Contents
Everything you need to know about Application of Thermal Analysis in Cement Manufacturing
[wpecpp name=”package” price=”75″ align=”center”]
by Javed I. Bhatty* and F. M. Miller**
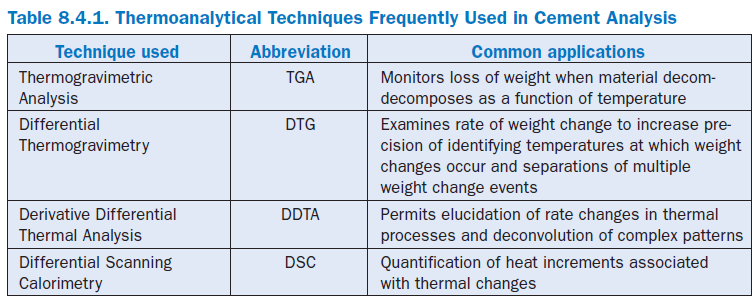
The concept of differential thermal analysis (DTA) came from Le Chatelier’s pioneering work in 1887 on the heat of decomposition of clays and limestones. Since then the application of DTA has become widespread for material characterization and evaluation. Particularly during the last two decades, DTA has found diverse applications in the cement industry. The ability to detect minor chemical changes and provide relevant analytical information for portland cement, its raw materials, and its hydration products has made DTA one of the foremost analytical methods, along with X-ray diffraction (XRD), X-ray fluorescence (XRF), and scanning electron microscopy (SEM). The technique is conven-ient, fast, and accurate, and provides information that is not readily available from other techniques. In addition, it has special applications in monitoring thermal changes in simulations of cement kiln opera-tion. Thermal analysis instrumentation frequently used for such applications is shown in Figure 8.4.1. In addition to the DTA, the following thermoanalytical techniques (Table 8.4.1) are frequently used in analysis pertaining to cement science and manufacturing.
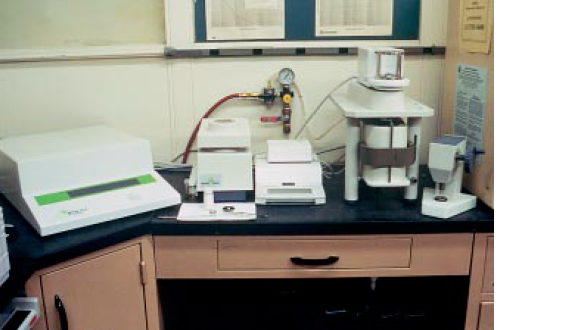
Figure 8.4.1. DSC and TGA equipment frequently used by the cement industry.
Raw Materials in Cement Manufacturing
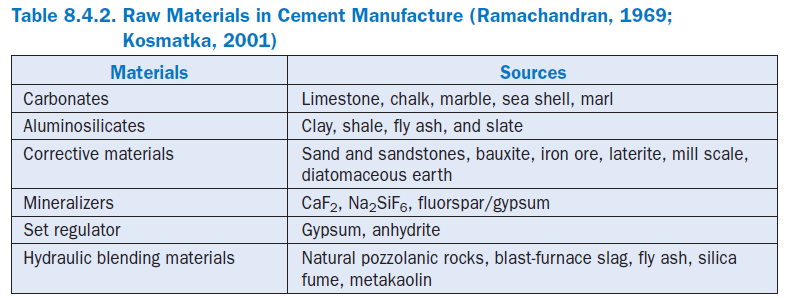
Raw materials for cement manufacture include all the types of materials listed in Table 8.4.2. Of these, the lime sources, usually carbonates, are the most important. Only a representative sampling of some of the most widely used raw materials are shown here.
Table 8.4.2. Raw Materials in Cement Manufacture (Ramachandran, 1969;
Reviews by Mackenzie (1964), Ramachandran (1969), Barta (1972), Ben-Dor (1983), and Bhatty (1993) have covered several aspects of these applications.
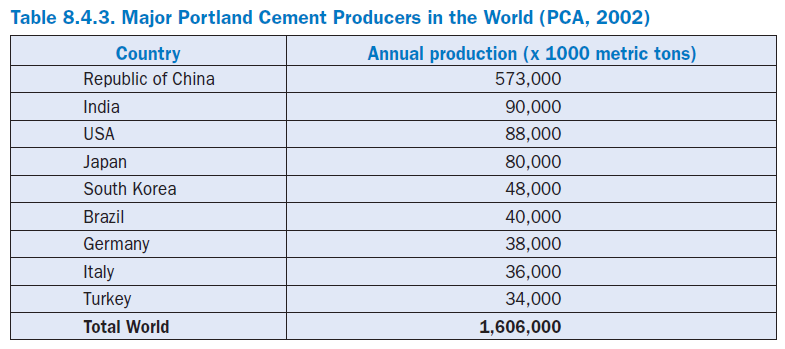
The annual worldwide production of portland cement is estimated to be more than 1.6 billion metric tons (PCA, 2002), which requires more than 2.4 billion metric tons of raw materials and some 320 million metric tons of fuel. The major cement producers are given in Table 8.4.3; the Republic of China is by far the dominant producer of portland cement, followed by India, USA, and Japan.
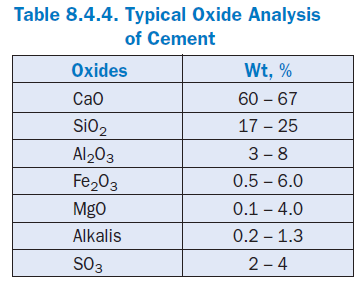
Limestone and clay are the most common sources of lime (calcium oxide) and silica respectively, required in cement making. Secondary sources of lime such as chalk, marl, and shell deposits are also used when available. Other sources of silica are silt, shale, quartz sand, and fly ash. The pres-ence of alumina and iron-bearing minerals in the raw mix is also required to ensure the presence of some liquid phase in the burning zone, as well as essential for clinker nodulization and for improving the burnability of the raw mix. The dual goals of raw mix design are to provide a composition that is burnable and to produce cement that is consistent with market demands. The composition corresponds roughly to the range of values shown in Table 8.4.4, leading to the compound compositions shown in Table 8.4.5. Thermal analysis has been
frequently employed in characterizing raw materials to ensure compositional quality and detect the presence of any deleterious impurities therein.
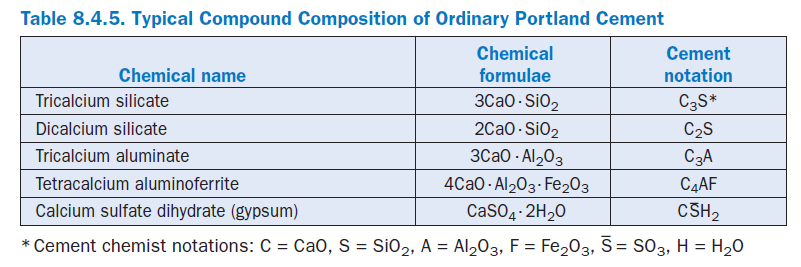
Tricalcium silicate (C3S) is the major phase with a significant impact on the setting and early strength properties of cement, whereas tricalcium aluminate (C3A), being the most reactive compound, has the highest initial impact on the early hydration behavior of cement.
Thermal analysis has routinely been used in monitoring the hydration characteristics of the individual cement components, as discussed in a later section of this chapter.
CHARACTERIZATION OF MAJOR RAW MATERIALS
Raw materials of high purity and uniform composition are required to ensure the production of quality cement. The use of thermal analysis gives critical information on the mineralogical and compound composition of the raw materials used for making cement clinker. Particularly, the application of DSC and TGA techniques in the qualitative analysis of these materials is useful because it can detect the presence of many deleterious substances prior to the preparation of raw feed in cement manufacture. Deleterious components in the raw materials are always minimized to avoid serious process upsets or production of cement of variable composition and unpredictable properties.
In cement manufacture, limestone is usually the principal raw material, whereas clay, shale, sand, or sandstone provide silica and alumina. Iron oxide or mill scale represent the iron sources normally necessary to augment the liquid phase or control the C3A content during clinker forma-tion. The materials are proportioned and blended to prepare the kiln feed that is fired to produce clinker.
Since the formation of limestones is usually the result of the deposit of shells of sea creatures in ancient times, there may be some residual organic matter present. Knowing the presence of such organic matter and its approximate abundance can be a major advantage in planning strategies designed to deal with environmental regulations. This is another area in which the application of thermal analyses can be of significant value.
