Contents
Brown clinker
Brown cement
Brown concrete

The problem:
Brown concrete

The reason: Brown clinker
Situation
– Sötenich plant:
-Brown cored clinker caused brown cement
and brownish concrete surfaces
-Market focus: pre-cast cement
-Colour of cement / concrete important
-Cement less competitive
-Problems with brown cored clinker is not new
(since years, but increased in 2002)
-but does not always appear
-Sometimes problems with brown stainings
(Fe2+)
-Fuels:
-Lignite, presently animal meal
-Old burner, old grate cooler
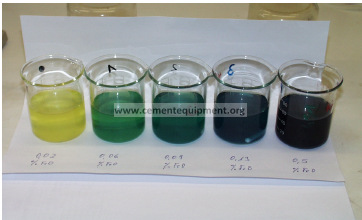
Distinguish between:
Colour of cement
Brown stainings due to Fe2+

Study: Find levers to get “black cores”
and grey cement
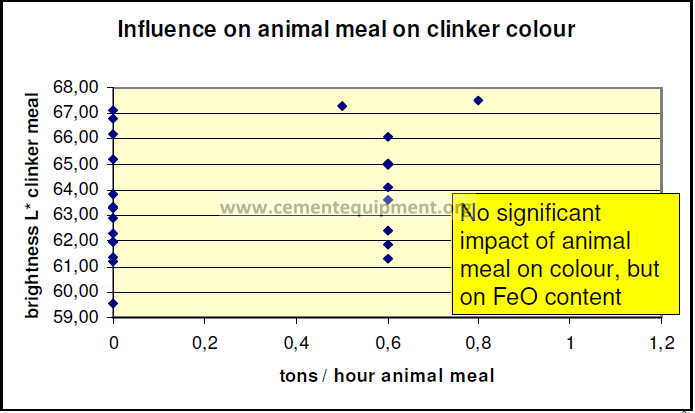
– Several industrial tests: Not successful
-Higher amount of animal meal causes higher amount of Fe2+
-Brown clinker cores even without animal meal
– September 2002: Start of systematic clinker sampling
-Fuels, kiln conditions, clinker chemistry, granulometry
– Study in CTEC-Lab
– Literature study, microscopy, process data, lab burned
clinker granules
– 2003: Investment in new burner
Summary of findings
-What causes dark / light clinker ?
-C4AF is the only dark component in clinker
– Incorporation of Mg leads to dark C4AF – changes lattice
parameters – semi conductive properties leads to dark
colour
-This electrical properties can be disturbed by even small
amounts of other ions. e.g. Fe2+ Mn2+ , Ti4+ or Si4+
– Incorporation only when C4AF crystallizes: > 1250 °C
– Colour depending on condition in sinter zone and
pre-cooling condition (crystallisation) in kiln
What bleaches C4AF in brown cores?
-Fe2+ seems to be the main reason in Sötenich but:
-Fe2+, Mn2+, Ti, Si in clinker cores: no significant differences
detectable, but:
– No Fe2+ in clinker after cooler does not necessarily mean
that no Fe2+ in liquid phase in sinter zone
-Fe2+normally re-oxidised after sinter zone
-but needs time and oxygen
-Fe2+ appears not only due to reducing conditions:
a) reducing atmosphere or flame touching the lining
b) fuel in clinker (too coarse material – solid fuels..)
c) thermal dissociation of Fe3+ in hot sintering zone
-Experience of plants:
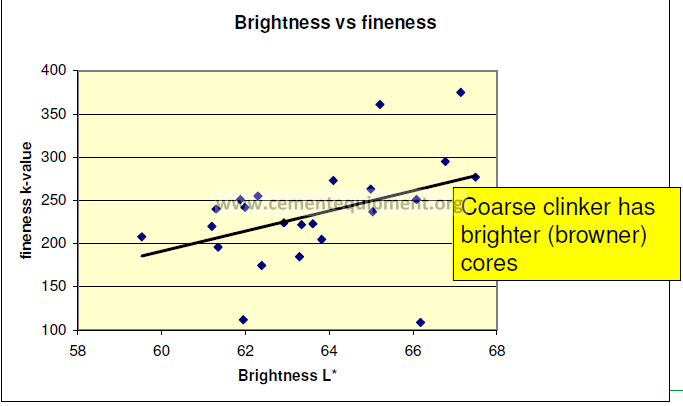
-The core is brown and never the surface
– Bigger clinker granules have more often brown cores
– More often when kiln is operated at full capacity
-Hypothesis, resulting from literature study:
-Brown clinker cores seems to be caused by an diffusion effect:
Balance of crystallisation speed of C4AF and re-oxidation of
Fe2+
-Cooling speed > 1250 °C (pre-cooling in kiln)
-O2 content in atmosphere / flame
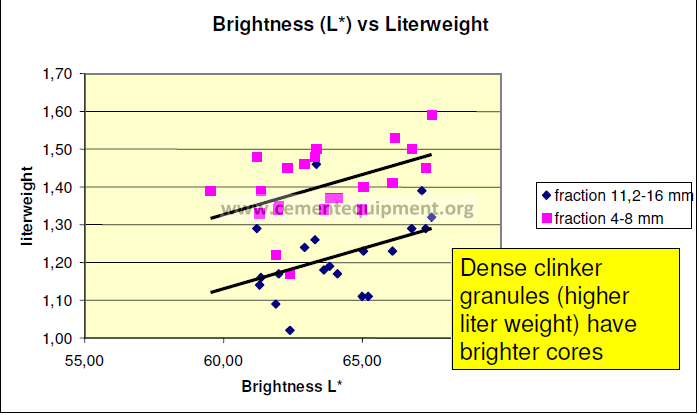
-Porosity of clinker
-Liquid phase content
– Even when only very few FeO is detectable < 0,04 %) – meaning that
the not incorporated FeO oxidised afterwards
Confirmation of hypothesis
Plant and lab tests
– Analysis of plant clinker samples and process data
-Fuel mix / fuel rates
-burner positions
-Extensive microscopic investigation in CTEC-Lab
-Lab burned clinker with Sötenich raw material
-Different cooling conditions over and below 1250 °C
-Comparison with other raw meals
-Impact of atmosphere
-Impact of Manganese (Sötenich: 0,2 % MnO in clinker)
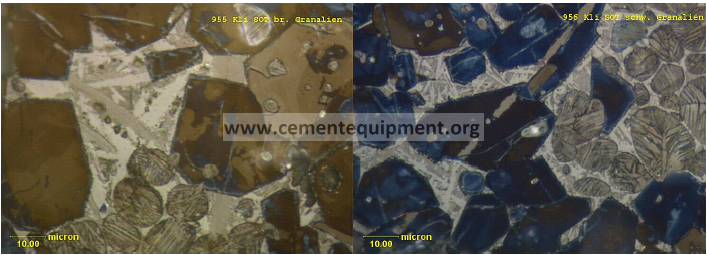
Analysis of plant clinker samples
Microscopic examination
– Fast cooling
– Partly reducing conditions
– No difference between brown and black cores
– High amounts of Alkali Aluminate –> Fast stiffening


