Contents
Everything you need to know about Cement Kiln Dust Generation and Management
[wpecpp name=”package” price=”75″ align=”center”]
by Garth J. Hawkins*, Javed I. Bhatty**, and Andrew T. O’Hare***
As raw feed travels through the portland cement kiln system, particulates of the raw materials, partially processed feed, and components of the final product are entrained in the combustion gases flowing countercurrent to the feed. These particulates and combustion gas precipitates are collected in the particulate matter control device (PMCD) and are collectively referred to as cement kiln dust (CKD). The description of PMCDs operation and maintenance is presented in Chapter 6.2, “Particulate Matter Control” while this chapter will detail CKD characteristics and management practices.
In general, CKD is a very heterogeneous mix both by chemistry and particulate size, and these characteristics are dependent on the raw materials, fuels, kiln pyroprocessing type, overall equip-ment layout, and type of cement being manufactured. It is incorrect to label all dusts collected in the PMCD as a waste. Many facilities return all or a major portion of the CKD to the kiln as a feed-stock while other facilities sell the dust for numerous beneficial uses, such as an agricultural liming agent, roadbed stabilization, and other uses presented later in this chapter. For CKD not returned to the kiln system, the most common reasons are equipment limitations for handling the dust and chemical constituents in the dust that would be detrimental to the final cement product or that would make the product non-compliant with applicable consensus quality standards. The fraction of CKD that is not returned to the kiln or otherwise beneficially used is placed in landfills.
DUST GENERATION
For individuals in the cement industry and regulatory agencies, the most important volume of CKD is that which is not returned to the manufacturing process, but is removed from the kiln system for alternative uses or disposal. Once again, the definition of “waste” may or may not be an appropriate label, because of the beneficial properties of CKD. These beneficial traits and alterna-tive uses are discussed later in this chapter while this section provides a summary of the amount of CKD removed from kiln systems in the United States.
Purpose of Dust Removal
As previously mentioned, a large portion of the CKD recovered in cyclones, baghouses (see Figure 6.3.1), or electrostatic precipitators, is already being used as kiln feed in the cement manufacturing process. For CKD not returned, the principal obstacle has been the requirement of locales for low alkali cement because of concerns for potential alkali-silica reaction (ASR). Alkalies in cement may react with some aggregates impacting the long-term performance of the concrete, such as cracking. The reduction of the alkali content of clinker to less than 0.6% equivalent of sodium monoxide (Na2O) may require a significant increase in CKD production, especially in alkali bypass dust from plants so equipped. The further reduction of alkalies in cement to below 0.4% equivalent Na2O, as done in certain States, will usually exacerbate this problem.
Another reason for removal of CKD from the manufacturing process especially for wet process kilns is the lack of a mechanism to return the dust to the kiln system. At one point in time, manu-facturing challenges and expenses associated with CKD recycling were greater than the cost of quarrying and processing raw materials to replace the feed lost by dust removal from the kiln system. As energy and disposal costs have increased, more plants are evaluating how to optimize the return of CKD to the kiln system while maintaining high product quality.
A final reason that CKD is removed from the pyroprocessing system is the operator’s desire to have a stable operating kiln (Kessler, 1994). Some of the same constituents which limit the return of CKD to the kiln system because of product quality concerns may also cause blockages within the material handling equipment, process instabilities, and unscheduled kiln shutdowns (Kessler, 1994). By removing some CKD, the internal recycling of those constituents is limited and kiln operation may improve.
CKD Volumes Managed
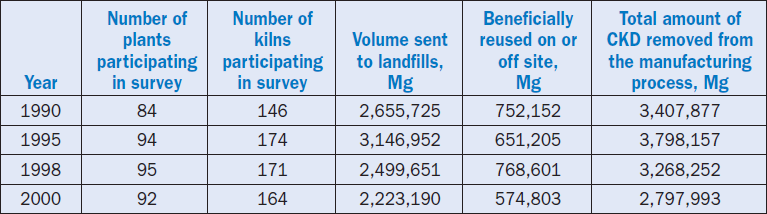
The Portland Cement Association (PCA) conducted four U.S. industry-wide surveys over the last decade to track the production and disposition of CKD removed from the manufacturing process. Table 6.3.1 summarizes the amount of CKD sent to landfills or beneficially reused on or off site. Although there was an increase in the total amount of CKD disposed in 1995, overall the amount disposed has decreased by 16% from 1990 to 2000. The amount of CKD reused in beneficial appli-cations has ranged from just under 575,000 Mg to over 760,000 Mg for each year surveyed which when combined with the amount disposed shows a decrease of 18% of the total amount of CKD removed from manufacturing process.
Table 6.3.1. Summary of Cement Kiln Dust Sent To Landfills or Beneficially Reused in the United States from the PCA Surveys
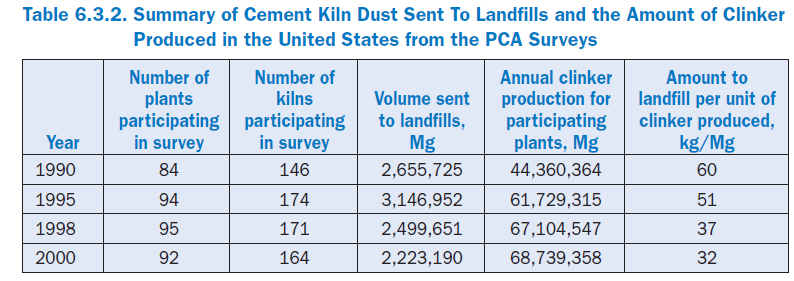
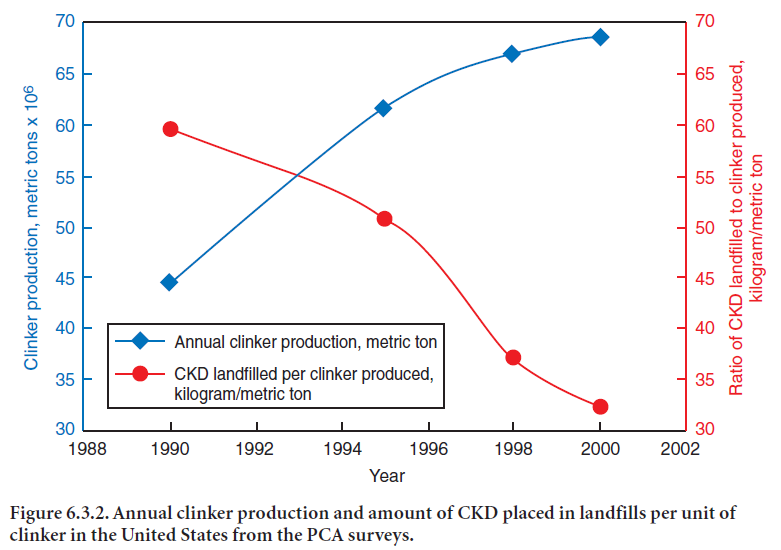
A key performance indicator is the relationship between the amount of CKD disposed versus the amount of clinker produced, summarized in Table 6.3.2. This table shows that the amount of CKD landfilled decreased per unit of clinker from a high of 60 kg/Mg in 1990 to 32 kg/Mg in 2000, which is notable given that the amount of clinker produced over the same time period increased by 55%. This is shown graphically on Figure 6.3.2.
Production of CKD and Kiln Pyroprocess Types
Some past CKD reports and articles provide estimates of the amount of CKD that is produced and/or disposed by each kiln pyroprocessing type, i.e, wet kilns, long dry kilns, preheater kilns and preheater/precalciner kilns. The entrainment of dust in the kiln exhaust gases strongly depends upon the type of pyroprocess, the gas velocities in the kiln, and the opportunities for gas contact with the materials being processed.
One study from the 1970s reported that amount of CKD could vary from 0-25% of the clinker produced depending on kiln type (Müller, 1977) while the United States Environmental Protection Agency (USEPA, 1993) estimated that the amount ranged from 4-16% in 1990. For modern kiln systems, these estimates are difficult to make or are inappropriate in some cases. Kilns are no longer designed to limit the amount of dust carried in the exhaust gases sent to the PMCD because new technologies and capture efficiencies allow the PMCD to act as integral member of the mate-rial processing equipment instead of exclusively as an air pollution control device. With dust being carried directly from the PMCD to the kiln feed system, many plants no longer measure the amount of CKD collected. This is particularly true for preheater and precalciner kilns. For plants that must remove some CKD from the kiln system because of clinker chemistry concerns or equip-ment limitations, the amount would not be representative of all kilns within that specific pyropro-cessing type. Therefore, this chapter will not attempt to provide an estimate of the CKD “produced” by the various kiln pyroprocessing types.
PHYSICAL AND CHEMICAL CHARACTERISTICS
Several major studies have been completed on the physical and chemical characteristics of CKD produced in the United States. One of the earliest was conducted by the United States Bureau of Mines (USBOM) to characterize CKD from plants in the contiguous United States and Hawaii (Haynes and Kramer, 1982). This study determined the mineralogy and chemical composition of 113 CKD samples from 102 plants that did not recycle all of their CKD. The USBOM samples represented approximately 72% of operational plants in the United States at that time (PCA, 1992). The analyses included the following:
• General mineralogical composition by percentage of calcite, lime, anhydrite, quartz, dolomite, mica, and feldspar
• Percent of carbon dioxide, noncarbonate carbon, and chemically-bound water
• Total concentration of 28 elements and seven anion species and
• Toxicity tests for eight metals by the USEPA Extraction Procedure (USEPA EP).
Also, the USBOM analyzed sixteen samples for mercury.
In 1991 and 1992, PCA completed a study of twelve metals in cement and CKD, including total metals (i.e., acid soluble) and leachable metals by the USEPA Toxicity Characteristic Leaching Procedure (TCLP) (Delles and others, 1991; PCA, 1992). The CKD samples came from 79 plants in the United States and ten from Canada. This represents 71% of the United States facilities and 50%of the Canadian plants at that time.
The most exhaustive study was completed by the USEPA as part of its development of the docu-ment: Report to Congress on Cement Kiln Dust (USEPA, 1993). The USEPA analyzed a number of CKD samples divided into two groups:
• “As generated” CKD – dust freshly produced from the kiln system and
• “As managed” CKD – dust taken from a CKD landfill.
The USEPA completed the following tests:
• Thirteen metals
• Ten classes of polychlorinated dibenzodioxins (dioxins) and polychlorinated dibenzofurans (furans)
• Numerous volatile organic compounds (VOCs)
• Numerous semi-volatile organic compounds (SVOCs)
• Thirteen pesticides
• Seven polychlorinated biphenyls (PCBs)
• Ten radionuclides and gross analyses for alpha, beta, and gamma radiation and
• TCLP tests for select metals, dioxins and furans, volatile organic compounds, pesticides, PCBs, and radionuclides.
In 1994, a study of CKD from Californian cement plants was completed on behalf of the California Environmental Protection Agency (CalEPA) (Doyle and others, 1994). This study was commissioned so that the CalEPA could determine if dust from Californian kilns should be regulated as hazardous waste. The report recommended that CKD should not be regulated as a hazardous waste because it did not pose significant toxicity-related risks to the environment or human health (Doyle and others, 1994). The data in the report were limited to California cement plants or summarized the results from the USEPA report described above. Therefore, only the USEPA, PCA, and USBOM reports and limited information from other studies form the basis of the following text.
In his study of trace metals in CKD, one author (May, 1999) states that drawing conclusions from the above referenced reports or any investigation which averages single samples from multiple cement plants are inappropriate. His analysis found that there were significant differences in select metal concentrations in CKD from kilns located at the same site. He recommended that multiple samples from different kilns would be needed to produce statistically significant results because of the inherent differences between cement plants and within the process of each cement plant from variations in raw materials, fuels, equipment design, kiln operations, etc. With that in mind, it is recommended that the reader consider the values for metals and other constituents quoted below to be representative of the range of concentrations that may occur in CKD.
Physical Characteristics
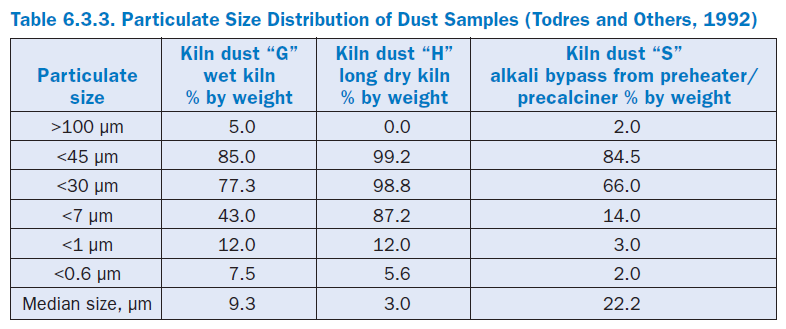
In practical terms, there is no typical or average CKD, as the dust from each plant varies markedly in chemical, mineralogical, and physical composition, depending upon the raw material, type of operation, dust collection facility, and type of fuel used at that plant (Klemm, 1993). For the most part, the composition of CKD does not vary significantly from the original raw feed. CKD is a particulate mixture of partially calcined and unreacted raw feed, clinker dust, and ash, enriched with alkali sulfates, halides, and other volatiles. Although there are variations among the dusts produced by different plants, there are similarities across all CKDs (USEPA, 1993). All CKDs are a mix of particulates that are small enough to be carried by the kiln system exhaust gases. The particulate size distributions of three CKDs are summarized in Table 6.3.3.