Limestone
It is critical that limestone (CaCO3) is of adequate quality to permit proper raw feed formulation. The presence of excessive Mg contamination in limestone often leads to inferior clinker that forms potentially less durable cements. DTA techniques can detect impurity in a limestone, enabling adjustments to be made in the formulation of the raw mix. DTA plots for limestone, dolomite, and iron-bearing limestone used in cement raw feed are given in Figure 8.4.2. The x-axis shows the temperature to which the sample is subjected, and the y-axis shows the heat change, H, endothermic (heat consumption) or exothermic (heat release) during the analysis.
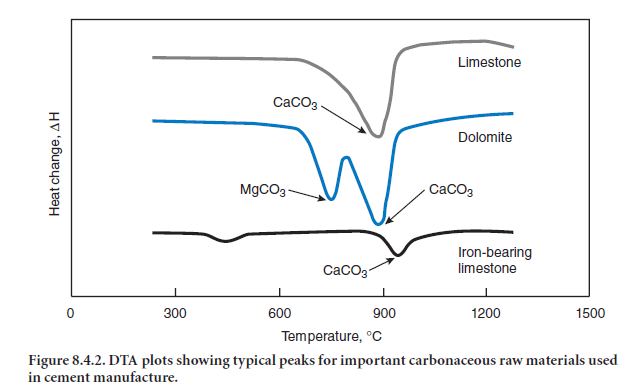
An endothermic peak between 850°C and 950°C results from the decomposition of CaCO3 in air with the evolution of CO2 and is accompanied by a weight loss. The presence of notable amounts of MgCO3 as a contaminant in limestone, however, produces an additional endothermic peak. Dolomite exhibits two endothermic peaks. The first peak around 750°C is caused by the decompo-sition of MgCO3, and the second peak around 900°C is caused by the decomposition of CaCO3.If dolomite is present as a contaminant, the peaks will be shifted slightly (Ramachandran, 1969). In carbonate rocks, dolomite can be estimated by using DTA, even in amounts as low as 0.3% (Bensted, 1978). Pure magnesite, MgCO3, is identified by an endothermic peak around 700°C due to its decomposition and release of CO2,whereas brucite-bearing limestones show an endothermic effect around 475°C, as a result of dehydroxylation; brucite is the mineral name of magnesium hydroxide, Mg(OH)2.Iron-bearing limestones show an additional endothermic peak between 350°C and 400°C possibly attributable to dehydration of hydrated iron oxides. The presence of quartz in limestone is determined, and can be quantified, by a reversible endotherm at 575°C corresponding to the transformation of a to b quartz.
Clays
Clays, shales, slates, and schists provide ingredients such as SiO2,Al2O3,Fe2O3, and alkalies that take part in the formation of the essential phases – silicates, aluminates, and the melts in cement clinker. The most desirable clay minerals for cement making are kaolinite, which is a hydrous aluminum sili-cate Al4Si4O10(OH)8, and low-alkali montmorillonite, essentially Al4Si8O20(OH)4·nH2Owith the substitution of Mg for part of Al (Read, 1970). These clays contain mainly Al2O3 and SiO2,with a low alkali content, and also satisfy other requirements in formulating the kiln feed mix. Kaolin is pre-ferred over pure quartz because kaolin is already naturally finely divided and easy to burn, whereas the use of quartz involves expensive and abrasive grinding and may require extra energy for burning. Natural clays may require less kiln thermal energy due to the presence of some natural fluxes.
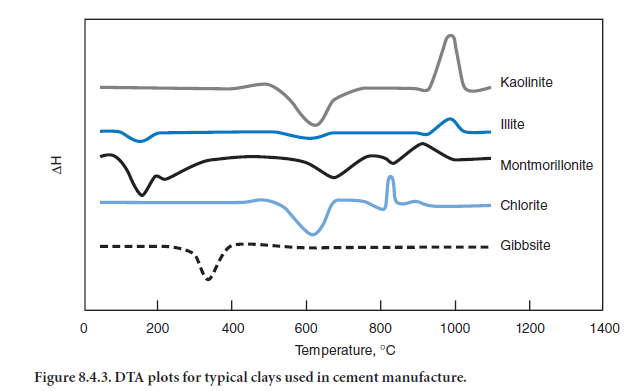
DTA has been effectively used in identifying clay minerals, as reported by Mehta (1964) and Ramachandran (1969). Typical DTA plots of several clay minerals – kaolinite, montmorillonite, illite, chlorite, and gibbsite – are given in Figure 8.4.3. A highly crystalline kaolinite mineral shows a characteristic endothermic peak due to dehydroxylation between 550°C and 600°C, and an exothermic peak around 1000°C due to phase transition (devitrification of glass) in forming mullite or γ-Al2O3 nucleation. A poorly crystalline kaolinite often shows an additional small endothermic peak at about 100°C due to loss of free water.
Montmorillonite clays definitely show an endothermic peak around 100°C as a result of dehydra-tion, followed by another peak between 600°C and 700°C due to loss of lattice water. Another endothermic peak noted at about 900°C is due to lattice breakdown, and a final exothermic peak at 955°C is due to a phase transition in which a spinel is formed.
The thermal analyses are typically quick to identify the presence of any unwanted inorganic and organic contaminations in clays that would otherwise potentially cause processing, operational, and environmental problems during cement manufacture. The presence of a quartz in clay miner-als is determined by DTA. Since the endothermic peak of a to b quartz is overlapped by the de-hydroxylation peak, it can be observed without interference in the exotherm, during cooling, caused by the transformation of b to a quartz.
Shale
As mentioned above, shale is also a common material which, like clay, can be used as a silica, alumina, and iron source in cement manufacture. Thermal analysis has been frequently used in characterizing the mineral composition of shale. Since shale has a mineralogical composition very similar to many clays, the thermal analysis results are similar. In some plants, the terms “shale” and “clay” are essentially interchangeable. Other argillaceous materials of interest are the slates and schists. They also provide the necessary silicates, aluminates, and some iron for the kiln feed mix design.
Sand
Most sands are largely quartz. The principal thermoanalytical feature of quartz is the aforementioned a to b transition at 577i5°C, which can be quantified. The quartz content of raw materials, or potential raw materials, is very important with respect to raw mix burnability; characterization using thermal analysis is a useful adjunct to a microscopical characterization.
Iron Ore
Thermal analysis can be used with iron-bearing materials to characterize reduced iron species and hydrates. Reduced iron species will oxidize when heated in a DSC in air; this exotherm can be quantified to determine how much reduced iron is present. The endotherm resulting from the dehydration of hydrates such as goethite, or decarbonation of limonites, can be used to quantify the amount of such mineral phases in the iron ore of interest. Thermal analyses (TGA and DSC) can also determine the amount of moisture and the temperature at which it is released from iron hydrates to assess their impact on the raw feed thermal behavior, especially during their passage through the preheater stages.
Mill Scale
Mill scale is usually principally iron metal, together with small amounts of iron oxides. The mode of generation of this material often dictates that it contain variable amounts of oils, which are organic and can cause emissions of hydrocarbons or carbon monoxide from the stack. DSC is a powerful tool in identifying the quantity of any such oil, and the temperature at which it is volatilized and/or burned. This information will aid plant personnel in deciding whether a given mill scale source is compatible with plant operations and/or environmental requirements.
Gypsum
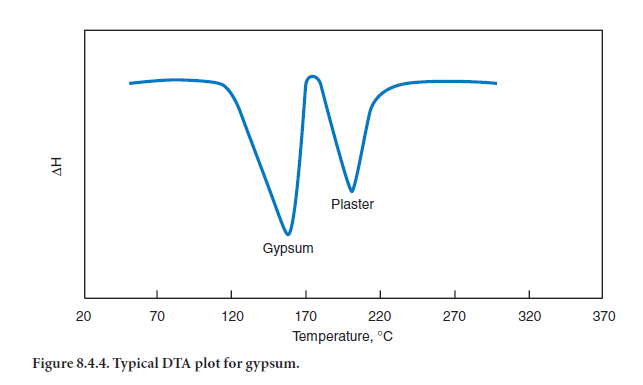
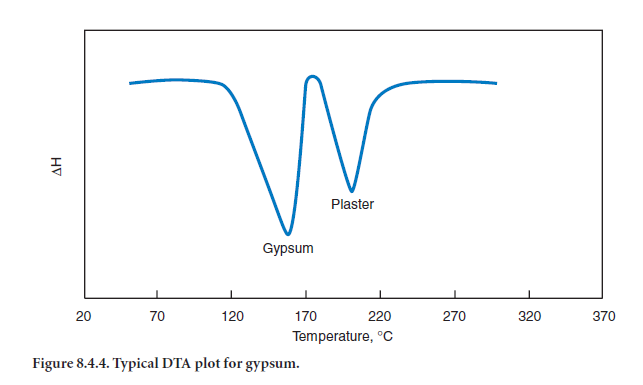
Gypsum is added to clinker during the finish milling, primarily to regulate the setting properties of cement. Thermal analysis is often used to determine the presence of hemihydrate (also known as plaster) in gypsum. It is critical to know the degree of conversion of gypsum to plaster, as an excess of plaster may cause the phenomenon known as false set, while too little dehydration can cause quick setting behavior. In the field, inadequate amounts of gypsum, or especially plaster, in a cement to be used with fly ash and/or admixtures in concrete can cause erratic setting and strength development. A typical gypsum DTA plot is shown in Figure 8.4.4 for a crucible with a pinhole in the lid. Dehydration of gypsum gives rise to an endothermic peak around 150°C (decomposition of gypsum to plaster) and another at 200°C (dehydration of plaster to soluble anhydrite, y-CaSO4).
