Contents
Every KPI you should use in Cement Industry
[wpecpp name=”package + Updates forever” price=”250″ align=”center”]
Definitions:
Heat Value
For gas and liquid fuels use the lower heat value of LHV or CVnet provided by the supplier
For solid fuels calculate the lower heat value of LHV or CVnet from the higher heat value
determined from the sample as fired:
![]()
Best Demonstrated Practice (BDP)
Description
The Best Demonstrated Practice is the
capable to achieve. The best
tons/hour (mills, crusher, packing plant
maximum production rate over 7 days
BDP is reviewed annually for the new budget.
measured against this historical production rate during the following year
been no significant changes to the product or process.
The BDP is necessary for calculation of the Performance
Efficiency (OEE).
Note: Only changes of BDP approved by FLS
effect
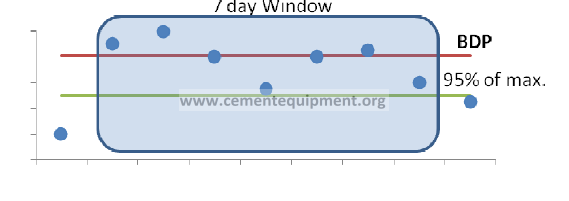
Determination of BDP for kilns
The BDP for kilns is the highest historical production rate (tons/day) achieved during
consecutive days during the last 12 months before the budget
meet the following conditions:
-It is calculated as the average clinker production of any 7 consecutive days within the past period of 12 months
-The lowest value of this 7 day window is not below 95% of the highest value
-The BDP should not be lower than the design capacity
• The downtime of any day in the 7-day period should not exceed 0.5 hours
• If it is not possible to find such a 7-day window, the arithmetic average of the best
• The BDP must be approved by O&M senior management on a yearly basis
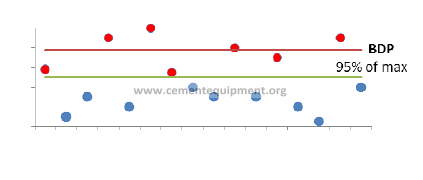
Calculation of BDP for other
crusher, packing plant)
The BDP for other departments
(tons/hour) achieved on any individual day during the last 12 months before the budget
planning phase, which fulfills the following conditions:
• It is calculated as the average
