, do not work with higher temperatures and direct flame impingement, and are likely to shrink when subjected to such conditions. Refractory materials with high porosity are usually NOT chosen when they will be in contact with molten slag because they cannot be penetrated as easily.
4) Bulk Density:
The bulk density is generally considered in conjunction with apparent porosity. It is a measure of the weight of a given volume of the refractory. For many refractories, the bulk density provides a general indication of the product quality; it is considered that the refractory with higher bulk density (low porosity) will be better in quality.
An increase in bulk density increases the volume stability, the heat capacity, as well as the resistance to abrasion and slag penetration.
5) Cold Crushing Strength:
The cold crushing strength, which is considered by some to be doubtful relevance as a useful property, other than it reveals little more than the ability to withstand the rigorous of transport. It can be seen as a useful indicator to the adequacy of firing and abrasion resistance in consonance with other properties such as bulk density and porosity.
6) Pyrometric Cone Equivalent (PCE)
Refractories due to their chemical complexity melt progressively over a range of temperature. Hence refractoriness or fusion point is ideally assessed by the cone fusion method. The equivalent standard cone which melts to the same extent as the test cone is known as the pyrometric cone equivalent (PCE). According to ASTM C24 -01, PCE is measured by making a cone of the material and firing it until it bends to 3 O’clock.
Representative PCE values for selected refractories include cones 33-34 for super duty fireclay, cones 29-31 for medium duty fire clay and cones 36-37 for a 60% alumina product. The cone values reported for refratories are based on a defined standard time – temperature relationship, so different heating rates will result in different PCE values. PCE can be useful for quality control purposes to detect variations in batch chemistry that result from changes or errors in the raw material formulation.
7) Refractoriness under load:
Refractoriness points to the resistance of extreme conditions of heat (temperature > 1800 °F) and corrosion when hot and molten materials are contained while being transported and/or processed.
The ability to withstand exposure to elevated temperatures without undergoing appreciable deformation is measured in terms of refractoriness. The refractoriness under load test (RUL test) gives an indication of the temperature at which the bricks will collapse, in service conditions with similar load. However, under actual service where the bricks are heated only on one face, most of the load is carried by the relatively cooler rigid portion of the bricks. Hence the RUL, test gives only an index of the refractory quality, rather than a figure which can be used in a refractory design. Under service conditions, where the refractory used is heating from all sides such as checkers, partition walls, etc. the RUL test data is quite significant.
8) Creep at high temperature:
Creep is a time dependent property which determines the deformation in a given time and at a given temperature by a material under stress. Refractory materials must maintain dimensional stability under extreme temperatures (including repeated thermal cycling) and constant corrosion from very hot liquids and gases. The criterion of acceptance usually adopted is; that compressive creep (deformation at a given time and temperature under stress) for normal working conditions of load and temperature shall not exceed 0.3% in the first 50 hours of the test. This figure has been found to indicate that the creep rate falls by a negligible amount at the end of the stipulated period, and therefore the refractory can be considered safe to use for a much longer time.
9) Volume stability, expansion and shrinkage at high temperature:
The contraction or expansion of the refractories can take place during service. Such permanent changes in dimensions may be due to:
a) The changes in the allotropic forms which cause a change in specific gravity
b) A chemical reaction which produces a new material of altered specific gravity.
c) The formation of liquid phase
d) Sintering reactions
e) It may also happen on account of fluxing with dust and slag or by the action of alkalies on fireclay refractories, to form alkali-alumina silicates, causing expansion and disruption. This is an example which is generally observed in blast furnaces.
While it is desirable that all these changes are effected during manufacturing, it is not possible due to economic reasons, as the process is time dependent. Permanent Linear Change (PLC) on reheating and cooling of the bricks give an indication on the volume stability of the product as well as the adequacy of the processing parameters during manufacture. It is particularly significant as a measure of the degree of conversion achieved in the manufacture of silica bricks.
10) Reversible Thermal Expansion:
Any material when heated expands, and contracts on cooling. The reversible thermal expansion is a reflection on the phase transformations that occur during heating and cooling. The PLC and the reversible thermal expansion are followed in the design of refractory linings for provision of expansion joints. As a general rule, those with a lower thermal expansion co-efficient are less susceptible to thermal spalling.
11) Thermal Conductivity:
Thermal conductivity is defined as the quantity of heat that will flow through a unit area in direction normal to the surface area in a defined time with a known temperature gradient under steady state conditions. It indicates general heat flow characteristics of the refractory and depends upon the chemical and mineralogical compositions as well as the application temperature.
High thermal conductivity refractories are required for some applications where good heat transfer is essential such as coke oven walls, regenerators, muffles and water
cooled furnace walls. However, refractories with lower thermal conductivity are preferred in industrial applications, as they help in conserving heat energy.
Porosity is a significant factor in heat flow through refractories. The thermal conductivity of a refractory decreases on increasing its porosity.
Although it is one of the least important properties as far as service performance is concerned, it evidently determines the thickness of brick work.
How are Refractories Classified?
Refractories can be classified on the basis of chemical composition and the methods of manufacture or physical form.
Classification Based on Chemical Composition
Refractories are typically classified on the basis of their chemical behaviour, i.e. their reaction to the type of slags. Accordingly the refractory materials are of three classes – Acid, Basic & Neutral.
Acid Refractories:
Acid refractories are those which are attacked by alkalis (basic slags). These are used in areas where slag and atmosphere are acidic. Examples of acid refractories are:
1) Silica (SiO2),
2) Zirconia (ZrO2), and
Neutral Refractories:
Neutral Refractories are chemically stable to both acids and bases and are used in areas where slag and atmosphere are either acidic or basic. The common examples of these materials are:
1) Carbon graphite (most inert)
2) Chromites (Cr2O3)
3) Alumina
Out of these graphite is the least reactive and is extensively used in metallurgical furnaces where the process of oxidation can be controlled.
Basic Refractories:
Basic refractories are those which are attacked by acid slags but stable to alkaline slags, dusts and fumes at elevated temperatures. Since they do not react with alkaline slags, these
refractories are of considerable importance for furnace linings where the environment is alkaline; for example non-ferrous metallurgical operations. The most important basic raw materials are:
1) Magnesia (MgO) – caustic, sintered and fused magnesia
2) Dolomite (CaO*MgO) – sintered and fused dolomite
3) Chromite -main part of chrome ore
Chemical characteristics of the furnace process usually determine the type of refractory required. Theoretically, acid refractories should not be used in contact with basic slags, gases and fumes whereas basic refractories can be best used in alkaline environment. Actually, for various reasons, these rules are often violated.
Classification Based on Method of Manufacture
The refractories can be manufactured in either of the following methods:
a) Dry Press Process
b) Fused Cast
c) Hand Molded
d) Formed (Normal, Fired or chemical bonded)
e) Unformed (Monolithic – Plastics, Ramming mass, Gunning, Cast able, Spraying
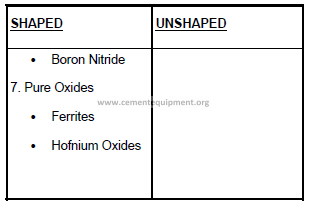
Classification Based on Physical Form
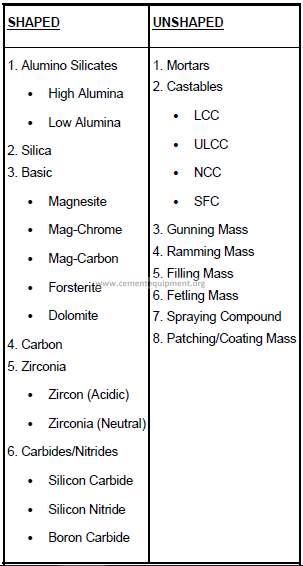
Refractories are classified according to their physical form. These are the shaped and unshaped refractories. The former is commonly known as refractory bricks and the latter as “monolithic” refractories.
Shaped Refractories:
Shaped refractories are those which have fixed shaped when delivered to the user. These are what we call bricks. Brick shapes maybe divided into two: standard shapes and special shapes. Standards shapes have dimension that are conformed to by most refractory manufacturers and are generally applicable to kilns and furnaces of the same type. Special shapes are specifically made for particular kilns and furnaces. This may not be applicable to another furnaces or kiln of the same type.
Shaped refractories are almost always machine-pressed, thus, high uniformity in properties are expected. Special shapes are most often hand-molded and are expected to exhibit slight variations in properties.
Unshaped Refractories:
Unshaped refractories are without definite form and are only given shape upon application. It forms joint less lining and are better known as monolithic refractories. These are categorized as Plastic refractories, ramming mixes, castables, gunning mixes, fettling mixes and mortars
SECTION – 2: TYPES OF REFRACTORIES
Refractories are classified as dense or insulating types. The most high-temperature refractories, such as firebricks, are high-density (>120 lb/ft3). They offer excellent resistance in challenging operating environments, such as slags with different chemical compositions, fumes, dust, and gases. Insulating refractories have lower densities (4 to 70 lb/ft3) and provide insulating properties, while offering resistance to corrosion and chemical reactions with the operating environment.
The following brief discussion of the outstanding characteristics of the various types of refractories is an attempt to be more specific.