CHARACTERIZATION OF AUXILIARY RAW MATERIALS
In recent years, a variety of alternative materials have also been used as partial replacement of the raw kiln feed components in cement manufacturing. For instance, fly ash, owing to its chemical similarities with clay and shale, is being used as a replacement source of SiO2,Al2O3, and even Fe2O3.Fly ashes frequently contain unburned carbon that should be quantified prior to their use in the kiln feed.
Additionally, the ashes may also have organic impurities that need to be identified. Thermal techniques have successfully identified these contaminants and quantified their potential effect on the kiln operation and the emission profile. The method permits early identification of the problems and rectification prior to formulating a kiln feed design.
Fly Ash
Lately, fly ashes rich in unburned carbon are being considered as economical materials having additional benefits in supplementing fuel.
Applications of thermal analysis (both TGA and DSC) have contributed greatly to characterizing the intrinsic fuel value of such ashes. The techniques have also been used to determine the existence (if any) of volatile organics and their temperature of release in the cement kiln, helping to avoid any emission problems. Figure 8.4.5 shows a DSC plot of a fly ash rich in unburned carbon. A large exotherm around 600°C confirms release of heat attributed to carbon. The vertical axis is heat released in J/g.
Cement Kiln Dust
Cement kiln dust (CKD) is typically generated at about 5% of the total cement production at a cement plant. Usually, if rich in alkali, the CKD has been disposed of in nearby landfills (often quarried-out sections of the limestone quarry). Whenever possible, it is recycled as a supplement to kiln feed. CKD is typically a calcined or partially calcined raw feed. Reuse of calcined CKD conserves energy, since that increment of limestone does not have to be calcined subsequently. Thermal analyses (especially TGA) are ideally suited to quantify the degree of calcination and amount of lime present in the CKD. The technique is usually supplemented with XRF to deter-mine the quantity of alkali or sulfur along with other species to ensure a proper raw mix design for reuse of CKD as a kiln feed supplement. The presence of excessively high alkalies can lead to high-alkali cement, which is not favored by concrete makers owing to potential alkali-silica reaction and related durability problems.
Other auxilliary materials of interest as components of cement raw feed that have been character-ized by thermal analyses include sewage sludge ash, municipal ash, foundry sand, copper slag, and catalytic fines.
PREDICTING EMISSIONS FROM RAW MATERIALS
Ever more stringent environmental regulations have made it necessary for cement plants, especially in the environmentally conscious countries of the European and North American regions, to inves-tigate their raw materials for potential contributions to stack emissions. Thermal analysis tech-niques can be, and in many situations have been, applied to identify and avoid high-organic sections of the limestone quarry, or to evaluate the feasibility of using alternative raw materials such as high-carbon fly ash or oil-contaminated soils. DSC is a particularly valuable tool for this purpose.
The limestone quarry shown in Figure 8.4.6 is an example of a deposit where it is critical to know the composition and properties of the deposit at each location through its depth. Thermal tech-niques can help identify locations that may be problematic during pyroprocessing and can thus help determine the best possible use of the quarry; the same reasoning can apply for shale deposits, as shown in Figure 8.4.7.
Shkolnik and Miller (1996) developed techniques for using DSC to predict emissions due to organic contaminants in cement raw materials, and discuss quarry development and raw material substitution that take advantage of thermal analysis techniques. These tests can be carried out in an atmosphere of simulated flue gas to mimic actual kiln process conditions. They conducted case studies involving potential emission problems and 1) identified areas in limestone quarries with the potential for organic emissions, 2) compared regions in the shale overburden for emission potential, 3) compared the DSC results on kiln feed with those of the constituent raw material to identify “the culprit” in high-organic emissions, and 4) evaluated the potential for emission changes when raw materials are changed.

Figure 8.4.6. Limestone quarry showing layers of material that may have chemical variation as well as organic contaminants.

Figure 8.4.7. Shale deposit with overburden – organic impurities with potential environmental significance.
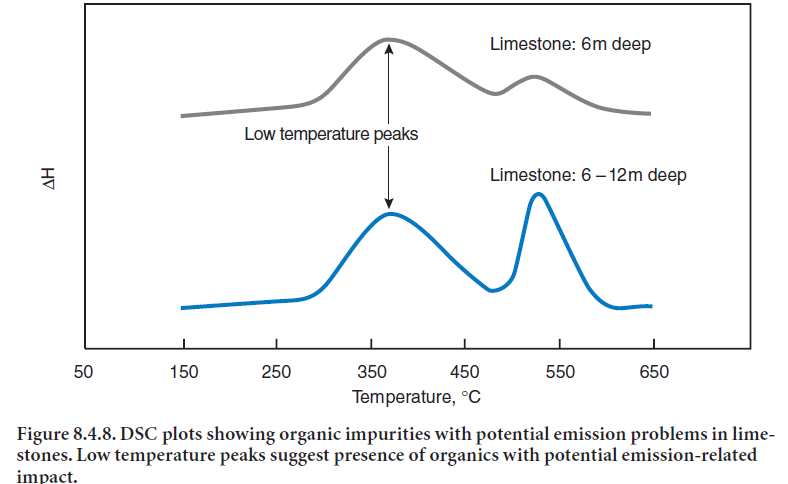
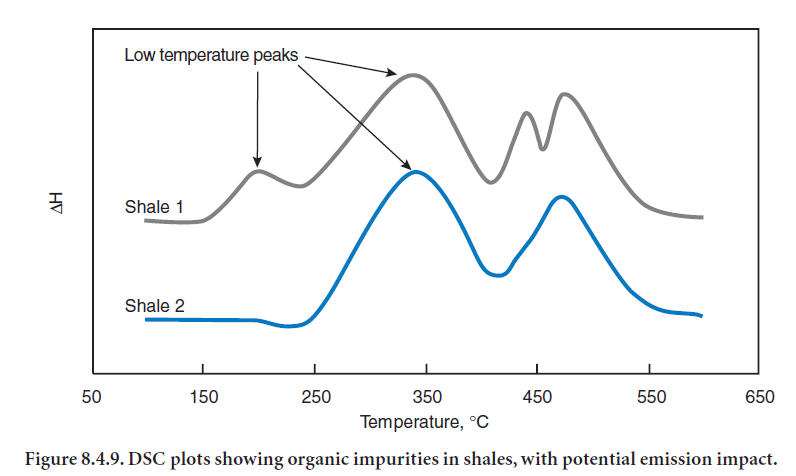
DSC plots of selected limestone and shale samples acquired from various depth locations of the same quarries are given in Figures 8.4.8 and 8.4.9. Exothermic peaks below 350°C indicate the presence of organic species that could be released earlier in the back end of the kiln and would most likely report to stack emissions, either as hydrocarbons or as CO. Deeper limestone has much higher peaks at lower temperatures (around 350°C and less), and would therefore be expected to represent greater emission problems. Likewise, shale 1 would be expected to experience more severe emission problems owing to its low temperature peaks.
CLINKERING REACTIONS
DTA or DSC can readily be used to closely simulate the conditions existing in the rotary kiln during clinkering (Pope and Judd, 1977). The level and rate of heating of the samples as well as the atmospheric conditions in DTA or DSC can within limits be adjusted to those of the kiln, thereby confirming these techniques (and also TGA) as powerful tools for characterizing not only the raw materials but also the finished product.
