Contents
click here to Download the Most Important 13 Books in Cement Industry
click here to Download the Most Important 13 Books in Cement Industry
EVERYTHING YOU NEED TO KNOW ABOUT FUEL SYSTEMS IN ROTARY KILN
FUEL HANDLING AND COAL GRINDING
Cement kilns are usually fired with oil, natural gas, or coal. Gas firing requires no fuel preparation; this type of fuel is used directly as it is being delivered to the plant by the gas pipe line. In oil firing, the oil has to be preheated to a given temperature that produces the desired viscosity for proper atomization of the fuel at the burner tip. This is usually accomplished in heat exchangers that predominantly employ steam as the heating medium. Automatic controls must maintain tHe oil temperature within a very narrow range of ± 5 C (± 9 F) which is considered essential for uniform firing conditions and flame stability.
With gas firing, the operator’s duty is relatively simple in matters of fuel-flow monitoring. The operator must watch out for the possibility of sharp pressure changes in the gas supply line that would indicate some problems along the supply line. Gas firing of the flash furnace in a precalciner kiln, however, has been shown to present some problems when compared to the other two fuels. Here, combustion conditions have to be very closely monitored to ensure that all the gas introduced into this auxiliary firing unit is completely burned within its confines. When this prerequisite is not fulfilled, there exists the danger that some of the unburned natural gas could escape into the upper stages of the preheater cyclones, undergoing combustion there and ultimately causing elevated temperatures of tl1e gases leaving tl1e preheater tower.
With oil firing attention must be paid to the oil preheat temperature as any significant change could lead to a change in flame characteristics. Furthermore, close attention must be given to the pressure indicators in the heat exchangers because plugged filters could lead to an interruption of the oil flow to the burner. Steam pressure must also be frequently monitored to make sure sufficient steam is available to preheat the oil properly.
Control of the coal-grinding plant and coal conveyance to the burner is much more demanding than when either one of the above-mentioned liquid or gaseous fuels is used. An operator, for safety reasons, should not be allowed to exercise control over the coal handling and grinding plant unless that operator is completely familiar with all safe operating procedures for the system. Coal firing has its advantages, namely, a coal fire is more luminous and delivers better heat transfer by radiation from the flame to the feed. In short, there is less time Jag between the moment a fuel adjustment has been made and the time the clinker bed reacts to this change. However, this advantage is neutralized in direct-fired kilns because of the time delay between the moment coal-rate adjustments are made and the coal has been ground and insufflated into the kiln. Operators that have had the opportunity to fire different kinds of fuel tend to agree that the burning zone temperature can be more rapidly adjusted with a coal fire than with any other type of fuel.
An entire book could be written on the subject of coal handling, grinding, and firing. For the benefit of the operator, the subjects that are of paramount importance to him, namely his safety and the safety of the equipment, are discussed here. An operator can become comfortable with coal firing provided that a respect for its limitations and inherent safety requirements is developed. The operator must know the system’s idiosyn crasies and immediately be able to recognize a potentially dangerous condition when it develops. Pulverized coal, mixed with excessive air and exposed to excessive temperatures, represents a potentially explosive mixture. High-volatile coal, even in the unground state, can also undergo spontaneous ignition while in storage. Prerequisites for successful and safe grinding and handling operations for coal are:
- well-established, safe standard-operating procedures,
- close and continuous attention to the instrumentation by com petent operators, and
- regular preventative maintenance for all system
Even the best-designed and maintained systems will sooner or later present the operator with an unusual condition that demands immediate and corrective action on his behalf. An operator must be on the lookout for the following potentially dangerous conditions each of which could lead to a fire or explosion:
- Fresh smoldering coal (i.e., coal that has started spontaneous ignition) being fed to the coal mill
