Contents
The raw mix suspension preheater
A decisive development in the heat economy of the cement dry production process, was the invention of the four-stage raw mix suspension preheater. With this preheater it was possible to obtain very low exit gas temperatures of about 330 ac, which were not attainable so far. The four-stage cyclone suspension preheater, assigned to preheat the cement raw mix, was introducted into the cement industry in 1951.
TO DOWNLOAD THE EXCEL SHEET AND ALL THE OTHER USEFUL BOOKS AND RESOURCES KINDLY CLICK HERE
The first cyclone preheater patent
The first patent concerning the raw mix suspension preheater was applied for by Mr. M Vogel-Jorgensen, an engineer from Copenhagen-Frederiksberg; the application was submitted to the Patent Office of the Czechoslovak Republik in Prague, on June 1, 1932, under the name “Method and arrangement for feed ing a rotary kiln with fine dispersed material”‘. The invention was patented on July 25, 1934 (No 48,169).Vogel-Jorgensen was an employee of the F. L.Smidth Co., Copenhagen.
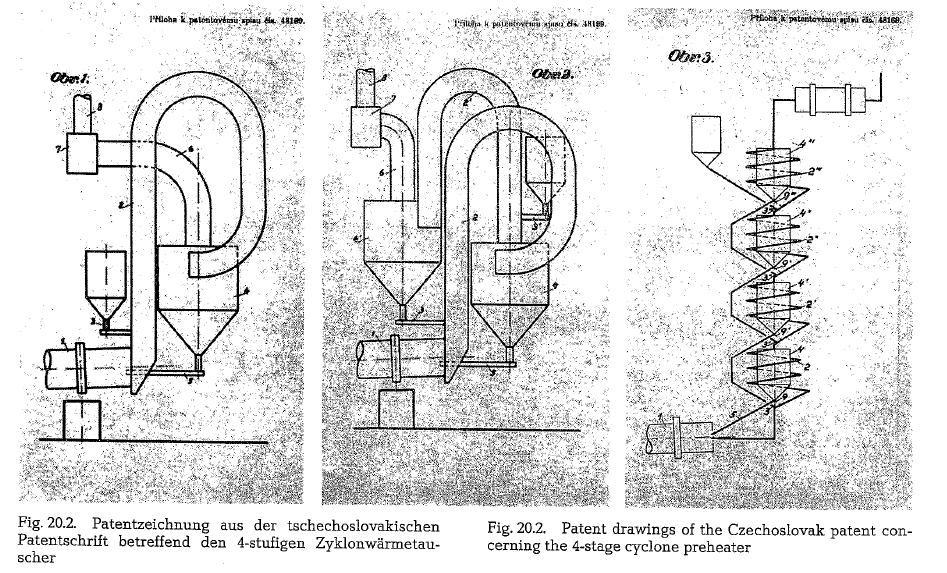
Fig. 20.1. shows the first page of the patent concern ing the four-stage cyclone raw mix suspension pre heater. Fig. 20.2. shows the drawings of the patent specification.
The patent description contains all characterstic fea tures of a four-stage cyclone raw mix suspension pre heater, which at the present time is the most common preheater in the cement industry. Also included in the description is the utilization of the preheater exit gases for raw material drying.
The Humboldt cyclone preheater
The realization of this concept was time consuming, and almost 20 years elapsed from granting the patent to the practical application in the cement industry by the Humboldt Company, nowKHD Humboldt Wedag AG. In 1951 the first Humboldt cyclone suspension preheater, modified by F. Muller, was put into opera tion.
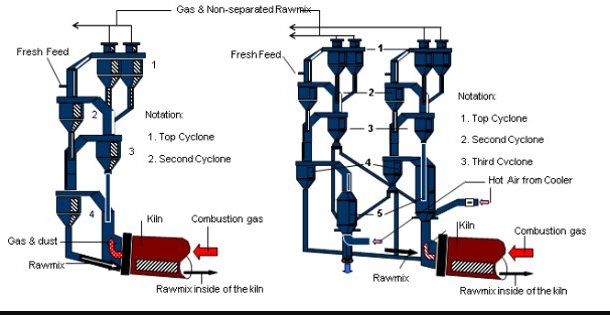
The Humboldt preheater kiln divides the burning process into two phases: the conventional burning cylinder is considerably shortened, and the preheat ing and partial calcining of the raw mix by the hot kiln exit gases is performed in the cyclone raw mix suspension preheater.