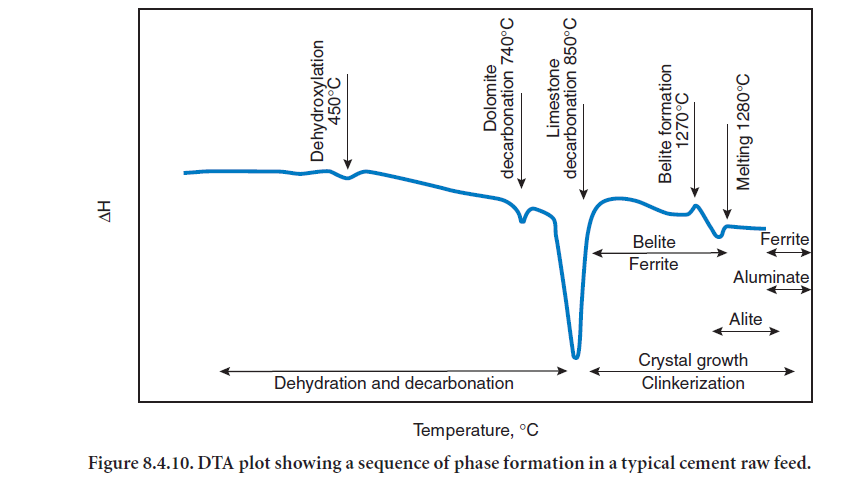
The formation of clinker results from a series of thermochemical reactions that take place when the kiln feed is heated through different stages in a rotary kiln. Since thermal analysis can be used to determine the heat generated or absorbed in chemical reactions, it is also appropriate for following the clinkering process. As is already known, some of the reactions involved during clinkering are endothermic while others are exothermic. Ignoring all process heat losses, the net theoretical require-ment of heat for converting kiln feed to 1 kg of clinker is close to 420 Kcal. With respect to minerals formation, the sequence of processes during gradual heating of a kiln feed, as simulated by a DTA run (Gouda, 1981) is shown in Figure 8.4.10.
The plot clearly shows the stage of dehydration caused by the loss of moisture in the raw feed at about 400°C, followed by decarbonation at 740°C and 850°C resulting from the decomposition of dolomite and limestone involving loss of carbon dioxide. This is followed by devitrification of clay-derived glass, exothermic belite formation between 1100°C-1270°C, liquid formation between 1250°C-1300°C, and alite formation above this temperature. The region beyond 1300°C may also reflect the crystal growth. If the sample is subsequently cooled, the exotherm attributable to the crystallization of melt may be seen. In certain cases, it may also be possible to discern small endotherms attributable to the volatilization of alkali and/or sulfur compounds.
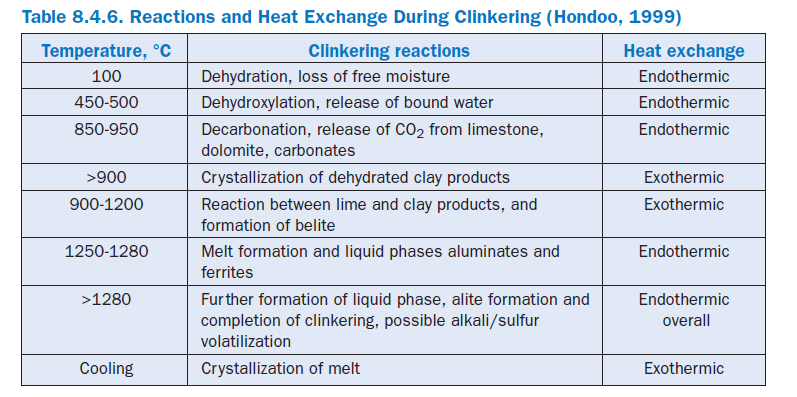
The major reactions and the heat exchange involved during the clinkering of kiln feed, as reported by Hondoo (1999), are summarized in Table 8.4.6.
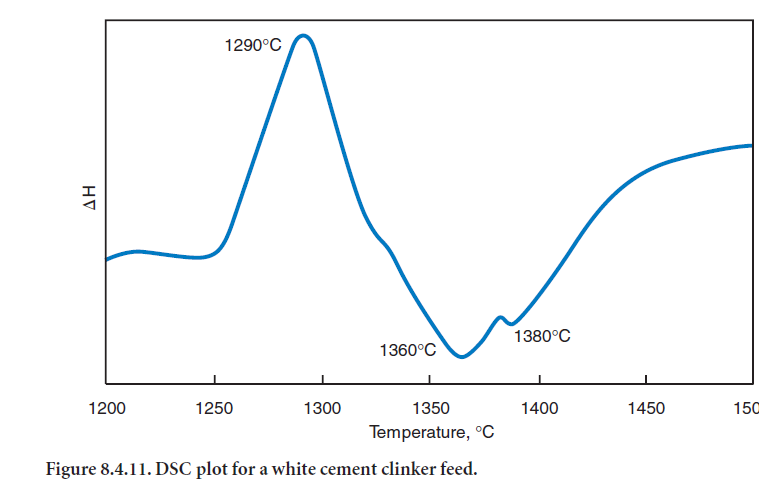
High-temperature DTA can be used to determine the temperature of clinker melt formation, belite formation, alite formation, and crystallization of the clinker interstitial phase, as well as the evapora-tion of volatile materials such as alkali salts. This technique is particularly valuable when applied to exercises optimizing raw mix design for burnability and fuel economy. For example, if a kiln feed contains two types of silica (quartz and clay mineral derivation), belite may form in two different temperature ranges. The clay-derived silica may react at much lower temperatures than the quartz. Such a raw material mix might generate two separate belite exotherms. These could have a significant influence on the desired flame profile to obtain optimum clinkering. An example of a DTA for a white clinker production process is shown in the Figure 8.4.11 (Chrom´y, 1974). Typical exothermic and endothermic peaks identified during the clinkering of a clinker raw feed are given in Table 8.4.7.

Burnability of Raw Feed
Burnability is the ease with which a raw mix is converted to clinker when subjected to firing. The re-quired clinkering temperature and resulting heat requirement are the parameters that determine the burnability of a given raw mix. Goswami and Panda (1985) used thermal analysis to study the burn-ability of a given cement raw feed. The technique detects differences in the burnability of raw feeds in question. DTA plots of three different raw feeds A, B, and C, are shown in Figure 8.4.12.
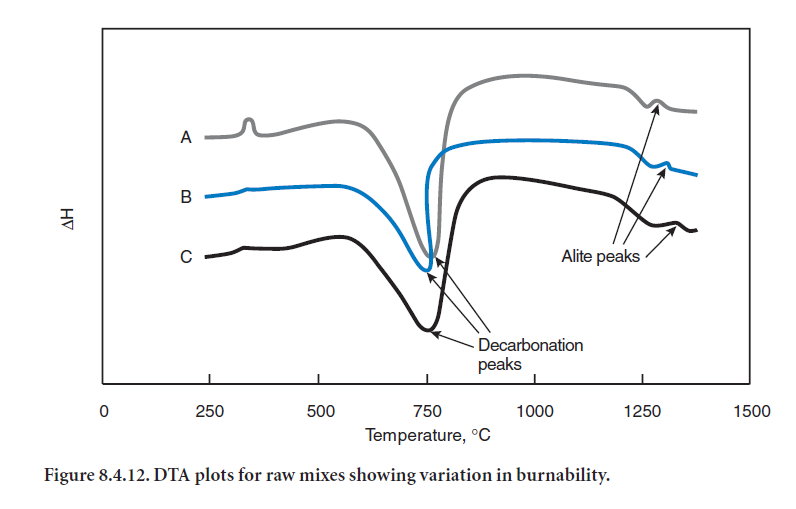
As can be seen, the position and intensity of endothermic peaks due to alite formation (around 1370°C) are critical in determining the burnability of the raw feeds. Raw feed A appears to have better burnability because alite formation with this feed takes place at a lower temperature of 1350°C as compared to 1375°C for both B and C feeds. The data also suggest that the alite forma-tion reaction occurs more easily for feed A, and that the heat requirement for raw feed A to convert to clinker may be lower than either B or C.