When mixed with water, CKD commonly produces a pH higher than the original raw materials. It suggested that the pH of a CKD would be determined by the presence of calcium, sodium, and potassium oxides (Doyle and others, 1994). The USEPA (1993) found that the pH of CKD slurry from dry pyroprocess systems, i.e., long dry kilns and kilns with preheaters and/or precalciners, could be as high as 12.83, and for wet pyroprocess systems, the pH ranged from 11.64 to 12.98. The USEPA (1993) results were determined during the production of leachate samples in which acid solutions are used, and therefore, the reported values may be lower than the actual pH. The study of Californian CKDs reported that the pH ranged from 12.3 to 12.9 (Doyle and others, 1994).
Mineralogy
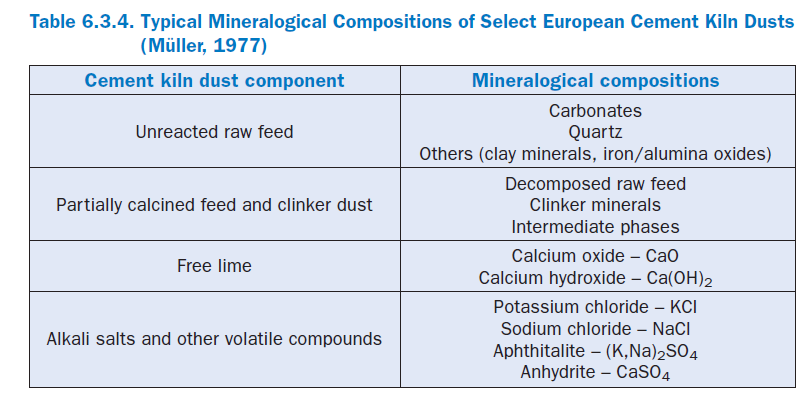
From the Müller (1977) study of nearly 100 European CKDs, it was found that the dusts are partic-ulate mixtures of four major components: (1) unreacted raw feed, (2) partially calcined feed and clinker dust, (3) free lime, and (4) enriched salts of alkali sulfates, halides, and other volatile compounds. The mineralogical compositions of these groups are shown in Table 6.3.4.
As part of the USBOM study, Haynes and Kramer (1982) determined the mineralogy of its 113 CKD samples by standard X-ray diffraction procedures. The minerals most commonly found are shown in Table 6.3.5. Other minerals found in the samples included:• Nine samples with aphthitalite [(K,Na)2SO4]
• Nine samples with arcanite [K2SO4]
• Nine samples with sylvite [KCl]
• Six samples with slaked lime [Ca(OH)2]
• One sample with halite [NaCl]
• One sample with gypsum [CaSO4·2H2O] and
• Two samples with chlorite [Mg3(Si4O10)(OH)2·Mg3(OH)6].
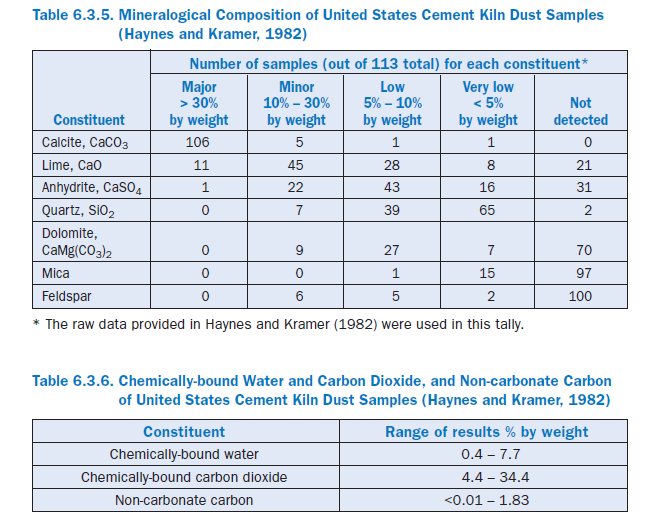
Haynes and Kramer (1982) also determined the amount of chemically-bound water and carbon dioxide in the CKD as well as the non-carbonate carbon (Table 6.3.6).
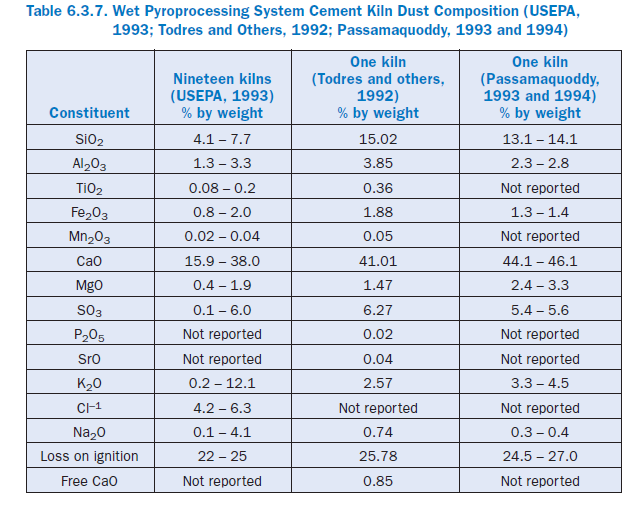
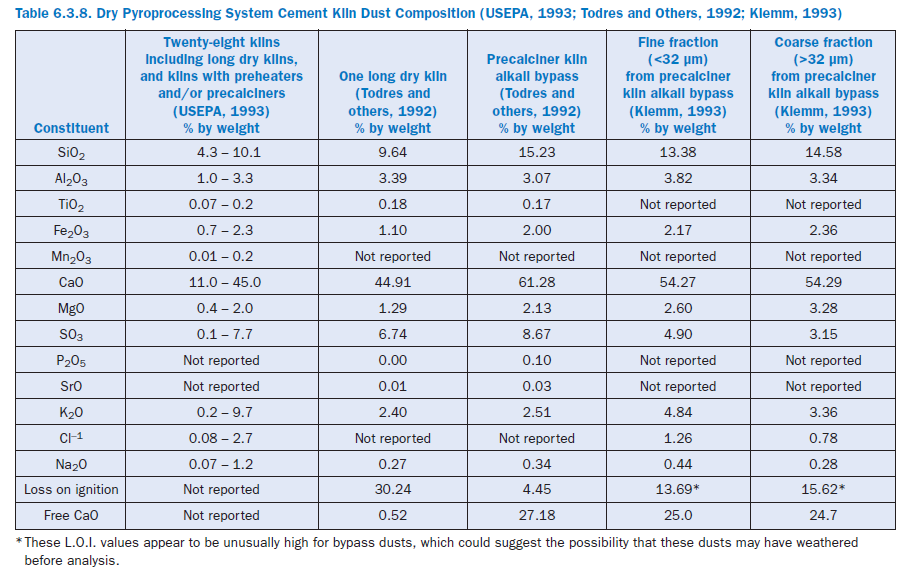
The typical constituents found in CKD cover a range of values. Table 6.3.7 summarizes the compo-sition of CKDs from various wet kilns from various studies, and Table 6.3.8 summarizes CKD data for dry kilns. As shown in these tables, CKD generated from long-wet and long-dry kilns is composed of partially calcined kiln feed fines enriched with alkali sulfates and chlorides. The dust collected from the alkali bypass of precalciner kilns tends to be coarser, more calcined, and also concentrated with alkali volatiles. High alkalies in the bypass dust are to be expected, because the purpose of the bypass is to reduce the internal alkali sulfate and chloride cycles. Alkalies from the kiln feed or fuel will reach equilibrium with an equal amount leaving the kiln system as clinker, cooler dust, stack emissions or collected kiln dust (Klemm, 1993). Preheater kiln systems will also have a significant internal alkali cycle of volatilization and condensation. Because of that, the clinker alkali content will be elevated, and if low alkali cement is desired, CKD must be periodi-cally or continuously discharged to remove alkali from the pyroprocessing system (Klemm 1993).
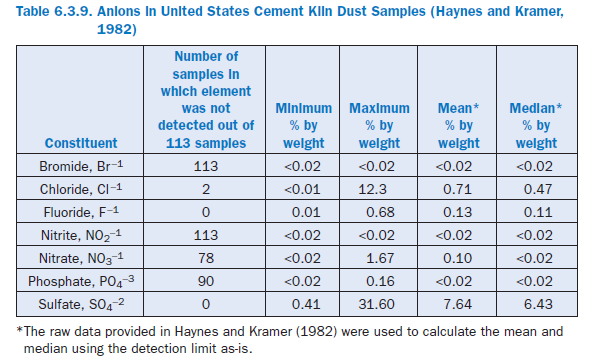
As part of the USBOM study, Haynes and Kramer (1982) determined the anion species in the collected CKD samples, and the results are summarized in Table 6.3.9.
Metals
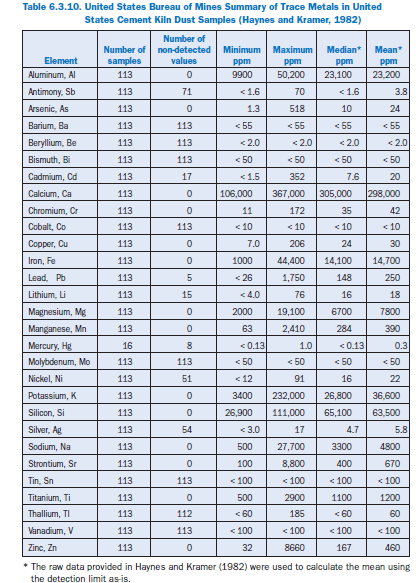
The first comprehensive study of metals in CKD in the United States was completed by the USBOM, and the results of that investigation are summarized in Table 6.3.10 (Haynes and Kramer, 1982). To calculate the mean of the values, the USBOM analysis used one-half the detection limit for samples that were less than the detection limit. This calculation method is commonly done because the true value of those samples can range from zero to just less than the detection limit. A more conservative way to calculate the mean is to use the detection limit as-is for those samples which assumes that the true value is closer to the detection limit than zero; these values are shown on Table 6.3.10.
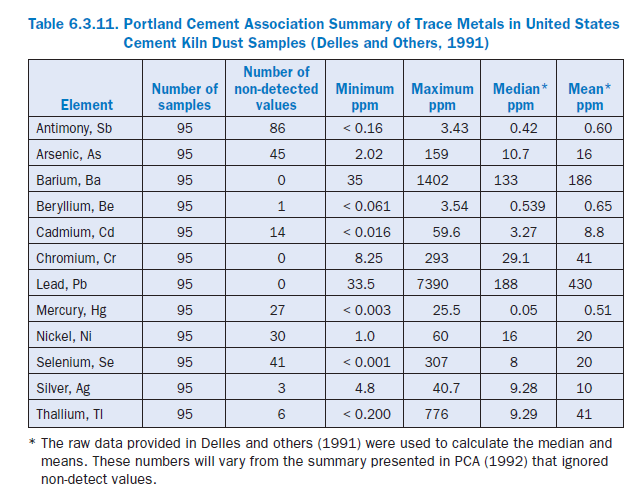
In 1991 and 1992, the PCA completed a study of trace metals in CKD from United States cement kilns (Delles and others, 1991; PCA, 1992). Delles and others (1991) presented the raw data and completed a simple analysis of the results, and PCA (1992) presented a less detailed summary of the results. Table 6.3.11 presents the range of values, the median, and mean that was calculated by using the detection limit as-is.
