Contents
click here to Download the Most Important 13 Books in Cement Industry
click here to Download the Most Important 13 Books in Cement Industry
EVERYTHING YOU NEED TO KNOW ABOUT KILN CONTROL VARIABLES
( the picture doesn’t have relation with the post , it’s just to Grab your attention )
BURNING ZONE
THE burning-zone temperature is not only one of the most important kiln control variables but also the most difficult one to monitor. Despite the fact that burning-zone conditions in modem kilns are measured and monitored by means of sophisticated instruments, kiln operators should always be thoroughly trained to visually observe and evaluate the burning zone. this capability for visual inspection is an absolute requirement because there are times when these instruments are out of service. Visual verification is also needed when instrument readings are questionable due to dust interference in the burning-zone environment.
This control function is not merely a check to see Whether good clinker is being burned, but is also an evaluation of the clinker, the coating, the flame, and the air stream. Color is important in evaluating the clinker, the coating, and the flame. General behavior of the clinker, air stream, and flame can be studied, as well as shape of flame and coating, and size of clinker being discharged.
the pyrometer records the temperature of a comparatively small area. A change in temperature registered by this instrument docs not always mean a true overall temperature change in the burning zone, and therefore docs not always indicate a need for adjustment in the kiln controls. As a matter of fact a change in pyrometer reading could be caused by a shifting of the burning zone due to a change in the flame characteristics, or by dust interference entering the burning zone with the combustion air from the cooler.
With reference to the television monitor, it must be kept in mind that the camera does not “see” the burning zone as a whole. what can be seen on the TV screen is only a fraction of the zone. Here again, dust interference could make visibility in the burning zone poor or even impossible at times. Finally, either one or both instruments could fail. All these factors emphasize the need for training a new operator thoroughly in the art of “eye-balling” the burning zone.
Viewing the Kiln Interior. At this point it is important to learn how to look properly into the burning zone. Although this seems elementary, it should not be forgotten that the burning zone is an extremely luminous light source. Although filtering glasses are used, the light source is so strong that focusing the eyes into it for too long a time could cause partial blindness. One should look no longer than one minute at a time into the fire. If longer viewing is required, look aside for a few seconds occasionally to rest the eyes. Looking steadily too long at the flame results in the eye losing its ability to see details.
The question of what type of colored filter glass to use must be left to each individual operator, as one person can see better with one particular glass than with another, but the same glass may not suit someone else. Burning with a natural gas flame usually requires a darker colored glass than an oil or coal fire would, because of the greater luminosity of a gas flame. As a rule, one should always use a glass that enables him to see under and behind the flame. Once a certain glass has been chosen, the operator should stay with this glass at all times in order that proper judgment of the conditions in the burning zone can be made. Sometimes an operator has the habit of overburning the clinker, and another may have the reputation of consistently underburning the clinker. A very effective measure to counteract these habits is to equip the “hot’ operator with a brighter glass and the “cold” operator with a darker glass to compensate for their misjudgment of the burning-zone temperature.
Many control rooms, in modern cement plant design, are located far away from the ftring floor and thus demand more reliable and accurate instrumentation to monitor the burning-zone temperature. Some of these plants are highly successful in this endeavor but there are also plants where this is a source of concern. Generally, it is easier to satisfy the require ment of recording accurate burning-zone temperature trends on kilns with little dust interference. On the other hand, dry-process kilns, with their commonly poor visibility, are much more difficult to monitor for burning zone temperature. Although desirable, absolute accuracy as to specifying prevailing temperatures is not so important as the the temperature trend that takes place in the kiln. In other words, as long as the instrument registers a corresponding temperature drop when the kiln is actually cooling down and an increasing temperature when the kiln heats up, the requirement of temperature monitoring of the burning zone is fulfilled.
How frequently should one look into the burning zone? There is nos answer to this question. Naturally, on remote-controlled kilns there is no need for the operator to pace the firing floor as frequently as on kilns th are almost exclusively manually controlled. It is on these manual’ controlled kilns where experienced operators sometimes become overconfident and think that it would be perfectly safe to leave the kiln alone for periods in excess of 40 min. This action, however, is against good buning practice. The secret of every good operator is his ability to recognize change in kiln condition at the time a change takes place and not late For this reason a good operator will never leave a kiln unchecked for tr long a time. When things are going smoothly, the kiln should be checked every half hour, with more frequent checks if adjustment are being made.
Appearance of Clinker. The quickest, although not the most accurate means to check the clinker for quality is by observation of the color at the size of the clinker. Some operators have become so proficient theory can tell fairly well how good the clinker has been burned by mere looking at a handful of clinker. It should be pointed out, however, the clinker size alone does not give a true indication of clinker quality clinker size is influenced by such factors as feed composition and kiln speed. Generally speaking, well-burned clinker is dark, almost black color, and the “hotter” the clinker is burned, the larger the clinker nodule become.
If the clinker is overburned (that is, burned hotter), the free-lime conditions drops, the liter weight gets heavier, the clinker gets larger in size, me dense (less porous), and darker in color, compared with a clinker that is n overburned. Conversely, underburning the clinker (burning colder) caus the free-lime content to increase, and the liter weight to lighten. Also clinker gets smaller in size (dustier), more porous, and the color lighter-more nearly brown.
