Contents
Alternative fuels and combustion efficiency – Implications for the cement process
by Con G Manias and Brad Wilson, FCT Group.
1 Introduction:
The cement industry is one of the key industries on which our modern world is based, producing a universal construction material that makes our buildings and infrastructure possible.
It is also an industry that uses some 2% of the world’s primary power generated and 5% of the total global industrial energy consumption. It is further responsible for some 5% of CO2 gas emissions, and a significant generator of NOx and other environmentally significant emissions.
In recent decades, the industry has taken giant steps in addressing many of the negative factors inherent in production of this vital commodity, including development of more efficient production methods and equipment, developing ways to reduce environmental impact, developing different product types and using alternative more sustainable materials in manufacture.
One of the key initiatives has been to use various alternative and waste materials with usable calorific value to replace some of the conventional fossil fuels traditionally used. The resulting benefits to society include conservation of finite fossil energy resources, reduction in the cost of waste disposal, reduced environmental impact in disposing and using these wastes in cement manufacture and positive steps in the direction of recycling and a more sustainable world.
This paper considers the impact and implications of using alternative fuel for cement manufacture, and in particular will in turn consider technical, economic, environmental and product quality aspects.
2 Technical Issues
2.1 Alternative Fuel Characteristics
Alternative Fuel has been defined by the Cement Industry Federation of Australia as:
“a material of heating value to the combustion process sourced from waste and by products of other industries and the community, used instead of natural resources such as coal or gas.’
The types, nature and characteristics of alternative fuels are extremely variable, as anything which is capable of burning can be considered an alternative fuel. They can be solid, liquid or gaseous in nature, and sometimes in between, so the list is extremely long. Some examples of alternative fuels used and their properties include:
Table 1. Examples of Alternative Fuel
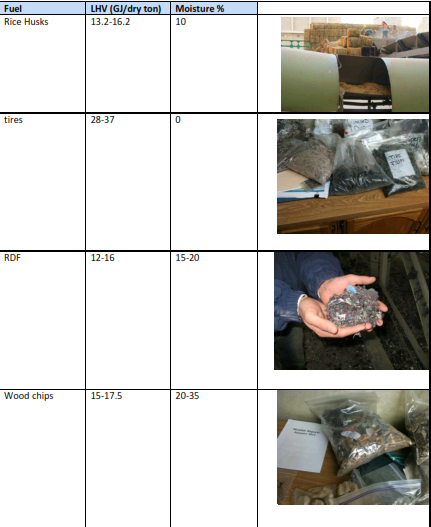
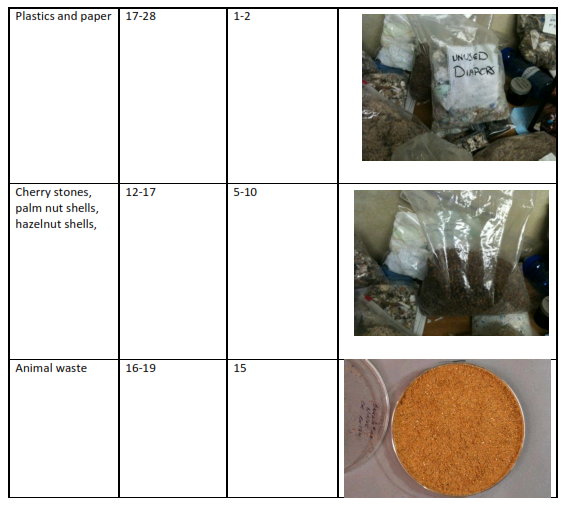
It is obvious that the characteristics of alternative fuels vary over a wide range, and their effect on the cement kiln operation will also vary. The calorific value, particle sizing, combustion rate and variability of the fuel are key characteristics to consider when looking at a burner system design.
2.2 Burner System Design
2.2.1 Kiln Burner Design
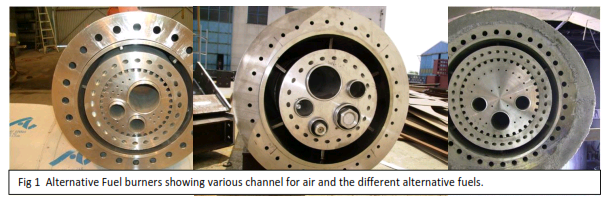
FCT has developed a sophisticated design procedure when undertaking burner design that leads to a customised solution and optimised kiln performance with respect to efficiency, emissions and product quality. While this applies to all types of fuels, the benefits are particularly strong when alternative fuels are used as often the combustion characteristics of alternative fuels are more challenging than conventional fuels.