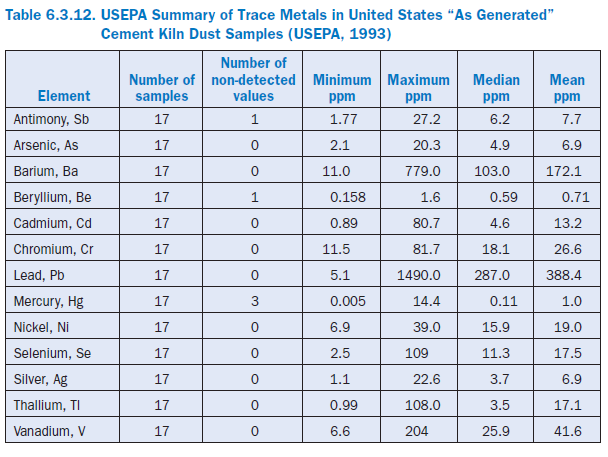
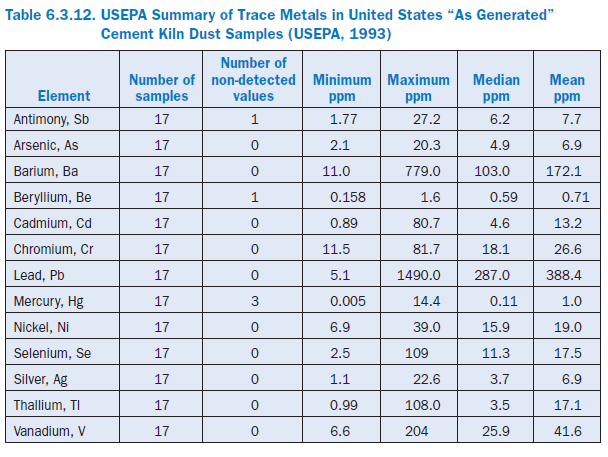
In 1993, the USEPA (1993) released its results of trace metal analyses for two types of CKDs, “as generated” and “as managed” which are summarized in Table 6.3.12 and 6.3.13. The USEPA does not detail how the mean was calculated for either CKD, but it is assumed that the more conservative method using the full detection limit in the calculation or that the samples for which a given element was not detected were ignored during the calculation of the mean. Because of the limited number of non-detected elements, it is assumed that either method would produce nearly identical results, and conversely vary greatly from a mean calculated by using only one-half of the detection limits.
The results of these three studies have similarities and differences; some of the differences might be from the analytical methods used for the different studies, i.e. the USBOM study found several elements below the detection limit. Other differences may be from the sample size used in the analyses. The USBOM and PCA studies analyzed four to five times more samples than the USEPA study. This clearly would have an impact on the calculation of the mean and median values. Because of these variabilities, the USEPA used the maximum mean from all of the studies in its risk calculations for alternative uses of CKD. That method might produce the most conservative analysis, but may not be representative of the trace metals within CKD. With all of this in mind, the reader is cautioned in making any assumptions on the unique nature of trace metals in any specific CKD.
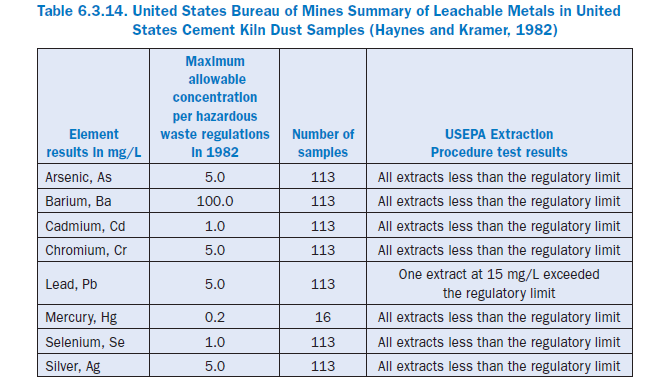
Of common interest to the USBOM, PCA, and USEPA studies was whether CKD fit the USEPA definition of a hazardous waste by the amount of leachable metals produced. To determine if CKD met that definition, the USBOM used the USEPA Extraction Procedure (EP) test to determine the amount of leachable metals, but the report (Haynes and Kramer, 1982) did not provide the same level of detail for the EP test results as it did for total metals analyses. The results were limited to whether any samples exceeded the regulatory limits, and if so, what was the value; the USBOM results are summarized in Table 6.3.14.
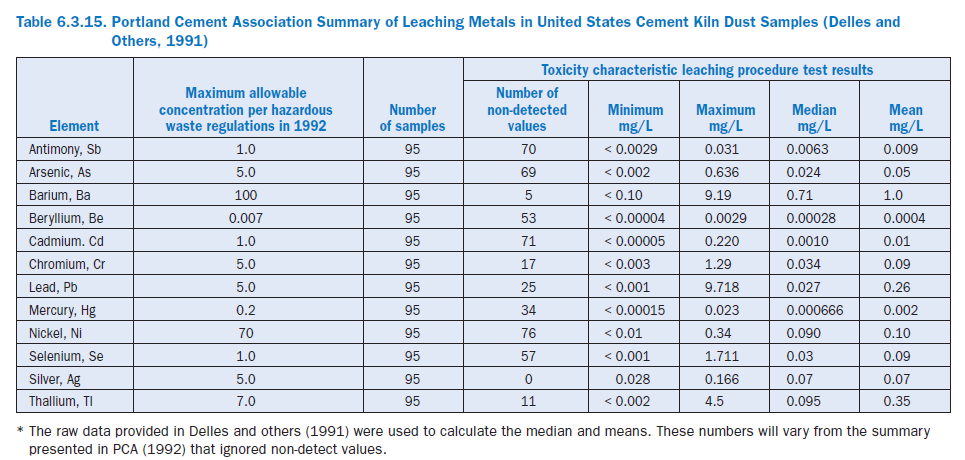
The PCA study used the USEPA Toxicity Characteristic Leaching Procedure (TCLP) test to determine the leachable metals in the CKD samples. The results of those tests are summarized in Table 6.3.15.
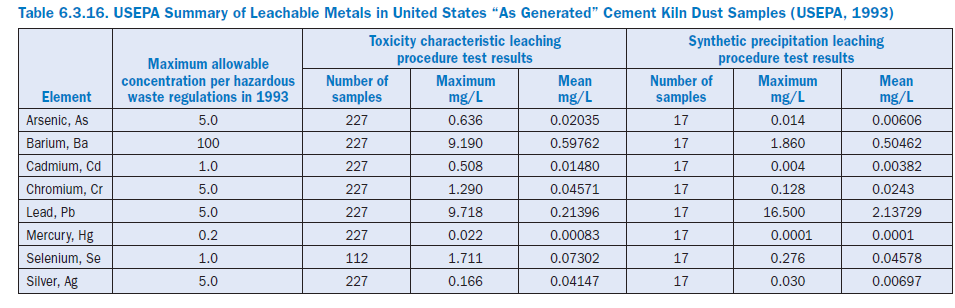
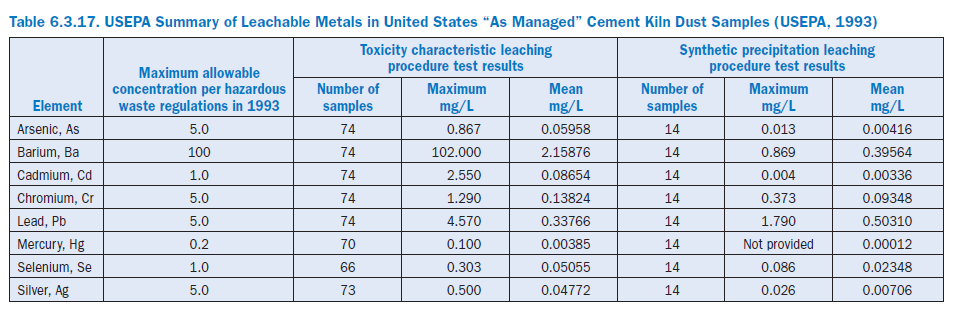
The USEPA study used the TCLP test and the Synthetic Precipitation Leaching Procedure (SPLP) to determine the leachable metals of “as generated” and “as managed” CKD samples which are summarized in Tables 6.3.16 and 6.3.17, respectively. For the “as generated” CKD, only results from two TCLP tests and two SPLP tests exceed the regulatory lead limit of 5.0 mg/L. Also, two “as generated” CKD samples exceeded the selenium limit of 1.0 mg/L. For the “as managed” CKD samples, one sample exceeded the barium limit of 100 mg/L and one sample exceeded the cadmium limit of 1.0 mg/L.
Volatile Organics
The USEPA (1993) analyzed “as generated” CKD samples from eleven facilities for volatile organic compounds (VOCs). One or two facilities reported VOCs just above the detection limit including acetone, carbon disulfide, chlorobenzene, chloroform, ethylbenzene, tetrachloroethene, trichloroethene, and xylene. The “as managed” CKD samples were not tested for VOCs because the USEPA assumed that any VOCs would be released to the environment due to exposure to the elements. The USEPA did not conduct TCLP analyses for VOCs on the samples because of its expectations of low or non-detectable concentrations of these compounds. Because VOCs were rarely detected and at concentrations near the detection limit, the USEPA did not consider VOCs to be present on an industry-wide basis (USEPA, 1993).
Semi-Volatile Organics
The USEPA (1993) analyzed “as generated” and “as managed” CKD samples from six facilities for semi-volatile compounds (SVOCs), and none were detected. Because of the lack of SVOCs in the total analyses, the USEPA did not conduct TCLP leachate analyses on the samples. The USEPA did not consider SVOCs to be present in CKD (USEPA, 1993).
Dioxin and Furan Compounds
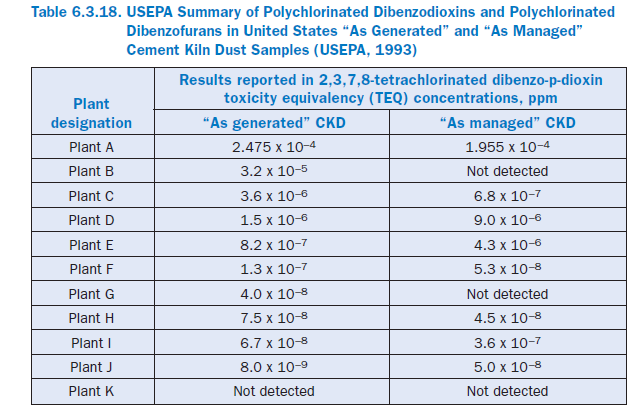
As part of the USEPA (1993) study, “as generated” and “as managed” CKD samples from eleven US plants were analyzed for ten different classes or groups of polychlorinated dibenzodioxins (diox-ins) and polychlorinated dibenzofurans (furans). Because the dioxin and furan compounds are often found in complex mixtures, an internationally accepted toxicity equivalency procedure was developed to describe the cumulative toxicity of these mixtures in environmental samples (USEPA, 1989). This procedure multiples the concentration of each compound by a toxicity equivalency factor (TEF) to produce a toxic equivalency (TEQ) concentration relative to the toxicity of 2,3,7,8-tetrachlorinated dibenzo-p-dioxin (TEF = 1.0). Values below the detection limits are assumed to be zero. The sum of the TEQ concentrations for all of the compounds is known as the sample’s TEQ concentration and can be used to compare samples of different dioxin and furan mixtures. Table 6.3.18 summarizes the TEQ concentration findings from the USEPA study of CKD.
The USEPA did conduct TCLP leachate analyses for dioxins and furans on “as generated” CKD samples from six plants. Only one dioxin was definitively detected in samples from two different plants, and therefore, the USEPA did not consider dioxins and furans to be a concern as leachable compounds (USEPA, 1993).
Pesticides
The USEPA (1993) analyzed thirteen pesticides in the “as generated” and “as managed” CKD samples collected from eleven facilities. Endrin and heptachlor epoxide were detected in the “as generated” CKD at one facility, and endosulfan was detected in both the “as generated” and “as managed” CKD samples at a different facility. The USEPA also completed TCLP leachate analyses for pesticides on the “as generated” CKD samples from six facilities. No pesticides were found. Because pesticides were detected in samples from only two facilities, the USEPA did not consider pesticides to be present on an industry-wide basis (USEPA, 1993).
Polychlorinated Biphenyls
The USEPA (1993) analyzed for seven polychlorinated biphenyls (PCBs) in the “as generated” and “as managed” CKD samples collected from eleven facilities. No PCBs were detected. The USEPA also completed TCLP leachate analyses for PCBs on the “as generated” CKD samples from six facil-ities. Once again, no PCBs were found.
Radionuclides
One final class of constituents that was a concern to the USEPA and was quantified by the agency as part of its CKD study was radionuclides. These included both naturally occurring radioisotopes that might be found in raw materials as well as man-made elements that can be released from fallout from aboveground nuclear weapons testing or from other human activities. A number of “as generated” and “as managed” CKD samples were analyzed for gross alpha, gross beta, gamma, and isotopic analysis for radium-226, plutonium-238, plutonium-239, uranium-235, uranium-238, thorium-227, thorium-228, thorium-230, and thorium-232 (USEPA, 1993).
Naturally-occurring isotopes were detected in the CKD samples, but the USEPA considered the levels found within the expected range of randomly selected and sampled soil and rock or from residuals from the processing of raw materials that contain naturally-occurring radionuclides. Man-made elements (plutonium-239 and cesium-137) were detected in some of the CKD samples, but the USEPA considered the detected levels to be within the range of normal environmental samples that had been exposed to radioactive fallout or other man-made sources (USEPA, 1993).
CEMENT KILN DUST MANAGEMENT
The bulk of the CKD captured by the PMCD is recycled back into kiln system as kiln feed. The generation of waste kiln dust that cannot be reused can be a significant financial loss to the cement plant in terms of the value of raw materials, processing (quarrying, grinding, and storage), and energy usage during pyroprocessing, dust collection, and disposal. In terms of quarrying, crushing, grinding, etc., dust represents a significant investment that can be directly translated into addi-tional requirements for raw materials and fuels, and loss of potential clinker production. The following sections present methods for the return or processing of CKD for use in cement manu-facturing, concrete, or related products; alternative beneficial uses in another industry or applica-tion; and disposal in a longterm management unit, such as a landfill.