Until now the appearance of the clinker after it has been burned a cooled has been discussed. Now consider the clinker in the burning zone For this a reliance on eyesight is necessary.
The kiln feed, when it approaches clinkering temperatures, undergrdrastic changes in its physical and chemical characteristics. As soon liquid formation of the constituent begins, the feed becomes slugg because the chemical reactions tend to make the feed soft and visco Formation of balls of feed (clinkers) now commences, and the mater starts to ride up higher on the rising wall of the kiln. Instead of sliding down the wall, the feed bed starts to cascade over itself. By noting the cascading action in the vicinity of the flame the observer will notice an increase in sluggishness of the feed at higher clinkering temperatures, the feed will climb higher on the kiln wall, with more turbulent cascading. Assuming that other variables remain constant, larger clinker balls are formed at higher temperatures.

Any deviation of color from the orange-yellow should be investigated to determine the cause and what adjustments need to be made to the kiln operation.
The Feed Behind the Flame. The manner in which the operator controls the position of the raw feed has a significant influence on operation of the kiln, and is one of the important key indicators of operating stability. Changes in this raw-feed posiiton are an early warning signal that burning zone conditions are about to change.
Special attention has to be given to the physical characteristics of the feed behind the flame. Although in most cases it will be difficult for the operator to see behind the flame because of the flame shape and dust interference, nevertheless, no effort should be spared in trying to see as far back as possible, because it is in this region of the kiln where an early detection of possible kiln upsets can be made.
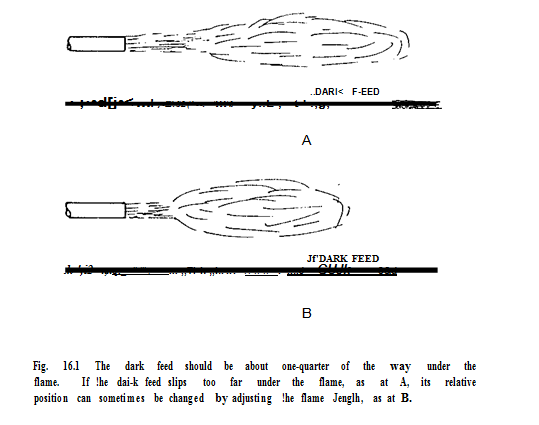
The Dark Feed. When one looks into the burning zone, one will ob
serve a sharp color change of the lower part of the feed bed under the flame from dark to bright as shown in Fig. 16.1. This point in the burning zone is of great importance to the·operator. The importance of this lies in the fact that the position of this dark feed gives the kiln operator one of the earliest indications of when the burning zone tends to warm up or cool down. Under normal and stable conditions the position of the dark feed remains stationary approximately one-quarter of the distance into the flame (as shown in the figure). If it moves fartl1er under the flame (towards the front of the kiln), the burning zone is cooling down; if it shifts in the direction of tl1e kiln rear, the burning zone is warming up.
Any change in flame characteristics will have a direct effect on the position of the dark feed. For example, whenever the flame is shortened the dark feed will move closer to the discharge end of the kiln. ·A change in position of the dark feed therefore does not always mean that the burning zone is either heating up or cooling down. The position of the dark feed can move because of a change in the shape of the flame, a change in burnability of the feed, or a change in the feed loading of the kiln.· The dark feed will move closer under the flame) when the flame is shortened, the feed is harder to burn, the feed loading of the burning zone increases, or the burning zone cools down. It will move away from the flame (toward the feed end) when the flame is made longer (and enough heat is available to drive the dark feed back), the feed is easier to burn, the feed loading in the burning zone decreases, or the burning zone heats up.
Any change in the position of the dark feed must be viewed in the light of all of these influences. The operator must be able to see the dark feed whenever he looks into the kiln, and he must regulate operation of the kiln so as to achieve this end. A slow shifting of the dark feed in either direction can usually be counteracted by a small change in the fuel input rate in order to keep the feed in its proper place.
The dark feed should never be allowed to move further under the flame than one-half of toe flame length. When it becomes necessary to counter act the condition in which the feed has “slipped” too far under the flame, the operator can, if the means to do so are available, change the flame length to restore the dark feed position to the proper relation with the flame again. Fig. 16.1 shows how this is accomplished. Figure A depicts a condition in which the dark feed has advanced too far under the flame. By increasing the primary air pressure and temperature, and if possible the secondary air temperature, the flame will be shortened as shown in Figure Note that the position of the dark feed has not changed, but the relation between feed and flame is in its proper perspective again because the flame is shorter. This shortening of the flame results in more heat being released in the critical area where it is most needed.
Some operators take advantage of this procedure quite freely whenever they encounter the described condition. However, one has to consider other aspect caused by such a change in the flame structure. The shorter fire results in a bushier flame that is more in contact with the coating, the coating being thus exposed to a greater heat. For this reason a shortening of the flame should never be carried out before the operator has assured himself that the coating will be able to withstand the extra heat. For example, if a hot spot on the kiln shell is already in existence in the critical area, it would be a serious mistake to shorten the flame and release more heat over the already weakened area.