- Metal pieces, rags, and otl1er materials in the coal being fed to the mill causing mill, bin, or feeder plug-ups and metal fragments not being ejected from the mill (sparks could ignite the coal)
- Mill outlet temperature too high or showing a rapid rise
- Fresh unground coal too wet(> 15% moisture) that could lead to any one of the following conditions:
- insufficient drying in the mill,
- accumulations in tl1e mill, bins, and/or coal pipe,
- excessively high mill inlet-temperature demands, and
- too low a mill outlet temperature
- Insufficient air velocity in the mill and coal pipes causing settlement and accumulations of coal or possible entrance (back flashing) of hot kiln gases into the burner pipe
- On semidirect or indirect-fired kilns: worn vanes on rotary feeder or malfunctioning air locks-allowing either coal to seep into the primary air pipe or hot air to enter the coal bin during shutdowns
- Leaks in the coal pipe
- Poor housecleaning with large accumulations of coal near the coal handling, storage, or grinding system and on the ftring floor
- Entire coal system or primary air f:m has shut down under load due to a power failure, e., coal is present in the mill and the burner pipe (IMPORTANT; DO NOT OPEN DOORS OF SYSTEM FOR MANUAL CLEANOUT OF ACCUMULA TIONS BEFORE THE SYSTEM HAS COOLED DOWN TO AMBIENT TEMPERATURE)
- Ground coal insufficiently dried causing settlement, plugging, and accumulations (coal pockets) in bins, dust collectors, and coal pipes
- Entire coal system has not been properly cleaned (air swept) wheri the kiln wa stopped for a prolonged shutdown
- Operating the system with faulty instrumentation, improper damper control, and lack of proper fire-extinguishing and explosion-prevention equipment or devices
- Smoking by employees or welding by maintenance crew near the system while it is in operation
An operator should discuss all of these conditions with his supervisor and must know what corrective action should be taken if any of these con ditions arise. These procedures must be clearly and fully memorized be cause there will not be sufficient time available to look these up in the standard operating procedures when such emergencies develop.
When coal is received at the plant, it has to be dried as most coals contain appreciable amounts of moisture. This drying is usually done in the coal mill itself using hot excess cooler air. This hot cooler air is tempered with cool ambient air a short distance past the cooler to prevent:
- overheating of the dust cyclone and air pipe ahead of tl1e coal mill, and
- excessively high temperatures from entering the coal mill when overheated conditions prevail in the cooler
Other plants use the inert preheater exit gases for drying in the coal mill. Since these gases usually contain less than 5% oxygen, they represent a safety advantage when compared to the use of cooler excess air.
IMPORTANT:
- Know what the maximum allowable temperature is for tl1e coal mill inlet
- Do not exceed this temperature under any
- Make sure that this tempering damper is not fully open during normal operating conditions to allow for further admittance of cold air when the need
A second tempering damper is usually installed just ahead of tl1e coal mill that is tl1e primary control for the coal mill outlet temperature. Cold ambient air is drawn into the system to hold this coal mill outlet temperature within a narrow range regardless of changes in the moisture content of the unground coal. Typical setpoints for coal mill outlet temperatures are:
When this coal mill outlet temperature exceeds 93 C (200 F) the danger of premature ignition of U1e coal in tl1e mill exists.
Grinding of the coal is done predominantly in roller mills although there are still several plants that use ball mills for this purpose. Both these types of mills rely on air-sweeping action to evacuate the coal from the mill. In semidirect and indirect-fired systems the coaVair mixture is blown into a holding bin whereas in direct-fired systems the coal is directly insufflated into the burning zone. IMPORTANT: The following fundamental conditions must always prevail whenever any of these systems are in operation:
- Sufficient air has to pass through the mill to properly evacuate the ground coal from the This can be monitored by the draft at the mill inlet and the mill outlet. Both these drafts must not be allowed to drop below a given preestablished value. Low pressure differentials between these two measuring points are an indication of mill plug up or lack of sufficient air for sweeping the coal from the mill. An operator should know exactly what the critical values for coal mill drafts are for the particular system under his control. The same principle applies to dust collectors incorporated into an indirect-firing system.