Fire-clay brick Refractories
Fire-clay brick comprise about 75% of the production of refractories on a volume basis and are essentially hydrated aluminum silicates with minor proportions of other minerals. Typical composition consists of SiO2 <78% and Al2O3 < 44%. As a type they are extremely versatile; least costly of all refractory bricks and are extensively used in the iron and steel industry, non ferrous metallurgy, glass industry, pottery kilns, cement industry and by many others.
All fire-clay brick are not alike and the total ranges of their properties are quite broad. ASTM subdivides fire-clay brick into four major classifications depending primarily upon fusion temperature (Pyrometric Cone Equivalent, PCE) which, within limits, is a function of the alumina-silica ratio. The four standard classes of fireclay brick are: super duty, high-duty, medium-duty, low-duty, and also semi-silica. These classes cover the range from approximately 18% to 44% alumina, and from about 50% to 80% silica. From the standpoint of fusion temperature, super duty fire-clay brick have a PCE of approximately Cone 33, which corresponds to 3175°F. This does not mean that a brick with a PCE of Cone 33 can be used in furnaces operating at 3175°F. On the contrary, it means that at this temperature in a clean, slag free, neutral to slightly oxidizing atmosphere, this brick would be unable to support its own weight.
Table below shows that as the quantity of impurities increases and the amount of Al2O3 decreases, the melting point of fireclay brick decreases.
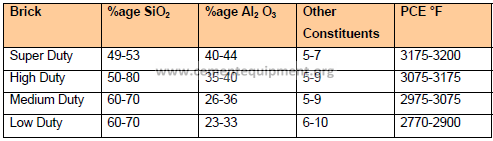
Characteristically, fire-clay brick begin to soften far below their fusion temperature and under load actual deformation takes place. The amount of deformation depends upon the load, and, once started, this deformation is a slow but continuous process unless either the load or the temperature is reduced. It is for this reason that fire-clay brick are not well adapted for use in wide sprung arches in furnaces operating continuously at high temperatures.
High Alumina Refractories
Alumina refractory which consists of aluminum oxide and traces of other materials is the most mature of the engineering ceramics. Alumina is one of the most chemically stable oxides known, which offers excellent hardness, strength and spalling resistance. It is insoluble in water and super heated steam, and in most inorganic acids and alkalis. Alumina refractories carry the all purpose characteristics of fire-clay brick into higher temperature ranges that makes it suitable for lining furnace operating up to 3350°F. It has a high resistance in oxidizing and reducing atmosphere and is extensively used in heat processing industries.
The refractoriness of high alumina refractories increases with increase of alumina percentage. The 50%, 60%, 70% and 80% alumina classes contain their respective alumina contents with an allowable range of plus or minus 2.5%. High-alumina brick are classified by their alumina content according to the following ASTM convention. These are:
a) Mullite refractory: Mullite brick is about 72% alumina with 28% silica. These have excellent volume stability and strength at high temperatures. They are highly suitable for electric furnace roofs, blast furnaces and blast furnaces stoves, and the superstructure of glass tank furnaces.
b) Corundum refractories– The 99% alumina class of refractories is called corundum. These refractories comprise single phase, polycrystalline, and alpha-alumina.
High alumina bricks are most commonly used in cement, lime and ceramic kilns, glass tanks, crucibles for melting a wide range of metals, hearth & shaft of blast furnaces and in lead
drossing furnaces. Studies indicate that these are very economical for the lower sections of soaking pits in the steel industry, primarily because of their resistance to iron oxide slags.
Manufacturing cost and, therefore, price of these brick increase more rapidly with % alumina content, so it is essential to determine experimentally or by test installations the most economical alumina content for each service.
Silica Brick
Silica Brick is a refractory material containing at least 93% SiO2. From a volume standpoint silica brick are second only to fire clay brick. The outstanding property of silica brick is its excellent mechanical strength at temperatures approaching their actual fusion point. This behavior contrasts with that of many other refractories, for example alumino-silicate materials, which begin to fuse and creep at temperatures considerably lower than their fusion points.
They have one major drawback too. Their weakness lies in their susceptibility to spalling at temperatures below 1200°F. Temperature fluctuations above 1200°F do not affect silica brick adversely and in this range it is classed as a good spalling resistant brick. Many furnaces, however, must be cooled to nearly room temperature at frequent intervals and for such processes silica brick are not practical.
As would be expected silica brick give good service in contact with high siliceous stags and successfully used in the wide sprung arches of open hearth steel furnaces, glass tanks, and reverberatory furnaces for the melting and refining of copper and many other metals.
Magnesite
Magnesite refractories are chemically basic materials, containing at least 85% magnesium oxide. These are made from naturally occurring magnesite (MgCO3) and Silica (SiO2). Good quality magnesite bricks usually results from a CaO-SiO2 ratio of less than 2 with a minimum ferrite concentration, particularly if the furnaces lined with the refractory operate in oxidizing and reducing conditions.
The physical properties of this class of brick are generally poor, and their great value is primarily in their resistance to basic slags. The slag resistance is very high particularly to lime and iron rich slags. These constitute the most important group of refractories for the basic steelmaking processes. In addition to metallurgical furnaces, basic brick are now being successfully used in glass tank checkers and in lime and cement kilns.
Raw Magnesite (MgCO3) is generally used in its calcined or dead burned forms. Caustic calcined magnesite is used in effluent treatment, blended fertilizers and as feed stock for the chemical industry. Dead burned magnesite is a raw material used widely by the refractory industry. More recently fused magnesia grain; magnesia sinter with larger crystallite size and very high purity magnesia sinter were introduced to further improve the corrosion resistance. Fused magnesia is produced by melting refractory grade magnesia or other magnesia precursor in an electric arc furnace. The molten mass is then removed from the furnace, cooled, and broken up. The material than is used in manufacture of refractories.
Dolomite
The natural double carbonate dolomite (CaCO3 – MgCO3) can be converted to refractory dolomite (CaO- MgO) by high temperature firing. High purity dolomite is greater than 97% CaO + MgO. Dolomite refractories is found to be the most compatible material with the cement kiln clinker as it provides excellent coating stability, has very good resistance to thermal shock & alkali attack in varying kiln operating conditions. These refractories with Zirconia enrichment are used for crack arresting.
Chromite Refractories
Here, a distinction must be made between chrome-magnesite refractories and magnesite-chrome-refractories. Chrome-magnesite material usually contains 15-35% Cr2O3 and 42-50% MgO whereas magnesite-chromite refractories contain at least 60% MgO and 8-18% Cr2O3.
• Chrome- magnesite refractories are used for building the critical paths of high temperature furnaces. These materials can withstand corrosive slags and gasses and have high refractoriness.
• The magnesite-chromite products are suitable for service at the highest temperatures and in contact with the most basic slags used in steel melting. Magnesite-chromite usually has a better spalling resistance than chrome-magnesite.
Zirconia Refractories
Zirconium dioxide (ZrO2) is a polymorphic material. There are certain difficulties in its usage and fabrication as a refractory material. It is essential to stabilize it before application as a refractory. This is achieved by incorporating small quantities of calcium, magnesium and cerium oxide, etc. Its properties depend mainly on degree of stabilization and quantity of stabilizer as well as the quality of original raw material. Zirconia refractories have a very high
strength at room temperature which is maintained up to temperatures as high as 2700°F. They are, therefore, useful as high temperature construction materials for furnaces and kilns. The thermal conductivity of zirconium dioxide is found to be much lower than that of most other refractories and the material is therefore used as a high temperature insulating refractory. Since Zirconia exhibits very low thermal losses and does not react readily with liquid metals, it is particularly useful for making refractory crucibles and other vessels for metallurgical purposes. Zirconia is useful refractory material for glass furnaces primarily since it is not easily wetted by molten glass and because of its low reaction with them.
Monolithic Refractories
Monolithic refractory, the name generally given to all unshaped refractory products, are materials installed as some form of suspension that ultimately harden to form a solid mass. Most monolithic formulations consist of large refractory particulates (an aggregate), fine filler materials (which fill the interparticle voids) and a binder phase (that gels the particulates together in the green state).
Monolithic refractories are replacing the conventional type fired refractories at a much faster rate in many applications including those of industrial furnaces. The main advantages being:
1) It eliminates joints which is an inherent weakness
2) Method of application is faster and skilled measures in large number are not required
3) Properties can be better than pressed bricks
4) Transportation and handling are simple
5) Offers considerable scope to reduce inventory and eliminate special shapes
6) Has better spalling resistance and volume stability
7) Ability to install in “Hot Standby” mode
Various means are employed in the placement of monolithic refractories like ramming casting, gunniting, spraying, sand slinging etc. Ramming masses are used mostly in cold applications where proper consolidation of the material is important. The same practice can be adopted with both air setting and heat setting materials. Proper ramming tools need to be selected.
Types of Monolithic Refractories
Castable Refractories: ‘Castable’ by name implies a material of hydraulic setting in nature. These are the materials that contain cement binder usually aluminate cement, which imparts
hydraulic setting properties when mixed with water. Following the heat-up of the material the binder either transforms or volatilises facilitating the formation of a ceramic bond. The most common binder used in castables is HAC (high alumina cement). Other binders that are often used include hydratable aluminas and colloidal silica. These materials are installed by casting and are also known as refractory concretes.