Combustion Air From the Cooler. Considering only the general appearance of the air coming from the cooler under normal operating conditions, not much attention need be given to this factor because the appearance remains nearly constant. Under upset conditions, however, this factor becomes very significant.
When insufficiently burned clinker is allowed to enter the cooler, the air stream carries a large amount of fine dust particles· back into the kiln which can obstruct visibility in the burning zone. Furthermore, the secondary air temperature is most likely low in such a case, causing a change in the flame structure, with the result that the ignition point of the fuel moves further into the kiln. Combustion conditions are poor (cold flame) because of the dust-entrained atmosphere in the burning zone. All these conditons may make the burning zone appear to the eye to be “cold,” although this is not necessarily the case at all times. The area of highest intensity could already have approached normal clinkering temperature again although the front is still black and cold. Whenever dust obstructs the view in the burning zone, the operator must make a special effort to see under and behind the flame. Experience has established the rule that, whenever dusty conditions prevail in the burning zone, the clinkering conditions under and behind the flame, rather than the color of the front of the burning zone, govern subsequent corrective measures after an upset.
Color of the Coating. The color of the coating tells a great deal about temperature conditions in the burning zone. Under normal operating conditions, the color of the coating in the hottest area ranges between yellow and white. When the color changes to orange or red, the zone is cooling down; if it changes to white, the burning zone is heating up.
A large portion of heat is transferred to the feed by radiation and conduction from the kiln wall (see Chapter 2). Thus it becomes understandable that the temperature of the coating is very important for the burning process. In addition, the coating acts as a heat storage in the burning zone. Having a hot coating will in many instances enable the operator to fight out a heavy onrush of feed. On the other hand if the coating loses temperature rapidly at the time a heavy load of feed enters the burning zone,there is usually no alternative but to slow down the kiln to avoid bad clinker.
Besides the color of the coating, the general appearance of the coating is also important The operator should try to detect weak spots, loss of coating, or formation of rings in the burning zone. Early detection is of utmost importance whenever a change in the coating structure takes place. It is the operator’s duty to maintain or rebuild the coating to protect the refractory and the kiln shell from damage by overheating.
A condition that can cause a great deal of damage to the kiln if it is not corrected immediately is when the burning zone becomes so overheated that the clinker starts to ball up or even worse, begins to liquefy. This condition is extremely hard on the coating as the coating, becoming soft (liquefying), starts to come oft. Whenever this happens, the operator has to disregard the production of good clinker, and concentrate on protection of the refractory and the kiln shell. Failure to make immediate corrections can result in red spots appearing on the kiln exterior, a sure indication that something is wrong.
In summary, it is important to visually inspect the burning zone for changes in the following items (any of which could signal the possibility of change in burning-zone temperature):
- Clinker color
- Clinker size
- Cascading action of the clinker bed in vicinity of the flame
- Feed-bed appearance behind the flame
- Dark feed position
- Appearance of secondary air coming from the cooler
- Coating conditions
- Flame shape and color
Knowing what to look for in the burning zone and being able to recognize changes in the items listed above doesn’t necessarily indicate that one is now ready to control the burning-zone temperature. Simply stated and as mentioned earlier, burning a kiln is not merely a function of adding fuel when the burning zone gets cool or conversely, reducing fuel when the burning zone gets hot Burning-zone temperature control must be considered with other kiln control variables before corrective action can be taken.
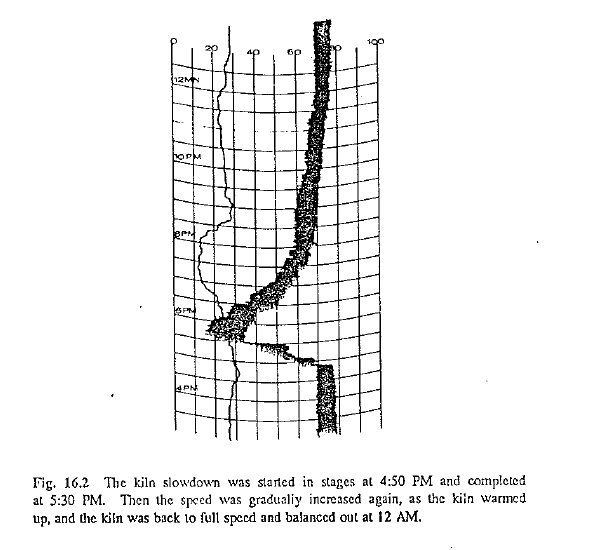
Since it is difficult to measure the actual burning-zone temperature with pyrometers, several (old and new) methods have been tried to relate other kiln variables with possible changes in this burning-zone temperature. The most recent and noteworthy method in this respect is the monitoring of the NOx content in the kiln exit gases and relating this to the burning zone temperature changes (See Fig. I 6.2).
Kiln burning is a matter of detecting any pertinent changes as early as possible and making countering adjustments in small steps. It can best be described as a control by anticipation, i.e., trying to establish what the kiln conditions (burning-zone temperature) will be a few minutes later. Waiting to make an adjustment until the full effect of a large deviation is registered on the instrument can lead to unstable operation and is not consistent with good burning practice. This applies not only to burning zone temperature but to all other main control functions.
