Contents
Kiln Inlet & Outlet seal & Kiln Thrust Roller & Kiln Maintenance Check
Kiln Inlet Seal
The kiln seal prevents cold air from entering the process
and driving up fuel costs. The seal must remain tight while
accommodating kiln run-out and longitudinal movement.
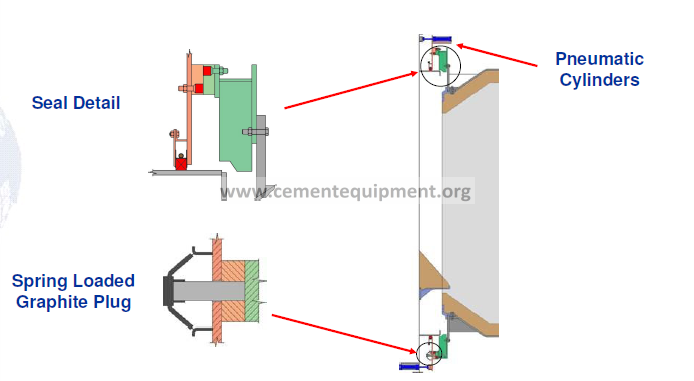
Kiln Pneumatic Inlet Seal

The pneumatic seal consists of two sliding
surfaces pushed together by pneumatic cylinders.
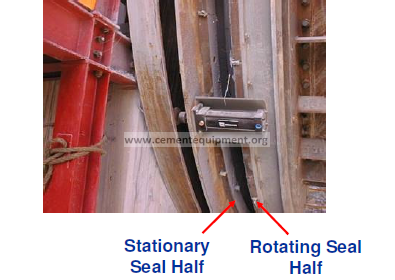
Kiln Inlet Seal
Kiln Inlet Seal Detail

Kiln Inlet Seal

The seal is suspended by a carriage which allows it to
move longitudinally as the kiln expands and contracts.
Pneumatic Inlet Seal
The pneumatic cylinders, when pressurized,
will press the two seal halves tightly together.
Filter, Regulator, Lubricator

Cylinder force is controlled by adjusting the air pressure.
A lubricator prevents cylinder corrosion and seize-up.
The filter keeps condensation and dirt out of the cylinder.
Filter, Regulator, Lubricator

Kiln Inlet Seal

The seal’s sliding surfaces are graphite lubricated.
Kiln Inlet Castings

Castings on the inlet hood and kiln inlet
cone keep the castable refractory in
place. Inspect them at annual shutdown.
Spring Plate Inlet Seal

No, covering the spring plates with plastic won’t help.
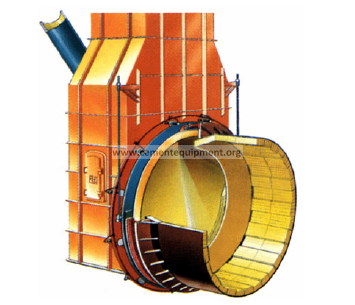
Outlet Seal
Kiln Outlet Seal

The spring plate outlet seal has become the
outlet seal of choice. The seal can withstand
the harsh conditions at the kiln hood.
Kiln Outlet Seal

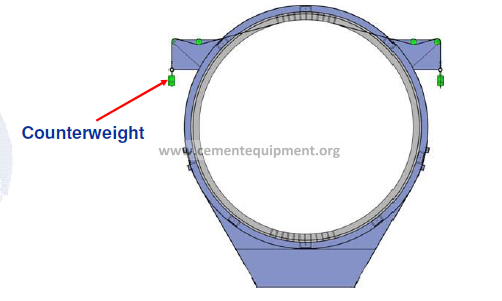
Spring plates are wrapped with a counterweighted wire
rope arrangement to keep them tight against the cowl.
Kiln Outlet Seal
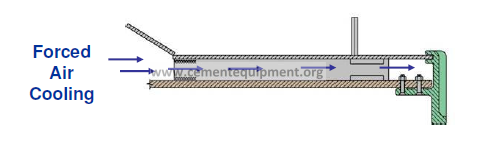
A stainless steel cowl at the kiln outlet provides an
air channel for cooling of the kiln discharge castings
and the spring plate contact surface.
Kiln Outlet Seal

Spring plates are bolted on and are easily replaced.
Kiln Outlet Seal
Dust from kiln hood puffing falls down the chutes to
the drag chain conveyor or into the clinker cooler.
Kiln Outlet Sector

The kiln nose rings sees severe service and must be
regularly inspected for refractory and casting failure.
Kiln Outlet Seal
This alternate spring plates design features
outwardly protruding spring plates.
Kiln Outlet Seal

Outwardly protruding spring plate design.
The Most Expensive Seal

Thrust Roller
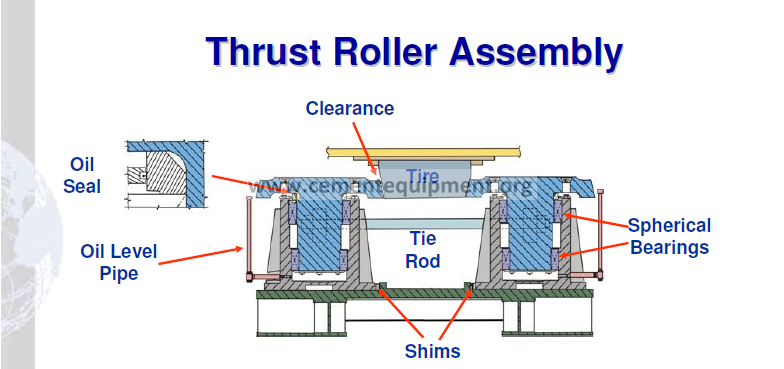
Thrust Roller Assembly

Keep the clearance to a minimum (6mm),
and adjust the shims to keep the kiln gear
in proper longitudinal alignment.
Thrust Roller Position