Insulating Castables: Insulating castables are specialised monolithic refractories that are used on the cold face of applications. There are made from lightweight aggregate materials such as vermiculite, perlite, extend-o-spheres, bubble alumina and expanded clay. Their main function is to provide thermal insulation. They are typically of low density and low thermal conductivity. Insulating refractories have inferior mechanical strength to that of conventional castables.
Plastic Refractories: Plastic refractory is mixtures that is prepared in stiff plastic condition and are delivered in blocks wrapped in polyethylene. During application, the blocks are sliced into pieces and without further preparation, are rammed or poured into place with pneumatic rammer. Plastic are easily rammed to any shape or contour.
Ramming Mixes: Ramming refractory materials are very similar to plastic refractories but are much stiffer. The particle sizes are carefully graded and the final product is usually delivered dry and then mixed with a little amount of water just before application. Other ramming mixes are delivered in wet form and are ready for use immediately upon opening. Application is done with pneumatic rammer.
Patching Refractories: These materials are similar to plastic refractories though have a very soft plasticity allowing them to be pounded into place.
Coating Refractories: This type of product is used to protect refractory linings usually against chemical attack. Coating refractories are normally intended to cover just the working surface of a lining. They tend to be fairly thin layers.
Mortars: Mortars are generally neither classified under refractory brick nor monolithic refractories. These are finely ground refractory materials, which become plastic when mixed with water. These are used to bond the brickwork into solid unit, to provide cushion between the slightly irregular surfaces of the brick, to fill up spaces created by a deformed shell, and to make a wall gas-tight to prevent penetration of slag into the joints.
Gunning Mixes: Gunning mixes are granular refractory materials sprayed on application area using a variety of air placement guns. These are heat setting and are used for patching and maintenance works for kilns and furnaces.
Fettling Mixes: Fetting mixes are also granular refractory materials, similar to gunning mix function, but are applied by shoveling into the furnace needing patching.
Insulating Refractories
These are high porosity refractories with low thermal conductivity used in order to reduce the rate of heat flow (heat losses) and thus to maximize heat conservation within the furnace. These have lower densities in range of 4 to 70 lb/ft3. The three basic types of insulating materials for industrial use are: 1) thin (less than 20 micrometers), low-density (less than 12 lb/ft3) fibers made from organic or inorganic materials; 2) cellular material in closed or open cell form made of organic or inorganic material; and 3) flaked or granular inorganic materials bonded in the desired form. In most cases, glass (silica), mineral wool, high alumina, mulite, or zirconia are the base materials and can be used to temperatures as high as 2900°F. This class of materials has a lower density that varies from 4 lb/ft3 to 12 lb/ft3 and offers higher thermal resistance compared to firebricks. In all cases, thermal conductivity of the insulation increases significantly as temperature increases.
We will discuss more about insulating refractories in next section.
SECTION – 3: INSULATING REFRACTORIES
High-temperature processes require a considerable amount of energy. Often the energy consumption for high-temperature processes is used only partially for the actual technical process and 30 to 40% energy escapes through the walls into the atmosphere. To optimize the energy use and to prevent its escape into the ambience, special materials called insulating refractories are necessary. The function of insulating refractory is to reduce the rate of heat flow (heat loss) through the walls of furnaces. Insulation is effected by providing a layer of material having low heat conductivity, which means heat does not readily pass through them.
Characteristics of Good Insulating Refractory
The desirable feature of insulating bricks is the low thermal conductivity, which usually results from a high degree of porosity. Structure of air insulating material consists of minute pores filled with air which have in them very low thermal conductivity. The air spaces inside the brick prevent the heat from being conducted but the solid particles of which the brick is made conduct the heat. So, in order to have required insulation property in a brick a balance has to be struck between the proportion of its solid particles and air spaces. The thermal conductivity is lower if the volume of air space is larger. Importantly, the thermal conductivity of a brick does not so much depend on the size of pores as on the uniformity of size and even distribution of these pores. Hence, uniformly small sized pores distributed evenly in the whole body of the insulating brick are preferred.
The high porosity of the brick is created during manufacturing by adding a fine organic material to the mix, such as sawdust. During firing, the organic addition burns out, creating internal pores. Other ways to accomplish high porosity involves:
a) by using materials which expand and open up on heating;
b) by using volatile compounds like naphthalene;
c) by using aluminum (Al) powder in combination with NaOH solution (called chemical bloating);
d) by using substances which by themselves have open texture e.g. insulating brick grog, vermiculite, ex-foliated mica, raw diatomite etc;
e) by using foaming agents to slip;
f) by aeration etc
Because of their high porosity, insulating bricks inherently have lower thermal conductivity and lower heat capacity than other refractory materials.
Types of Insulating Refractories
Insulating materials can be classified with respect to application temperature:
1) Heat resistant insulating materials for application temperatures up to 2000°F: calcium silicate materials; products from siliceous earth, perlite or vermiculite; silica based micro porous heat insulators; alumino-silicate fibers;
2) Refractory insulating materials for application temperatures up to 2500°F: lightweight chamotte and kaolin bricks; lightweight castables; mixed fibers and aluminum oxide fibers;
3) High refractory insulating materials for application temperatures up to 3100°F: lightweight mullite and alumina bricks; lightweight hollow sphere corundum castables and bricks; special high refractory fibers;
4) Ultra-high refractory insulating materials for application temperatures up to 3600°F: zirconia lightweight bricks and fibers; non-oxide compounds;
Several other types of insulating refractories include castables, granular insulation, and ceramic fiber insulation, which is light weight. Extremely lightweight materials have a porosity of 75 to 85% and ultra-lightweight, high-temperature insulating materials have a total porosity greater than 85%.
Applications & Advantages
These are widely used in the crowns of glass furnaces and tunnel kilns. They can also be used as linings of furnaces where abrasion and wear by aggressive slag and molten metal are NOT a concern. These offer several distinct advantages:
1) Decreased heat losses through the furnace lining and less heat loss to the refractory leads to savings in fuel cost;
2) The insulating effect causes a more rapid heat-up of the lining and lowers heat capacity of the insulating refractory;
3) Thinner furnace wall construction to obtain a desired thermal profile;
4) Less furnace mass due to the lower mass of the insulating refractory;
Some Drawbacks of Insulating Bricks
The porosity in insulating refractories creates a large amount of free surface area. Although porosity decreases thermal conductivity and density of the brick, it also degrades the mechanical strength of the brick as compared to a dense refractory firebrick. The poor strength of insulating bricks due to their high porosity can pose structural design problems.
Porosity in insulating refractory leads to poor chemical resistance as compared to dense refractories of similar compositions. Gases, fumes, liquids such as slags, molten glass etc. at high temperatures can penetrate porous bricks easily, making insulating fire bricks unsuitable for direct contact with such liquids or gases.
Insulating fire bricks often suffer from thermal spalling problems, particularly in an environment of rapidly changing temperature. Since these bricks are good insulators, a substantial temperature gradient will occur between the hot and the cold face of each brick. The hot face will expand more than the cold face. The thermal gradient thus, gives rise to a mechanical stress in the body of the brick.
Ceramic Fibers
Ceramic fibers are a family of insulating refractory products that is fluffy, white cotton like fiber and can be spun and fabricated into textiles, blankets, felts, boards, blocks, etc. These products have low thermal conductivity, very low heat storage, extremely light weight, immunity to thermal shocks and are chemically stable. The lightweight construction ensures that the required temperature in high-temperature plants is reached more rapidly, as only a small proportion of the temperature released into the processing vessel/furnace is used for the heating of the walls.
Ceramic fibers composed of 52 Al2O3 – 48 SiO2 combinations can be applied as a hot face insulation material up to ~2600°F, whereas a 62 Al2O3 – 38 SiO2 combinations impart greater refractoriness to fiber. 42% Al2O3, 52% SiO2 and 6% ZrO2 produces extra long staple fiber of 10” or so and are used for manufacturing ceramic fiber textiles and ropes. Zirconium fibers (generally glass bonded zircon) have also found
The advantages of light weight ceramic fiber are:
1) Better fuel economy (savings as high as 60% are feasible in the case of certain intermittent furnaces);
2) Higher productivity capacity of furnaces, due to reduced heat storage capacity;
3) Higher service life of the furnace and reduced maintenance costs due to longer refractory life;
4) Ease of installation.
They are used with great success in metal treating furnaces, ceramic kilns, and numerous other periodic operations whose atmosphere do not negate their revolutionary thermal and lightweight qualities. Fibre mats also continue to be used in expansion joints and door seals, and in tunnel kilns and other exposed – brick structures as either original or retrofit layers on the outside or cold-face surface.
Limitations
1) The chief limitation of ceramic fibre is shrinkage at high temperatures. A high quality ceramic fibre blanket rated for continuous use at 2400°F will have 5% shrinkage after 24-hr exposure at 2400°F. Shrinkage will not continue past this level in normal operating conditions, but this shrinkage must be carefully considered in designing a furnace lining.
2) Mechanical strength of ceramic fibers is poor. These are not really structural materials. Proper support must be given to all refractory fibre products.