months
• The lowest value of these
• The BDP should not be lower than the design
• The operating time of these
factor.
• The BDP must be approved by O&M senior management on a yearly basis
Version 7/2012
departments (raw mill, cement mill,
is the arithmetic average of the 7 highest production rates
output of any of 7 days within the
ese 7 days is not below 95% of the highest value
capacity
7 days must not be less than 80% of the average daily run
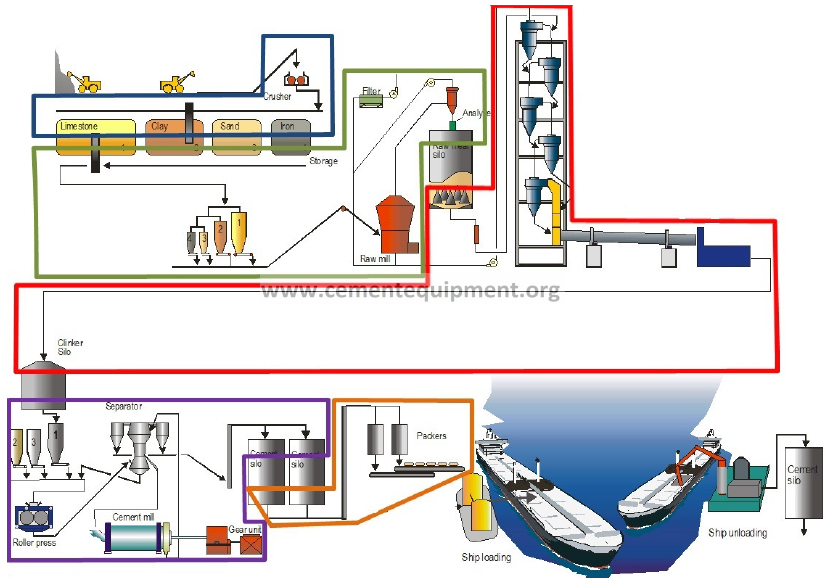
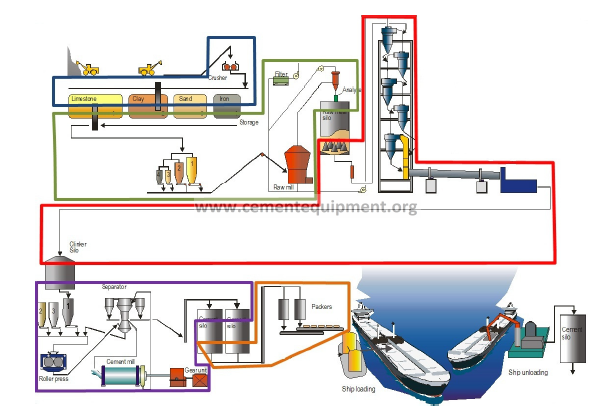
Scope of Cement Plant Departments
For the calculation of KPIs like Availability, Mean Time Between Failures, etc. it is necessary to
clearly define the scope of each plant department. The departments listed below are defined as
the equipment within the following mass flow diagram boundaries:
Crusher Department – Crusher apron feeder(s) to raw material stacker
Raw Mill Department – Raw material reclaimer(s) to raw meal silo inlet
Raw mill inlet damper to raw mill outlet damper
Kiln Department – Raw meal silo outlet to clinker silo inlet
Cooler exhaust stack to kiln stack (excl. raw mill gas path)
Including by-pass system
Cement Mill Department – Clinker silo outlet to cement silo inlet
Packing Department – Cement silo outlet to cement loading (bulk and bag)
Including weighing scales
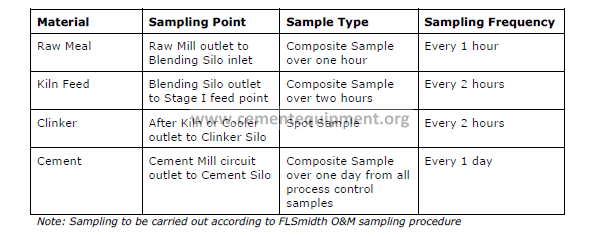
Sampling Plan
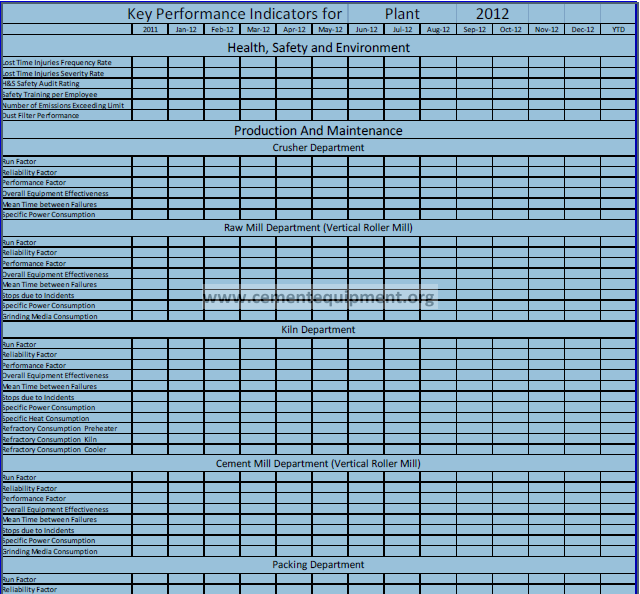
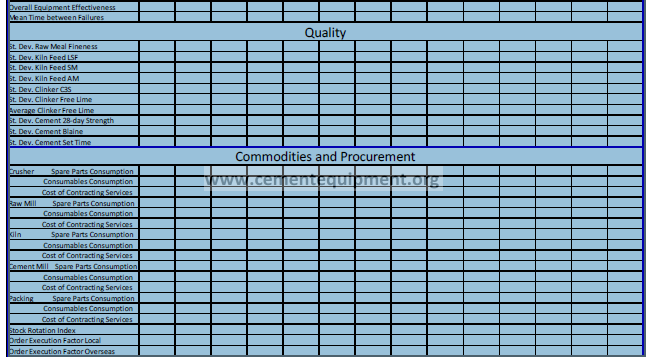
Report Template
Health, Safety and Environment KPIs
1. Lost Time Injury Frequency Rate
Abbreviation: LTIFR
Unit: –
Measured for: Entire plant population
Target:
Purpose: Measurement of the frequency of lost time injuries normalized to
million worked hours
Criteria: A Lost Time Injury (LTI) is
Any work related incident that results in an injury that prevents
the employee from returning to normal duty on the next day.