- To keep the coal particles in suspension while being transported from the mill to the bin or burner, a minimum velocity of air passing through the coal pipes must exist at all As a rule of rhumb it is advisable not to let this velocity drop below 30 m!s (6000 ft/min). Since there is a direct relationship between the mill-exit draft and this velocity, an operator monitors this draft (on direct-fired kilns this is the primary air pressure) and must know what the minimum permissible pressure is. The operator will then have to make sure to never operate below this critical pressure whenever coal is being ground in the mill.
- Since one kilogram (or pound) coal requires approximately 5-10.5 kg (or !b) air for combustion, the fueVair mixture emanating from the coal mill must be kept well below this critical ratio to prevent premature ignition. Most coal mills operate at air/fuel ratios that are less than 2.0 kg (lb) per kg (lb) of coal. However, direct-fired kilns, with their high percent of primary-air requirements, usually operate at higher ratios and therefore need closer attention.
- Combustion air (primary, secondary, or tertiary air) should be high enough to ensure continuous ignition of the fuel or light-up torches must be lit until the fuel can maintain self-ignition.
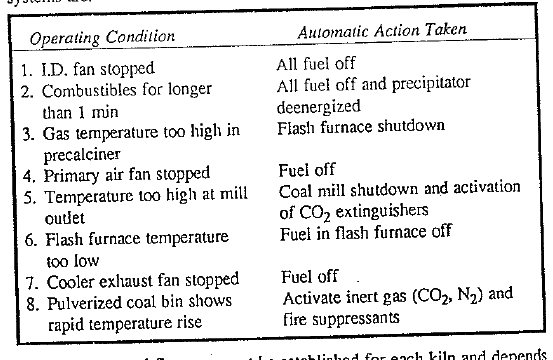
All coal-handling and grinding facilities should be equipped with automatic shut-down interlocks. Some. of the more common interlocking systems are:
The optimum coal fineness must be established for each kiln and depends on such factors as type of coal fired and type of flame required. Sub· bituminous and high-volatile bituminous coal are usually ground coarser than low-volatile coal or coke. As a general guideline, the following criteria can be used whenever tl1e coal characteristics change:
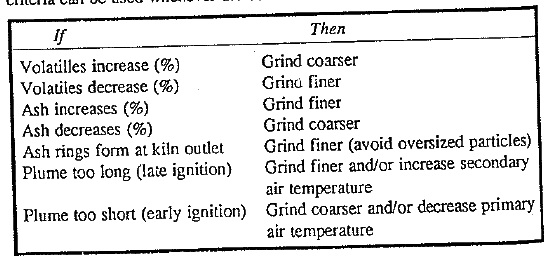
Another factor to consider is the so-called ash-softening temperature as this could be a primary cause for troublesome ring formations at the kiln discharge. It is generally believed that coals with a low ash-softening temperature and/or high contents of iron in the ash are prime contributors to such ring formations. Here, too, it is recommended that finer grinding be employed to combat such rings.
FUEL BURNERS AND FLAMES
It is difficult to control the shape of a coal flame during the course of an operation unless one of the modern, sophisticated adjustable burners is used. A change in primary air pressure is about the only real adjustment an operator can make while the kiln is in operation. Although position and the design of the burner as well as hood draft and secondary air temperature are prime influencing factors for flame shape, these variables can not be easily changed by the operator.