3) Tend to sag at high temperature due to softening of fibers if improperly supported.
4) Not suitable in severe hostile environments. These are handy repositories of dusts, fogs, and combustible fumes; not to mention for process liquids like slags and metals.
5) Tend to be more expensive than conventional refractories however; installation labour savings and energy savings offset the high initial costs.
Note: Temperature-resistant ceramic materials for application temperatures up to 1475°F (~800°C) are sometime regarded as thermal insulating materials and not refractory products.
SECTION – 4: SELECTION OF REFRACTORIES
There is practically no application where one particular quality can withstand all operating conditions. Usually one would like to have a refractory with low thermal conductivity so that heat may be more effectively contained within a furnace. Sometimes, however refractories and materials having high thermal conductivity are desired; for example, a protective muffle in certain ceramic kilns is designed to prevent combustion gases from reaching the ceramic ware. It must transfer as much heat to the ware as possible, so conductive ceramic materials like silicon carbide are often used for muffles.
You must take into account the specific metal you will be melting, the temperatures you will be reaching, the length of your melt, how long you will be holding metal in the furnace, how much inductive stirring will take place, what additives or alloying agents you will be using, and your furnace relining practices. Therefore refractory selection is being based on what is considered to be the most critical factor vis-à-vis the wear out pattern and operating parameters in order to achieve the best possible techno economics. A right selection will not only gives a longer life but helps in reducing down hours thus a better productivity.
Selection of Refractories
The five most important factors governing refractory service are:
1. Area of application .
2. Type of refractory
3. Operating conditions
4. Quality of refractory
5. Workmanship
It is essential to have an objective evaluation of the above considerations. These factors are not necessarily in order of importance. The user needs to adjust them in the order to suit the conditions existing in any particular furnace.
AREA OF APPLICATION
Selecting insulation materials and designing insulation systems requires evaluation of four factors: 1) Thermal performance; 2) Physical properties; 3) Chemical characteristics and 4) Costs
1) Thermal performance- involves temperature limit; melting or fusion temperature; thermal conductivity (or insulation capability); heat capacity or storage; thermal expansion; and thermal shock (spalling) resistance. Operating temperature is an important criterion for selection of refractories. Temperatures exceeding the refractory’s rating can soften its surface and cause rapid erosion and failure. If the operating conditions heat or cool the refractory lining beyond its specified range, the resulting thermal shock can damage the integrity of the lining.
o Design of furnace/vessels -The performance and stability of the refractory lining depends on the structural design of the furnace and its configuration. Sometimes adequate attention is not given to the refractory lining and its engineering related issues during early plant equipment design. This may lead to several compromises as there is limited scope for change in vessel design, operating conditions and the process to reduce the impact of these factors on lining performance during later stages of detailed engineering.
o The refractory lining failure may occur due to insufficient combustion volume. The heat released within the system is generally more than absorbed by the process and is dissipated through walls or exhausted with flue gases. In such cases, there are possibilities of the lining approaching the flame temperature and causing several problems. The burner type, its design, location, flame shape, possibilities of flame impingement, flowing pattern of flue gases, etc., may affect the lining. In many cases, limited vessel dimensions, inaccessibility and complicated configuration restricts the best lining practices during initial construction as well as subsequent maintenance and repair.
2) Physical properties- includes density or porosity; abrasion; wear and erosion resistance; electrical resistivity for use in electric heating; mechanical strength; and other structural properties at high temperatures. High mechanical strength is required to resist load, impact, abrasion and erosion in refractory materials.
o Physical Shock and Mechanical Stress – Most refractory materials tend to be brittle and weak in tension. Bulky charge material dropped into an empty furnace can easily cause the lining to crack upon impact. If a crack goes unnoticed, molten metal may penetrate, leading to a run-out with the possibility of a water/molten metal explosion.
The sudden or cumulative effects of physical shocks and mechanical stress can lead to failure of refractory lining.
o Thermal Stress – The entire refractory lining is subjected to thermal stress which also plays a dominant role in selection. The refractory lining system or design must take care of thermal resistance, expansion relief; prevent cracking and eliminating built-in barriers. Thermo-mechanical FEM analysis is a reliable tool to investigate thermal stresses and develop ways on improving the lining behavior.
o Refractory Wear – Refractory linings are subject to regular wear from the scraping of metal on the furnace walls. In theory, refractory wear should be uniform, but in practice this never occurs. The most intense wear occurs at the slag/metal interface; where sidewalls join the floor; and at thin spots caused by poor lining installation.
3) Chemical considerations- includes uniformity of composition; reactions between base materials and operating environment; and issues such as volatilization of the constituents or binding agents, corrosion, chemical attack, or diffusion and reactions with the product. Chemical attack may occur from gases such as steam, hydrogen, carbon monoxide, acid and alkali slag, sulfurous gases, etc.; these acid gases can initiate various problems in the lining. All of the important operating factors and any other criteria specific to the process under consideration should be verified for their possible effect on the performance of the lining.
o Chemical v/s Physical Characteristics
Chemical characteristics of the furnace process usually determine the type of refractory required, although this is not universally true. We have the familiar and greatly overworked example of silica brick, the most acid of refractories, being successfully used in the roofs of basic open hearth steel furnaces. In this case the physical properties of the brick, particularly load bearing strength, are more important than the chemical characteristics. Numerous examples could be given illustrating the fact that for successful refractory practice the physical and chemical properties of the refractory must be compatible with the furnace operation and nature of the process.
4) Economics – mean initial installation labor; maintenance, repair; and replacement costs. Selecting materials solely based on price and ease of installation should be avoided. Very often, monolithic lining system is selected in the lining design of critical equipment where
brick lining or some other design may be more suitable. The selection may be due to cheap and easy availability of monolithics and easier installation than brick lining and to avoid preparation of too many engineering drawings for the complicated brick shapes and laying details. In many cases, recommendations of refractory manufacturers are biased and based on their available product ranges, which may not be appropriate for the required conditions.
TYPE OF REFRACTORY
Refractory materials are typically quasi brittle at low temperature and have a viscous behavior at high temperature. They are subject to considerable variability in strength, resulting from local variations in their microstructure and their lack of ductility. They are characterized by high-temperature creep or plastic deformation. Their brittleness and their high elastic modulus make them sensible to failure under thermal stresses and shocks.
In order to judge the type of refractory material most likely to give satisfactory service in a certain furnace, one must have knowledge of the limitations as well as the strong points of the principal types of refractories. Very often it is desirable to use different types of refractories in various parts of the same furnace to obtain uniformly good or balanced refractory service. Refer to section-3 for detailed description of the types of refractories
OPERATING CONDITIONS
Selecting materials should always be based on properties and specifications suitable for the specific application and operating conditions. We frequently hear statements from users that “the refractories fail prematurely and our operating practice has not been changed in years.” This may be true, but very often there can be unintentional changes in furnace conditions long enough in duration to destroy a refractory lining but not long enough to be considered as a change in practice. For example, a burner getting out of adjustment so that the furnace atmosphere becomes highly reducing for a short period of time; possibly the operating temperature of the furnace may become abnormally high and damage the grid-work before it is corrected; or perhaps the chemical composition of raw material charge or the fuel may have changed although purchased from the same sources. Such variations in practice are usually extremely difficult to discover because they leave no record except for their effect on the lining. Another complicating factor is that the failure of the refractory may not become apparent until weeks or even months after the actual damage was done.
Transportation, handling, timely arrival of refractory bricks, mortars, skill of masonry work, proper equipment for application e.g. mixer machine for castable, vibrator for installation, forma etc. are very important.
The user is concerned with the conservation of energy and saving dollars. Fuel can be saved in two ways; either by insulation or by faster working. Both these methods give low energy cost per ton of product.
QUALITY OF REFRACTORY
Refractories can be the controlling factor in the success or failure of thermal equipment as well as the safe and profitable operation of the plant. The performance of any refractory is considered reasonable when similar service lives are achieved on a regular basis. Premature lining failure may be defined as one that does not achieve normal or average performance and service life. The most common refractory problems are:
• Hot spots (higher casing temperature);
• Excessive cracking;
• Spalling of lining (thermal, mechanical, structural);
• Erosion and thinning of lining;
• Chemical attack/corrosion from process gases (such as hydrogen, carbon monoxide, sulfur dioxide, alkalies), flue gases (sulfur, sodium, vanadium), steam, etc;
• Acid-gas dew-point corrosion of refractory and metallic parts;
• Partial melting and degradation of lining;
• Excessive shrinkage and development of gaps;
• Anchor failure and detachment of lining from wall;
• Failure of metal liner over refractory;
• Explosive spalling during dry out;
• Mechanical damages.
For critical applications, purchasing of materials based on a comparison of product datasheet or catalogue specifications or equivalent principles should be avoided. The actual performance references and records for specific products or brands should be verified against similar
applications. Reviews of manufacturing facilities and quality-control program, and random inspection and testing of important properties are essential.