Role of Mineralizers on Clinkering
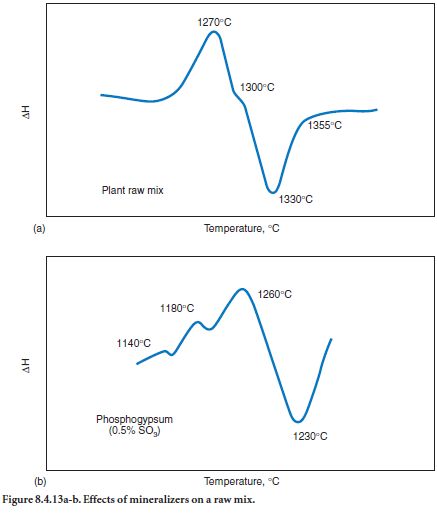
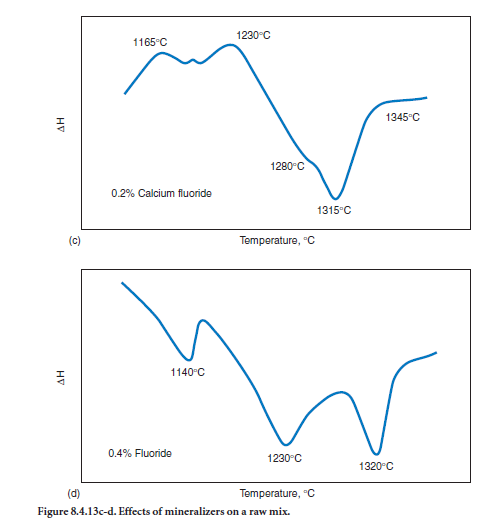
Mineralizers and also fluxes are sometimes employed to conserve energy in cement manufacturing. Fluxes lower the temperature at which the liquid phase is formed; alumina and iron oxide are the most commonly used fluxes. Mineralizers enhance the clinkering reaction by promoting solid and liquid state sintering and lowering the minimum temperature of stability of alite; fluorides and fluosilicate compounds are known mineralizers.
Ampian and Flint (1973) have used DTA and TG techniques to monitor the effects of mineralizers such as fluosilicates on the formation of C3S from C2S and free lime. They estimated the extent of these effects by measuring the free lime content from the corresponding reactions and substantiat-ing the results using X-ray diffraction data.
The technique of DTA has also been used by Viswanath and Ghosh (1983) to study the effect of mineralizers on the burnability of a cement plant raw mix. Fluoride, calcium fluorides, and phosph-ogypsum were used as mineralizers for a hard-burning raw mix, with a lime saturation factor (LSF) of 84 and alumina to iron ratio (A/F) of 1.35. The DTA plots are shown in Figure 8.4.13a-d.
TROUBLESHOOTING IN KILN OPERATION
Kiln Feed Composition
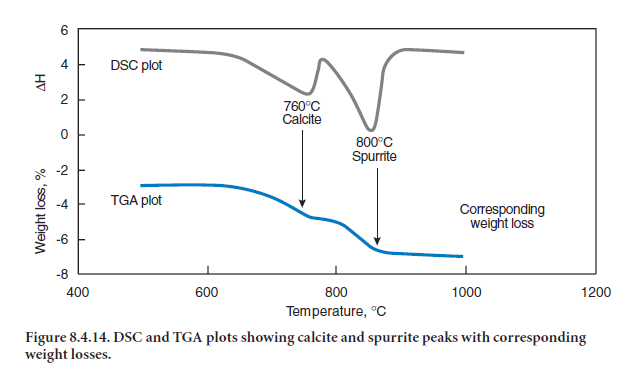
Chen (1982) used DTA and TG to troubleshoot problems pertaining to the clinker-burning process for some raw materials containing minor constituents such as K, Na, S, Cl, and F. These are poten-tially troublesome constituents, for they tend to form volatile or low-melting salts such as CaF2, KCl, K2SO4,Na2SO4,and CaSO4-K2SO4 double salts. In addition, mixtures of these salts may melt at especially low temperatures. As a result, they condense on lower-temperature refractory surfaces and also cause plugging problems in suspension preheaters. Chen (1982) also emphasized the appli-cation of DTA in the identification of spurrite (2CaO·SiO2·CaCO3), a needle-like compound that forms during the clinker-burning process and adversely affects the raw meal flowability. Janko (1985) examined and evaluated the composition of ring formation in the kiln and quantified spurrite formation using the TGA and SEM techniques. Figure 8.4.14 shows thermal analysis peaks for both calcite from recarbonation of lime and spurrite formed in a kiln ring.
Preheater/Precalciner Performance
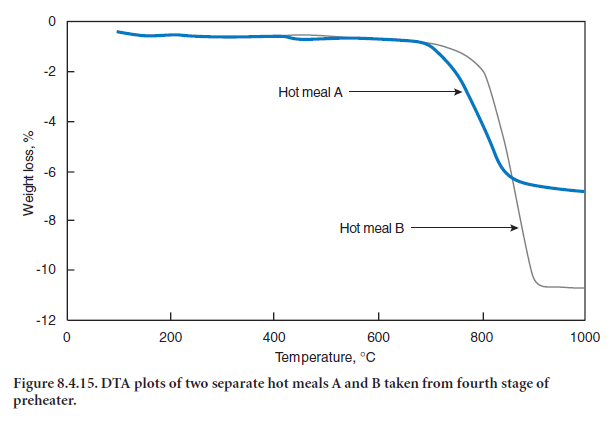
Thermal analysis can be of use in monitoring preheater/precalciner performance in a cement oper-ation. By subjecting the feed from individual stages of the preheater to DSC/TG analyses, the degree of calcination can be quantified from the weight loss due to decarbonation of uncalcined limestone in the kiln feed. The data can be used to establish the temperature profile of the preheater. The same approach can also be used for product from the calciner, to monitor its performance by quantifying the degree of calcination.
Figure 8.4.15 shows two hot meals from the fourth stage of a preheater at a cement plant, taken at two separate occasions. The peaks and weight loss clearly indicate improved calcination in the second sample relative to the first sample: i.e., A is more calcined than B.
Kiln Buildups
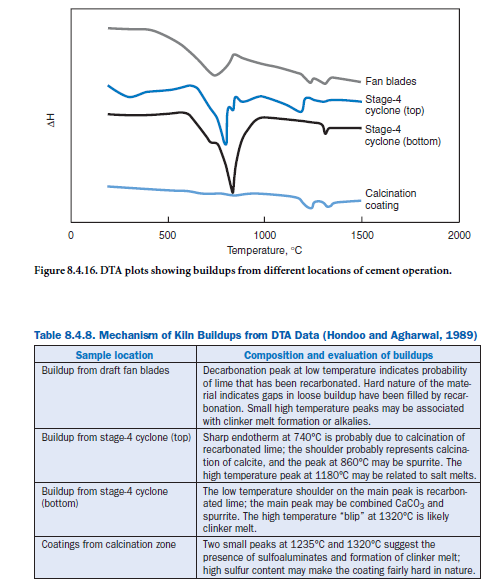
The formation of many buildups in rotary kilns results from the volatile components contained in the raw materials. The alkalies, typically derived from the minerals illite, orthoclase, muscovite, sodalite, and/or scapolite, generate volatile alkali sulfates and chlorides in the hottest part of the kiln. The volatiles are swept together with the combustion gases toward the colder regions of the kiln system where they condense. The buildups are highly undesirable, as they may narrow the feed inlet, increase pressure drop through the preheater, reduce gas flow, and ultimately require shutdown to remove the accretions, thereby increasing kiln downtime and causing serious production losses.
Thermal analyses (DTA/TGA) have been routinely used by Hondoo and Agharwal (1989) to identify the mineralogical composition of the buildups and thereby elucidate the underlying reaction mech-anism. The buildups were taken from different stages of a dry kiln plant with cyclone preheaters and subjected to DTA analysis. The samples of buildups were taken from 1) the blades of the induced draft fan, 2) top of the stage-4 cyclone, 3) bottom of the stage-4 cyclone, and 4) coatings from the calcination zone. The DTA plots are shown in Figure 8.4.16. A summary of data interpretation is given in Table 8.4.8.
Clinker Storage and Weathering
TGA and DSC have also been routinely used to estimate the degree of weathering of clinker when stored in the open, or in closed storage that might have been accidentally exposed to humidity. The technique promptly detects the moisture, and determines the degree of hydration and carbonation the clinker might have undergone upon such exposure. Severe weathering can have adverse affects on the hydration and setting properties of the resulting cements. It can significantly reduce the strength and durability of products made from the cement as it is prematurely hydrated prior to finish milling. The methods assess hydration prior to grinding to determine the potential damage to the engineering properties of cement. As a rule, strengths will not be severely curtailed by carbonation. However, the low temperature peaks may indicate the presence of components that may strongly inhibit strength development of the clinker in cement.