The design process includes:
- A study of the kiln and process to determine heat liberation required of burner
- A study of fuel characteristics of all fuels to determine physical aspects and sizing of burner
- A site survey to determine operating conditions and geometrical layout of cooler, kiln hood and kiln
- Preliminary burner design based on the above
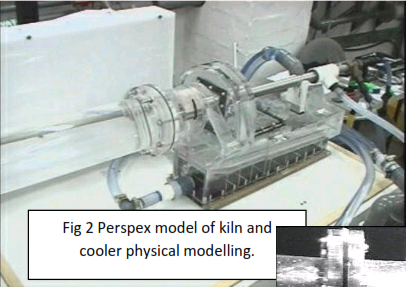
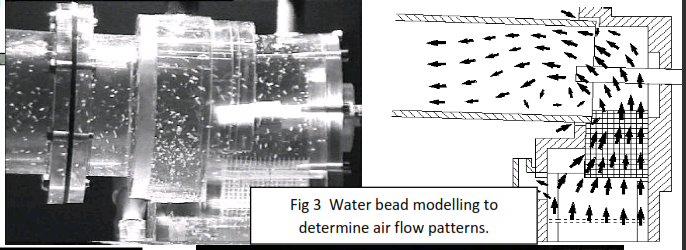
- Physical modelling of cooler, kiln hood and kiln layout to determine aerodynamics
- Physical modelling of fuel/air mixing and flame shape in burner design procedure
- Mathematical modelling of heat flux profile in kiln to determine heat transfer to the kiln and product to ensure sufficient heat for the clinkering reactions but within refractory limits
- Assessment of cooling effect on burner to prevent mechanical damage
The burner system parameters that are optimised during modelling include burner insertion distance, quantity of primary air required, primary air pressure, ratio of swirl to axial primary air, fuel injection velocities, burner angle in kiln and, if needed, design of supplementary air jets.
The capital cost of a kiln burner is small in comparison to the capital cost of a cement manufacturing plant, but the effect it can have on the bottom line profits of a cement plant can be profound, as it impacts on
production level, fuel costs, emissions, product quality and operating and maintenance costs.
These can add up to many times the cost of a burner annually, so it makes good economic sense to do everything possible to optimise cement kiln burning conditions. While there is a cost to engineering studies and modelling of combustion in cement kilns, the benefits far outweigh the costs to give attractive payback.
2.2.1.1 Modelling as a step in the Kiln Burner Design Process
FCT’s physical and mathematical modelling methods add an extra dimension to the usual engineering applied to burner design. In particular, FCT considers a burner AND the kiln environment in which it will operate, as the kiln aerodynamics will determine the flame characteristics of a burner just as much as the burner design itself. So both need to be considered in order to optimise burner design and kiln performance.
The following case study is useful to explain the role of modelling in kiln burner design. Akçansa Cement is a major Turkish cement manufacturer owned by Heidelberg Cement of Germany and the Sabancı group of Turkey, and has two major plant sites at Büyükçekmece and Çanakkale.
The company wanted to maximise the use of petcoke as an alternative fuel at the Büyükçekmece plant due to cost savings, but was restricted in the substitution rate it could achieve. Problems of build up in the kiln and riser duct, poor combustion with high CO levels and kiln instability were limiting Akçansa’s use of petcoke to
30% at the kiln burner. The problems were prevalent even at this level.
FCT was given the contract to design and supply a new burner to the #3 line at Büyükçekmece, a 1650 tpd pre- heater kiln. FCT engineers attended the plant site, gathering information on plant operating conditions, feed and fuel properties, plant drawings and noting operational difficulties and plant objectives.
The information gathered was processed back at FCT’s offices, and the following noted:
Sulphur/alkali balances indicated that from a chemical point of view, full replacement of coal with petcoke containing 5% sulphur was possible
- From a heat loading viewpoint, there was no thermal overloading issues with the #2 kiln, and there were no issues from the kiln design side that should prevent design production using petcoke fuel.
- From a burner design standpoint, the burner design was outside FCT normal design parameters even for conventional fuels, implying inefficient operation from the outset. This became evident to the plant when petcoke firing was attempted.
The next stage of the process involved FCT designing a model replicating the Akçansa kiln, and designing the model operating conditions to simulate kiln operation at operating temperatures and flows. The model was manufactured, and physical model runs carried out using the existing burner design as well as preliminary new burner design through to
optimised burner designs.