WORKMANSHIP
Proper installation of the refractory is as important as selection of the right material. If the material is inadequately compacted during installation, voids or areas of low density may form, creating a weak spot easily attacked by molten metal. Maintaining proper expansion gaps, correct dimension of bricks and monolithics, fixing anchors etc. all are very important to achieve better life of refractories. Some of the important aspects of refractory construction are:
Bond: Bond in brick work is an arrangement by which the joints between the bricks are staggered in all directions in a pre-determined manner. This ensures stability in construction as well as air tightness. An all header construction is recommended in the hot face of a furnace where heavy refractory wear is anticipated either due to action of molten metal slag or dust laden gas moving at high velocities. Where intermittent repairs to the walls are expected, the working layer is built separately from the main wall.
Wall Thickness: Structural stability should be taken into consideration while deciding the wall thickness. As a good engineering practice, furnace walls lined with 115mm thickness bricks should not be constructed beyond a height of one meter without proper anchorage. From the stability point of view minimum thickness should be around 230mm, which may be suitably increased as the height goes up. Use of metallic sheets with anchoring arrangements, improves the stability of the wall where basic refractories are used. Such anchoring of walls with the furnace structure should have sliding arrangement to take care of the movement of refractories during heating up and cooling down.
Joints: The joints form a small part of the lining of the vessels but they have two important functions.
1) To assemble the pieces (bricks or blocks) together;
2) To absorb thermal expansion and to limit the stresses generated in the masonry.
The joints may be either mortared joints (i.e. granular – material with matrix and voids) or dry (without mortar) joints. In either case, the stress/strain behavior of the joint interface differs considerably. At room temperature, compressibility of the joints is around 20%. At 1200°C, the mortar becomes more and more plastic and its compressibility approaches 50%.
Mortar Joints: Mortar joints improve the stability of construction. It also takes care of slight variation in sizes as well as warpages by offering a uniform bedding surface. Chemical and physical properties of mortar should be identical to that of the bricks which they are joining. Workability of the mortar is important, in the absence of which, good construction is not possible. The excess mortar applied to the brick surface should come out from the edges when one brick is tapped against the other, to ensure that the joints are full and that there is not open gap.
Expansion Joints: As explained earlier, refractories expand on heating up. Suitable provisions should be made at the time of construction for this expansion to take place without creating undue stresses which may result in failure of the refractories. Usually, expansion joints are built in as the construction proceeds. The necessary provision is made depending on the expansion characteristic of the particular refractory at the operating temperature. Care should be taken to check the expansion allowance – in practice just one half of the theoretical expansion is sufficient. The remaining one half will be absorbed by the mortal joints, or even dry joints between the bricks.
Structural Support: Refractories are normally held in position with steel shell or a structural framework by tie rods as failure of structural by other reasons will cause partial failure or limit the total collapse of refractories. Their alignment, shape etc should also be equal concern. Also important is that the structural should not get overheated, and should be adequately insulated wherever required.
Good brickwork is extremely important but there are other factors involved like the proper size and location of expansion joints, the rise of an arch, or the thickness of a wall as properly coming under the head of masonry workmanship. If the refractory lining is improperly cantered or has somehow been distorted during storage or shipment, lining thickness will be uneven and it may fail prematurely before the end of its predicted service life.
Refractory installation should never be left to brick masons who have had no experience except in the building trade. The owner/users must assure themselves that the person in charge of the masons understands high temperature furnace work. The refractory manufacturer’s procedures for installation, drying and sintering must be followed.
Key Selection Facts:
a) Reaction/wear increases exponentially with increasing temperature
b) Temperature cycling will cause cracks, loss of strength, and spalling of material
c) Stronger is not always better
d) Lining life is controlled by the “weakest link”
e) Shorter service life can be more cost effective
f) Refractory manufacture should use high purity, ultra fine materials
g) Microstructure engineering – control of aggregate shape is important.
Summarizing…
The design and selection of the refractory should be done on the basis of careful analysis of service conditions, availability of refractory materials, thickness requirements, anchorage, ease of installation and future repair and maintenance. Adequate knowledge on operating conditions that are active—such as temperature, pressure, chemical attack, thermal shock, abrasion, erosion, furnace gas composition, mechanical movement, vibration, etc.—should be very useful for the optimum lining design and selection of refractory.
SECTION – 5: HEAT LOSS AND ENERGY CONSERVATION
Furnaces and kilns particularly depending on heat treatment or melting applications operate at very high temperatures. Refractory bricks are used for internal lining of furnace. When a furnace is heated up from cold, the first stage involves bringing the brickwork up to temperature. The heat energy required for initial heat up depends to a great extent upon the time cycle of the furnace. In a furnace with a weekly cycle when the furnace is not used at weekends it will be considerable. With a daily cycle shutting down over night it will still be considerable. Finally in furnaces operating on a heating and cooling cycle in which the furnace is heated up with each charge of goods, the heat consumed by the brickwork may assume quite surprising proportions in relation to the heat usefully used.
The heat stored in the body of the furnace depends on the weight of each component, its specific heat and its average rise in temperature. There are two broad categories of furnaces viz. continuous furnaces and intermittent batch type furnaces.
Whichever category of furnace is used, the heat losses result from
1) The loss through the furnace walls due to conduction, radiation and convection.
2) The loss due to the thermal mass of the furnace storing unnecessary heat
There is however a difference. In furnaces, operated continuously at full working temperature, the heat loss through the walls is far greater than the heat required to heat up the mass of the furnace. In furnaces heated and cooled intermittently, the loss thorough heat stored in the mass of the furnace (and dissipated each time the furnace is cooled) may be much greater.
The external insulation is used sometimes to reduce the heat losses. In continuous or long time cycle furnaces the insulating problem is to prevent heat loss through the walls and roof. In intermittent or short time cycle furnaces, it is to reduce the heat storage loss whilst still not neglecting the external surface loss.
The striking benefits of the application of insulation to a furnace can be seen from the following example:
A refractory brick walled furnace with walls of a nominal 9” thickness and an internal wall temperature of 2000°F will lose 145 BTUs per square feet. With a nominal 4” of insulation the heat loss will be reduced to 32 BTUs per square feet and with nominal 8” insulation to 18 BTUs per square feet.
Heat losses can also be reduced to certain extent by increasing the thickness of the refractory brick but this is not very effective as this method adds significant cost to the furnace structure. It is much better to use insulation.
But a word of caution:
The insulation of furnaces should not be adopted without careful consideration of the consequences and the changes in refractory temperatures that may result.
Effect of insulation on refractory temperatures:
An operating temperature above the service limit for a particular refractory can weaken or melt the refractory. If the outer wall of a refractory lined furnace is insulted, heat losses shall reduce or more heat is retained within the system. This means that in practice, the average temperature of the refractory walls increases even when the fuel consumption is reduced to maintain the same internal furnace temperature. This can result in the refractory or insulation becoming overheated so that:
a) The refractory may melt and the furnace collapse
b) The insulation may be spoiled or made ineffective
The effect of insulation on our example furnace would be as follows:
The interface temperature that is the temperature of the face between the refractory brick and the insulation would increase considerably. With no insulation the refractory external temperature would be 500°F. With nominal 4” insulation it would be 1650°F and with nominal 8” insulation it would be 1800°F.
Whilst a refractory built into a wall or roof can be operated with its face above the safe temperature as long as the bulk of the brick is at a temperature low enough to stand up to conditions, applying insulation to the outside may set up very dangerous conditions. For this reason it is recommended that furnace builders or the manufactures of insulating bricks should always be consulted before the insulation of high temperature furnace is undertaken.
As a rule of thumb, putting 4” of insulation on the exterior surface shall increase heat storage by about 60%. Although the reduction in heat losses through the walls is more than enough to compensate for the additional stored heat, it would save more energy overall on a short cycle furnace, if we could stop that heat getting into the walls in the first place. Especially since increased thermal storage exacerbates the problem of cooling the furnace at the end of each cycle.
Shorter the time cycle of the furnace, the greater is the heat stored in the wall in comparison with the heat lost through the wall.
The solution of the difficulty lies in reducing to a minimum the weight of refractory that must be heated and cooled each cycle. At one time this solution was rendered impossible by the high temperature of the insulation/refractory interface. Hot face insulation is now a common solution. The development of bricks with both high refractoriness and good insulation properties has been followed by the use of low density ceramic fibers and micro porous insulation. The great advantage of ceramic fiber and micro porous insulation is their low thermal conductivity, low thermal mass and resistance to thermal shock. For intermittent furnaces the use of these materials as internal insulation should drastically reduce the energy used. In cases where the new types of insulation may be subject to chemical attack or where more mechanical strength may be required it is possible to provide added protection by treating it with suitable coating.
Intermittent furnaces where the furnace must be cooled to a considerable extent as part of the process will lose their heat much more slowly, if externally insulated. In cases where there is a need to reduce the internal temperature as quickly as possible, the level of insulation should not be reduced just to further this aim. Cooling can be carried out by drawing volumes of cold air or gases through the furnace with the provision that good quality non-spalling brickwork forms the internal surface of the furnace.