The cyclone suspension preheater consists of four or five cyclones arranged one upon another. For better separation, the uppermost cyclone is built as a double cyclone [235]. The cyclones are connected with gas ducts of square cross-sections; the cross-section of the uppermost gas duct is circular. Each cyclone and the related gas duct form one preheater stage. The preheater stages are numbered I to IV or V, top to bottom. Cyclone discharge openings are connected with raw mix pipes which flow into the gas duct located underneath. The raw mix pipe of stage IV or V flows into the rotary kiln.
Particle size and separation
Heat transfer in the individual gas ducts and cyclones of the cyclone suspension preheater takes effect in parallel-flow; however, if considered as a whole, the cyclone suspension preheater operates in gradual counter-current. The heat transfer between gas and raw mix takes effect in a state of suspension. The large surface developed by the raw mix in the suspension preheater produces a rapid and high rate heat transfer.
The separation time of raw mix particles in the pre heater cyclones is reduced with the square of the par ticle diameter; it is assumed that the particles are of spherical shape. For proper separation in the cyclones, the particles are required to be of equal size.
The separation time of equal size particles in the cyclones is also influenced by the particle’s specific gravity. However, this does not result in noticeable segregation of the raw mix particles, since mixing occurs again in the ducts and pipes following the cyclones.
Particle size and heating time
The time required to heat the raw mix particles by the gas in a state of suspension is relatively short. This results from the diagram shown in Fig. 20.3.; the diagram indicates the periods of time required for heating of limestone particles of different sizes
The diagram in Fig. 20.3. shows the surface tempera ture of limestone particles; this temperature is expressed in per cent of the temperature of the gas in which the particles are suspended.
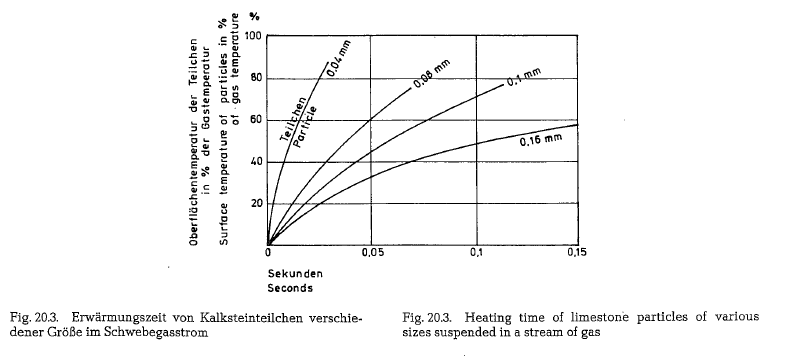
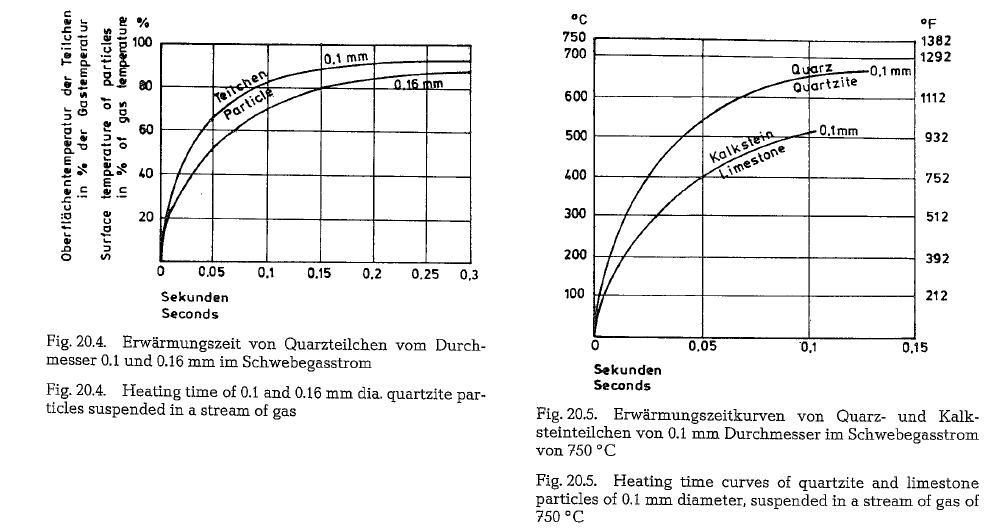
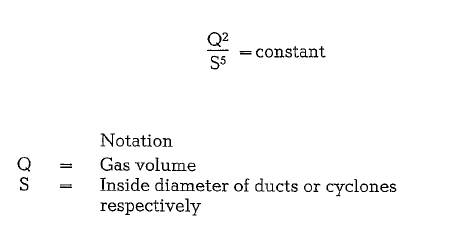
Fig. 20.4. shows diagrammatically the heating time required to heat quartzite particles of the diameter of 0.1 and 0.16 mm (100 and 160 microns), suspended in a stream of gas. When comparing the heating time periods of quartzite with those of limestone, it can be seen that in the same period of time, quartzite parti cles of 0.1 and 0.16 mm diameter, are heated to a far higher temperature, than limestone particles of the same diameter. This phenomenon is displayed in Fig. 20.5. According to this, it takes 0.1 seconds to heat a 0.1 mm diameter limestone particle to a temperature of 515 oc whereas during the same time a quartzite particle of the same diameter is heated to 650 oc.