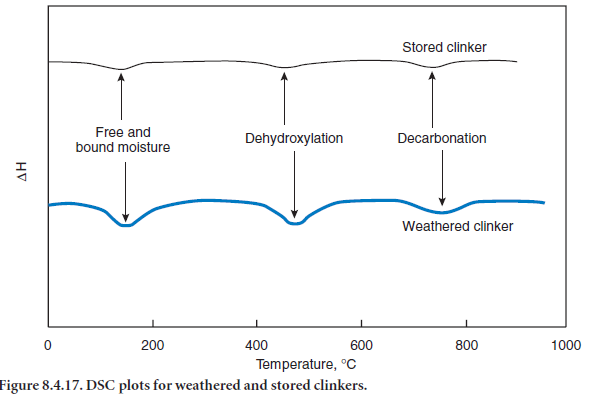
Securing a representative sample of the weathered clinker is a critical part of this evaluation. Figure 8.4.17 shows anticipated DTA plots for weathered and stored clinkers. Peaks around 100°C, 500°C, and 750°C correspond to the release of:
• free moisture and moisture associated with C-S-H or ettringite formed during weathering
• free and bound moisture from dehydroxylation of Ca(OH)2
• COfrom decarbonation of calcium carbonate formed by reacting with atmospheric carbon dioxide
Application of TGA can provide the weight losses associated with the TGA peaks to permit proper identification of dissociation temperatures. The DTA plot can also be differentiated to reveal DDTA plot that permits precise identification of temperatures at which associated thermal effects occur. The appearance of peaks and the associated weight losses in weathered clinker as compared to the original clinker gives a relatively better measure of the damage to the clinker from improper storage or prolonged weathering.
Finish Milling and Gypsum/Plaster Formation
Thermal analysis has been found extremely useful for quantifying the effects of temperature in the finish mill with regard to gypsum conversion to plaster. As stated earlier, the purpose of addition of gypsum (CaSO4·2H2O) to clinker during finish grinding is to control the setting of cement. It is normal, and desirable, for some of the gypsum to be dehydrated in the mill during finish grinding. However, excessively hot clinker feed to the ball mill coupled with inadequate airflow through the mill, heat generated due to friction from ball milling, and a low humidity system can cause overheating that converts too much of the gypsum to hemihydrate, also known as plaster
(CaSO4·1⁄2H2O), and to soluble anhydrite (γ-CaSO4). The presence of an excessive amount of plaster or soluble anhydrite can cause false set of cement, attributable to gypsum crystals precipi-tating from the paste. Although this stiffness can usually be dispersed by remixing, the addition of extra water to disperse the system can lead to poor strength development, and an imbalance in the proper gypsum/plaster ratio can lead to problems related to cement-admixture compatibility.
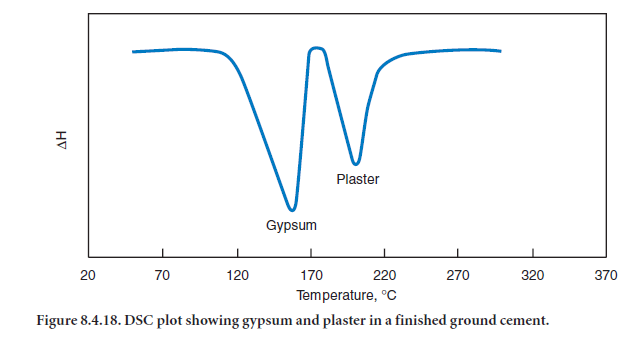
The application of DSC in determining the conversion of gypsum to plaster has proven extremely useful. The endothermic peaks from dehydration of gypsum, plaster, and syngenite (CaSO4·K2SO4·H2O) occur around 155°C, 195°C, and 260°C respectively, when a cement sample is gradually heated. These temperatures apply to DSC runs where the crucible lid has been punctured with a small hole; the separation between gypsum and plaster endotherms is greatly improved with this technique. DSC plots in Figure 8.4.18 show a cement with appropriate proportions of gypsum and plaster, whereas Figure 8.4.19 shows a cement with excessive conversion of gypsum to plaster, together with the formation of syngenite.
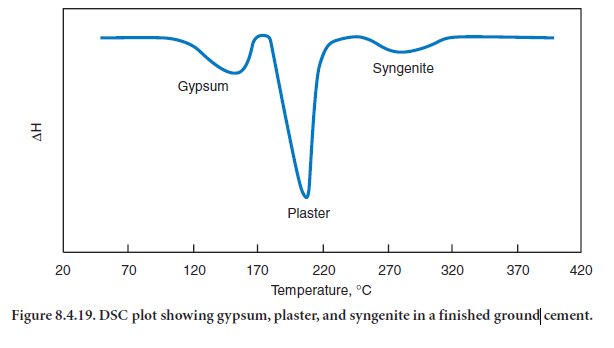
Silo Set
If cement transferred into a silo is very hot, and if the exterior walls of the silo are cool, water transfer can occur from the hot silo interior to the cooler exterior, forming syngenite, and creating the phenomenon known as “silo set.” Syngenite (CaSO4·K2SO4·H2O) is a needle-like crystalline substance that can hinder cement flowability significantly. Thermal analysis is also helpful in discovering and quantifying the syngenite in cement. This material is formed by the transfer of water from gypsum to potassium sulfate, often occurring in cement silos during storage. Figure 8.4.19 has already shown the existence of syngenite in cement.
Soiled and/or Contaminated Cement Shipments
Occasionally, a shipment of cement can be inadvertently exposed to moisture due to water leakage or flooding during shipment. Thermal analysis is a useful tool for quantifying the damage caused by such exposure. The method uses the dehydration, dehydroxylation, and decarbonation peaks to measure the degree of hydration and assess the damage. This method can be used to supplement information from other techniques to more accurately assess the full extent of damage.
CHARACTERIZATION OF CEMENT HYDRATION
Thermal analysis techniques have routinely been used to determine the hydration characteristics of cements. The application is not limited to portland cements, but applies to other cementitious materials as well. Blended cements, hydraulic cements, and other specialty cements has also been evaluated beneficially with these techniques to determine the major hydration products when cement is reacted with water and cured over time. In a typical portland cement-water paste, the following reaction products are formed from the major cement phases during hydration:
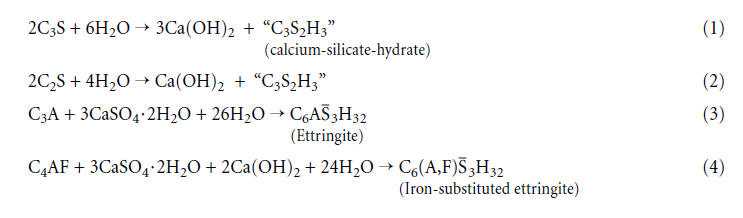
Generally, C3S2H3 is calcium-silicate-hydrate of an approximate composition, and Ca(OH)2 is calcium hydroxide. In common cement notations, C3S2H3 and Ca(OH)2 are also termed C-S-H and CH respectively. The rate of reaction and the formation of the hydration products are depend-ent upon the composition of the cement. These determine most of the physical properties of the hydrated system, such as the heat of hydration, setting times, tendency toward abnormal stiffening, admixture compatibility, compressive strength, and durability-related properties such as expansion and alkali-silica reactivity.
Thermal analysis can provide both qualitative and quantitative information on the hydration char-acteristics of cement, based on the rate of formation of the hydration products. The data can be related to the composition and quality of cement to project its potential engineering behavior.
Hydration of Calcium Silicates (C3S and C2S)
C3S and C2S are the two major phases in portland cement. Upon hydration they produce C-S-H and Ca(OH)2 according to Equations (1) and (2) given above. C-S-H is the principal product that contributes to the cementitious characteristic of cement paste. The amount of Ca(OH)2, denoted as CH, can be close to 20% by mass in a fully hydrated cement paste. TGA can conveniently quan-tify the amount of both C-S-H and CH formed in a paste. Such data can then be used to estimate chemically bound water and the degree of cement hydration.
Typical DSC plots of hydrated cement pastes showing to C-S-H and CH peaks resulting from C3S and C2S hydration are in Figure 8.4.20 (Sha, 1999). There are two primary endothermic peaks. The peak around 115°C results from the dehydration of C-S-H phase. The peak around 480°C is due to dehydration of CH. Another peak around 750°C is due to the decarbonation of any CaCO3 formed due to reaction between calcium hydroxide and atmospheric carbon dioxide.