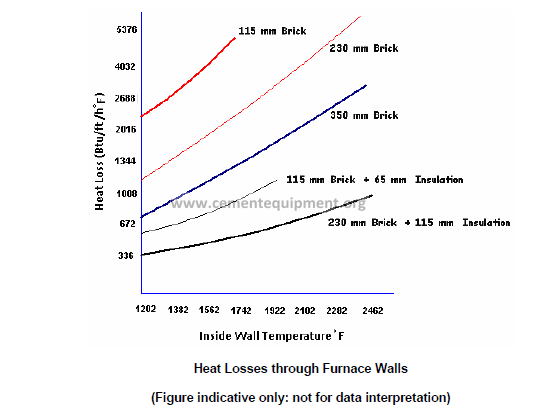
Heat losses from furnace walls
In furnaces and kilns, heat losses from furnace walls, affect the fuel economy substantially. The extent of wall losses depends on:
1) Emissivity of walls
2) Conductivity of refractories
3) Wall thickness
4) Whether furnace or kiln is operated continuously or intermittently
Different materials have different radiation power (emissivity). The emissivity of walls coated with aluminum paint is lower than that of bricks. Figure below shows the coefficient of heat dissipation for the following conditions:
a) Rough vertical plane surface
b) Vertical aluminum painted walls
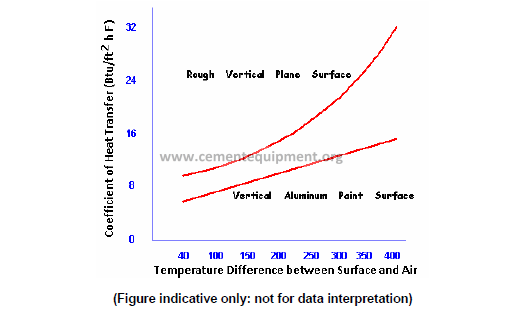
Heat losses can be reduced by increasing the wall thickness, or through the application of insulating bricks. Outside wall temperature and heat losses for a composite wall of a certain thickness of firebrick and insulation brick are much lower due to lesser conductivity of insulating brick as compared to a refractory brick.
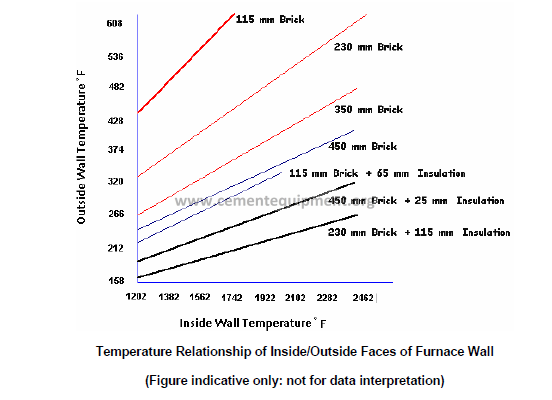
The heat loss from a furnace wall increases with low thickness non insulating brick. This is depicted by curves below.
The heat losses discussed in the preceding section are those incurred during steady, uninterrupted operation. In actual practice, operating period – ON alternate with idle periods-OFF. During the off period, the heat stored in the refractories in the ON-period is gradually dissipated, mainly through radiation and convection from the cold face. In addition, some heat is abstracted by air flowing through the furnace. Dissipation of stored heat is a low, because the lost heat is at least in part again imparted to the refractories during the next ON- period, thus expending fuel to generate the heat. If a furnace is operated 24 hr, every third day, practically all of the heat stored in the refractories is lost. But if the furnace is operated 8 hours per day, not all the heat stored in the refractories is dissipated. For a furnace with firebrick wall (350mm) thick it is estimated that 55% of the heat stored in the refractories is dissipated from the cold surface during 16 hours idle period. Furnace wall built of insulating refractories and encased in a shell reduce flow of heat to the surroundings. The loss can be further be reduced by inserting a fiber blow between the insulating refractory and the steel casing. The general question one asks is how much heat loss can be reduced by application of insulation. The answer is ha it depends on the thickness of firebricks and of the insulation and on continuity of
furnace operation. The heat saving pattern with three of these variables are indicated in the table below:
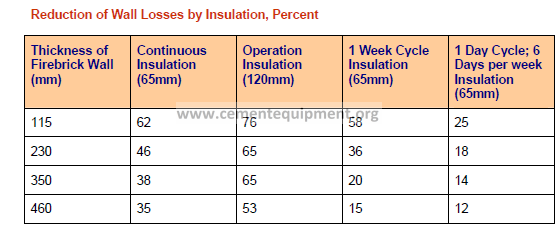
In the table, one week cycle means continuous operation for 6 days of 24 hrs. For 5 days operation, the savings reduced, approximately 10%, to one day cycle means 8 to 10 hr per day. The tabular values must be reduced somewhat, if the wall is thick in comparison with the interior dimensions of the furnace. The tabular values apply only to those furnaces which are covered entirely with insulation, even under the binding.
To sum up, the heat losses from walls depend on
1) Inside temperature
2) Outside air temperature
3) Outside air velocity
4) Configuration of walls
5) Emissivity of walls
6) Thickness of walls
7) Conductivity of walls
The last two can be easily controlled by the furnace fabricator. The following conclusions can be drawn:
a) As the wall thickness increases, the heat losses reduce
b) As thickness of insulation is increased, heat losses reduce
c) The effect of insulation in reducing heat losses is more pronounced than the increase of wall thickness (roughly 1 cm of insulation brick is equivalent to 5 to 8 cm of refractory firebrick)
d) In intermittent furnaces, thin walls of insulating refractories are preferable to thick walls of a normal refractory for intermittent operation since less heat is stored in them.
e) One approach to achieve less heat storage capacity would be to utilize insulating material itself to form the inner refractory lining. Robust refractories with fairly god strength and spalling resistance can be used for temperature in the range of 1300° C. They are termed as hot face insulation.
f) Hot face insulating bricks are lighter than normal refractories, weighing only one third to one half as much. Therefore, heat storage in the hot face insulation is very much reduced.
Case Study: Thermal insulation of an oil fired forging furnace (SI units, indicative only)
An oil fired furnace with 3.34 sq meter heart area and 350 mm thick side walls of fire bricks is operated for about 8 hours a day. The furnace takes about one hour in the morning to attain the desired furnace temperature of 1250°C. Moreover, the radiation losses are considerable. With a view to cut down the radiation loss and the heat storage or initial heating time of the furnace, it is desired to employ insulation.
The seven proposals of employing various refractories and insulating bricks of various thicknesses have been studied from fuel savings considerations. The replacement of refractories at the roof and the doors side is not being considered.
1) 450 mm Firebrick
2) 350mm Firebrick (the existing one)
3) 350mm Firebrick + 115mm Cold face insulation
4) 230mm Firebrick + 115mm Hot face insulation + 75 mm Cold face insulation
5) 230mm Firebrick + 115mm Hot face insulation
6) 350mm hot face insulation
7) 350mm hot face insulation + 75mm cold face insulation
The various heat aspects are given in Tables A) & B) below. The calculations and figures given in the table are on the following bases:
a. Furnace Dimensions, Hearth = 1.83 m x 1.83 m
b. Side wall internal height up to the lower end of arch = 60 mm wall thickness = 350 mm firebrick
c. For convenience only three side walls have been taken into consideration for calculating radiation loss and initial heating time.
d. Initial heating time for proposal 2 (existing one) is 1 hour. For other proposals, the initial heating time has been calculated on the basis of relative mass of the refractory with respect to the mass associated with that of proposal 2.
e. The furnace operates for 8 hrs
f. Steady state internal furnace temperature is 1250 °C
g. Brick size = 230mm x 115mm x 75mm
h. Burner output at initial heating = 100 liters/hr (burner output at other times = 80 liters/hr avg )
i. Density of firebrick = 1920 Kg/m3
j. Density of hot face insulation brick = 960 Kg/m3
k. Density of cold face insulation brick = 480 Kg/m3
l. Coefficient of conductivity in Kcal/hr m C of
o Fire Brick = 1.30
o Hot face insulation = 0.414
o Cold face insulation = 0.207
m. Calorific value of furnace oil = 10300 Kcal/kg
n. The bricks employed in various proposals can withstand the interfacial temperature obtained in actual operation of the furnace
o. Percentage heat utilized in the heating of the material and refractories = 50%, i.e. of every 100 Kcal by oil, 50 Kcals are carried away be stack and 50 Kcals are available for raising temperature of furnace and materials.