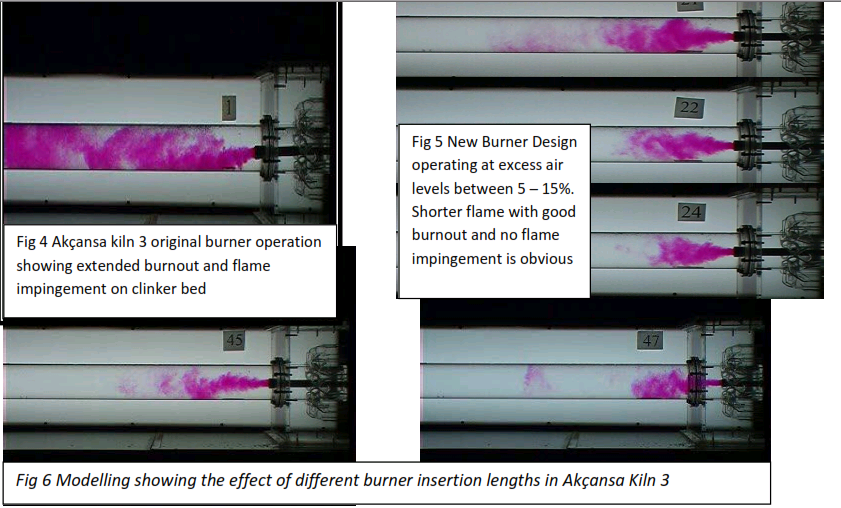

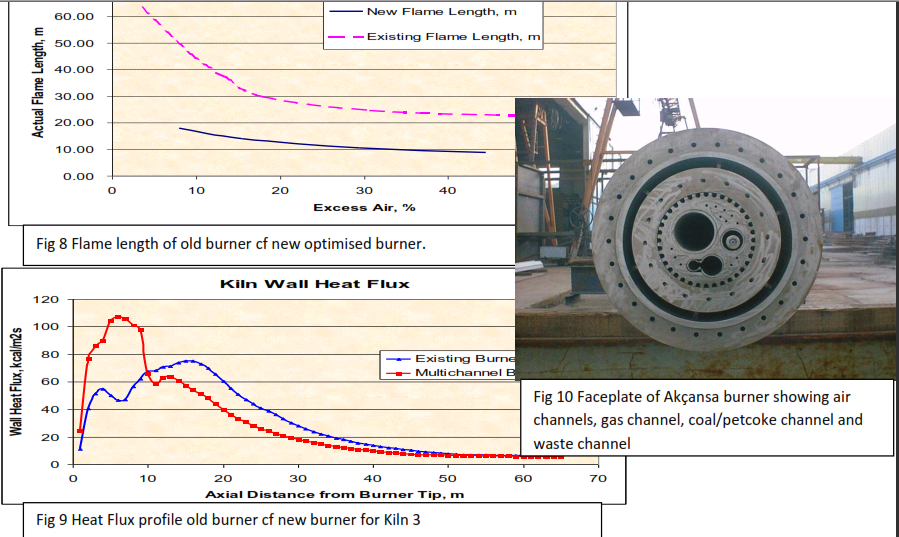
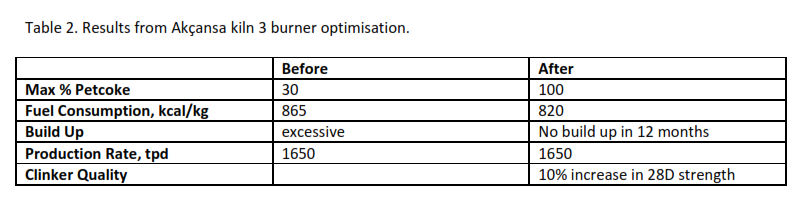
The improvement in performance was clear after installation of the optimised burner.
The result led to Akçansa issuing orders progressively to FCT to design and supply new burner for all remaining Akçansa kilns in Turkey, as well as to design and supply the complete burner systems for the new 7000 tpd line built at Çanakkale. All new burners supplied by FCT gave comparable results to the new Büyükçekmece kiln 3 burner.