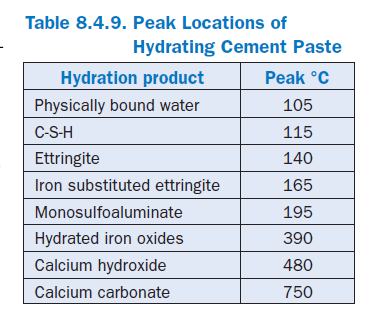
There are also several secondary peaks in the DSC plot, primarily due to the presence of aluminate phases (discussed separately in later sections). The peak around 140°C is due to decomposition of ettringite; the peak at 165°C denotes decomposition of iron-substituted ettringite or carboalumi-nate; the peak around 195°C is due to the decomposition of monosulfoaluminate; and the peak at 390°C may be due to the decomposition of hydrated iron oxides. A summary of the peak locations and the corresponding hydration products is given in Table 8.4.9.
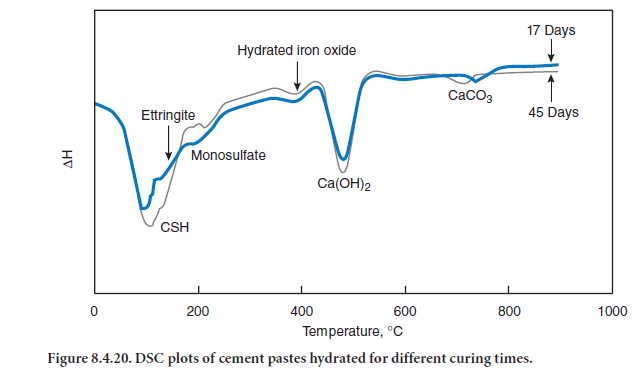
Generally, the peak temperatures vary with the techniques used, but their positions relative to each other remain unchanged. It will be noted that the endotherms for C-S-H and ettringite are close together, and separation may become an issue. If so, the sample can be treated with acetone and heated to 45°C for 4 hours prior to testing. This treatment eliminates the C-S-H endotherm, allowing an interference-free determination of the ettringite endotherm.
Estimation of Chemically Bound Water
The amount of chemically bound water present in a cement-water system is directly related to the degree of hydration and the setting and strength properties of the paste. As indicated earlier, ther-mal analysis is a useful tool for estimating the bound water in a hydrating cement. Thermo-gravimetry may be especially useful here. From the TGA plots the amount of bound water in hydrating cement has been calculated by El-Jazairi and Illston (1977, 1980) by accounting for the weight losses during dehydration and dehydroxylation periods. The actual water loss between 105°C and 1000°C is given by the sum of dehydration (Ldh) and dehydroxylation (Ldx) losses. The water loss, however, is less than the total ignition loss, which also includes the decarbonation loss (Ldc) in the temperature region 750°C-1000°C. From these values, estimation of bound water can be carried out by using Equation (5):
![]()
![]()
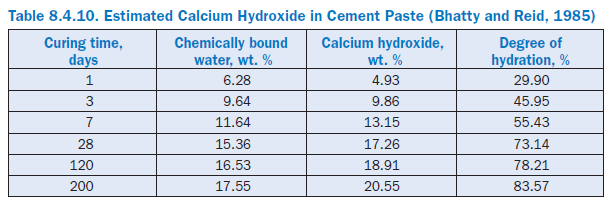
where the factor 0.41 corrects for the water loss equivalent to that of decarbonation, assuming that the carbonate is formed by carbon dioxide reaction with calcium hydroxide from hydration. A selection of calculations of chemically-bound water and its relationship to the degree of hydration of cement paste is shown in Table 8.4.10.
Estimation of Calcium Hydroxide and Degree of Hydration
Quantifying the amount of calcium hydroxide (CH) in a cement paste is vital in determining the degree of hydration and the associated strength characteristics. Determination of CH can also be important for estimating the appropriate amount of pozzolanic addition needed for a given cement water system (see the section below). Methods of CH determination are many, including references to thermal analysis. According to El-Jazairi and Illston (1977, 1980) the amount of CH is estimated by taking into account both the dehydroxylation and decarbonation losses during the TGA run of a neat cement paste by using Equation (6):
![]()
![]()
The factors 4.11 and 1.68 are stoichiometric factors for hydroxylation and decarbonation, respec-tively. The first term of Equation (6) gives the amount of free CH formed during hydration. The second term of the equation refers to the carbonate formed from carbon dioxide reaction with CH. Calculated values of CH for a Type I cement are also given in Table 8.4.10 (Bhatty and Reid, 1985).
Optimization of Cement Blends
Pozzolans such as fly ash, silica fume, metakaolin, or ground granulated blast furnace slag are added to portland cement to produce blended cements. The pozzolan is added to react with the generated CH to form C-S-H during hydration. As mentioned above, thermal techniques such as TGA and DSC are extremely useful in determining the amount of CH formed in a fully hydrated cement; this data enables estimation of the optimum amount of pozzolan required in blended cements. Full hydration of a cement paste can be achieved by accelerating the process at elevated temperature and pressure.
In DTA or DSC patterns, comparing hydration products of the portland cement with those of the blended cement, the C-S-H peak will be enhanced and the calcium hydroxide peak correspond-ingly diminished, as demonstrated in Figure 8.4.21.
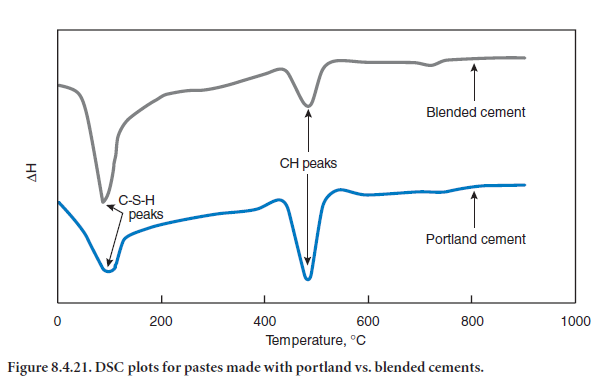
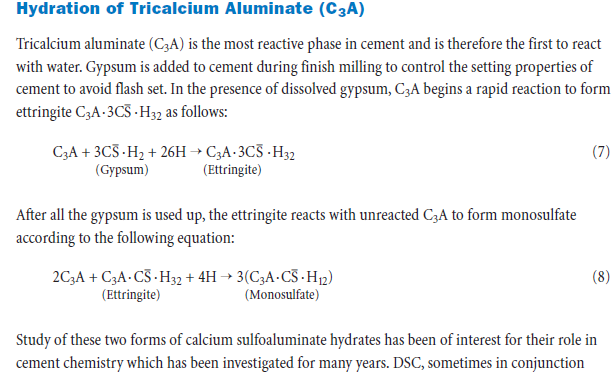
with X-ray diffraction, has been an invaluable tool in quantifying ettringite and other sulfoalumi-nate hydrates in cement hydration products.
False Setting and Flash Setting of Cement
Thermal analysis is now frequently used in detecting the potential for both false and flash setting in portland cements (Theisen, 1983; Shkolnik, 2002).False setting results from abnormal early stiffening of cement pastes due to the rehydration to gypsum of the more soluble hemihydrate in cement. The hemihydrate results from gypsum calcination during the finish milling of clinker. Temperature during grinding can rise enough (close to 150°C) to cause the gypsum, CaSO4·2H2O (or CÆ ·H2) to partially dehydrate to calcium sulfate hemihydrate; at elevated temperatures gypsum can convert to γ-anhydrite according to the following equations:
CÆ ·H2 → CÆ ·H1/2 (b-hemihydrate or plaster) at 150°C
CÆ ·H2 → CÆ ·H (γ-anhydrite) below 300°C
In a cement paste, the hemihydrate rehydrates back to gypsum and forms a semi-rigid crystalline matrix. As earlier described, DTA/DSC analysis of cement gives peaks for dehydration of gypsum and hemihydrate at 160°C and 210°C respectively. Using the peak heights and the areas under the peaks, the proportions of gypsum and hemihydrate in cement are quantified. The data on gypsum and hemihydrate are used to assess the potential for false set.