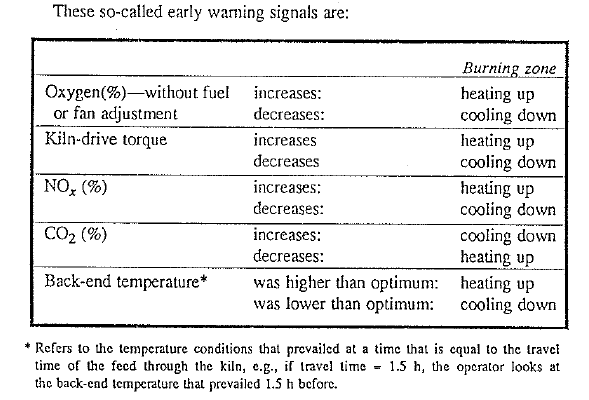
How can an operator predict what the burning-zone temperature will be in, e.g., 10, 20, or 30 min hence? The proven indicators of approaching changes in burning-zone temperature are:
a) The kiln drive torque or amperage.
b)The oxygen content in the exit gases (provided the fuel rate and I.D. fan speed remained unchanged).
C) The back-end temperature (chain outlet, kiln inlet calcining zone) at that time that equals the travel time of the feed from the respective thermocouple to the inlet of the burning zone.
d)The aforementioned NOx content in the exit gases.
e)The C02 content in the exit gases.
f)The kiln-feed end draft.
These constitute the primary early-warning instrument readings that alert an operator to upcoming changes in burning-zone temperature.
KILN EXIT-GAS ANALYSIS
Oxygen, carbon monoxide (CO), .and carbon dioxide (C02) have been extensively discussed in Chapter 5. From these discussions it has become apparent that the exit-gas analyzer combined with its 02 and CO recorder in the control room is one instrument no kiln can do without. As a measure of safety precautions this is also one of the instruments that irrevocably MUST be in operation at all times while the kiln is operating, i.e., when fuel is fired into the kiln.
This gas analyzer, because it samples “dirty” kiln gases and takes the sample at a location where high temperatures prevail, has a tendency to malfunction frequently unless almost daily preventive maintenance is carried out on this unit. The location, where the sample probe is installed, is also a key point to consider as false air inleakage could distort the true contents of 02 and C02 in the exit gases. Kiln operators must be on the look-out for such malfunctions and notify the foreman or instrument shop whenever a malfunction occurs or is suspected. Operating a kiln without the gas analyzer functioning properly is a dangerous thing to do and can lead to catastrophic accidents. This is one instrument that doesn’t allow room for compromises; it simply has to work and must be repaired as quickly as possible when it doesn’t. These are strong words but considered worth mentioning for the simple reason that many accidents have happened in the past in some cement plants because the gas analyzer wasn’t working properly.
For example, a few years ago a kiln operator noticed an irregularity in the gas-analyzer recording wherein more than 2% carbon monoxide (CO) was indicated but, at t11e same time the oxygen content showed peak levels of 5%. In this example, the operator made the wrong assumption, specifically he believed tl1e oxygen (02) to be correct and the CO recording to be in error. Result: A fire in the kiln back end. Lesson: Anytime that the presence of carbon monoxide (CO) is indicated, reduce the fuel rate immediately and ask questions later. In such situations it helps to re member the triangular relationship for combustion discussed in Chapter 5. In the above example fuel was present (i.e., CO which is unburned carbon), air for combustion became available from possible inleakage of ambient air into the system at the kiln back end, and the only missing link for a flre or explosion at the feed end was heat for ignition. The third component for this accident to occur was most likely provided by the high temperature of the exit gas or the electrostatic precipitator which by itself is an igniter in the true sense. To safeguard against such accidents, most electrostatic precipitators are interlocked with the fuel rate. In other words, the precipitator is automatically deenergized whenever CO is present for more than 1 min in the exit gas.
Earlier, it was mentioned that both too much (more than 3.5%) and too little (less than 0.7%) oxygen in the kiln exit gases represents inefficient operation and that 1.0-1.5% 02 is a level that results in optimum operating conditions. This applies to all kilns with the exception of a precalciner kiln that has no tertiary air supply to the flash calciner. In tl1ese types of precalciner kilns, all the combustion air requirements for the flash calciner are supplied from the kiln, hence higher oxygen levels are required at the kiln exit to secure complete combustion of the fuel given to the flash furnace. However, the same principle would apply at the preheater cyclone outlet, i.e., for the gases after t11e flash furnace. Here too, tl1e oxygen content should not be less than 0.7%, not more than 3.5%, and ideally between 1.0-1.5% during normal kiln operations. In plants where low-grade fuels with large variations in heat value are used for firing in the flash furnace, it is advisable to hold the percent oxygen at a higher level than the indicated range to secure sufficient air availability when surges of higher heat-value fuels occur. Since precalciner kilns operate with two combustion-process locations, it is advisable to equip tl1ese kilns with two gas analyzers, one at the kiln exit and the other at the flash calciner outlet. In this manner, both combustion processes can be independently controlled from each other. However, on precalciners that are equipped with only one analyzer at the preheater tower exit, an operator might have considerable difficulty in relating changes in 02 or CO to either one of the two burning locations.