2.2.1.2 Introducing Alternative Fuel to the Fuel Mix
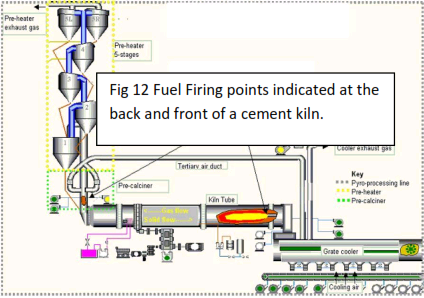
Alternative Fuel properties are extremely varied as previously discussed. They can be solid, liquid or gas, they can have a range of calorific values, they can have high or low volatile content, they can be extremely fine or very lumpy, and all this needs to be considered to determine how best to make use the fuel. Alternative fuels can be introduced through the kiln burner, through a separate pipe at the front of the kiln, they can be introduced part way along or at the back of the kiln or they can be added to the calciner.
Liquid and gaseous alternative fuels are typically a minor fuel component (due to availability) and are introduced through a separate pipe and spray nozzle of some kind to mix with the primary fuel. These fuels are essentially volatiles and quickly evaporate and disperse into the flame. The considerations for these fuels are usually limited to the calorific value, how clean they are and whether any problems are likely to arise in handling from the valve train or spray tips. There is also a consideration on the impact of such fuels on the flame temperature and flame radiation, with some reported instances of liquid fuels actually having a negative effect on primary fuel consumption. Environmental considerations can also be a factor in their use.
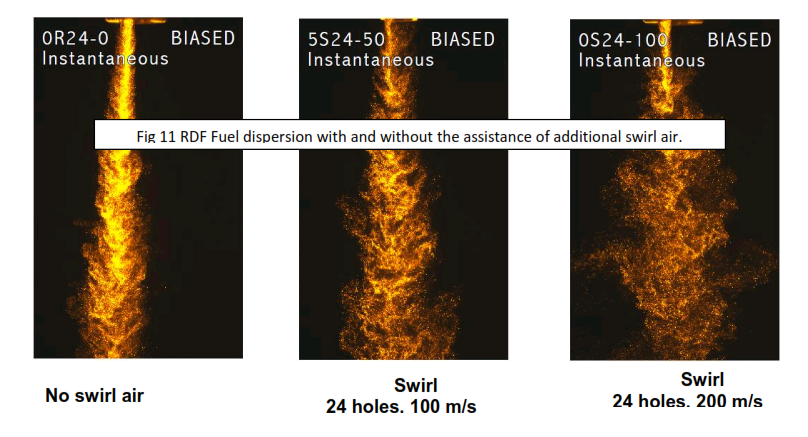
Solids such as Refuse Derived Fuel (RDF) including, recycled plastics, paper, carpets, wood, rubber and other combustible municipal wastes are used extensively in many parts of the world. Typically, these alternative fuels are introduced through a separate pipe integrated into the burner. These fuels can be low calorific value and often slow burning, so more important to have these dispersed properly within the flame envelope and have accessibility to combustion air as quickly as possible and for as long as possible.
Most of the fuel/air mixing even with alternative fuel is done by the axial and swirl primary air designed into the burner. However, in some cases, it can be beneficial to have additional mixing air on the alternative fuel pipe to help disperse the RDF type fuels into the secondary air stream. This does depend on the specific fuel
properties and is to be considered by the burner designer.
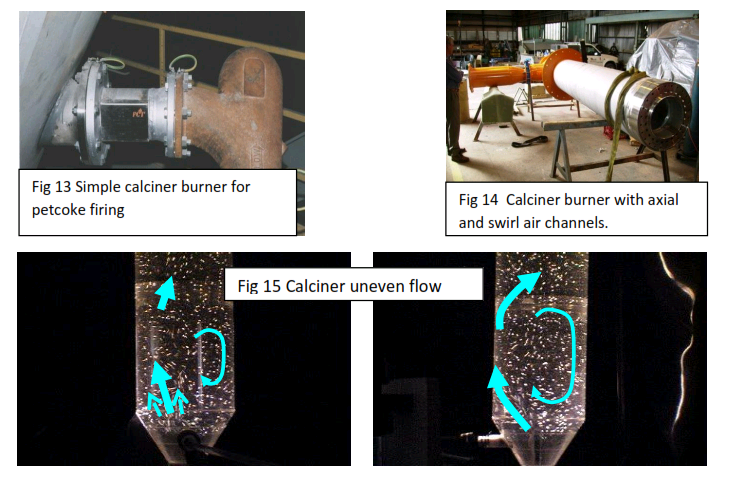
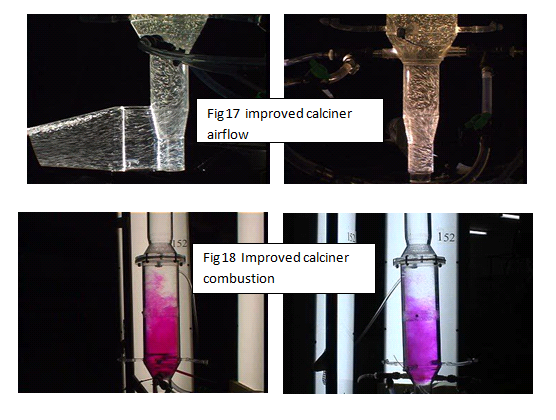
2.2.2 Calciner Burner Design
At times, it is preferable to burn alternative fuels in the calciner, such as if alternative fuels have a low net CV that reduces kiln burner flame temperature unacceptably, or handling properties preclude firing via the main burner.