TABLE – A
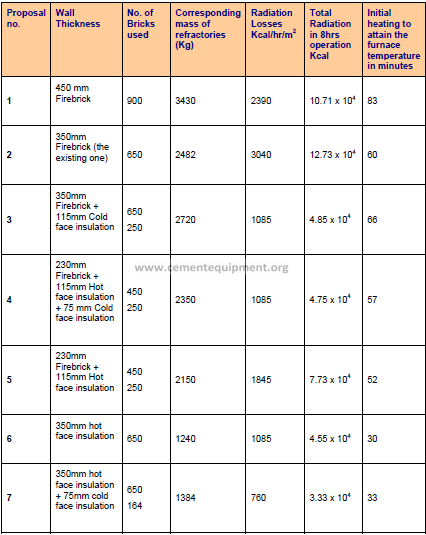
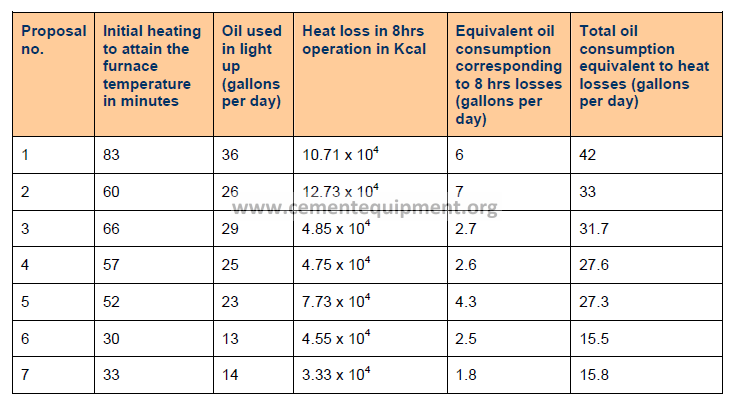
TABLE: B
SECTION – 6: REFRACTORY APPLICATIONS IN INDUSTRY
Iron and Steel
Iron and Steel industry is the major consumer of refractories with about 70% of refractories being consumed by them.
The different areas of the steel manufacturing processes are exposed to different temperatures, slag and sulphur gases. The diversity in the operating conditions of different equipment’s demands different grades for different areas of application.
Refractory selection for the lining of a furnace is invariably built upon a combination of material qualities, and brick size to maximize the performance. Preferential wear in the hot spots and at the slag line is reduced by careful material selection, together with an understanding of the particular practice.
Steel industry use refractory for diverse applications:
• Blast Furnace
• Coke Ovens
• Torpedo Ladles
• Basic Oxygen Furnace
• Electric Arc Furnace
• Twin Hearth Furnace
• Energy Optimizing Furnace
• Secondary Refining Ladles
• Stainless Steel Vessels
• Slide Gate Refractories
• Purging Refractories
• Tundish Refractories
• Induction Furnace
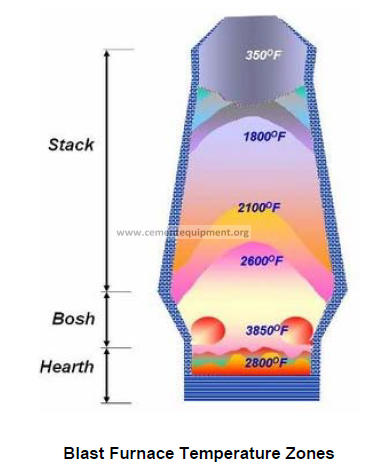
Blast furnace is the focus of any integrated steel plant. Blast furnace is used to reduce the iron ore to iron. The charge consisting of the lumps of iron ore, coke and limestone etc is fed from
the top in different ratios. Air heated in the blast furnace stoves, is applied from the bottom of the furnace. The hot blast comes in contact with the descending charge in furnace and the iron ore gets reduced to iron due to reducing conditions on account of CO2 and CO in the furnace. CO provides further heat and a very high temperature is developed because of which the iron gets melted which, along with the slag is collected in the hearth from where these are tapped separately from different tap holes.
Basic refractory of magnesia constitute the most important group of refractories for the steelmaking processes. The conventional magnesite refractory may be pitch bonded; resin bonded, burned and impregnated magnesia brick. Other than these following three types of magnesia-carbon refractory bricks are used:
1) Regular sintered magnesia (97% MgO) with medium quality graphite (95% C)
2) High purity sintered magnesia (99% MgO) with high purity graphite (99% C)
3) High purity sintered magnesia with high purity graphite plus antioxidants.
Magnesia-carbon brick were originally designed for water cooled electric furnaces but later with improvement these are widely used in basic oxygen converter, ladle slag lines, degassers, etc.
Typically, the major elements that are subjected to refractory lining are described below:
Hearth
The working hearth is required to withstand high temperature, temperature cycling, and impact from the scrap charge. The sub hearth of the furnace has an extended lifetime in comparison with other components of the lining, and is only replaced after severe metal penetration through the working hearth or after major water leakage.
Hearth linings are normally constructed with high quality 42-62% Al2O3, Mullite, conventional carbon block. Current furnace designs favor Carbon/Graphite block with super micro-pores. Monolithic linings based upon high MgO powders are rammed and contoured into the sidewalls. Some furnace operations do however permit and prefer brick hearths, generally based upon pitch impregnated fired magnesite.
Sidewalls
Within the sidewall area there are three main zones, the slag line, the hot spots and the remainder.
Balanced lining wear is the main criteria of the furnace refractory performance, and this requires zoning of the lining by both material quality and thickness. The majority of furnaces incorporate magnesite-carbon products into the sidewall, and their performance is influenced by both the base raw material, and graphite content. Performance is markedly increased as the crystal size of the magnesite increased to the ultimate by the use of fused magnesia. Increase of graphite content also follows the same pathway, although carbon retention is important, and this may be improved by the inclusion of finely divided metals.
Main Sidewall
The areas in the sidewall that gives rise to least difficulty are those between the hot spots, the so called ‘cold spots’.
The major factors influencing refractory performance are temperature, and slag splash, and in water cooled furnaces a magnesite carbon of at least 10% graphite content is preferred.
Hot Spots
Wear in the hotspots is similar to that in the main sidewall, but is exacerbated by temperature owing to electrode flare.
Higher quality magnesite carbon with graphite content of 20% and based upon either large crystal size or fused magnesia is preferred. Where oxy-fuel burners are employed, oxidation of the carbon can take placed, and this may be reduced by magnesite carbon materials incorporating finely divided metals.
Slagline
The aggressive nature of slag fluidizers such as fluorspar has a detrimental effect upon slag line performance. Materials based upon high quality magnesite, or in severe cases, large crystal size or fused magnesia are preferred. Where high iron oxide slags are encountered magnesite carbon materials incorporating metal additions are preferred.
Burner Ports and Slag Door
These areas of the furnace are subjected to wear by oxidation, and by impact of slag door jambs. Magnesite carbon with metal additions is important in these areas.
Roof
Electric arc furnace roofs have a high degree of water cooling, and as such require little refractory material. The delta between the electrodes is invariably formed using a monolithic material or precast shape, but refractory bricks are often used to form the electrode ports. Materials in this area require good thermal shock and abrasion resistance, and high alumina materials are seen to advantage.
Where the furnace roof is bricked, these are subjected to high thermal loading, and slag splash. Phosphate bonded heat treated materials offer good resistance to slab and spalling in the roof.
Nozzles
A wide range of atomizing and metering nozzles are available that are based upon Zircon based products and stabilized Zirconia. The nozzles are manufactured in a wide range of shapes, sizes and designs flexible to the requirements of customer specifications.
Copper Industry
In copper industry, “Direct Bonded Magnesia Chrome Brick” is the most popular choice worldwide. The bulk of copper smelting is produced using flash smelters followed by
reverberatory furnaces. Flash furnaces have major benefits over reverberatory furnaces, particularly in fuel efficiency, and increased yield.
The other type of copper smelting include; Isa Furnace, Pierce Smith Converters, Anode refining Furnace, Rotary Holding Furnace, Slag Cleaning Electric Arc Furnace, etc
A comprehensive range of products for the traditional and advanced smelting processes is primarily based upon magnesite -chrome products for the working lining with alumino – silicate materials for the intermediate and safety linings. A complete range of refractory mortars and monolithics is also available.
Smelting Process
Primary smelting vessels, whether they are flash furnaces, reverberatory furnaces or electric arc furnaces; all subject the refractory lining to attack by slag and sulphur gases. The slag composition is normally high in Fe2O3 and SiO2, both of which attack magnesia in the refractory to form magnesio-ferrite, and Forsterite, whilst the sulphur present in the vapor phase also attacks magnesia to form magnesium sulphate. All reactions in the refractory system are accompanied by volume expansion, leading to crack formation behind the working face, which are then lost during temperature cycling.
Direct bonded magnesite -chrome refractories are the preferred materials in contact with copper slags, owing to their greater tolerance to acidic slags. Improved products based upon pre-sintered clinker and/or fused grain clinkers also show further benefit.
The Converter
The copper converter carries similar slags to those found in the smelting process, together with sulphurous gases, and consequently similar modes of refractory attack take place. Preferential wear frequently takes place at the tuyere line of the converter owing to the combination of slag attack and thermal shock. High hot strength chrome – magnesite with good thermal shock resistance is a prerequisite.
Anode Furnace
There is little slag present in the Anode furnace, but the refractory lining is in contact with highly penetrative molten copper and cuprous oxide. Penetration of the refractory material with copper leads to disruptive failure owing to crack formation at the limit of penetration. Reaction between copper oxide and silica in the refractory leads to the formation of low melting point compound which exacerbate the formation of cracks, and loss of the working face.
The working environment of the Anode furnace demands chrome – magnesite material with high hot strength to minimize copper penetration and disruptive loss of the working face.
Slag Cleaning Furnace
The slag cleaning furnace has special requirements depending upon the slag practice. It is necessary to maintain a frozen slag layer on the refractory lining, therefore, a good slag and penetration resistance is required. Direct bonded Magnesite – chrome materials are preferred.