The heating time periods shown in Fig. 20.5. refer to ideal conditions, where a single freely suspended par ticle is completely surrounded by hot gases. How ever, in practical operation, agglomerations of raw mix particles are formed, which delay the heat transfer.
As the diagram in Fig. 20.3 shows, larger particles require a longer heating time. Larger particles are separated in the cyclone before acquiring the temper ature of the surrounding gases. This reduces the intensity of the heat transfer, and is the reason that several cyclones connected in series are employed to intensify the heat transfer. The raw mix arrives from stage to stage in higher and higher gas temperatures, and is in this way heated up to the kiln inlet tempera ture.
Sizes of cyclone preheaters
The sizing of the height and diameter of the parti cular cyclones is derived according to general rules.
The diameters of the cyclones No II, III, and IV, are equal. Gas ducts and cyclones are lined with refrac tory brick and castable. Also the pipes which convey the raw mix from stage III (IV) to stage IV M. and from here into the rotary kiln, are lined with castable refractory.
The height of the cylindrical part of the cyclones is kept low, since no great importance is attached to high degrees of separation in these stages. This decreases the pressure drop and simultaneously reduces the headroom. Only cyclone stage No I is sized for a high degree of separation; this stage always consists of two cyclones, independent of the size of the preheater.
The pressure drop of a cyclone raw mix suspension preheater is in the range of 55- 60 mbar.
The dust load of the exit gases of a raw mix suspen sion preheater is, according to various findings, about 80-115 g/kg of clinker, thus averaging about 10 % of the clinker’s weight. These figures referred to raw mix are 50- 72 g/kg of raw mix or roughly 6 % of the weight of raw mix.
The exit gas volume of a raw mix suspension prehea ter is about 1.4- 1.5 st.m3/kg of clinker.
To prevent operational as well as aerodynamical obstructions resulting from oversized gas duct cross sections and cyclones, cyclone raw mix preheaters with a capacity of more than 2500 t/24 h are built as twin systems, i. e. with two preheater lines working in conjunction with one rotary kiln. Each of the two pre heater lines is supplied with its own draft fan; should operational disturbances occur, then kiln operation can be carried on also with one preheater line.
Heat transfer in cyclone preheaters
The main part of the heat transfer occurs in the gas ducts. Thermo-technical studies performed on a four stage cyclone raw mix preheater in the Soviet cement plant, Spassky, proved that 80 % of the heat transfer takes place in the gas ducts, whereas only 20 % of the total heat transfer is carried out in the cyclones.
The heat content of the exit gases of the four-stage raw mix preheater can be profitably utilized for raw material drying. With an exit gas temperature of 330 °C, it is possible to dry the total raw material with up to 8.5 % moisture, fed into the preheater kiln.
The retention time of a raw mix particle in a four stage cyclone preheater with a height of 50 m, i. e. from the feeding point down to the rotary kiln en trance, is approximately 25 seconds. During this period of time the raw mix is preheated from 50 o C to 800 o C whereas the ascending kiln gases are cooled from 1100 °C down to 330 °C. The gas and material velocity in the gas ducts amounts to 20-22 m/sec. The balance of the time is required for separation in the cyclones as well as for passing the raw mix pipes. The gas volume resulting from the production capa city as well as the required gas velocity in the gas ducts are factors for the determination of any prehea ter size.