In calciners, aerodynamics play the major role in determining the combustion that takes place. Airflow patterns are rarely even or symmetrical and even reverse flow can exist. For good calciner combustion, it is vital to understand the aerodynamics, and consider
that in design and locating calciner burners.
Modelling is a key design tool used by FCT to position and design calciner burners. Modelling will establish:
- Burner location. Important to find location giving best fuel/air mixing
- Burner momentum. Must keep flame away from walls but not hitting opposite side
- Heat Loading. Must prevent excessive heat load especially in calciner cone
- Burner design. Can be as simple as a plain pipe or as complicated as a kiln burner
- If existing calciner design very bad, modelling can give a modelled re-design of the calciner
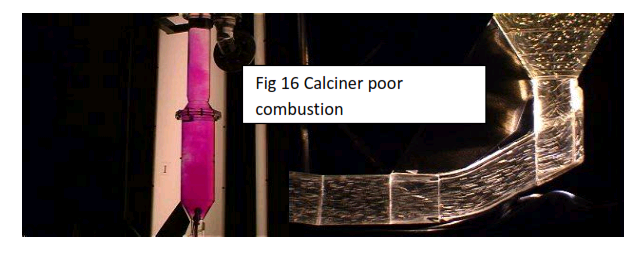
Modelling was used again to improve calciner operation on Akçansa kiln 2, a 3,200 tpd separate line calciner. Combustion conditions in the calciner were very poor with high levels of CO at the exit even with good quality coal. The problem was much worse when trying to fire petcoke.
Modelling by FCT showed that fuel air mixing was very bad with uneven airflow and high velocity air jets in the calciner carrying unburned fuel out before it had a chance to mix with air.
FCT trialled a variety of different burner designs, burner positions and burner numbers on the model, without any substantial improvement in calciner combustion. Various simple refractory profile changes were also modelled, but these either did not have the desired effect or increased pressure drop through the calciner.
Ultimately, a re-design of the bottom half of the calciner was carried out by FCT and implemented by Akçansa.
The calciner re-design successfully concluded the project, with the following results:
- Even air flow distribution was achieved in the calciner giving excellent burning conditions
- Elimination of CO escaping the calciner
- 45% petcoke combustion in the calciner
- 12% reduced pressure drop compared to old design.
3 Economic Issues
3.1 Direct Costs and Savings
Cement clinker production is an energy intensive process, typically requiring 3 – 4 MJ/kg of clinker. This fuel cost is usually the largest single cost and can be 40 – 50% of the total cost of cement manufacture.
Over recent decades, the equipment used in cement manufacture has been improved to reduce the energy requirement, and it is difficult to see much future improvement from the current levels.
The use of waste as alternative fuels began mainly in Europe over 20 years ago as a strategy to reduce the significant fuel cost for cement manufacture. In 1990, some 3% of primary fuels for clinker manufacture were substituted with alternative fuels and this has since risen to about 20%. The early entrants into alternative fuels use enjoyed a lucrative new domain with many possibilities to earn income from disposing waste materials while reducing the fuel cost for clinker production. Some reported neutral or even negative fuel costs at that time, and for some older plants, waste disposal provided the revenue to keep operating.
The direct cost and savings from using an alternative fuel can be readily calculated, and will vary enormously
from location to location and from fuel type to fuel type, so it’s very much case by case.