The question arises: “What is to be done when the kiln operates steadily but continuously with oxygen contents higher than say 3% or lower than 0.7%?” In such instances, because of prevailing stable conditions, no drastic changes should be made as such moves could upset the delicate balance of the kiln. Rather, it is advisable to fine-tune the controls in small steps, allowing ample time of about 1 h between each to make sure this balance and stability is not disturbed. Fine tuning in this manner may take up to 8 or 16 hand is referred to as optimizing the kiln operation. As with any other kiln control variable an operator follows the following basic steps in matters of exit-gas control:
- Secure tl1e safety of tl1e equipment and personnel (sufficient 02 available and no CO showing)
- Stabilize tl1e kiln (02 to level off and stay within a certain narrow range)
- Optimize (fine-tune) the 02 in small steps to bring the oxygen content into the range of 1.00-1.5% to obtain optimum kiln efficiency.
The majority of kilns are equipped with analyzers that test only for contents of oxygen and carbon monoxide which are considered the two key variables in combustion control. Some kilns also have separate carbon dioxide analyzers and monitors (see Chapter 5) but these are not considered as absolute requirement, rather they are excellent tools to forewarn the operator of upcoming changes and are helpful in optimizing the kiln operation.
In recent years, a great deal of work has been done in some plants in the utilization of recordings of NOx in the kiln exit gases for determining changes in burning-zone temperature. Originally these NOx analyzers were installed and used for the purpcse of emission control to satisfy environmental specifications. Engineers, being familiar with the process of NOx formation in a rotary-kiln flame, have recognized the relationship between the NOx in the exit gas and the burning-zone temperature.
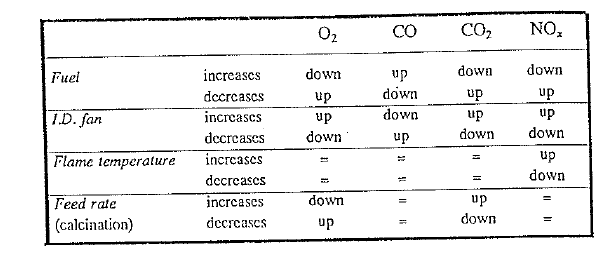
Different NOx concentrations are found in the exit gas when the combustion temperature (flame temperature) in the burning zone changes. Higher flame temperatures result in higher NOx. Furthermore, when the kiln excess air (02) increases, the NOx also increases. It must be mentioned that NOx cannot be related to the actual prevailing temperatures in the burning zone but it is an excellent and rapid indicator of changes that have taken place there. In many respects the above reactions to flame temperature and excess air in the kiln lead to contradictory objectives in kiln operation and have been the subject of much controversy. Naturally, in matters of environmental control, one strives to obtain a NOx content as low as possible. For an efficient kiln operation, however, one tries to operate the kiln with as short a burning zone as possible (short flames, high flame temperatures) which in tum means high NOx contents. This problem is especially acute on natural gas-fired kilns because they usually operate with higher NOx contents than coal- or oil-fired kilns.
As a general rule, kiln exit-gas components are affected as follows, assuming all other variables remain constant.
Strip chart recordings of oxygen often display large variations in range even when the kiln operation is stable. This is referred too as process “noise” and is a normal occurrence on many kilns. However, when this so called “noise” exceeds a range of± 0.5% in short-time intervals, this could be an indication of irregular fuel or air-flow rates taking place within the system and should be investigated. Likewise, since process “noise” is common to the oxygen analyzer, the instrument should be checked when ever the oxygen chart traces a straight line for a long period of time.
Most oxygen-recording charts register this variable within the range of 1-5 %. It is important to remember the following: When the recording is pegged out at the maximum for a long period of time (i.e., draws a straight line at the top), one doesn’t know if the oxygen is at 1 or at 15%. In short, an operator under these circumstances wouldn’t know what the combustion conditions are. it is therefore good burning practice to always set the fuel rate and/or J.D. fan speed so that the oxygen recording is always at least below the 5% mark whenever fuel is being fired in to the kiln. This recommendation also applies and is of equal importance during times of kiln starts and warm-ups. As a matter of fact, as soon as a main fire is lit in the kiln, it is the operator’s first duty thereafter to stabilize the oxygen content at a level that is at least below the 5% oxygen mark.
FUEL-RATE CONTROL
Before any main fire ( except the kiln warm-up torch) can be lit in the kiln, one has to ascertain the following requirements are met:
- Sufficient air is present to achieve complete combustion.
- The gas analyzer is operational and functioning properly
- Sufficient heat is present to readily ignite the fuel
- The I.D. fan is running and the kiln draft is properly regulated to prevent an abrupt, delayed, explosive ignition of the flame.
- The firing floor is cleared of any unauthorized personnel.
- The primary-air fan is running its flow rate properly set.
Once the fuel has ignited and a proper flame obtained, the operator must immediately check the gas-analyzer recording to ascertain that no combustibles (CO) are showing after a time delay of 30 s. After this, necessary adjustments (fuel or ID. fan) to bring the oxygen (02) content below the 5% mark must be made. These are standard and elementary steps that apply to any kiln when lighting the main fire. Another rule that is practiced in most plants for safety reasons is to cut off the fuel completely whenever the flame is not lit after 30 s. The kiln is then purged for at least 5 min to rid the kiln of any combustible gases before another attempt is made to reignite the fire.