Return of Cement Kiln Dust to the Kiln System
CKD may be returned as a component of raw feed in cement manufacturing if it is low in alkalies or if the manufacturer can market high-alkali cements. For some facilities, the dust from the PMCD is directly returned to the kiln, and in other systems, some segregation or processing is required. Operators of some kiln systems that use electrostatic precipitators (ESPs) and high alkali raw materials have found that the CKD in different ESP fields or sections will have different chemistries. The finest material captured in the last portion of the ESP will often have the highest percentage of alkalies. For that reason, CKD in the first ESP field(s) may be appropriate for return to the kiln, while the dust in the final field(s) may be removed from the process for other uses, processing, or disposal.
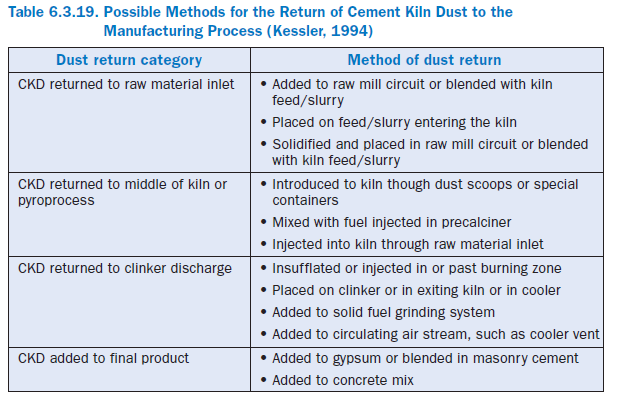
If chemistry is not a limitation, the next consideration is the manner of returning CKD to the kiln system. Kessler (1994) summarized the possible methods for returning CKD (Table 6.3.19). Some of the techniques may not be applicable to all pyroprocessing types, but they show that options do exist. Kessler (1994) also provides a step-wise procedure on evaluating the CKD practices and ways to optimize the return of dust to the kiln.
The following sections describe some of the most common techniques for return of CKD to the manufacturing process. As always, the ability to use any of the methods will depend on the final product quality constraints, kiln design and pyroprocessing type, and equipment layout.
Direct Return as Raw Feed
For some kiln systems utilizing dry pyroprocesses (long dry, preheater, and preheater/precalciner kilns), CKD can be transported directly from the PMCD and blended into the raw feed or pelletized before re-introduction to reduce dust. Numerous dry process plants return 100% of the collected dust back to the kiln systems, and the remaining plants return as much as possible while adhering to chemical or other limitations.
For many wet kilns, it may not be possible to mix CKD with the raw material slurry because semi-calcined dusts tend to harden when exposed to moisture and may affect the slurry viscosity and flowability, and thus cause blockages or other equipment problems. In some kiln systems, the CKD is added to the kiln feed slurry in appropriate proportions just before entering the kiln, and to overcome the thickening effect on slurry, a variety of slurry thinners such as polyphosphates, lignosulfonates, and molasses may be used (Steuch, 1992). In 2001, one U.S plant was adding some CKD to its feed slurry for re-introduction into its wet process kiln.
Insufflation and Mid-Kiln Introduction
Other methods of introducing CKD back into long kilns, usually for the wet pyroprocess, are by insufflation into the burning zone or by dust scoops in the mid-section of the kiln. Insufflation consists of blowing CKD into the kiln at the “hot” end of the kiln. The CKD can be added to the primary air passing through the fuel burner pipe or it can be injected into the kiln through a sepa-rate pipe adjacent to the burner pipe. In 2001, more than ten wet kilns in the U.S. had the neces-sary equipment to return dust to the kiln via insufflation, but only a few of them were actually using that process. No U.S. dry kilns are known to use insufflation.
By returning the dust to the hottest portion of the kiln, the CKD has the best opportunity to be incorporated into the raw materials and transformed into clinker. Some additional benefits to insufflation may include (Alsop and others, 2001):
• Increased luminosity of oil or gas flames which improve the heat transfer to the raw materials
• Reduced flame temperatures which may limit the formation of nitrogen oxides and
• Improved volatilization of alkalies in the returned dust that may prevent the concentration of alkalies in the clinker.
Two disadvantages are also cited with insufflation. First, the dust tends to remain airborne for a long time because of its fineness, thus wasting energy for collection and reheating. Second, the returned dust clouds the area around the burner making it difficult to measure the flame tempera-ture optically, and this generally limits the use of dust return to 15% on a kiln feed basis (Steuch, 1992). It also may inhibit radiative heat transfer from the flame to the raw materials. Additionally, insufflation may encourage the questionable practice of controlling the burning zone temperature by the rate of dust addition. This practice may decrease fuel efficiency and cause other operational problems.
To prevent or limit operational problems, insufflation methods that use an oxygen-enriched air stream to recycle dust to the rotary kilns have been developed. Mayotte and Eleazer (1991) suggested increasing the oxygen concentration in air to over 21% to enhance combustion, and esti-mated that 2% to 20% of the feed material can be recycled kiln dust. Joshi and others (2001) devel-oped a system in which over 50% of the carrier gas is oxygen and thus even more CKD can be returned to the kiln system. It is proposed that this system will allow kiln operators to reduce undesirable effects including dust-laden longer flame, high CO emissions, increase in the tempera-ture at the “cold” end of the kiln, and incomplete clinker formation.
Dust scoops are housed in a kiln collar or shroud which allow the introduction of CKD directly into the kiln at a point where the dust can mix with the raw materials without being blown through the system, as might occur with insufflation. At least ten U.S. wet kilns utilized dust scoops in 2001. Examples of dust scoop installations are shown in Figure 6.3.3. In the past, dust scoops were thought to be difficult to operate and a source of uncontrolled particulate matter releases, but modern equipment and designs have improved the reliability of dust scoops and limit dust releases.

Figure 6.3.3. Dust scoops in operation on wet process kilns.
It is assumed that in the future fewer plants will utilize insufflation and dust scoops as wet or long dry kilns are removed from service or converted into preheater/precalciner kilns.
Dry Processing of Kiln Dust
Watson and Brown (1977) proposed the use of a fluidized bed combustion vessel to process pelletized CKD with calcium chloride and a minor amount of calcium fluoride. The fluidized bed calciner would be operated at temperatures 1200 ºC or lower, and the calcium oxide would combined with the aluminosilicates. This material could then be returned to the original kiln system as a raw material for the production of portland cement.
In 1979, a United States patent was granted for the production of CKD briquettes that could be returned to the kiln system for the production of portland cement (Sell and Doyen, 1979). The process compressed CKD into almond-shaped, mineral oil lubricated molds, and the resulting briquettes could be returned to the burning zone of the cement kiln system.
Wet Processing of Kiln Dust
The wet processing of CKD, sometimes called “CKD washing,” basically is the removal of alkalies from the CKD by aqueous leaching. Wet processing techniques have been investigated and used by the portland cement industry for many years to separate the alkalies from the dust so that the remaining solids could be returned to the kiln as a raw material. As an added benefit, the alkali leachate produced from wet processing of CKD can be used in the production of potassium fertil-izers and other various salts. Davis and Hook (1975) completed a survey of many of the techniques used or suggested at the time of their report to the USEPA. Numerous patents have been issued and studies completed on this subject, such as Dean (1972), Singleton and Bruce (1975), McCord (1977), Klemm (1980), Fernandez Lozano and Silva (1985), Terry (1992), and Wolfe (1992). This is not an exhaustive list of the patents or studies on this subject.
A modern wet scrubbing system would require a series of closed vessels/tanks for the processing of the CKD. Proper leachate management would be necessary to prevent impacts to surface or ground waters. With the improvements other CKD recycling equipment and conversions of wet kilns to dry systems, there are fewer environmental and cost benefits from utilizing wet processing of CKD.
Dean (1972) recovered a substantial amount of alkali salts from CKD by mixing it with water in successive stages at temperatures between 21°C to 99°C. The supersaturated solution thus produced was cooled and alkali salts crystallized and separated. Singleton and Bruce (1975) treated the dust with fresh water at elevated temperatures to essentially dissolve alkali chlorides and sulfates and subsequently remove them by crystallization. The remaining solution is carbonated to form calcium carbonates for recycling into the kiln.
McCord (1977) recovered the alkalies by leaching the kiln dust at higher temperatures with an aqueous solution of potassium chloride (KCl). The extract is cooled for crystallization of KCl and removed. The washed CKD is reclaimed for use as kiln feed. Klemm (1980) proposed the separa-tion of alkalies as potassium sulfate (K2SO4) from the high-alkali dust (~13% K2O) for agricultural purposes. The K2SO4 was extracted by mixing CKD with hot water followed by filtering, cooling the aqueous brine, and K2SO4 crystallization. The remaining material can then be reused as raw feed substitute. A yield of more than 86% was reported by lowering the pH with carbon dioxide, thus preventing the formation of the double salt of potassium and calcium sulfates known as syngenite. Fernandez Lozano and Silva (1985) removed potassium salts from the CKD with water in a batch-leaching tank by vigorous stirring and reported a 92% K2O separation.
In his article on the handling of alkali bypass dusts, Terry (1992) describes a dust washing system in which water laden with fine dust and salts are processed in a gravity flow condenser. The condenser was originally designed for processing the water from electric power generating flue gas desulfurization plants. The solids from the condenser are further dewatered and can be used by other industries, such as glass or fertilizer manufacturing.
Wolfe (1992) reported the usefulness of leaching to remove alkali from CKD to facilitate recycling both fresh CKD and CKD stockpiled over the years. Tests on the stockpiled CKD showed that more than 80% alkali (K2O) was removable by using ordinary tap water with or without additives at ambient temperature. Almost 100% more alkali was removed from stockpiled CKD than from the fresh CKD because of the carbonation of the lime. The process incorporated water leaching, pres-sure filtration, and evaporation as unit operations. Wolfe (1992) provided details on the equipment required and estimated costs to operate such a system.
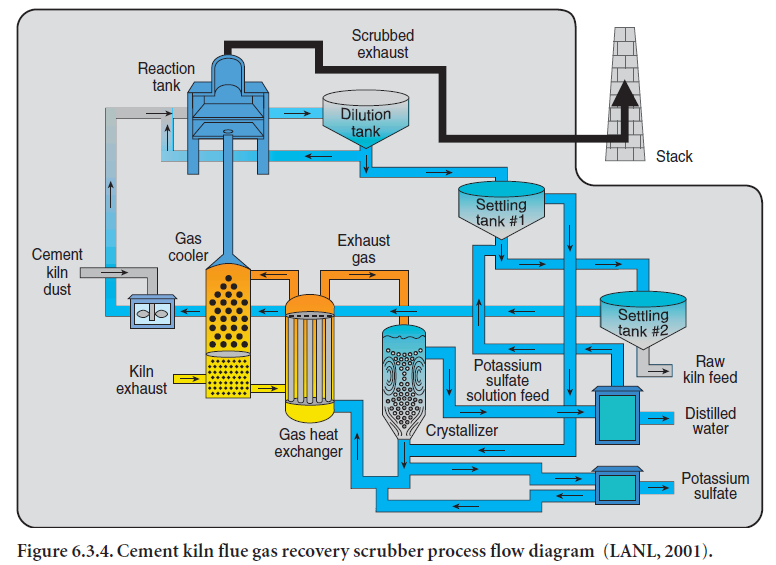
A flue gas cleaning and CKD washing technique, known as “Cement Kiln Flue Gas Recovery ScrubberTM,” is sometimes referred to as the “Passamaquoddy System” because the Passamaquoddy native Americans developed it. The following describes how the Recovery ScrubberTM operates (see also Figure 6.3.4) (Passamaquoddy, 1999):
• Slurry is made from CKD from the kiln and water.
• Flue gases from the cement kiln pass through the slurry.
• Sulfur dioxide in the flue gas reacts with the potassium in the CKD to form potassium sulfate.
• The slurry solids are separated and can be returned to the kiln as a feedstock because the alkali constituents that made the CKD unusable have been retained in the liquid portion of the slurry.
• The slurry liquids are processed by a crystallizer using waste heat from the kiln gases to evapo-rate the water and recover fertilizer-grade alkali salts, potassium chloride and potassium sulfate.
The Recovery ScrubberTM was demonstrated on the Dragon Products Company cement kiln in Thomaston, Maine, from August 1991 through September 1993 and operated for a total of 5,316 hours (Passamaquoddy, 1999). The results from the demonstration included:
• Sulfur dioxide removal efficiency averaged 89.2 percent over the operating period.
• The removal efficiency of nitrogen oxides averaged 18.8 percent during the demonstration.
• Volatile organic compounds, as represented by alpha-pinene, had a removal efficiency of 72.3 percent and greater.