A thorough study of costs and savings will include:
- Direct cost of alternative fuel compared to existing fuel cost (and future trends)
- Direct and Indirect costs of getting permits for alternative fuel usage
- Capital cost to allow use of alternative fuel
- Maintenance cost and operating cost of plant using alternative fuel
- Likely future availability and cost of alternative fuel
- Impact on plant operational stability, availability and production rates
- Impact on environment, including carbon emissions and other solid, liquid or gaseous emissions.
- Impact on product quality and cost of mitigation
In most cases, the benefits will outweigh the costs by a significant margin so the drive toward using more alternative lower cost fuels will continue. There is a further benefit to the community as the use of waste materials in cement manufacture reduces the cost and environmental impact of other forms of waste disposal.
4 Environmental Issues
The use of an alternative fuel into the kiln system will bring with it a new set of environmental considerations, but these are not necessarily any better or worse than those for conventional fuels. As the types and characteristics of alternative fuels are so varied, so are the environmental issues that go with them.
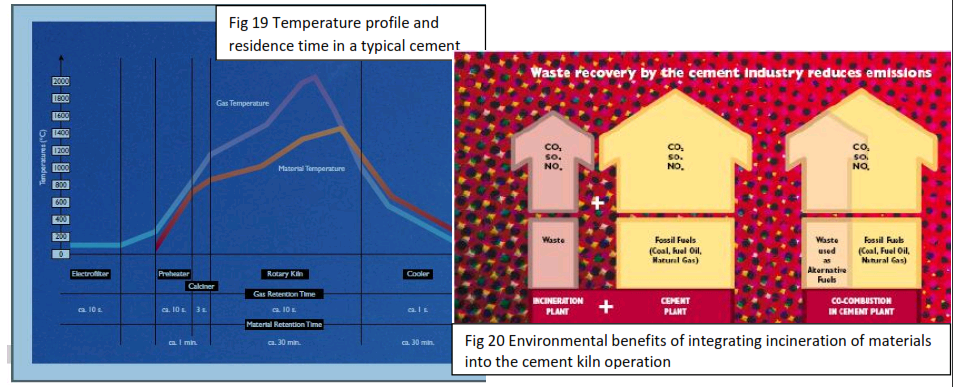
This paper cannot cover them all but in general, the rotary cement kiln is an extremely good environment in which to dispose of many waste materials, while at the same time giving benefit to the cement manufacturer through reduction in fuel costs and to the community in reduced costs of disposal, environmental benefits in not having to incinerate or otherwise dispose of a waste material with associated emissions or other environmental impact, and a sustainable solution in utilising waste efficiently and conserving fossil fuels.
The temperature in a cement kiln, the residence time of materials at the high temperatures, and the alkaline environment in a cement kiln make this an ideal incinerator for many materials including harmful organics .
In general, alternative fuels have a lower calorific value, higher moisture content and slower burning rates than conventional fossil fuels. When used at the main burner, these will have the effect of suppressing peak flame temperatures, and lengthening the flame. While this is not desirable from a process standpoint, it can have the effect of reducing NOx generation at the kiln burner.
There appears to be no impact of alternative fuels on the production of Furans or dioxins in cement kilns. However, each type of fuel used may introduce new potential issues, and in particular some alternative fuels may be high in heavy metals such as mercury, lead and cadmium. With chlorine often associated with alternative fuels, these heavy metals may be more inclined to volatilise as chlorides or fluorides. Sulphur introduced through other alternative fuels can also result in increases in sulphur dioxide although there may be ways to retain this in clinker as alkali sulphates.
5 Product Quality
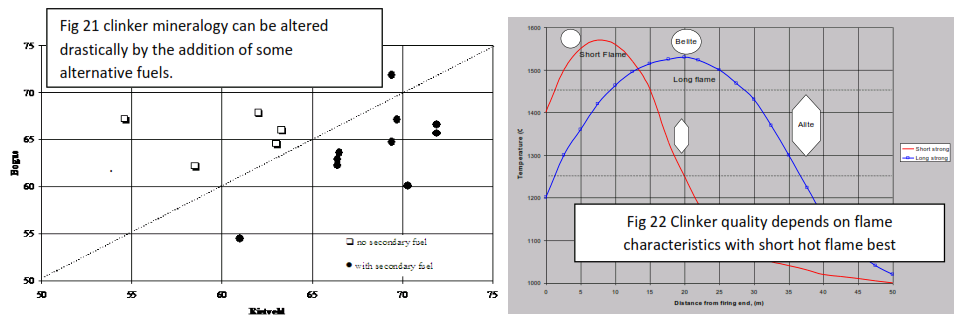
The use of alternative materials and fuels in a cement kiln can have considerable impact on the quality of clinker. The best quality clinker is achieved with steady operation arising from consistent inputs of raw materials (feed rate, chemistry and mineralogy) and fuel (calorific value, fuel rate and composition) and a short hot burning zone from a well-positioned and stable flame, assuming correct target compositions and fineness.