This applies to all permanent employees (full time and part
time), but excludes contractors.
Total work hours are
The hours worked during the reporting period by the entire plant
population (all permanent employees (full time and part time),
but excluding contractors)
Definition:
![]()
Reporting: Each month for the current production year and the total for the
preceding production year
Impact: This is a violation of the H&S principles and also results in an
increase in labour costs due to absence
Causes of underperformance:
Lack of training or awareness
Unsafe condition of plant or machinery
Lack of supervision
Violation of safety procedures (Human factors)
2. Lost Time Injury Severity Rate
Abbreviation: LTISR
Unit: –
Measured for: Entire plant population
Target:
Purpose: Measurement of work days lost due to injuries, normalized to 1
million hours worked
Criteria: A Lost Time Injury (LTI) is
Any work related incident that result in an injury that prevents
the employee from returning to normal duty on the next day.
This applies to all permanent employees (full time and part
time), but excludes contractors.
Total work hours are
The hours worked for the reporting period by the entire plant
population (all permanent employees (full time and part time),
but excluding contractors)
Definition:
![]()
Reporting: Each month for the current production year and the total for the
preceding production year
Impact: This is a violation of the H&S principles and also results in an
increase in labour costs due to absence
Causes of underperformance:
Lack of training or awareness
Unsafe condition of plant or machinery
Lack of supervision
Violation of safety procedures (Human factors)
3. Health & Safety Audit Rating
Abbreviation: HS Audit Rating
Unit: –
Measured for: Entire plant
Target:
Purpose: Evaluation of the implementation of the H&S program at the site
Criteria:
Definition: Audit rating based on the audit checklist that is quantified after a
three day audit by corporate HSE
Reporting: Most recent audit rating or audit rating from the previous audit if
no new audit was done and last audit rating of the preceding
production year
Impact: A low rating indicates that the H&S program has not been well
implemented at the plant site
Causes of underperformance:
Lack of focus on H&S
Lack of implementation of safety programmes and standards
4. Safety Training Hours per Employee
Abbreviation: STH
Unit: h/employee
Measured for: Entire plant population
Target:
Purpose: Quantification of average number of safety training hours each
employee receives at the plant site
Criteria: Safety Training hours are
Hours spent on H&S topics like Lock-out, Confined space entry,
Working at heights etc.
Definition:
![]()
Reporting: Each month for the current production year and the total for the
preceding production year
Impact: A low STH KPI indicates lack of safety awareness at the plant
site, resulting in H&S incidents
Causes of underperformance:
Lack of H&S focus
5. Number of Emissions Exceeding Limit
Abbreviation: NEEL
Unit: –
Measured for: All dust collectors for which limits are set by authorities.
E.g. Kiln/Raw Mill dust collector, Bypass dust collector, Cement
Mill dust collectors
Target:
Purpose: Measurement of numbers of emission incidents that have
exceeded the limits.
Criteria: An incident is
Counted according to the definitions and limits set by the
regulating authority for the individual plant.
Definition:
![]()
Reporting: Each month for the current production year and the total for the
preceding production year
Impact: Incidents of emissions exceeding limits entail a risk of the
license to operate the plant being withdrawn.
Causes of underperformance:
Lack of maintenance of dust collector
Wrong operating parameters and process conditions
6. Dust Filter Performance
Abbreviation: DFP
Unit: %
Measured for: All dust collectors for which no limits are set by authorities and
which are not monitored on-line.
For example small dust collectors at belt conveyor transfer
points
Target:
Purpose: Measurement of the compliance of dust filters which are not
covered under NEEL
Criteria: An inspection must be carried out every 2 weeks for each dust
filter not covered under NEEL.