Lab tests to check cooling conditions
– Check of different cooling rates > 1250 °C in lab furnace
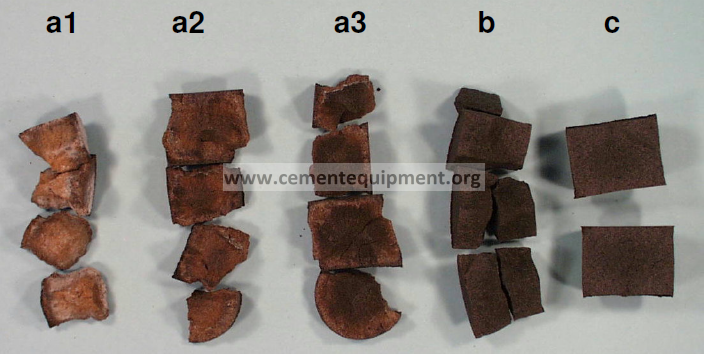
Comparison of different conditions

Results of process data an lab test study:
-Brown cores appear, even only very little FeO is
detectable, nevertheless FeO is the cause
-Microscopy investigation – confirms lab burning tests
-Partly reducing conditions due to coarse fuel (lignite +
animal meal) + divergent flame + sometimes thermal
overheating
-Too rapid cooling: No pre-cooling zone in kiln caused by
burner position
– Rather coarse raw mix causes “overheating”
-High Manganese content might boost the effect
-Coarse clinker granules favour brown cores – due to
oxygen diffusion barrier into the core
Recommendations
-Shorter flame – shorter sinter zone
-With old burner not possible
-Convergent flame – not touching the clinker
– With old burner not possible
– Move burner into the kiln in order to lengthen cooling zone
-Detrimental to clinker reactivity
– Finer fuels
– No coal mill in Sötenich
– Finer raw mix decrease coarse Quartz content (raw mill
improvement)
-Increase SO3 in clinker in order to improve burnability and
produce smaller clinker granules (+ increase workability)

Other plant actions
-Manual estimation of clinker colour –>separation
-Only black clinker for precast cement
-Target: Implement automatic colour measurement of press
tablets in auto-lab – result triggers separation of clinker
– Implement FeO quick test
-Separate clinker
– Change fuel mix (reduce
animal meal)
– Result: No claims in 2003