The rule is that the sizes of the gas ducts and of the cyclones should be in accordance with the formula:
Gas and material temperatures
The diagram shown in Fig. 20.6. presents gas and material temperatures of the individual preheater stages. The relatively high entrance temperature of the raw mix into the rotary kiln, allows for a consi derable reduction in the dimensions of the rotary kiln and the application of an LID-ratio of 14:1.
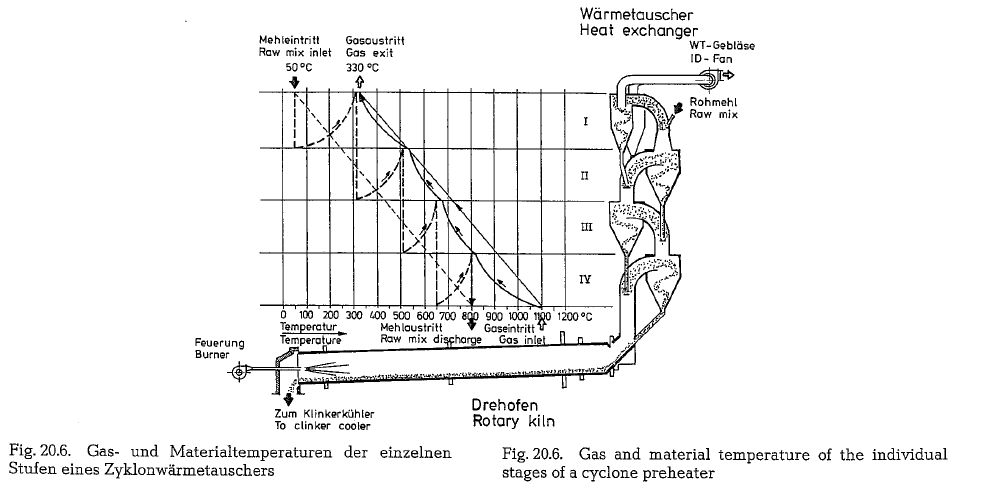
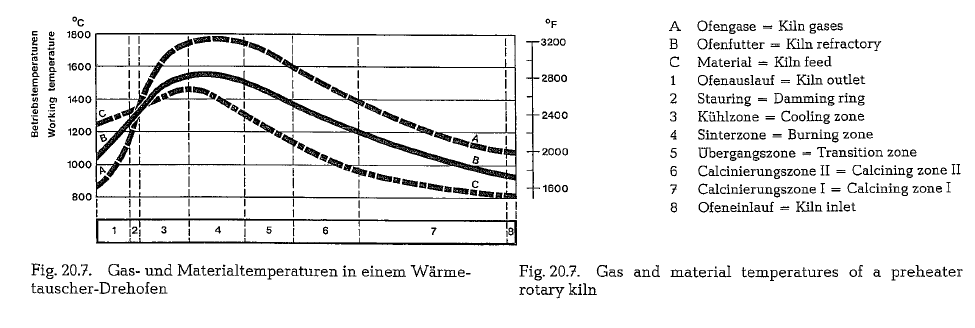
Whereas the working temperatures shown in Fig. 20.6. refer to the particular stages of a Humboldt preheater, Fig. 20.7. shows the gas, material, and lin ing temperatures of a rotary kiln working in conjunc tion with the raw mix preheater; this kiln is supplied with satellite coolers (F.L. Smidth-Unax cooler).
Specific kiln capacity- Degree of calcination
An average value for the specific capacity of suspen sion preheater kilns is 1.75 t/m3 · 24 h, referred to the effective kiln volume. Recently, practical kiln opera tion were reported with specific kiln capacities of 2.3 t/m3 · 24 h. This capacity was attained, among others, by increasing the circumferential speed of the rotary kiln up to roughly 50 em/sec [237a]. The effec tive kiln volume is determined by the volume on the bricks.
With 800 oc raw mix entrance temperature into the rotary kiln, the degree of calcination is approximately 20 % [238]. It is difficult to measure the ignition loss of the raw mix when entering the rotary kiln, since the true picture here is misrepresented by recircula tion of kiln dust, which simulates a higher degree of calcination.
nice to join u