Aluminum Industry
Refractories in Aluminum industry are commonly utilized in several equipment’s like
• Anode Baking Furnaces
• Melting / Holding Furnaces
• Induction Furnaces
• Reduction Pots
• Ladles and Launders
Most common refractories utilized in Aluminum Industry include:
• Super duty Fireclay & High Alumina Bricks
• Phosphate Bonded High Alumina Bricks – These are ideally suited to molten aluminum ladle/furnace applications due to their unique chemistry, including special aggregates and additives.
The special requirements for refractories in Aluminum industry are –
• Resistance to Carbon/Aluminum penetration
• High Strength
• High Corrosion resistance
Wide ranges of products are offered to meet the requirement of diverse application conditions. Range of products for Aluminum contact applications includes ‘Insulating, dense, Low Cement and Ultra Low Cement Castables’. These products are not only reaction resistant to Aluminum contact but also totally non-wetting.
Pot Shell Refractory Material
Pot shell is essentially a refractory-lined vessel composed of an outside steel shell and layers of refractory linings. The interior layer of the refractory lining is exposed to the process (molten metal, slag, corrosive gases). The linings between the shell and working lining are often referred to as the “safety or insulating linings.” Insulating linings are used to limit heat loss and to maintain the vessel shell temperatures at reasonable levels.
Typically, the pot shell lining consists of several layers refractories blocks or bricks joined together using some monolithic material of varying qualities:
1) Light Insulating Bricks – Generally these are Calcium Silicate bricks that are used in the shell lining. These bricks are used to thermally insulate the pot bottom and therefore are of very low thermal.
2) Ordinary Refractory Bricks – Ordinary Refractory Bricks are Alumina Silicate bricks.
3) Resistance Insulating Bricks – Resistant Insulating Bricks fall in between those of Light Insulating Bricks and Ordinary Refractory Bricks in their properties.
4) Silicon Carbide slabs / Sidewall Blocks – Silicon Carbide or Silicon nitride boards are bonded with silicon carbide and must have resistance to corrosion by liquid aluminium and fluorinated products.
5) Cathode Sidewall Blocks – Preformed, carbonaceous blocks used around the perimeter of the cell to form the sides of the cathode. These blocks, which are generally less than 160 mm thick, are usually bonded directly to the steel pot shell with refractory mortar. The desired properties of the sidewalls are different from those of the bottom blocks. Electrical conductivity is not needed since it is not intended that current should pass through the sidewalls. High heat conductivity however is very important to permit the formation of frozen bath or ledges to protect the sidewalls from erosion and the corrosive effects of the bath. Prebaked sidewall blocks are usually manufactured from the same materials and with the same formulations as the bottom blocks. Traditionally, amorphous anthracite carbon blocks have been used; however, silicon carbide or graphite blocks are more common with new cell designs.
6) Powdered Alumina – Powdered Alumina is used as a base layer for the cathode block, at the bottom of large joint ring, to fill the joints between the light insulating bricks and to even out irregularities at the bottom of pot shell.
7) Refractory Concrete – having High Alumina Cement
8) Brick and Slab Grouting mortar – The mortar is used for grouting of the ordinary refractory bricks and insulating refractory bricks and carbon and silicon carbide slabs. This is an air setting mortar with sodium silicate binder
9) Fibrous concrete – This is an injectable fibrous concrete used for cathode bar stuffing boxes
10) Other Fibrous Material – Mineral Wool Panels are used as thermal insulation expansion joint on the inner wall of the pot shell.
11) Ceramic fibres for sealing cathode block bars. Ceramic fibres are in form of blankets, braiding and loose fibre. These fibrous withstand the temp up to 1250°C and having Al2O3 content of about 35% and bulk density 90-100kg/m³.
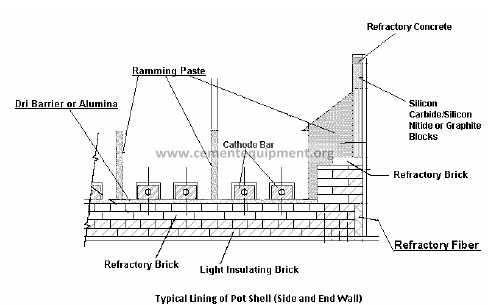
Refractories show significant expansion upon heating. In service, under given thermal and mechanical boundary conditions, the refractory linings are exposed primarily to through-thickness temperature gradients and to thermal expansion loading. The free thermal expansion of linings is controlled by the external structural steel shell. In most cases, the thermal stresses due to the restraint are considerably greater than the gravity weight stresses (gravity load stresses typically are in the range of 0.2 to 1 MPa, while the thermal expansion stresses can be in the range of 15 to 100 MPa). Of all the various shapes of industrial vessels, the cylindrical and the flat refractory structures appear to be the most predominant geometries
a) The cylindrical lining remains in full contact with the outside steel shell due to the thermal expansion and the hydrostatic pressure (due to molten metal). Therefore, both loads develop a uniform pressure loading around the cylindrical shell.
b) The behavior of the refractory flat lining differs considerably from that of the cylindrical lining. The refractory flat linings are subjected to unstable and undesirable inward and outward displacements (with a risk of buckling) when subjected to cyclic pressure and expansion loadings.
In a refractory lining design process steps to prevent substantial failure and damage of a refractory lining under thermal load may involve:
a) Selection of compatible lining refractory materials
b) Rational thermo mechanical analysis and design toward developing acceptable stress and strain distributions
c) Determination of optimal operating conditions (specially heating scheme)
Cement Industry
In cement industry, the kiln, the preheating system, and the cooler operate in a vey high temperature range and therefore lined with refractories to protect steel structure against heat, abrasion and chemical attack.
Cement Rotary Kiln is the heart of any cement plant directly influencing the plant productivity. Nature of stresses is different in different areas, necessitating different quality of refractories for different zones. Common refractory materials used are –
• Dolomite
• Magnesia-Chrome Spinel
• Magnesia-Alumina Spinel
• Fireclay and
• High Alumina
The cement kiln clinker area is usually provided with Dolomite refractories. Advantages of Dolomite refractories for cement are well established – it is the most compatible material with the cement kiln clinker as it provides excellent coating stability, has very good resistance to
thermal shock and alkali attack in varying kiln operating conditions. The refractories with Zirconia enrichment are used for crack arresting
The Transition zone / Preheat zone / Preheater Precalinator areas are usually provided with Magnesia-Alumina spinel variety with high thermo-elastic and thermo mechanical property and various grades of high alumina bricks (45-80% Al2O3) with high strength.
Glass Industry
The glass industry furnaces are categorized by
1) High operating temperature
2) High Insulation of crown
3) High pull rates and low melting Rates
4) Corrosive vapors and Batch dust
The bonded refractories are utilized in melter, refiner, regenerator, dog-house and ports of furnace.
Melter/Refiner: Refractories are needed for superstructure, crown and bottom. The important characteristics of the refractories in these areas are-
• High Alkali Vapor Resistance
• High hot strength
• High Corrosion Resistance
Crown: The furnace crowns are heavily insulated to reduce the energy loss. The important characteristics of refractory to meet this requirement are –
• Very Low flux factor <0.5; high hot strength
• Very low residual quartz <0.5%; good volume stability at service temperature
• High alkali vapor resistance
• Close dimensional tolerances required for laying with zero joint concept.
Regenerators: Regenerator in single or multi pass design is a common energy saving measure adopted. The basic requirement of the glassmaker from a regenerator is to maximize the heat recovery from outgoing gases apart from a long trouble free campaign life. This coupled with the increase in melting rates and use of alternative fuels has increased the
severity of the working conditions in regenerator, subjecting the refractories to adverse chemical attack and high temperatures. To achieve optimum energy saving and long campaign life the refractories for such areas should be selected for –
• High thermal shock resistance
• High hot strength
• High creep resistance at service temperature
• High heat transfer
Checker Work: Regenerator checker system is a most vital component of a glass tank furnace from the point of energy saving. To increase the efficiency of heat transfer and to withstand the onslaught of the batch dust, high temperature and thermal cycling, the products are characterized by-
• High thermal shock resistance
• High resistance to the chemical attack of batch dust
• High heat transfer
The needs of the different regions of the regenerator are different with condensation zone being the most critical zone.
Zirconia is useful refractory material for glass furnaces primarily since it is not easily wetted by molten glass and because of its low reaction with them
Course Summary
Refractories are heat resistant materials that can withstand high temperature without rapid physical & chemical deterioration. Refractories are expensive, and any failure in the refractories results in a great loss of production time, equipment, and sometimes the product itself. The various type of refractories influence energy consumption and product quality. Therefore, the problem of obtaining refractories best suited to each application is of supreme importance. Refractories are also vital for the safe operation of the processes and must not expose personnel to hazardous conditions during their manufacture, installation, use or during disposal following their use.
Continuous improvement of refractories materials have improved service life and has decreased consumption rate significantly.
It is important that due regard to required levels of refractory lining be given at the initial design stages of process plant. With the advent of technology in refractory materials, many upgraded alternatives are available to engineers for application in industry. Economics greatly influence the appropriate selection and the refractory best suited for an application is not necessarily the one that lasts the longest, but rather the one which provides the best balance between initial installed cost and service performance.