• Particulate emission rates of 0.005-0.007 gr/scf were produced with inlet dust loadings of approximately 0.04 gr/scf.
• A 2 percent reduction in carbon dioxide emissions would be achieved with the recycling of the CKD.
• During the demonstration, all of the CKD (250 tons per day) was processed and returned as feedstock that resulted in a 10 percent reduction of raw materials and no waste for disposal.
In addition, a pilot test of the scrubber by the United States Environmental Protection Agency showed a hydrogen chloride removal efficiency of 98 percent (Passamaquoddy, 1999).
Interest in washing CKD has not decreased over time. A study by Makroum (1999) found that wet processing of alkali bypass dust was economical and environmentally beneficial, and produced a satisfactory material for return to the cement kiln. Gebhardt (2001) patented a CKD washing process that is similar to the Passamaquoddy System, although it purports to better control the recovery of CKD for use as a raw material and produce a byproduct of alkali sulfates.
In some ways, the Passamaquoddy Recovery ScrubberTM or other CKD washing systems are tran-sitional means of recycling CKD. In 1975 when Davis and Hook (1975) suggested the use of wet processing of CKD, there were nearly 250 wet kilns in operation in the U.S. and Canada (PCA, 2002), and some of them used this technique to recycle CKD. By the end of 2001, there were less than 60 wet kilns in the U.S. and Canada (PCA, 2002). With the improvements to dust scoop equipment and wet kiln systems being converted to dry precalciner kilns, there are fewer environ-mental and cost benefits from utilizing CKD washing techniques.
Processing of Cement Kiln Dust for Use in Cement
Cement kiln dust that is not returned to the kiln from which it is generated can still be used in the production of cement. It can be used as-is in the production of blended cements or be used to produce hydraulic products, some of which can be blended with portland cements.
Cement Kiln Dust in Blended Portland Cements
The use of CKD as an addition to portland cement has been evaluated by a number of researchers. A summary of some examples can be found in Detwiler and others (1996). Ravindrarajah (1982) reported that kiln dust could be used in masonry and concrete blocks without loss of strength or workability. His study showed that up to 15% of the portland cement could be replaced with CKD. If higher percentages of dust were used, the setting was retarded, workability was reduced, and water demand was increased.
Daugherty and Funnell (1983) reported that the use of up to ten percent interground CKD did not have any adverse effects on the setting time, soundness or shrinkage of the final portland cement concrete. The strength of the material varied, and it was assumed that the changing composition of the CKD was the cause.
In 1983, a United States patent was awarded for masonry units in which up to 60% of the portland cement was replaced with CKD (Wills, 1983). The resulting concrete blocks were of adequate strength when partially cured in CO2-enriched environments at 60°C. Chen and Lu (1989) produced cementitious blocks from CKD and fly ash components by steam curing treatments. They also reported using small additions of silica fume to suppress the harmful effects of excessive K2O in the CKD on compressive strength.
Bhatty (1983, 1984a-c, and 1986) found that the addition of CKD with fly ash and slag produced cement with improved strength while not impacting other properties. It was reported that cements containing only CKD had reduced workability, setting times, and strength. The loss of strength was attributed to alkalies in the dust. It is believed that the use of fly ash with CKD diluted the alkalies and thus improved the strength. Bhatty found that the use of slag may reduce the workability of the cement, but when CKD was added, the strength increased due to the activation of the slag by the alkalies. It was found that blended cement with high sulfate produced the greatest strength, and that the impact of the alkali in the dust could be negated by the fly ash and/or slag. Overall, the ratios of alkali, chlorides, and sulfates in the dust impacted the performance of the blended cements.
von Seebach and Tompkins (1992) patented a hydraulic binder from CKD by preliminary hydra-tion of the partially calcined limestone in the dust. The product is used as a constituent in masonry mortar or plaster for construction purposes. The dust is drawn from the riser duct of the by-pass, and its calcined limestone fraction is hydrated to calcium hydroxide to form the principal binder component.
In a presentation by Luther (1993), it was reported satisfactory concretes could be made from blast furnace slag cements with up to 10% CKD. Improved slag activation occurred due to the alkalies in the kiln dust.
Abo-El-Enein and others (1994) studied the mechanical properties of blended cements using bypass dusts. The initial and final setting times of cement pastes were decreased due to the high free lime content in the CKD. Blended cements with up to 15% kiln dust had increased compres-sive strengths and accelerated hydration. Compressive strengths decreased when more than 15% of the portland cement was replaced with CKD.
Cement Kiln Dust and Fly Ash Cements
In 1978, a United States patent was granted for a mixture of CKD and coal combustion fly ash which when added to aggregate and water could be used as a stabilized road base (Nicholson, 1982). It was proposed that stabilized road bases using this mixture would produce more durable pavements.
Riddle (1995) patented compositions and related processes to produce bricks, blocks, and other arti-cles from a blend of CKD and fly ash. The fly ash, CKD, additives, and water would be blended with an aggregate of man-made origins, such as waste glass, hazardous waste, and other materials.
Production of Hydraulic Products from Cement Kiln Dust
Several processes have been developed to produce portland cement, lime or other hydraulically active products from kiln dust with or without the addition of other materials. This is different from the direct return of CKD that occurs in most dry pyroprocess kilns. In the direct return of dust, CKD is only a portion of the raw materials entering the kiln system while in the following processes, CKD makes up the majority of the process inputs.
An approach proposed by Wilson and Anable (1986) removed the alkalies in CKD by pyrotreat-ment of pelletized dust. Here, the K2O is volatilized in the presence of SO3,by heating the dust above 1300°C in a reducing atmosphere generated by coal addition. In order to enhance volatiliza-tion, CaCl2,or CaF, was sometimes added. The resulting low-alkali residues were used in produc-ing cement of adequate engineering characteristics.
Klemm (1980) reported that high-alkali kiln dusts could be fused to separate K2SO4.Several opera-tional difficulties were cited, however. First, the dust had to be heated above 1400°C to volatilize K2SO4,second, the K2SO4 is reactive and fuses with ceramics, and third, the K2SO4 fumes tend to react with the furnace heating elements and eventually inhibit their proper functioning.
The use of a fluidized bed combustion vessel has been proposed for the production of cement clinker from CKD (Cohen, 1992; Cohen and Prokesch, 1998). The most recent version of this process utilizes the following steps:
• Nodules are formed from CKD, a carbon-bearing material, and cement binder.
• Nodules are sized and fed into a fluidized-bed vessel.
• Within that vessel, the nodules are thermally processed in a reducing atmosphere and at suffi-cient temperature for the volatilization of undesired alkali and sulfur compounds.
• The resulting material is then discharged into a separate vessel where it is oxidized to produce the clinker chemical compounds.
• The resulting clinker product is sent to a cooler to freeze the chemical compounds.
The alkali and sulfur compounds captured in the air pollution control device on the fluidized bed may have value as a source of potassium for fertilizer (Cohen, 1992).
At a PCA seminar, one equipment manufacturer suggested that dust from the kiln bypass could be processed in a separate and possibly smaller kiln to produce a clinker that could be added to the grinding mill with the clinker from the main kiln system (Terry, 1992). As the bypass dust is extracted from the kiln, additives to the dust such as off-specification clinker or other materials might be necessary so that the proper chemistry is maintained in the “bypass kiln.” Because the alkalies had already been volatilized once, it was proposed that those compounds should be easy to remove from the materials entering the “bypass kiln.”
PCA sponsored the investigation and development of a hydraulically reactive material that could be produced from CKD and industrial by-products and/or inexpensive raw materials (Mishulovich, 1999). The result of the research was a vitreous solid with cementitious properties that can be used as an ingredient in blended cements or in ready-mixed concretes, and thus is known as manufactured supplementary cementitious material (MSCM). The investigation also determined the following about the MSCM:
• It could be produced at 1200°C to 1300°C.
• It contributes measurably to the strength of the cement.
• It aids in the reduction of the alkali-silica reaction (ASR).
• It can be produced in the form of fibers that aid in cement performance.
• It doesn’t require primary size reduction before finish grinding due to the fiberized form.
Because of MSCM’s ASR reduction potential, the need for low-alkali cements is reduced, and thus less CKD must be removed from the kiln system. The CKD that is removed can be processed into MSCM for use in the blended cement. This benefit alone may result in substantial economic bene-fit to the manufacture of portland cement (Mishulovich and Miller, 1999).
In 2000 and 2001, a cement manufacturer received patents for a process where CKD from one kiln is added to a second kiln with an amount of slag to produce a hydraulic product such as portland cement clinker and lime (Young, 2000; Young, 2001). The materials fed into the second kiln are heated in an oxidizing atmosphere and at a limited temperature (1100°C to about 1400°C) to prevent the volatization of previously precipitated compounds in the CKD from the first kiln. Coal slag, copper slag, blast furnace slag, or steel slag can be utilized, and in the optimum situation, the second kiln would produce no CKD.
In a study by one of the authors of this paper (Bhatty), a combination of CKD and coal-prepara-tion waste was incorporated into cement raw feed (Bhatty, 2002). The alkali in CKD tied up sulfur in the coal waste to produce high sulfate clinker.The clinker was then either interground with reduced level of gypsum, or interground with low sulfur clinker to produce cement compatible with ASTM C 150 specifications. The bulk of sulfate in the clinker was present as calcium langbei-nite, which imparts similar effects as gypsum in controlling the early setting of cement, thus requiring little additional gypsum during finish grinding.
Alternative Beneficial Uses in Other Industries or Applications
The value of CKD is not limited to its use as a raw material for return to a portland cement kiln. As found by a PCA study conducted by one of the authors (Bhatty, 1995), CKD is also used in a vari-ety of other applications as-is or as an industrial process input. The following expands on the find-ings from that previous study on some of the most common uses of kiln dust.
Agricultural Amendment
Because of the high lime and potassium concentrations, CKD is used as a soil amendment or fertil-izer in many parts of the world. The acid neutralizing capacity of the lime in CKD counteracts the acidic soils that result from years of farming. Neutral soils are a better growing environment for crops and also enhance herbicide effectiveness. The dust may provide potassium and trace metals that are also depleted from agricultural soils due to plant withdrawal requirements. The following describe some of the work that has been completed on this subject within the U.S.
For agricultural uses of CKD in the U.S. before 1975, Davis and Hook (1975) completed a survey of dust applications in their report for the USEPA. They found that kiln dust was suited to replace liming agents and potassium fertilizers. Baker and others (1975) developed nonputrescible soil-like products for general agricultural applications by combining CKD with sewage sludge before vacuum filtering. Risser and others (1981) produced a lime-potash soil additive composed of 35%CaO, 6% MgO, 5% K2O, and 4% SO3 from CKD having a controlled composition. Taylor (1987) also reported the usefulness of CKD as a substitute for lime and fertilizer elements. Since the qual-ity of CKD varies with each cement plant, however, the nutrient value may also change. In Australia, Dann and others (1989) found that CKD increased the crop yield equally well as crushed limestone. Fraiman and others (1991) recommended the use of bypass dust containing high levels of K2O, SO3,and Cl, in fertilizer applications. Because potassium is the most valuable fertilizer element contained in the dust and the least desirable element for recycling, CKD with high potas-sium contents could be adequately utilized as a fertilizer. It should be noted that nutrients such as nitrogen and phosphorus are still required from other sources regardless of whether limestone or CKD is used on agricultural soils.
Because the placement of a fine dust, such as CKD, on agricultural lands is difficult, it has been suggested that granules or agglomerates of dust should be made (Kachinski, 1983; Wommack and others, 2001). The larger particles help to limit fugitive releases of dust while transporting, handling, and placing the CKD. Conversely, care must be taken so that the granules are not so rigid that rain and other natural processes cannot dissolve or break down the particles to release the beneficial constituents of the dust.
One of the concerns with using CKD as a fertilizer or soil amendment is the level of trace metals it may contain. The effect of those metals on the food chain through possible extraction by soil and subsequent movement into vegetation should be determined before such applications are to be considered. However, in a specific study on the use of CKD as a fertilizer in Iowa, Preston (1993) demonstrated that trace metals in CKD were well below the permissible levels for land application. The USEPA (1999b) studied metals and other constituents of fertilizers including CKD. Their find-ings showed that the metals content of various fertilizers ranged over several orders of magnitude but did not provide any specific recommendations on the use of CKD on agricultural lands.
Kanare (1999) completed a study comparing CKD to soils, agricultural limestones (aglime), and sewage sludges. He found that sludges generally have the highest levels of chromium, lead, mercury, nickel, and silver compared to CKD, aglime, and North American soils. The highest levels of thallium and selenium are found in CKD. Other elements of interest are present in these materi-als at non-detectable or comparable concentrations.
Soil/Clay Stabilization/Consolidation
Because of the frequently high free lime content and subsequent ability to harden upon exposure to moisture, CKD has been used as binder in soil stabilization suitable for a subbase in streets and highway construction. The University of Toledo and Nicholson (1982) developed a product from CKD, waste glass cullet, fly ash, and wastewater sludge as a subbase material for highways.