The operator should never attempt to control burning-zone temperature by merely increasing or decreasing the fuel rate, nor should he, for example, increase the !D. fan speed to permit raising the fuel rate because the exit gas is deficient in oxygen. To operate in this manner is sure to lead to trouble, because no consideration is being given to the temperature at the back end of the kiln, where the feed is being prepared for calcination. Increasing the !.D. fan speed in order to be able to add more fuel (in case of low oxygen) will cause the back-end temperature to rise. This however is the wrong thing to do, because the back-end temperature plays a vital role in the operation of the kiln, and cannot be allowed to freely float up and down.
Whenever the operator makes a change in either the !.D. fan speed, the fuel rate, or both, he has to anticipate the possible reactions caused by the change, remembering that an increase in fuel rate results in higher back-end temperature, low percentage of oxygen in exit gas, and higher burning zone temperature, and an increase in I.D. fan speed will result in higher back-end temperature, more oxygen in the exit gas, and lower burning-zone temperature. From this it becomes obvious that the fuel rate alone does not govern the burning-zone temperature. Without changing the fuel rate, a change in the burning-zone temperature can be caused merely by altering the kiln draft with I.D. fan speed. Nevertheless it should be emphasized that a fuel-rate adjustment will give the fastest reaction whenever a change in burning-zone temperature is required.
The first rule in fuel-rate control is: Always check the oxygen and CO analyzer recording before and after any fuel-rate adjustment is made. It will not take long for a new kiln operator to learn that the burning zone will react slowly to any fuel-rate adjustment. There is an inherent time delay until a noticeable change in temperature takes place. Since these time delays can be as much as 10 min, particularly after an upset operating condition, it is quite common among new operators to either over-fuel or under-fuel the kiln for a prolonged length of time. The end result of this action is a burning zone that alternates from “cold” to excessively hot, a condition generally referred to as a cycling kiln. Because of this time delay, operators must become skillful in anticipating these swings of extreme temperatures and make their fuel adjustment before the actual change in temperature takes place. For proper timing of these adjustments the operator checks other instruments which could give him a positive sign that a turnaround in temperature conditions in the burning zone is imminent.
The time lag between burning-zone temperature and a fuel-rate adjustment has been previously mentioned. With direct-fired coal systems this lag time is even more pronounced since it takes several minutes between the time the coal rate to the mill is adjusted and the change to be noticed at the burner tip.
Much work has been done with automatic fuel-rate control. On precalciner kilns, the fuel rate to the flash calciner is usually automatically controlled in a closed loop that uses the fourth-stage, preheater cyclone exit gas temperature as the input variable. Simply stated, when this temperature is below the setpoint, more fuel is given to the flash calciner and, conversely less fuel when the temperature is above this setpoint.
Constraints in this loop are the same as with the fuel-rate adjustments at the rotary-kiln firing end, namely the oxygen must conform to certain predetermined levels and no CO is allowed to show. Since a flash furnace is much smaller than a rotary kiln, the controller must be tuned so that there will be a fast response by the coal feeder whenever a change in this fourth-stage, cyclone outlet temperature takes place.
Conventional fuel-rate control on wet, dry, and preheater kilns can be manually or automatically controlled. When automatic control prevails, the control concept should preferably consider as input variables at least the burning-zone temperature, the back-end temperature, and the percent oxygen in the kiln exit gases. A simple control logic of adjusting the fuel rate strictly and solely based on the burning-zone temperature alone seldom yields satisfactorily stable and efficient kiln operations.
During times of severe kiln upsets, i.e., when underburned fine clinker has entered the cooler and “blackened” out the burning zone, an operator often tends to make the mistake of overfueling the kiln. This is a natural tendency of all operators because a lot of heat is needed to bring the burn ing-zone temperature back to normal. Since tl1e kiln speed is drastically reduced in such instances and visibility is extremely poor, they tend to leave the fuel rate at high levels for too long a period of time waiting for the burning zone to clear. However the kiln could already be in an over heated condition. Things to consider during these conditions are:
a)Operating the kiln with no or very little oxygen contents (even when no combustibles are showing) often does not produce the desired heating of the burning Reason: The dust in the kiln and low oxygen combined together produce lower flame temperatures. Solution: Try a little less fuel to operate at a slightly higher oxygen content of, e.g., 0.5-0.9%.
b)Once a heavy onrush of material has passed through the burning zone, there invariably is a lighter load behind it that causes a rapid increase in temperature when it arrives in the burning This rapid temperature increase can usually not be detected early enough because of the .dusty material in the cooler. Solution: Watch for a definite sign that tl1e load is becoming lighter (oxygen increases, NOx increases, kiln amp increases, cooler undergrate pressure decreases) and start to increa’e the kiln speed at that time. Depending on the severity of this light load it might become necessary to start reducing fuel rate at this time also (the effect on back-end temperature should not be forgotten) to prevent the burning zone from becoming too hot. In short, this is a time where anticipation of upcoming changes becomes of primary importance.