Very complex adjustable and/or combination burners are successfully
used for oil, gas, or coal firing of cement kilns. These are excellent tools for flame and coating control but are often misused. Many times operators have opposing views about appropriate and desirable flame shapes and thus make too many adjustments too frequently. This is especially true with burner designs tl1at are equipped with adjustable inserts to promote turbulence and mixing of air with the fuel. Furthermore, any coal burner that contains such inserts lends itself to potential coal-pocket formation during unusual operating conditions. Because these adjustable burners are so efficient in flame-adjustment capabilities, any error in adjustment setting by the operator can directly lead to thermal abuse of the refractory and kiln components near the kiln discharge area. This has compelled many plants to use a straight burner pipe with no inserts for natural gas or coal firing. However, the advantages in low costs and prevention of coal pocket formation is outweighed by the disadvantages and limitations of these simplified burners when used on modern preheater and precalciner kilns. Straight burner pipes are designed for normal “full-speed” production operation and usually do not deliver satisfactory flame shapes and characteristics during start-up and kiln slow-down periods. During these times the flame is often too long and the ignition of the fuel erratic causing dislocations in the position of tl1e burning zone. Long, lazy flames can also create excessive coating and ring formations. Operators are usually capable of coping with this problem by using the so-called auxiliary start-up torch as an aid in ignition which by itself is expensive and requires’frequent watching. Short-term dislocations of burning-zone positions in wet- and dry-process kilns are not so critical but can become disastrous on preheater and precalciner kilns, On these modem kilns the burning-zone position can not be allowed to fluctuate as freely because these kilns operate at much higher speeds and are considerably shorter in length. Another disadvantage of the straight burner pipe is the need for redesigning the burner geometry (for proper tip velocity) whenever there is a major modification made on the kiln that would produce a significant change in the specific fuel requirements.
All fuel burners are exposed to severe wear and heat conditions inside the kiln and should therefore be frequently inspected for thermal damage by the maintenance and operating personnel.
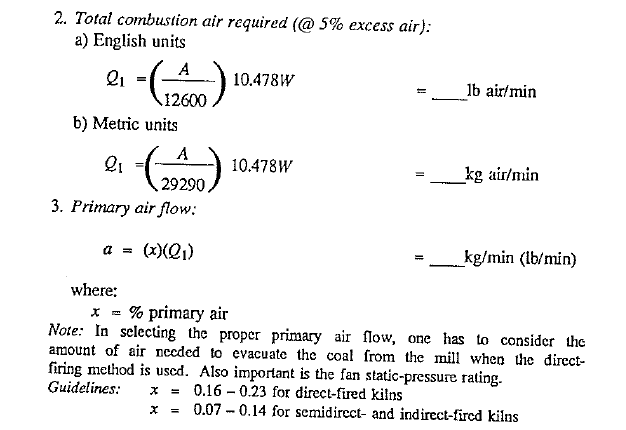
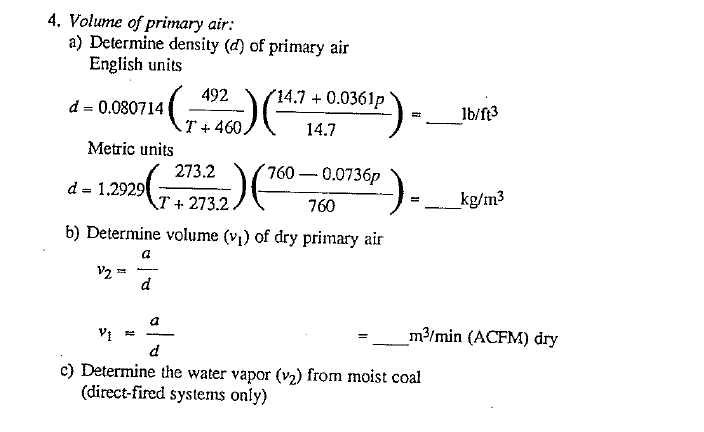
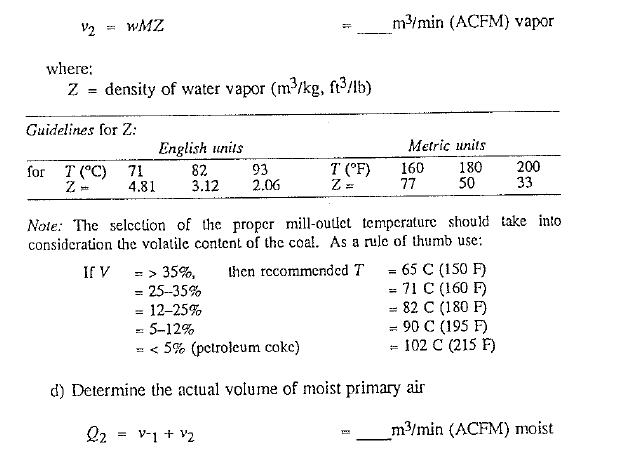
TESTING COAL BURNERS FOR TIP VELOCITY
The following is a method to determine the actual tip velocity on coal burners when no actual flow measurements are possible.