Nicholson (1982) patented a road-paving mass from CKD and fly ash at nearly a 1:7 mass ratio with the addition of cement or other admixtures if necessary. In another development, Nicholson (1983) has referred to the use of CKD and fly ash compositions not only for road-base systems but also for sludge stabilization. The marketability of recycled CKD as pozzolanic pavement material as well as an acid neutralization aid has also been suggested.
In a recent work, Sayah (1993) and Zaman and others (1992) have demonstrated the effectiveness of CKD in stabilizing highly expansive clay soils. Their data showed similarities to those for port-land cement, fly ash, and lime for stabilizing expansive soils. Miller and others (1980) used CKD and fly ash in stabilized base courses in road construction in the form of a pozzolanic non-cement concrete with limestone as an aggregate. Such concrete mixes were also found to have autogenous healing characteristics. McCoy and Kriner (1971) reported a wide range of tests conducted on kiln dust compositions for soil consolidation. A more detailed discussion of the use of CKD in stabiliz-ing soils can be found in Bhatty and others (1996).
Another possible use of CKD is in injection grouts for stabilizing concrete slabs, slabjacking, and voidfilling. The required compressive strength is about 4 MPa at seven days and can be achieved by using CKD without portland cement or with only a small amount of cement.
Waste Stabilization/Solidification
CKD use has also been reported in a number of solidification/stabilization projects, primarily in remedial actions, and central hazardous waste management facilities. The dust functions primarily as an absorbent or bulking agent (Conner, 1990). Connor and others (1992) went into great detail on the chemistry and applicability of CKD in the stabilization of soils and sludges, including several case studies. A paper by MacKay and Emery (1992) describes the stabilization of contami-nated soils and sludges in which CKD is used in conjunction with other cementitious products such as slag cement, lime kiln dust, flyash, hydrated lime, and portland cement.
Several uses of CKD for the stabilization/solidification of specific wastes have been suggested over the last several decades. Cocozza (1977) and Holley (1992) patented processes in which flue gas desulfurization residues are treated to produce stable, leach-resistant solids. The CKD-fly ash process developed by Nicholson (1982), is applicable to sewage sludge solidification, but appears to be equally appropriate for other wastes. Ader and others (1989) proposed a method for the stabi-lization of mercury-containing waste while Kigel and others (1994) developed a chromium ore waste treatment utilizing CKD. Funderburk (1990) suggested a method of solidifying and immobi-lizing hazardous waste in an organic matrix using CKD as one of the components, and Weszely (1996) proposed a general solidification process of hazardous waste.
Sanitary Landfill Liner and Cover Material
Studies have been carried out to use CKD as a watertight barrier (liner) for sanitary landfill sites (Ballivy and others, 1992). The dust could be consolidated and stabilized when used in conjunction with varying amounts of Class C fly ash and silica fume. The mixes had a water to dry-solid ratio of 0.4 and were cured at 100% relative humidity for 10 days after demolding. After consolidation the mixes showed permeability lower than the standard 10–7 cm/sec. When tested as liners, these mixes exhibited a good capacity for absorbing heavy metals.
Cement kiln dust was used successfully as a cover material instead of clay at a sanitary landfill located at a Californian cement plant (Crosby and others, 2000). In the early 1900s, cement plant employees began disposing of household waste at the company’s on-site landfill. This practice continued until the mid-1980s when landfill disposal was limited to construction debris. In the 1990s, all waste disposal was stopped, and the regulatory closure process began. From detailed geotechnical testing, the State of California determined that compacted CKD would be an accept-able landfill cover material. CKD was also used as a fill material to protect the landfill from erosion from future storm events. Also, the cost of the CKD was calculated as only 20% of what was esti-mated for alternative cover and fill materials.
Hansen (1996) developed a synthetic waste pile cover material based on a mixture of fibers (paper, wood, and/or plastic) and a cementitious material such as CKD. A slurry of this material would be applied to a waste pile and allowed to harden to minimize water infiltration, fugitive dust releases, odor, and animal intrusion.
Gas Scrubbing
Another possible application of CKD is in the wet scrubber slurry used for adsorbing SO2 from stack gases, where hydrated lime or limestone slurries are currently being used. Studies have indi-cated that kiln dust functioned better than the limestone and almost as well as lime (Gorman, 1972). Furthermore, the scaling problems with scrubbers using kiln dust were less severe than those using lime slurry. Murdock (1993) has reported the use of a bypass dust as a suitable sorbent in capturing SO2 in wet scrubbers. Owing to the finer particle distribution, a reactive CaO phase, and the presence of Mg and Na as promoters, the bypass dust exceeded the capture efficiency of standard limestone sorbents. Desulfogypsum scrubber sludge resulting from the stack gas scrub-bing was suggested as a viable sulfate source for use in portland cements to control early hydration reactions.
As mentioned earlier in the discussion on the Passamaquoddy System (1999), an aqueous slurry of fresh CKD is used for scrubbing SO2 from cement kiln exit gases. This also results in the carbona-tion of lime in the slurry; the alkali and sulfur compounds are subsequently crystallized from cool-ing the hot brine. The leached CKD can be recycled as kiln feed. Potassium sulfate is the principal product that is continuously removed from the system and may be sold as an industrial or agricul-tural chemical. The capture of HCl and CO2 from the flue gases has also been indicated using CKD scrubbing.
A wet scrubbing system using dimethyl sulfoxide and CKD was patented in 2001 (Kirschner, 2001). The flue gases first come in contact with an acidic solution of dimethyl sulfoxide into which the SO2 dissolves. The resulting solution is then reacted with CKD to produce alkaline sulfites, sulfates, and carbonates.
One dry SO2 scrubbing systems based on CKD has been proposed by Schlager and Murphy (1981). This system used “preconditioned” CKD that is CKD treated with water to rehydrate its calcium compounds. The preconditioned CKD is then used in a dry scrubbing system instead of lime or slaked lime. It was found that the preconditioned CKD outperformed unconditioned CKD at least twofold and frequently more.
Wastewater Neutralization/Stabilization
CKD has been used as a substitute for lime in stabilizing wastewater streams. This is possible primarily because of the high neutralizing potential of the CKD (high CaCO3,and CaO) and fine particle size distribution, having Blaine finenesses often greater than 800 m2/kg. Up to a 35% addi-tion of CKD has satisfactorily met the specified pathogen control level in sewage sludge. High pH, an exothermic reaction, and the resulting accelerated drying when CKD was added were the factors mainly responsible for the pasteurizing effects on municipal wastewater sludge (Nicholson, 1988a and 1988b; Burnham, 1987; Nicholson and Burnham, 1988).
Burnham and Bennett (no date) produced an easy-to-handle granular soil-like material by mixing CKD with the sludge cake in a pugmill. This material, termed an advanced, stabilized, dewatered sludge, was subjected to secondary thermal treatment from the exothermic heat generated by further CKD addition, and by maintaining pH 12 and a temperature between 50°-60°C for 12 hours. The resulting material was a stabilized, environmentally compatible, saleable commodity.
Anglebeck (1987) applied CKD for alkali control in sewage sludge where it could respond to the stabilizing needs should the character of the sludge change. Due to its high pH and liming poten-tial, CKD also absorbed residual odor from the sludges. In some cases where unbalanced sewage treatments result in an acidic and highly odorous sludge that may be simply trucked to landfills, the CKD could aid in neutralizing the sludge for proper handling and stabilization.
As mentioned earlier, Baker and others (1975) used CKD as an aid for vacuum filter processing of sewage sludge on site. The report showed that CKD was at least equal to hydrated lime for sewage processing and could be superior if used at a rate one- to three-times greater than that normally used for lime. Potassium and magnesium in the CKD will add further benefits if the resulting sludge-cake were to be used as a nutrient for crop production. The economic benefits and energy savings from using CKD instead of hydrated lime are obvious.
CKD has also been partially or totally substituted for lime in preparing the alum floc as a coagu-lant for removing turbidity from water (Farnham, 1960). The dust not only neutralized the water but also improved the flocculation by providing abundant nucleation sites for alum flocs.
CKD has also been used to purify wastewater contaminated with 500-1000 ppm of zinc, manganese, copper, and cobalt (Salem, 1990). The treatment required 2%-30% of CKD per liter of wastewater, and involved absorption and purification of metal hydroxides and carbonates. It has also been proposed that CKD could be used to remove heavy metals from tannery wastewater
(El-Awady and Sami, 1997). A Canadian study found that CKD could be used instead of caustic soda in the treatment of wastewater from a pulp and paper factory (Smith and Campbell, 2000). In 2001, CKD was used to stabilize/solidify waste from a hot sauce factory in San Antonio, Texas before the waste was disposed in a landfill (Wheeler, 2001).
Mine Reclamation and Mineral Industries
The U.S. Bureau of Mines study (Haynes and Kramer, 1982) documented the use of CKD as partial hydraulic filler for backfilling coal mine shafts and tunnels. Because of its fine particle size and high alkali contents, CKD is also being premixed to neutralize acidic media and effluent from mining and mineral processing industries. For instance, Sodyes (Klemm, 1980) used CKD to neutralize a chemical pond containing acidic sulfates. The attempts were only partially successful because the particular CKD used was very coarse. The dust also has the potential to replace fly ash for controlling the spread of fires in coal mines. CKD has also been used as a binder in pelletizing iron ore fines for recycling in steel making. It has also found applications as coagulant for dewater-ing of waste sludge from tin rolling mills (Klemm, 1980).
Miscellaneous Applications
Cement kiln dust has also been used as a partial replacement for soda in the production of glass where color and high chemical stability are not essential considerations. High alkalies in CKD increase the rate of sulfate decomposition that is the main cause of foaming in glass baths (Emer, 1969). A soda-kiln-dust glass has many similarities to the conventional soda-lime glass. Fraiman and others (1991) have also recommended the use of bypass dust in glass making.
In some Eastern European countries, kiln dust has been successfully incorporated into cementing compositions for gas and oil wells. The kiln dust appears to improve slurry pumpability and also functions as a fluid-loss additive. CKD also sufficiently retarded oil well cement slurries for use at temperatures up to 100°C, without additional retarders.
Other uses for CKD are based on its fine particle size and high absorptive capacity. It has been used as a decolorizing agent in the clarification and purification of sugar solutions. No informa-tion is available, however, on the level of impurities the dust might have contributed to the solu-tion it was clarifying (Klemm, 1980).
Kiln dusts containing small amounts of NaCl can be added to oily wastewater to absorb oil, form-ing a sludge that can be easily removed. This technique also appears to be applicable for removing oil contamination from inland rivers or even oil slicks and spills at sea. McCants (1952) patented a process for converting CKD into an absorbent for cleaning up spills in garages and on roads. The product was claimed to be useful as a filter medium for oil clarification and also as a decontami-nating agent for areas where poisonous liquids and chemicals have been sprayed or spilled.
Hydrated CKD has also been successfully evaluated as an anti-stripping agent in hot-mix asphaltic concrete (Klemm, 1993). Preliminary tests on replacing up to 3% hydrated lime by the hydrated CKD have shown favorable results. CKD has been used as inorganic filler in bituminous paving and asphaltic roofing. Kiln dust has also been used as filler for asphaltic insulating board sound-deadening materials (Davis and Hooks, 1975).
Long Term Management of CKD
As previously presented in this chapter, kiln dust removed from the manufacturing process and not beneficially used in other applications is placed in longterm management units, usually CKD land-fills. From 1990 to 2000, the amount of CKD placed in landfills or monofills has decreased from 60 kg/Mg to 32 kg/Mg of generated dust to clinker produced (Table 6.3.2). Several studies on the best landfill methods have been completed over the past few years, and the results of those studies will be presented first followed by current regulatory requirements for the management of CKD.
CKD Landfill Investigations
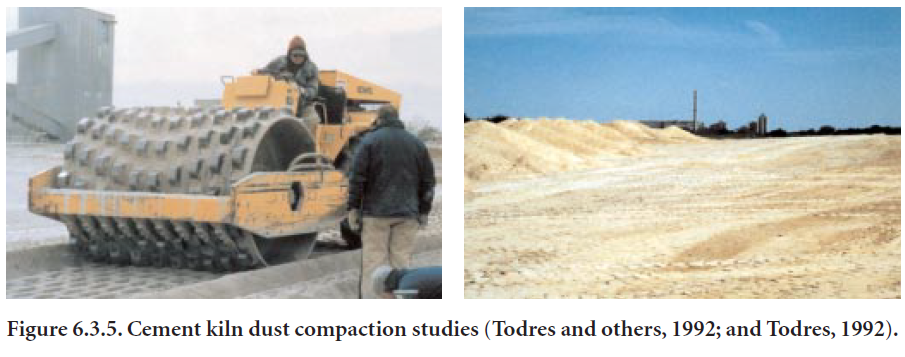
A series of investigations on land disposal of CKD were completed in the early 1990’s (Todres and others, 1992; and Todres, 1992). The studies showed that, depending upon their physical and chem-ical composition, and after appropriate moisture adjustments, the kiln dusts were conveniently compacted under medium compaction, to dense and extremely low permeability masses matching those of silt and fine sandstone. Heavy compaction produced an almost impervious mass compa-rable to clay. To verify the laboratory data under field conditions, follow-up compaction studies were conducted using a double drum vibratory roller (see Figure 6.3.5). The objective was the eventual disposal of CKD as compact landfill, pavement, or subbase material. Based on the meas-ured permeabilities of Shelby tube samples, an estimated density of 105% of the standard Proctor maximum was obtainable. This corresponds to a permeability coefficient of 2.3×10–6 cm/s.