KILN-SPEED CONTROL
A kiln can never be expected to operate in a stable condition for an indefinite length of time because changes do take place in the kiln regard less of how stabilized the operation may appear. Sooner or later an adjust ment in kiln speed has to be made if the kiln is to continue to produce a good clinker. The commonest action the operator must take in case of an apparent upset is tl1e so-called “slow-down” procedure, as described in the following paragraphs, and shown graphically in Fig. 16.2.
After the kiln has been operating for a long period of time under balanced conditions the operator detects a heavy onrush of feed directly behind the flame. Whenever this happens, the operator must determine whether he will be able to hold the heavy feed load with an increase in the fuel rate alone, or are conditions such that the dark feed could pass too far under the flame even with the fuel rate increase? It is important that this decision be made at the earliest time possible. Oxygen percentage in the exit gas, back-end temperature, and conditions in the cooler are the deciding factor:; to be considered.
Assume that all indications are that it will not be possible to maintain the same kiln speed, and therefore speed will have to be reduced. It then becomes necessary to determine how much the kiln can be slowed. Depending on the magnitude of the “push,” 5-10 rpm less will be sufficient in some instances. In other cases the onrush is so heavy that the kiln has to be slowed down to minimum speed. Only experience will tell the operator how much the kiln has to be slowed. One rule, however, applies at all times: Never allow raw, unburned feed to enter the cooler, even if this means that the kiln has to be stopped and reheated on quarter turns or on auxiliary drive.
After the kiln has been slowed, there are, of course, a number of changes that take place, and the operator must be alert to watch for these changes and take appropriate corrective action. First, the back-end temperature will start to increase. This is undesirable because this temperature should be held within ± 20 degrees. Reducing the I.D. fan speed will aid in holding this temperature. Because of the decrease in the kiln draft resulting from the I.D. fan-speed reduction, there will be insufficient oxygen available for complete combustion. This is corrected by reducing the fuel rate until the exit-gas analyzer again indicates from 0.4-0.8% oxygen in the gas.
Because of the slower kiln speed, less material will enter the cooler, thus both secondary air temperature and undergrate pressure will decrease. Therefore, reduce the bed grate speed in the cooler to maintain more or Jess the same undergrate pressure. This will be difficult to do. On very slow kiln speed it is almost impossible to obtain the same undergrate pressure as on full speed. Under slow-speed operation, do not attempt to hold the secondary air temperature on the same level as on full kiln speed, especially when the clinker is slightly underburned, because of the danger of the clinker not being sufficiently cooled when it leaves the cooler.
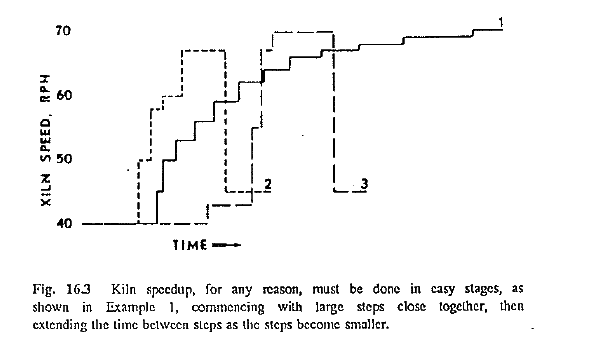
While the kiln is on slow speed it is necessary to decide how soon the speed can be raised again. First of all, never increase the kiln speed before there is a definite sign of the burning zone warming up, or there is a defi nite indication that the burning zone will warm up within a few minutes because of a lightening of the load. Do not hold the kiln on very low speed until the burning zone has reached normal clinkering temperature; start increasing the speed as soon as there is a sign of warming up. Signals and instruments to watch for these early warnings are discussed in Fig. 16.3. The more the kiln speed is increased, the smaller the speed increments should be and tlie longer tl1e time interval between each speed increase. The way in which the kiln speed is increased is probably the most important factor in getting the kiln into stable conditions again. Consider the three examples shown in Fig. 16.3.
Example 1: This shows an ideal execution of a speed-up procedure.The operator started to increase the kiln speed in large steps of 5 rph at a time until he reached kiln speed 50. From then on he extended the time between each speed increase and carried out the increases in smaller steps as the speed was increased. These were at the rate of 3 rph from 50 to 62, 2 rph from 62 to 66, and 1 rph from 66 to full speed of 70 rph.
Example 2: In this example the operator used the wrong judgment.He started to raise the kiln speed too fast before the burning zone was ready for it. Very soon he had to backup on the kiln speed and had to start re heating the burning zone all over again.
Example 3: Here the opposite condition occurred. The operator waited too long on slow kiln speed. Suddenly the burning zone started to gain heat very rapidly, forcing him to raise the kiln speed in large increments and in short time intervals. For a short time full kiln speed was able to be maintained, but very soon the kiln became overloaded and the operator had to slow the kiln down once again.
Remember that every time tl1e kiln speed is increased, tl1e back-end
temperature drops, requiring more fuel to burn with each speed increase. This requires an adjustment in the !.D. fan speed as well as in the fuel rate. Both are increased in a manner similar to the kiln-speed increase in Example I (Fig. 16.3).