The inspection criteria for compliant performance are:
• No visible dust emission from air discharge point
• Differential pressure across the filter media is within
limits
• Filter cleaning system is working as required
Note: Failure to carry out the necessary inspection during month
is counted as non-compliance
A failed result of one or more of the above criteria in any of the
inspections during the month is counted as non-compliance
Definition:
![]()
Reporting: Each month for the current production year and the total for the
preceding production year
Impact: Failed compliance during inspections will either have resulted or
will result in non-compliant discharge of dust into atmosphere
Causes of underperformance:
Lack of maintenance of dust collector
Wrong operating parameters and process conditions
Lack of inspections
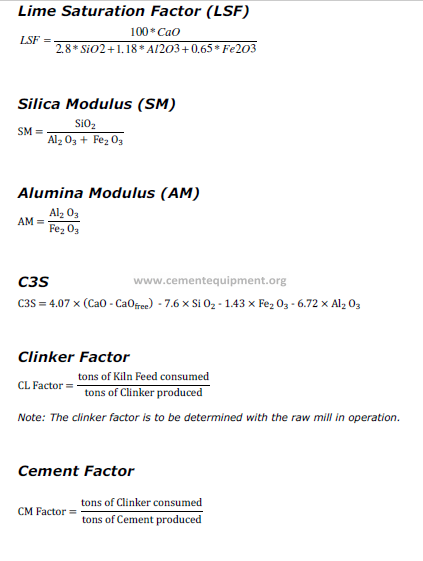
7. Raw Meal Fineness
Abbreviation: H(90Im)
Unit: %
Measured for: Raw Mill (90Im residue)
Target:
Purpose: To indicate if the quality parameters for the raw meal production
have been achieved consistently
Criteria: Samples are taken according to the sampling plan. The result is
calculated for the entire population of samples over the reporting
period.
Definition:

Reporting: Each month for the current production year and the result for
the preceding production year
Impact: High standard deviation will make burning conditions of the raw
mix unstable
Causes of underperformance:
Lack of control by operator
Variable raw materials feed or air flow
Inconsistent raw materials supply
Raw materials are difficult to grind
Separator efficiency
8. Kiln Feed Chemistry
Abbreviation: H(LSF), H(SM), H(AM)
Unit: –
Measured for: Blending Silo kiln feed (Lime Saturation Factor, Silica and
Alumina Modulus)
Target:
Purpose: A measure of the control and homogeneity of the production of
kiln feed.
Criteria: Samples are taken according to the sampling plan.
The result is calculated for the entire population of samples over
the reporting period.
Definition:

Reporting: Each month for the current production year and the result for
the preceding production year
Impact: A high variation in kiln feed chemistry causes unsteady kiln
operation and high variations in product quality
Causes of underperformance:
Lack of homogenization in the blending silo.
Lack of ratio control in raw meal production
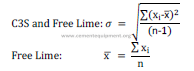
9. Clinker Chemistry
Abbreviation: H(C3S), H(FCaO), Average(FCaO)
Unit: %
Measured for: Clinker (C3S and Free Lime)
Target:
Purpose: Measurement of control of kiln operation and clinker quality
Criteria: Samples are taken according to the sampling plan.
The result is calculated for the entire population of samples over
the reporting period.
C3S is calculated according to the Bogue Formula (see
Definitions)
Definitions:
10. Cement Quality
Abbreviation: H(Blaine), H(28day Strength), H(Initial Set)
Unit: cm2/g, MPa, min
Measured for: Cement (Fineness in Blaine, Strength at 28 days and Initial Set
Time)
Target:
Purpose: To measure the variation in finished product quality
Criteria: Samples will be daily composite samples from all hourly process
control samples in accordance with sampling plan. Samples must
be well homogenized.
The result is calculated for the entire population of samples over
the reporting period.
Definition:
![]()
Reporting: Each month for the current production year and the result for
the preceding production year
Impact: High variation will result in variable concrete strength and
requires higher cement content in concrete.
Causes of underperformance:
Inadequate targets for clinker chemistry
Lack of control of raw meal and clinker production
Lack of control of the cement circuit
Sampling error
Separator efficiency
Production and Maintenance KPIs
11. Run Factor
Abbreviation: RUF
Unit: %
Measured for: Crusher, Raw mill, Kiln, Cement mill, Packing plant (separate for
each line)
Target: Crusher:
Raw Mill:
Kiln:
Cement Mill:
Packing plant:
Purpose: Measurement of equipment operating time during the period.
Used for budgeting purposes and calculation of equipment
output
Criteria: Operating hours are recorded if:
Crusher: Feed ON, Main Drive ON, Power >10% of max.