The increasing use of alternative fuels usually works against this, making it more difficult for the operator to achieve good clinker quality especially as there is a lack of real time information on which to control this. The difficulties arise from the following:
- Alternative fuels are usually more variable in net calorific value that influence burning temperature and hence free lime, making the kiln more difficult to control.
- Metering of some alternative fuels can be difficult so that the fuel rate may not be consistent
- Chemical and mineralogical effects that can influence the mineralogy. Introduction of some elements (eg phosphorus) with alternative fuels can change the equilibrium state of the clinker minerals unpredictably making already suspect Bogue equations irrelevant for calculating clinker mineralogy.
- Alternative fuels often have lower calorific value and higher moisture, thus reducing flame temperature, radiant heat transfer and lengthening the heat flux profile in the kiln.
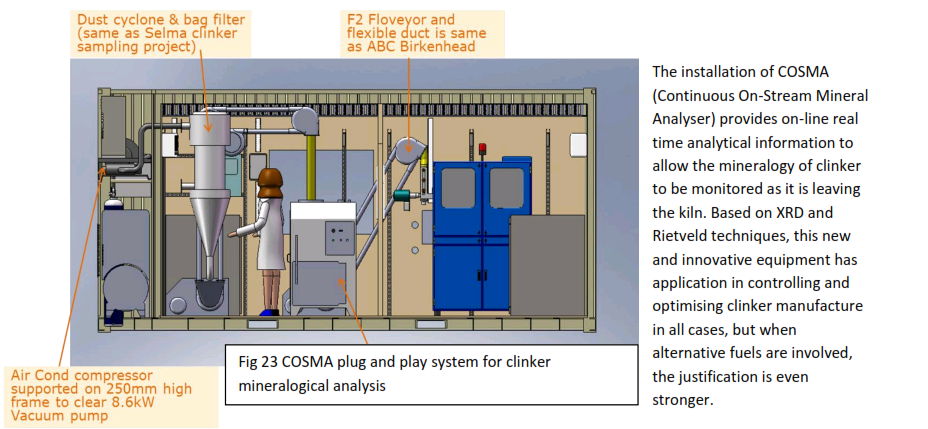
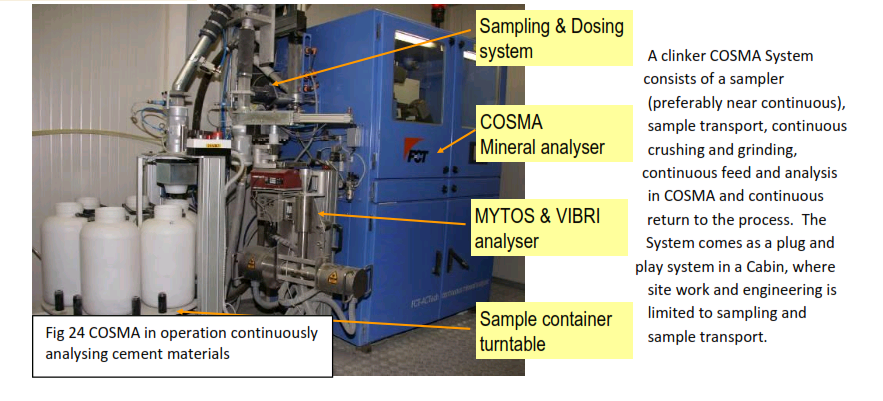
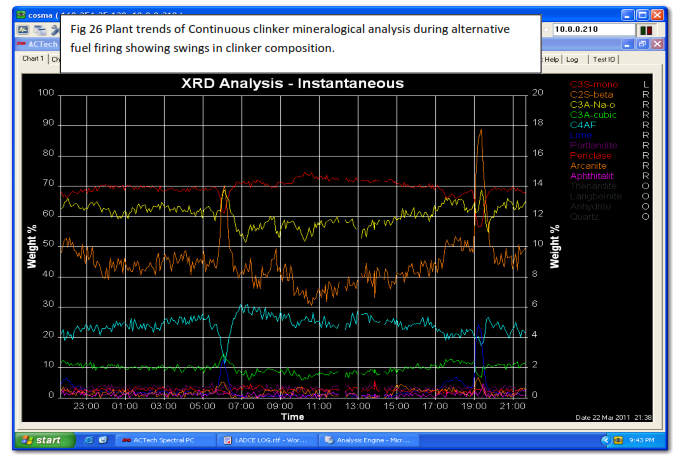
COSMA systems have been in use for some years on cement plants, with more recent installations on clinker. The Figures below are a sample of continuous analysis trends being produced by COSMA that assist plant
operators to control alternative fuel usage to an optimum without compromising clinker quality.