The ideal example given in Example I by no means suggests that the kiln will operate in a stable manner again for a long time on full speed. In time intervals of 2-3 h another push, each time less severe, will be encountered. Each time the slow-down period will be shorter and each time the chances are better that the kiln can be held at the normal operating speed. Sometimes one slow-down will be sufficient, at other times two or threee such slow-down sequences have to be undertaken until the kiln again is stable. The chances of avoiding a cycle in the kiln are minimized when tاe operator executes a slow-down sequence according to the ideal example given. The aforementioned discussion applies primarily to long-wet and dry kilns. Preheater and precalciner kilns react differently.
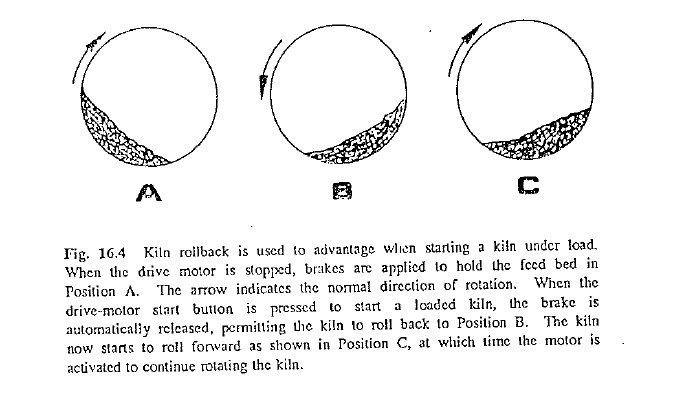
Kiln Rollback. The feed bed in a rotary kiln occupies up to 10% of the cross-sectional area of tl1e kiln. While the kiln is rotating, the center of gravity of this material is displaced to one side (on the rising side) of the 6 o’clock position (bottom center of the cross section), the torque resulting from this displacement being opposed by the driving torque applied to the kiln. When power to the drive motors is cut off for any reason, the off center position of the load causes the kiln to rotate in the reverse direction until the feed bed comes to rest at the 6 o’clock position. The reverse rotation of rollback can reach a maximum speed that exceeds the normal running speed of the kiln, thereby damaging the drive gear.
Another problem associated with rollback is that of restarting a kiln that has stopped while loaded. If left to rotate freely after a stop, the kiln will come to rest witl1 the load of the feed bed at or near the 6 o’clock position. In the past the relatively small rotary kilns could be started from this position without much difficulty, as the kiln drives then in use were capable of overcoming the initial torque to set the kiln in motion. With the advent of the 500-foot or longer giants, kiln manufacturers had to find a way to overcome static fricton and inertia in order to accomplish initial acceleration with a minimum of strain on the drive gear and motor. This resulted in the concept of kiln rollback control. In this method of control, instead of perntitting the kiln to reverse rotation, or roll back, when the drive motor is stopped, a brake is applied to the drive unit to stop the kiln at the instant the motor circuit is broken with the feed-bed position in an inclined angle to the rising side. Thus the gravitational force of the kiln feed bed acting downard is frozen by the brake so that it can be used advantageously when the kiln is started again.
When the operator presses the kiln-drive start button, the following sequence of actions takes place automatically; first the brakes are released permitting the kiln to roll backwards (Fig. 16.4) with the feed bed past the low point of the kiln circle. Next the feed bed, now being on the down side of the kiln, causes the kiln to start to roll, or rotate, forward in the normal direction of rotation, at which time the kiln drive motor is activated to keep the kiln revolving in the forward direction.
This system has proved its usefulness and has contributed significantly to the present long life of drive gears and motors of large rotary kilns.
The most commonly asked question is: “What is the optimum kiln speed for efficient and stable kiln operation?” There is no clear-cut answer because each kiln is different in its requirement. The kiln slope and the resultant feed velocity in the kiln is one factor that must be considered. Another important factor is the feed loading of the kiln, i.e., the output rate that can be achieved at a given kiln speed without sacrificing operating stability. Typically, specific volume loading of kilns varies from a low of approximately 5% to a high of 10%.
Dry and wet kilns with steep slopes should be operated at slower speeds to prevent large onrushes of feed waves into the burning zone (and into the cooler) during upset conditions. Such kilns usually operate normally in the range of 50-60 rph. Other less-sloped dry- and wet-process kilns generally run at speeds of 60-72 rph whereas preheater and precalciner kilns operate at much higher speeds. Kilns that consistently and periodically exhibit difficult burning conditions in the burning zone as a result of incomplete feed calcination sometimes exhibit better operating stability when the kiln-speed target is lowered and the kiln is concurrently operated at a higher percent specific loading. This, however, is in direct conflict with the “old” heat-transfer law for rotary kilns which states that more efficient and favorable heat-transfer conditions exist when the kiln is operated at high kiln speed and low percent feed loading. Hence, instead of lowering the kiln-speed target and operating at a deeper bed depth to overcome frequent operating instability, it might make more sense to equip such kilns with more heat exchangers in the calcining zone to improve the overall heat transfer behind the burning zone. Regardless of the !din-speed target (top speed under normal operation) it is good practice to set this target at a speed that is approximately 5-15 rph lower than the maximum permissible. The kiln must be allowed some “elbow room” at the top to make it possible to further increase the kiln speed in an emergency when the burning zone has become dangerously overheated.
click here to Download the Most Important 13 Books in Cement Industry
click here to Download the Most Important 13 Books in Cement Industry
Thank you so much Author! I’m totally in love too!