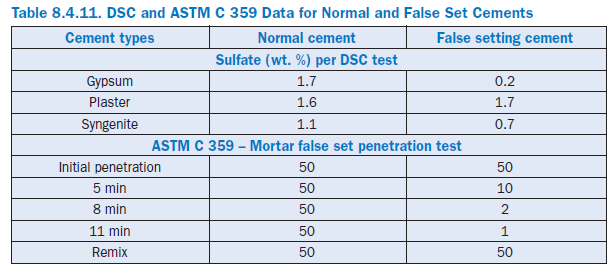
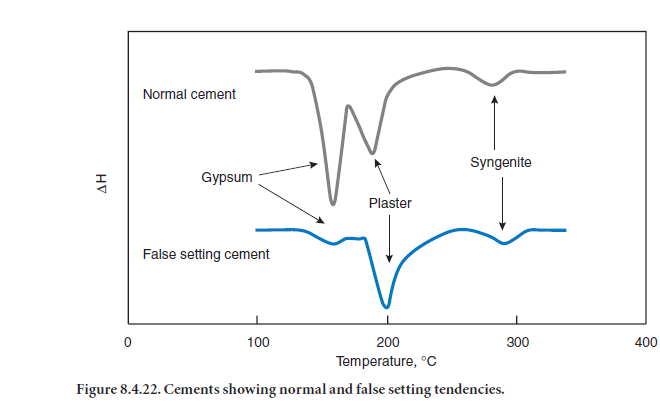
Similarly, any potential for flash set in cement can be estimated by the amount of gypsum or plas-ter present. Flash set occurs due to lack of available sulfate to properly control the hydration of C3A. Using the same DTA/DSC and the quantification method, any lack of gypsum and/or plaster in cement is quantified, and the potential for flash set can be assessed. X-ray fluorescence (XRF) is a technique to determine total sulfate in cement and can be used to supplement DTA/DSC data (Broton, 2002). Figure 8.4.22 shows DSC plots of a normal cement and one with a false setting tendency. The distribution of sulfate forms in the cements and their actual false set behavior as determined with the mortar false set test (ASTM C 359 specification) to verify the findings are shown in Table 8.4.11 below.
Hydration of Tetracalcium Aluminoferrite (C4AF)
The ferrite phase in cement reacts with water at a slower rate than the C3A in a manner that has not always been clearly understood. In a cement paste C4AF reacts with lime and gypsum to form iron-substituted ettringite; it may also yield FH3 and normal ettringite. The reaction takes place as follows:

When the supply of gypsum for reaction is exhausted, the ettringite transforms to monosulfate of the type C3(A,F)·CÆH12.DTA and TGA techniques have also been used to monitor the hydration of the ferrite phase.
CONCLUSIONS
Thermal analysis techniques, TGA, DTA, and DSC in particular, have found multiple uses in study-ing the fundamental characteristics of cement and cementitious materials. Lately, thermal tech-niques have found diverse applications in the analyses of cement raw materials for improving processing parameters at the plant, such as formulating the optimum kiln feed mix design, assess-ing potential environmental compliance, and monitoring calcination behavior during the clinker-ing operation. The techniques have also found vital applications in clinker and cement characterization. The processes of cement hydration, setting, and strength properties have been monitored successfully and improved by their applications. Thermal techniques are being employed routinely for troubleshooting material, operational, and product problems in cement manufacturing with the objectives of improving the process of cement manufacturing and the efficacy of the present techniques for cement evaluation.
REFERENCES
Ampian, S. G., and Flint, E. P., “Effect of Silicofluorides on the Formation of Calcium Silicates, Aluminates and Aluminoferrite,” Bulletin of American Ceramic Society Vol. 52, 1973, pages 604-609.
Barta, R., in Differential Thermal Analysis, Vol. 2, Ed. Mackenzie, R. C., Academic Press, London, U.K., 1972, 207 pages.
Ben-Dor, L., “Thermal Methods,” Advances in Cement Technology, Ed. Ghosh, S. N., Pergamon, Oxford, UK, 1983, pages 673-710.
Bensted, J., “Early Hydration of Portland Cement in Accelerating Media,” Tonind-Ztg., Vol. 102, 1978, pages 544-545.
Bhatty, J. I., “Application of Thermal Analysis to Problems in Cement Chemistry,” Treatise on Analytical Chemistry, John Wiley & Sons, Inc., Part 1, Vol. 13, Chapter 6, 1993, pages 355-396.
Bhatty, J. I., and Reid, K.J., “Use of Thermal Analysis in the Hydration Studies of a Type I Portland Cement Produced from Mineral Tailings,” Thermochimica Acta, Vol. 91, 1985, page 95.
Broton, D., Personal Communications, Construction Technology Laboratories, Inc., Skokie, Illinois, 2002.
Chen, H., “Thermal Analysis,” 7th International Conference on Thermal Analysis, Ed. Miller, B., Chichester, UK: Wiley Press, Vol. 2, 1982, page 1303.
Chrom´y, S., “Mechanism of White Cement Formation,” 6th International Congress on Chemistry of Cement, Moscow, Vol. 3, 1974, pages 268-284.
El-Jazairi, B., and J. M. Illston, “A Simultaneous Semi-Isothermal Method of Thermogravimetry and Derivative Thermogravimetry and Its Application to Cement Pastes,” Cement and Concrete Research, Vol. 7, 1977, pages 247-257.
El-Jazairi, B., and J. M. Illston, “The Hydration of Cement Paste Using The Semi-Isothermal Method of Derivative Thermogravimetry,” Cement and Concrete Research, Vol. 10, 1980,
pages 361-366.
Goswami, G., and Panda, D., “Application of Microscopy, XRD and DTA in Study of Cement Mix Burnability,” 7th International Conference on Cement Microcopy, Texas, March 1985, pages 81-96.
Gouda, G. R., “Designing an Pyroprocessing System for Cement,” 16th International Cement Seminar, Rock Products, Chicago, 1981, pages 51-61.
Handoo, S. K., and Agarwal, S., “Application of DTA to Study Typical Build-Ups in Rotary Kiln,” 7th National Symposium on Thermal Analysis, Shrinagar, VIII 5, 1989, pages 338-391.
Handoo, S. K., “Thermoanalytical Techniques,” Progress in Cement and Concrete: Modernization and Technology Upgrading in Cement Plants, Eds. Ghosh S.N. and Kumar, K., Akademia Books International, New Delhi, India, Vol. 5, 1999, pages 126-153
\Janko, A., “Additional Estimation of the Ring Formed in a Clinker Burning Rotary Kiln by Means of Thermogravimetric Analysis (TGA) and Electron Microscopy (SEM),” 7th International Conference on Cement Microcopy, Texas, March 1985, pages 56-66.
Kosmatka, S., Portland, Blended, and Other Hydraulic Cements, IS004, 2001, Portland Cement Association, Skokie, Illinois, U.S.A.
Le Chatelier, H., Bull. Soc. Franc. Miner. Vol. 10, 1887, page 204.
Mackenzie, R. C., “Differential Thermal Analysis,” The Chemistry of Cements, Ed., Taylor, H. F. W., Academic Press, London, Vol. 2, pages 271-288, 1964.
Maki, I., and K. Kato, “Phase Identification of Alite in Portland Cement Clinker,” Cement and Concrete Research, Vol. 12, 1982, pages 93-100.
Mehta, P. K., “Analytical Techniques for improving Quality Control in Portland Cement Plants,” Pit and Quarry, 1964, pages 141-145.
Pope, M. I., and M. D. Judd, Differential Thermal Analysis, Heyden, London, 1977.
Ramachandran, V. S., Application of Differential Thermal Analysis in Cement Chemistry, Chemical Publishing Company, New York, 1969, 308 pages.
Read, H. H., Rutley’s Elements of Mineralogy, 26th Edition, Thomas Murby, London, 1970.
Sha, W., O’Neill, E. A, and Guo, Z., “Differential Scanning Calorimetry Study of Ordinary Portland Cement,” Cement and Concrete Research, Vol. 29, 1999, pages 1487-1489.
Shkolnik, E., Personal Communications, Construction Technology Laboratories, Inc., Skokie, Illinois, 2002.
Shkolnik, E., and Miller, F. M., “Differential Scanning Calorimetry for Determining the Volatility and Combustibility of Cement Raw Meal Organic Matter,” World Cement, May 1996, pages 81-87.
Theisen, K., “Relationship Between Gypsum Dehydration and Strength Development in Portland Cement,” Zem-Kalk-Gips, Vol. 10, 1983, pages 571-577.
PCA, U.S. Cement Industry Facts Sheet, 2002 Edition, Portland Cement Association, Skokie, Illinois, U.S.A, 2002.
Viswanath, V. N., and Ghosh, S. N., “Mineralizers and Fluxes in Clinkerization,” Advances in Cement Technology, Ed. Ghosh, S.N., 1983, pages 177-202.