Bhattacharja (1997) studied the effect of CKD leachate on various CKD landfill liners, including geosynthetic clay liners (GCLs), compacted CKD, and compacted soils. GCLs are a manufactured liner in which bentonite clay is sandwiched between or affixed to one side of a textile material. Bhattacharja found that pre-hydrated GCLs, that the GCL was moistened before testing, produced a hydraulic conductivity of 10–8 to 10–10 cm/s. The compacted CKDs produced a hydraulic conduc-tivity of 10–6 cm/s and the value for the soils ranged from 10–7 to 10–9 cm/s.
Peters (1999) also completed an investigation on the impact of CKD leachate on landfill liner materials. He evaluated how long it would take for leachate to break through a clay landfill liner and estimated that it would take several hundred to thousands of years for the buffering capabili-ties of the tested clays to be overwhelmed by the CKD leachate.
CKD Landfill Regulatory Requirements
In 1980, Congress instructed the USEPA in amendments to the Resource Conservation and Recovery Act (RCRA) to study several “special” or “Bevill” wastes (including CKD) to determine whether regulation under the hazardous waste provisions of RCRA was warranted. Specifically, Congress asked the USEPA to study these various high volume, low toxicity waste streams produced primarily by extractive industries and: (1) report back to Congress concerning the potential human health and environmental risks posed by the various wastes, and (2) issue a regu-latory determination addressing whether the waste should be regulated as a hazardous waste.
EPA completed the Report to Congress addressing CKD in December 1993 (USEPA, 1993). EPA subsequently published the regulatory determination in the Federal Register in February 1995. EPA concluded that additional regulation of the management of CKD was warranted, and that the Agency would use RCRA Subtitle C (hazardous waste) authority to devise tailored requirements for CKD management. The cement industry opposed the conclusions in the determination and expressed the long held industry preference for state-based CKD management requirements—requirements tailored by states pursuant to state law.
The cement industry prepared an enforceable agreement or contract for CKD management that would retain the current exclusion from RCRA Subtitle C, while imposing a series of detailed CKD management requirements on all disposers of CKD. The enforceable agreement, designed to be a substitute for a federal rule, was submitted to EPA for consideration in March 1995. While EPA was intrigued by the concept, the Agency determined that it was not able to implement a contract-like arrangement with industry.
EPA subsequently began development of a proposed federal rule addressing CKD in 1996. The cement industry worked with EPA throughout the rule development process in an effort to craft a proposal acceptable to the industry. The proposal consists of two essential parts: (1) landfill design and operating standards, and (2) an elaboration on the legal authority to be used to implement the standards.
EPA proposed a rule in August 1999 (USEPA, 1999a). The cement industry prepared comments on the proposal in which the industry opposed the legal authority being used by EPA to implement the management standards and made recommendation on how to improve the design and operat-ing standards. The standards were derived in part from standards developed independently by the cement industry and from existing federal standards for municipal landfills. While the industry was not pleased with all of the proposed standards, they were modeled on those prepared by the industry. The most significant objections were directed at the legal authority EPA suggested should be used to implement the standards. The industry again stated its preference for states to oversee CKD management using their own laws and programs.
In a change of heart, EPA announced in July 2002 that the agency would now rely on states to regulate CKD management, using the standards proposed in 1999 — or something similar — as guidance for state agencies.
Mining of Landfilled CKD
A recent trend at some cement manufacturing facilities is the removal or “mining” of CKD placed in landfills or other long-term management units. From the PCA CKD surveys in 1998 and 2000, it was learned that over 13,400 Mg and over 79,000 Mg, respectively, of CKD was removed from onsite landfills. Because CKD is very similar to the raw materials entering the kiln system and may contain partially processed feed or final product, the CKD becomes more valuable as energy and other manufacturing costs rise. Through the addition of equipment for the return of dust to the kiln (dust insufflation equipment or dust scoops), long kilns can return a portion or all of their dust.
Cement plants that convert an existing long kiln into a semi-dry, preheater, or preheater/precal-ciner process or add such a kiln system to their facility may choose to remove CKD from existing landfills to augment the raw materials and CKD internally recycled to the manufacturing process. To do such “mining” will be a site-specific decision dependent on the impact to final product, plant operations, energy use, and economic benefits.
CKD may also be removed from existing landfills for any of the beneficial uses described above. This activity would also be a site-specific decision.
REFERENCES
Abo-El-Enein, S. A.; Hekal, E. E.; Gabr, N. A.; and El-Barbary, M. I., “Blended Cements Containing Cement Kiln Dust,” Silicates Industrials, Vol. 59, No. 9-10, 1994.
Ader, M.; Glod, E. F.; and Fochtman, E. G., Stabilization of Mercury-Containing Waste, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 4,844,815, 1989.
Alsop, P. A.; Chen, H.; Chin-Fatt, A. L.; Jackura, A. J.; McCabe, M. I.; and Tseng, H. H., Cement Plant Operations Handbook, Tradeship Publications, Ltd., Surrey, UK, 2001.
Anglebeck, D., “Alkaline Stabilization: An Economical and Effective Sludge Stabilization Process Alternative,” A National Conference on Alkaline Treatment and Utilization of Municipal Wastewater Sludges, National Kiln Management Association, Toledo, Ohio, USA, Section II, August 26-27,1987.
Baker, D. E.; Welch, S.; Stout, W.; and Doty, W., “Kiln Dust from Cement Factories for Vacuum Filter Processing of Sewage Sludge,” Compost Science, Emmaus, Pennsylvania, USA, Vol. 16, No. 4, July-August 1975.
Ballivy, G.; Rouis, J.; and Breton, D., “Use of Cement Residual Kiln Dust as Landfill Liner,” Cement Industry Solutions to Waste Management, LT168, Canadian Portland Cement Association, Toronto, Ontario, Canada, 1992.
Bhattacharja, S., CKD Leachate Generation and Its Effect on the Performance of Landfill Liners, SN2074, Portland Cement Association, Skokie, Illinois, USA, 1997.
Bhatty, J. I., Alternatives Uses of Cement Kiln Dust, RP327, Portland Cement Association, Skokie, Illinois, USA, 1995.
Bhatty, J. I.; Bhattacharja, S.; and Todres, H. A., Use of Cement Kiln Dust in Stabilizing Clay Soils, RP343, Portland Cement Association, Skokie, Illinois, USA, 1996.
Bhatty, J. I., Converting Illinois Coal-Prep Wastes into Supplementary Portland Cements – Final Technical Report, Illinois Clean Coal Institute, Carterville, Illinois USA, ICCI Project Number:01-1/3.D-2, 16 pages, November 2002.
Bhatty, M. S. Y., Use of Kiln Dust in Blended Cements, SN1717, Portland Cement Association, Skokie, Illinois, USA, 1983.
Bhatty, M. S. Y., (1984a) “Use of Cement-Kiln Dust in Blended Cements,” World Cement Technology, London, UK, Vol., 15, No. 4, May 1984.
Bhatty, M. S. Y., (1984b) “Kiln Dust Cement Blends, Evaluated,” Rock Products, Chicago, Illinois, USA, Vol. 88, No. 10, October 1984.
Bhatty, M. S. Y., (1984c) “Use of Cement-Kiln Dust in Blended Cements: Alkali-Aggregate Reaction Expansion,” World Cement Technology, London, UK, Vol. 16, No. 10, December 1984.
Bhatty, M. S. Y., (1986) “Properties of Blended Cement Made with Portland Cement, Cement Kiln Dust, Fly Ash, and Slag,” 8th International Congress on Chemistry of Cement, Rio de Janeiro, Brazil, Theme 3, Vol. IV, No. 4, September 1986.
Burnham, J. C., “Progress Report on the Pasteurization of Municipal Sludges Utilizing Cement Kiln Dust,” A National Conference on Alkaline Treatment and Utilization of Municipal Wastewater Sludges, National Kiln Management Association, Toledo, Ohio, USA, Section II, August 26-27, 1987.
Burnham, J. C., and Bennet, G. F., Use of CKD for Biological and Metal Stabilization in Municipal Sludge, Internal Report, Medical College of Ohio, Toledo, and Chemical Engineering Department, University of Toledo, Toledo, Ohio, USA, (no date).
Chen, W., and Lu, C., “Effect of Alkali in the Cement Kiln Dust on the Properties of Steam Cured Products,” Journal of Chinese Ceramic Society, Vol. 17, No. 2, Beijing, China, 1989.
Cocozza, E. P., Chemical Fixation of Desulfurization Residues, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 4,049,462, 1977.
Cohen, S. M., “Fluid Bed Dust Recovery,” Emerging Technologies for Kiln Dust Management, SP113, Portland Cement Association, Skokie, Illinois, USA, 1992.
Cohen, S. M., and Prokesch, M.E., Cement Dust Recovery System, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 5,782,973, 1998.
Conner, J. R., Chemical Fixation and Solidification of Hazardous Wastes, Van Nostrand Reinhold, New York, NY, USA, 1990.
Connor, J. R.; Cotton, S.; and Lear, P. R., “Chemical Stabilization of Contaminated Soils and Sludges Using Cement and Cement By-Products,” Cement Industry Solutions to Waste Management, LT168, Canadian Portland Cement Association, Toronto, Ontario, Canada, 1992.
Crosby, T. W.; Duffey, A. M.; Hullings, D. E.; and Kulesza, E. M., “Cement Kiln Dust: From Mining By-Product to Valuable Cover Material,” Proceedings of the Air & Waste Management Association’s 93rd Annual Conference & Exhibition, Salt Lake City, UT, AWMA, Philadelphia, Pennsylvania, USA, June 2000.
Dan, P. R.; Dear, B. S.; and Cunningham, R. B., “Comparison of Sewage Ash, Crushed Limestone and Cement Kiln Dust As Ameliorants for Acid Soils,” Australian Journal of Experimental Agriculture, Commonwealth Scientific and Industrial Research Organization, East Melbourne, Australia, Vol. 29, No. 4, 1989.
Daugherty, E. D., and Funnel, J. E., “The Incorporation of Low Levels of By-Products in Portland Cement and the Effects on Cement Quality,” Cement, Concrete, and Aggregates, American Society for Testing and Materials, Philadelphia, Pennsylvania, USA, Vol. 5, No. 1, 1983.
Davis, T. A., and Hooks, D. B., Disposal and Utilization of Waste Kiln Dust from Cement Industry, National Environmental Research Center, Office of Research and Development, United States Environmental Protection Agency, Cincinnati, Ohio, USA, EPA 670-2-75-043, 1975.
Dean, T. C., Recovering Alkali Metal Salts from Cement Kiln Gases by the Steps of Condensing, Leaching and Crystallizing, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 3,647,395, 1972.
Delles, J. B.; Kanare, H. M.; Padiyara, S. T.; and Broton, D. J., Trace Metals in Cement and Kiln Dust from North American Cement Plants, SP110, Portland Cement Association, Skokie, Illinois, USA, 1991.
Detwiler, R. J.; Bhatty, J. I.; and Bhattacharja, S., Supplementary Cementing Materials for Use in Blended Cements, RD112, Portland Cement Association, Skokie, Illinois, USA, 1996.
Doyle, F. M.; Dwyer, J. P.; Pease, W. S.; and Williamson, R. L., AB 3789 Study of Cementitious Wastes at California Cement Plants, California Environmental Protection Agency, Sacramento, California, USA, 1994.
El-Awady, M. H., and Sami, T. M., “Removal of Heavy Metals by Cement Kiln Dust,” Bulletin of Environmental Contamination and Toxicology, Springer-Verlag, New York, NY, USA, Vol. 59, No. 4, 1997.
Emer, P., “Formation of Foam on the Surface of Molten Glass Bath,” Glastechnische Berichte, Frankfurt, Germany, 42:30, June 1969.
Farnham, W., Process of Clarifying Turbid Water Using Cottrell Flour and Acidifying Coagulant, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 2,964,466, 1960.
Fernandez Lozano, J. A., and Silva, U. H., “Potassium Sulfate Production from Cement Plant Furnace Dust,” Ingenieria Quimica, Madrid, Spain, Vol. 17 (191), 1985.