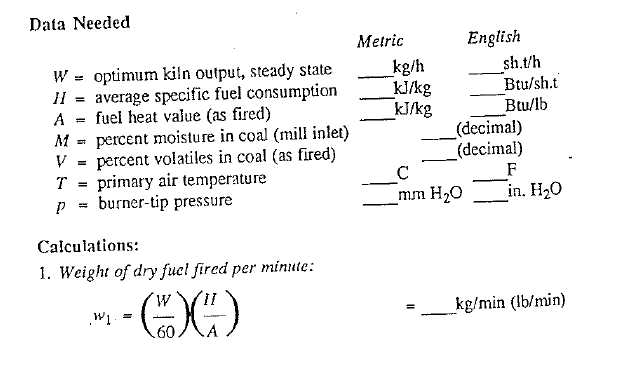
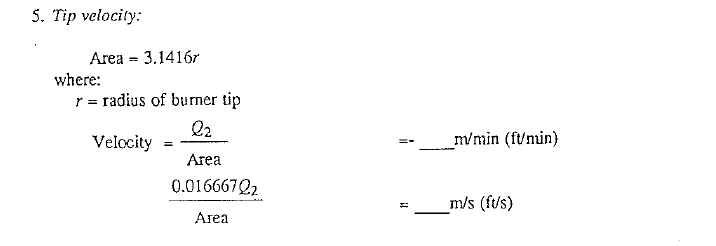
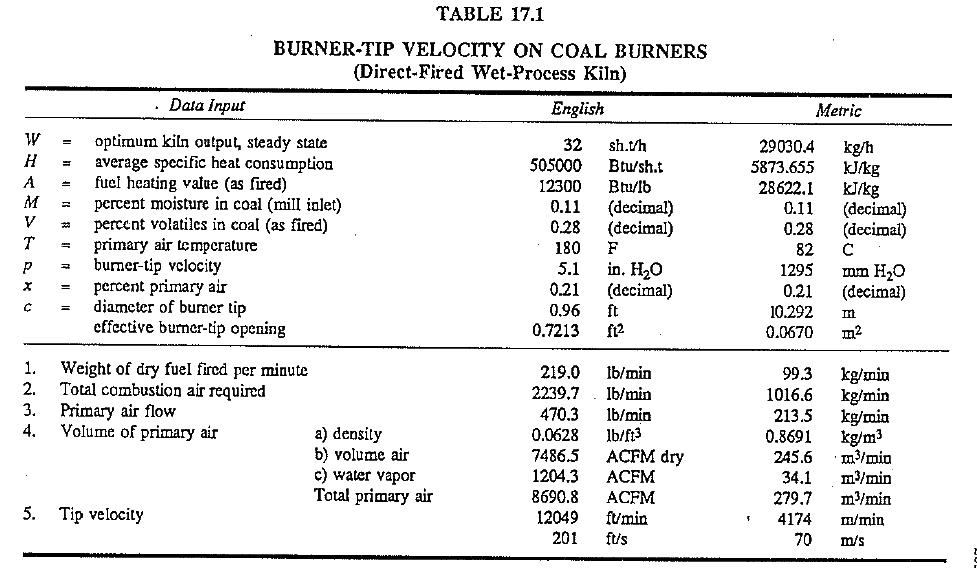
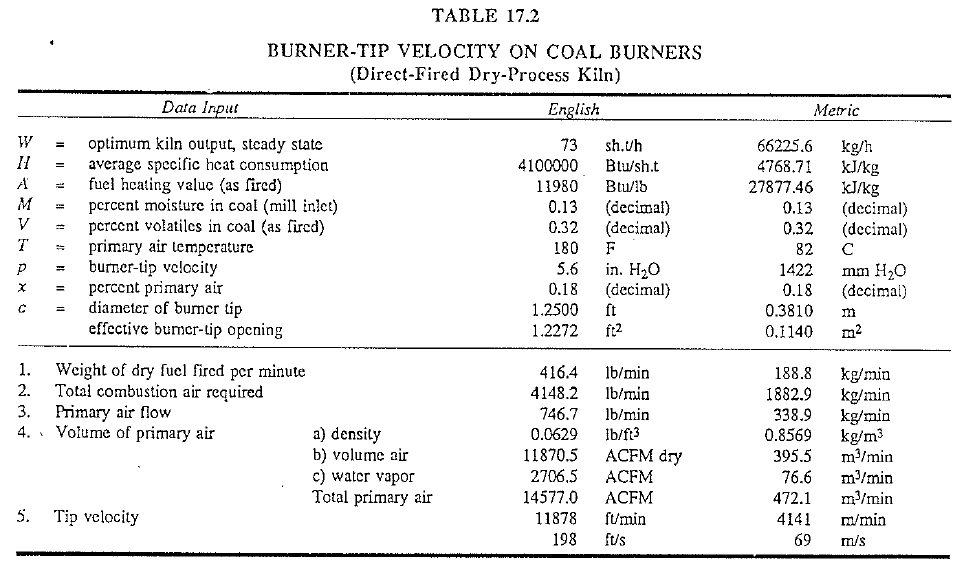
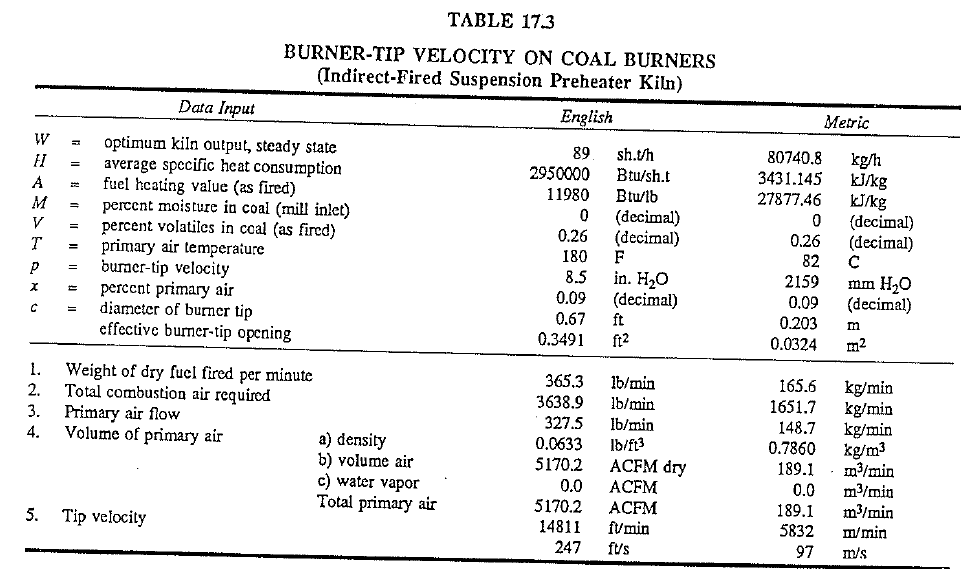
Using the above mentioned in computing tip velocity, the characteristics of coal burners have been determined and are shown in Table 17.1 (direct fired, wet-process kiln), Table 17.2 (direct-fired, dry-process kiln), and Table 17.3 (indirect-fired, suspension preheater kiln).
click here to Download the Most Important 13 Books in Cement Industry
click here to Download the Most Important 13 Books in Cement Industry