The thrust roller is positioned to maintain proper hot
running alignment between kiln gear and pinion.
Repositioning may be necessary as stop rings wear.
Thrust Roller Misalignment

A misaligned thrust roller will result in vertical forces
on the roller as shown above.
Thrust Roller Misalignment

An improperly aligned thrust roller can ride out of
its socket, causing damage to tire stop blocks.
Thrust Roller

Thrust rollers can become overloaded if the kiln’s
supporting rollers are improperly skewed. This thrust
roller base became deformed from excessive force.
Fuller Thrust Roller


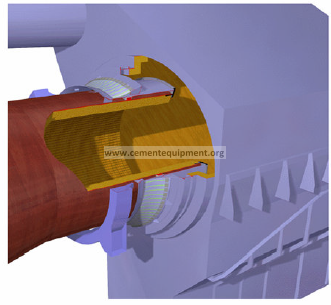
Hydraulic Thrust Roller
Hydraulic Thrust Roller

The hydraulic thrust roller maintains a constant,
controlled force on the thrust tire and keeps the
kiln in an electronically determined position.
Hydraulic Thrust Roller

Hydraulic Thrust Roller

The spherical bearings are lubricated with ISO VG
1000 gear oil. Guide bars are grease lubricated.
Thrust Roller

The roller surface is graphite lubricated.
Hydraulic Thrust Roller

Hydraulic Cabinet

The hydraulic power unit is normally
placed beneath the kiln’s thrust pier.
Hydraulic Cabinet

Hydraulic Pump

The axial piston pump has manual
adjustments for pressure and flow rate.
Directional Valve

A directional valve directs fluid to the thrust
cylinder, or allows the cylinder to bleed down.
Hydro-pneumatic Accumulator

An accumulator stores hydraulic energy. It is used to
maintain a steady force on the thrust tire even
though the tire wobbles slightly as the kiln turns.
Hydro-pneumatic Accumulator

The accumulator contains a rubber bladder
which is charged with nitrogen gas.
Hydro-pneumatic Accumulator

When hydraulic pressure increases and decreases
the gas is compressed and expanded.
Hydro-pneumatic Accumulator

The accumulator is pre-charged with nitrogen
to approximately half of the expected average
operating hydraulic pressure.
Pressure Relief Valve

A pressure relief valve limits hydraulic pressure in
the system. This prevents excessive downhill kiln
force from damaging the thrust roller.
Hydraulic Filter

An in-tank filter with a 10 micron element
keeps hydraulic fluid clean. The protruding red
button indicates the element needs changing.
Thrust Cylinder LVDT

An LVDT (linear variable differential transformer)
mounted in the hydraulic cylinder measures the
distance that the cylinder rod is extended.
Thrust System LVDT Cabinet

The LVDT signal goes to a cabinet where the kiln’s hot
running axial position is set and where alarms are
programmed for excessive uphill and downhill kiln position.
Fuller Hydraulic Thrust Roller


Preventive Maintenance Checklist
Daily
Thrust Roller
• Kilns with one thrust roller (mech. or hyd.)
– visual check of the thrust rollers including recording
of the thrust pressure (ideal 500 psi, can vary from
200-800 psi). Maximum design pressure is 1200-
1300 psi
– check the temperature of the thrust roller housing
and face.
• Kilns with two thrust rollers
– Observe the kiln position relative to the uphill or
downhill thrust rollers
– Check temperature of the housing and thrust roller
face if there is constant contact.
Seals
• Visually check feed and discharge seals
Gear
• Visually check the gear and pinion
Rollers and Live Rings
• Visually check all roller and tire surfaces
• Lubricate contact faces between tires and shell
mounted tire pads and stop blocks using a mixture of
graphite powder and water.
Temperatures
• Record kiln shell temperatures and
include a night visual inspection for “hot
spots”
Weekly
• Check and record direction of thrust on all
rollers.
• Check lubrication on all support rollers.
• Check oil levels in support roller bearings
and thrust roller bearings.
• Check and record the tire creep and
clearance.
• Record related shell and tire temperatures.
• Check condition of tire stop blocks and
wear rings.
• Check general condition of kiln
shell.
• Check contact patterns between
gear and pinion by observing the
oil smear on the contact face for at
least one full kiln rotation.
Annually
• Perform complete check of kiln alignment
utilizing the laser or mechanical alignment
method. Kiln alignments should be completed
after major repairs have been made to the kiln.
• With this information recorded and compared,
a problem should be caught before a real
dilemma occurs (i.e. an unplanned shutdown).
• Prior to planned kiln shutdowns, an extensive
mechanical inspection should be completed to
determine repairs required.
The Good Old Days


Very good