Fraiman, L. S.; Ioganson, A. K.; and Solovushkov, N. E., “Study of Properties of Bypass Dust,” Tsement, Leningrad, USSR, Vol. 9-12, 1991.
Funderburk, R. F., Method and Mixture for Solidifying and Immobilizing Various Hazardous Waste Contaminants in an Organic Matrix, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 4,909,849, 1990.
Gebhardt, R. F., Method of Treating Cement Kiln Dust for Recovery and Recycle, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 6,331,207, 2001.
Gorman, P. G., Cement Dust as an Absorbant for SO2 Removal from Stack Gases, M.Sc. Thesis, University of Missouri, Missouri, USA, 1972.
Hansen,D.L.,Synthetic Bulk Material Cover and Method of Using Same, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 5,525,009, 1996.
Haynes, B. W., and Kramer, G. W., Characterization of U.S. Cement Kiln Dust, Bureau of Mines, United States Department of Interior, Washington, DC, USA, Information Circular #8885, 1982.
Holley,C.A., Process for Agglomerating Stack Gas Desulfurization Residue, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 5,173,232, 1992.
Joshi, M. L.; Marin, O.; Charon, O.; and Dugue, J., Oxidant-Driven Dust Recycling Process and Device for Rotary Kilns, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 6,241,514, 2001.
Kachinski, J. L., Method of Processing Waste Cement Kiln Dust to Make a Soil Treatment Composition, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 4,402,891, 1983.
Kanare, H. M., Comparison of Trace Metal Concentrations in Cement Kiln Dust, Agricultural Lime-stone, Sewage Sludge, and Soil, SN2080, Portland Cement Association, Skokie, Illinois, USA, 1999.
Kessler, G. R., “Cement Kiln Dust (CKD) Methods for Reduction and Control,” Proceedings of the 36th IEEE Cement Industry Technical Conference, Seattle, WA, Institute of Electrical and Electronic Engineers, New York, NY, USA, 1994.
Kigel, M. Y.; Shultis, J. F.; Goldman, E. S.; and Demytrk, M. K., Method of Detoxification and Stabilization of Soils Contaminated with Chromium Ore Waste, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 5,304,710, 1994.
Kirschner, L., Method for Purifying Gases, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 6,187,277, 2001.
Klemm, W. A., Kiln Dust Utilization, Martin Marietta Laboratories Report, Baltimore, MD, USA, MML TR 80-12, March 1980.
Klemm, W. A., “Cement Kiln Dust: A Look at its Uses and Characteristics,” Proceedings of the 1993 International Cement Seminar, Primedia Publishing, Chicago, Illinois, USA, 1993.
LANL, “Cement Kiln Flue Gas Recovery Scrubber,” Clean Coal Technology Compendium, Los Alamos National Laboratory, United States Department of Energy, Washington, DC, USA, November 20, 2001, Website accessed April 17, 2002:
http://www.lanl.gov/projects/cctc/factsheets/pass/cemkilndemo.html
Luther, M. D., Presentation by Koch Minerals Company, Weirton, WV, Seminar at Construction Technology Laboratories, Inc., Skokie, Illinois, USA, December 1993.
MacKay, M., and Emery, J., “Stabilization/Solidification of Contaminated Soils and Sludges using Cementitious Systems,” Cement Industry Solutions to Waste Management, LT168, Canadian Portland Cement Association, Toronto, Onntario, Canada, 1992.
Makroum, H., “Leaching of Bypass Dust for Recycling,” Zement-Kalk-Gips International, Bauverlag GmbH, Walluf, Germany, Vol. 52, No. 11, 1999.
May, M. S., “A Study on Trace Metals in Portland Cement Kiln Dust,” Cement Americas, Primedia Publishing, Chicago, Illinois, USA, May 1999.
Mayotte, L. G., and Eleazer, P. B., Dust Recycling to Rotary Kilns, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 5,007,823, 1991.
McCants, H. C., Method for Conversion of Portland Cement Dust to an Adsorbent Material and Adsorbent Material Made Thereby, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 2,605,236, 1952.
McCord, A. T., Process for Reclaiming Cement Kiln Dust and Recovering Chemical Values Therefrom, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 4,031,184, 1977.
McCoy, W. J., and Kriner, R. W., “Use of Waste Kiln Dust for Soil Consolidation,” Mill Session Papers, Portland Cement Association, Skokie, Illinois, USA, June 21,197l.
Miller, C. T.; Bensch, D. G.; and Colony, D. C., “Use of Cement-Kim Dust and Fly Ash in Pozzolanic Concrete Base Courses,” Emulsion Mix Design, Stabilization, and Compaction, Transportation Research Record 754, TRB, Washington, DC, USA, 1980.
Mishulovich, A., Development of Manufactured Supplementary Cementitious Material for CKD Utilization, SN2036b, Portland Cement Association, Skokie, Illinois, USA, 1999.
Mishulovich, A., and Miller F. M., Feasibility Study for Production of Manufactured Supplementary Cementitious Material, SN2036c, Portland Cement Association, Skokie, Illinois, USA, 1999.
Müller, H.-P., What is Dust? Characterization and Classification of Kiln Dust, 24th Technical Meeting, Holderbank Management and Consulting,Ltd.Technical Center, Material Division, Aargau, Switzerland, Report No. MA 77/2505/E, 1977.
Murdock, K. J., “The Utilization of Bypass Dust in the Capture of SO2 and the Manufacture of Portland Cement,” Emerging Technologies Symposium on Cement and Concrete in the Global Environment, SP114, Portland Cement Association, Skokie, Illinois, USA, 1993.
Nicholson, J. P., Stabilized Mixture, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 4,101,332, 1978, Reissue #30,943, May 25, 1982.
Nicholson, J. P., “Cement Kiln Dust: Where is it Going?” Pit & Quarry, Cleveland, Ohio, USA, Vol. 76, No.1, July 1983.
Nicholson, J. P., (1988a) “What are We Doing With Sludge?” Pollution Engineering, Northbrook, Illinois, USA, March 1988.
Nicholson, J. P., (1988b) Method of Treating Wastewater Sludge, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 4,781,842, 1988.
Passamaquoddy Technology (1993), Passamaquoddy Technology Recovery ScrubberTM Public Design Report, Office of Clean Coal Technology, United States Department of Energy, Washington, DC, June 1993.
Passamaquoddy Technology (1994), Passamaquoddy Technology Recovery ScrubberTM Final Report, Volume 1 of 2, Office of Clean Coal Technology, United States Department of Energy, Washington, DC,June 1994.
Passamaquoddy Technology (1999), Cement Kiln Flue Gas Recovery ScrubberTM, Office of Clean Coal Technology, United States Department of Energy, Washington, DC, DOE/FE-0393, June 1999.
Peters, C. S., “Attenuation of Cement Kiln Dust Leachate by Clay Soils,” Proceedings of the Air & Waste Management Association’s 92nd Annual Conference & Exhibition, St. Louis, Missouri, AWMA, Philadelphia, PA, USA, June 1999.
PCA, An Analysis of Selected Trace Metals in Cement and Kiln Dust, SP109, Portland Cement Association, Skokie, Illinois, USA, 1992.
PCA, U.S. and Canadian Portland Cement Industry: Plant Information Summary, December 31, 2001, Portland Cement Association, Skokie, Illinois, USA, 2002.
Preston, M. L., “Use of Cement Kiln Dust as an Agricultural Lime and Fertilizer,” Emerging Technologies Symposium on Cement and Concrete in the Global Environment, SP114T, Portland Cement Association, Skokie, Illinois, USA, 1993.
Ravindrarajah, R. S., “Usage of Cement Kiln Dust in Concrete,” International Journal of Cement Composites and Lightweight Concrete, Harlow, U.K, Vol. 4, No. 2, May 1982.
Riddle, M. S., Volcanic Fly Ash and Kiln Dust Compositions and a Process for Making Articles Therefrom, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 5,425,807, 1995.
Risser, J. A.; Doty, W. T.; and Baker, D. E., “Cement Kiln Dust Useful as Lime-Potash Fertilizer,” Science in Agriculture, The Pennsylvania State University, College of Agriculture, Agricultural Experiment Station, University Park, Pennsylvania, USA, Vol. 28, No.2, 1981.
Salem N., “Purification of Highly Contaminated Water by Using Cement Dust: A Possible Approach,” Agrochimica, Pisa, Italy, Vol. 34(4), 1990.
Sayah, A. I., Stabilization of a Highly Expansive Clay Using Cement Kiln Dust, M.Sc. Thesis, University of Oklahoma, Graduate College, Norman, Oklahoma, USA, 1993.
Schlager, R. J., and Murphy, J. F., Cement Waste Product as Scrubbing Medium for Sulfur Oxides, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 4,276,272, 1981.
Sell, N. J., and Doyen, J. E., Cement Dust Briquettes and Process of Production Thereof, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 4,151,411, 1979.
Singleton, F. H., and Bruce, J. W., Treatment of Cement Kiln Flue Dust, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 3,925,534, 1975.
Smith, M. L., and Campbell, C. E., “Effects of Cement Kiln Dust on pH and Phosphorus Concentrations in an Activated Sludge Wastewater Treatment System,” Water Quality Research Journal of Canada, Canadian Association on Water Quality, Toronto, Ontario, Canada, Vol. 35, No. 2, 2000.
Steuch, H. E., “Review of Dust Return Systems,” Emerging Technologies for Kiln Dust Management, SP113, Portland Cement Association, Skokie, Illinois, USA, 1992.
Taylor, O., “Flue Dust: A Concrete Idea?” Soybean Digest, St. Louis, Missouri, USA, May 1987.
Terry, M. S., “Bypass Dust Handling,” Emerging Technologies for Kiln Dust Management, SP113, Portland Cement Association, Skokie, Illinois, USA, 1992.
Todres, H. A., Cement Kiln Dust: Field Compaction and Resulting Permeability, RD106T, Portland Cement Association, Skokie, Illinois, USA, 1992
Todres, H. A.; Mishulovich, A.; and Ahmed, J., Cement Kiln Dust Management: Permeability, RD103, Portland Cement Association, Skokie, Illinois, USA, 1992.
USEPA, Interim Procedures for Estimating Risks Associated with Exposures to Mixtures of Chlorinated Dibenzo-p-dioxins and -dibenzofurans (CDDs and CDFs), Risk Assessment Forum, United States Environmental Protection Agency, Washington, DC, EPA 625-3-89-016, 1989.
USEPA, (1993) Report to Congress on Cement Kiln Dust, Volume I & Volume II, Office of Solid Waste and Emergency Response, United States Environmental Protection Agency, Washington, DC, USA, EPA 530-S-94-001, December 1993.
USEPA, (1999a) “40 CFR Parts 259, 261, 266, and 270, Standards for the Management of Cement Kiln Dust; Proposed Rule,” Federal Register, Government Printing Office, Washington, DC, USA, Vol. 64, No. 161, August 20, 1999.
USEPA, (1999b) Background Report on Fertilizer Use, Contaminants and Regulations, National Program Chemicals Division, Office of Pollution Prevention and Toxics, United States Environmental Protection Agency, Washington, DC, USA, EPA 747-R-003, January 1999.
von Seebach, M., and Tompkins, J. B., Method for Producing Hydraulic Binder, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent Number: 5,122,190, 1992.
Watson, D., and Brown, A. W., Treatment of Waste Products from Portland Cement Manufacture, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent Number: 4,001,030, 1977.
Weszely, R. R., Method for the Treatment and Stabilization of Hazardous Waste, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 5,582,573, 1996.
Wheeler, J., Personal Communication to G.J. Hawkins, December 2001.
Wills, M. H., Concrete Masonry Units Incorporating Cement Kin Dust, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 4,407,677, 1983.
Wilson, R. D., and Anable, W. E., Removal of Alkalies from Portland Cement Kiln Dust, Bureau of Mines, United States Department of Interior, Washington, DC, USA, Report of Investigations No. 9032, 1986.
Wolfe, J. R., “CKD Impurity Removal Investigations,” Emerging Technologies for Kiln Dust Management, Portland Cement Association, Skokie, Illinois, USA, SP113, 1992.
Wommack, G.; Holley, C.; and Greskovich, E., Soil Conditioning Agglomerates Containing Calcium, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 6,325,826, 2001
Young, R. D., Method and Apparatus for Disposing of Waste Dust Generated in the Manufacture of Cement Clinker, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 6,109,913, 2000.
Young, R. D., Method and Apparatus for Disposing of Waste Dust Generated in the Manufacture of Cement Clinker, Patent and Trademark Office, United States Department of Commerce, Washington, DC, USA, Patent No.: 6,322,355, 2001.
Zaman, M.; Laguros, J. G.; and Sayah, A. I., “Soil Stabilization Using Cement Kiln Dust,” Proceedings of the 7th International Conference on Expansive Soils, Dallas, Texas, USA, August 1992.
Pingback: Looking For Silica Fume In Portland Oregon? Try Contacting A Local Concrete Company Or Masonry Supply Company – Loup City