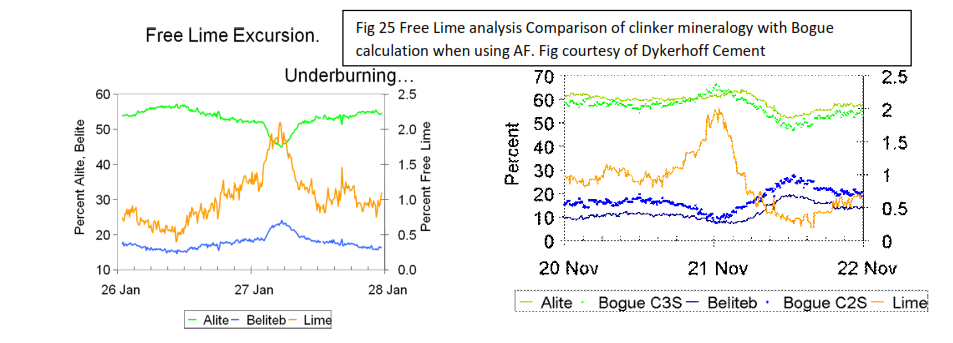
In fig 31, there are two clear cases of free lime going above acceptable limits. In the first the alite content dropped and the belite content increased at the same time indicating underburning probably due to a fall in CV of the fuel or drop in fuel rate. In the second the increased free lime corresponds to increased alite and fall
in belite, indicating incorrect chemistry. Trying to burn harder in this case would be detrimental.
COSMA is therefore an ideal tool for clinker manufacture, and especially when using alternative materials, so that the clinker quality can be monitored continuously and in real time. This allows the operator to:
- Adjust immediately to control free lime at an optimal level. With changes occurring rapidly in a kiln, taking samples for lab analysis provides historical information of limited use to the operator.
- Take proper action to adjust for free lime excursions based on the cause for the high or low free lime.
- Adjust feed or fuel inputs to ensure major clinker phases remain within targeted limits. These can be affected by changes in quantity or composition of alternative materials.
- Adjust kiln operation to achieve required levels of C3A and its phases (cubic or orthorhombic)
In order to control anything, there must be timely measurement of the variable first. COSMA has been developed to provide the exact information needed to allow this control.
6 Conclusion
Alternative fuel usage has been one of the most significant initiatives of the cement industry in recent years. It can be a win-win for all if properly executed.
There are benefits with economic savings to the cement manufacturer and the community at large, there are environmental benefits in disposal of waste materials and a reduction in total emissions and there are good sustainability steps with conservation of fossil fuels and other finite resources.
However, for maximum benefit to all, the use of alternative fuels needs to be properly investigated for the impact it has on the cement manufacturer and the community. A solid technical approach needs to be taken in evaluating each fuel and how best to use it in a kiln, how to maximise its use and how to mitigate any environmental and product quality factors.
FCT has capability and technology that can directly benefit the cement manufacturer seeking to use or increase the use of alternative fuels. Through FCT’s combustion and modelling expertise, it can optimise the benefits of alternative fuel used and with FCT’s COSMS provides the tool to measure and control some of the variables introduced through the use of alternative fuels.
References:
- “Use of Alternative Fuels in Cement Manufacture: Analysis of Fuel Characteristics and Feasibility for Use in the Chinese Cement Sector” by Ashley Murray Energy and Resources Group, UC Berkeley Lynn Price Environmental Energy Technologies Division June 2008
- “Cement Manufacturing Using Alternative Fuels and the Advantages of Process Modelling” by Ursula
Kääntee, Ron Zevenhoven, Rainer Backman, Mikko Hupa
- “Alternative Fuels in Cement Manufacture” Cembureau Publication
- “Alternative Fuel Usage with FCT Cement Kiln Burners” by Brad Wilson, World Cement October 2010.