Raw Mill: Feed ON, Main Drive ON
Kiln: Feed ON
Cement Mill: Feed ON, Main Drive ON
Packing Plant: Bags are being filled
Definition:
![]()
Reporting: Each month for the current production year and the result for
the preceding production year
Impact: A low RUF will result in low production volumes.
Causes of underperformance:
Low demand
Unplanned and planned stoppages too frequent and too long
12. Availability Factor
Abbreviation: AF
Unit: %
Measured for: Crusher, Raw mill, Kiln, Cement mill, Packing plant (separate for
each line)
Target: Crusher:
Raw Mill:
Kiln:
Cement Mill:
Packing plant:
Purpose: To determine the potential operating time during a given period.
Criteria: Operating hours are recorded if:
Crusher: Feed ON, Main Drive ON & >10% of max. power
Raw Mill: Feed ON, Main Drive ON
Kiln: Feed ON
Cement Mill: Feed ON, Main Drive ON
Packing plant: Bags are being filled
Stoppage hours due to circumstances are:
• Lack of materials from a previous process or supplier
o Crusher: No raw materials delivered into hopper
o Raw Mill: Stockpile empty
o Kiln: Blending silo <45% full
o Cement Mill: Clinker silo <2% full and external store
empty
o Packing plant: Cement silo <2% full
• Lack of product storage space, i.e. silo/store >95% full or no
trucks for shipping
• Lack of external supply of power, fuel or water
• Lack of critical up- or downstream processes (e.g. kiln for raw
mill) however not including planned shutdown of the process
line
Definition:
![]()
Reporting: Not reported but required to calculate the OEE
Impact: Low availability will limit the actual production capacity
Causes of underperformance:
Extended shutdown duration or many/long unplanned stoppages
13. Reliability Factor
Abbreviation: RF
Unit: %
Measured for: Crusher, Raw mill, Kiln, Cement mill, Packing plant (separate for
each line)
Target: Crusher:
Raw Mill:
Kiln:
Cement Mill:
Packing plant:
Purpose: To determine the reliability of the equipment and its ability to
operate without interruption/breakdown
Criteria: Operating hours are recorded if:
Crusher: Feed ON, Main Drive ON & >10% of max. power
Raw Mill: Feed ON, Main Drive ON
Kiln: Feed ON
Cement Mill: Feed ON, Main Drive ON
Packing plant: Bags are being filled
Stoppage hours due to incidents are:
Total stoppage time
Minus stoppage time due to circumstances (see AF)
Minus planned shutdown time
Note: The maximum number of stoppages for planned
shutdowns are:
• Kiln: 2x per year
• All other departments: 1x per week
Definition:
![]()
Reporting: Each month for the current production year and the result for
the preceding production year
Impact: Non-performance of equipment due to unplanned downtime.
Causes of underperformance:
Malfunctioning of equipment (including associated machinery) or
control systems
Breakdown of equipment due to electrical or mechanical failure
Unreliable energy supply or instrumentation
Operator skill level
14. Number of stoppages due to incidents
Abbreviation: NSI
Unit: –
Measured for: Kiln, Raw Mill, Cement Mill
Target: Kiln:
Raw Mill:
Cement Mill:
Purpose: To determine the number of unplanned stoppages of the kiln due
to breakdowns (incidents)
Criteria: Number of stoppages due to incidents are:
Total number of stoppages
Minus Stoppages due to Circumstances (see AF)
Minus Stoppages for Planned Shutdown
Note: The maximum number of stoppages for planned
shutdowns are:
• Kiln: 2x per year
• All other departments: 1x per week
Definition:
![]()
Reporting: Each month for the current production year and the total for the
preceding production year
Impact: Non-performance of equipment due to unplanned stoppages.
Causes of underperformance:
Malfunctioning of equipment (including associated machinery) or
control systems
Breakdown of equipment due to electrical or mechanical failure
Unreliability of energy supply or instrumentation
Operator skill level
15. Performance Factor
Abbreviation: PF
Unit: %
Measured for: Crusher, Raw mill, Kiln, Cement mill, Packing plant (separate for
each line)
Target: Crusher:
Raw Mill:
Kiln:
Cement Mill:
Packing plant:
Purpose: Measure of actual output performance in relation to the expected
output
Criteria: Production rate is
The production (tons per hour) during the hours of equipment
running (see RF).
Note: Clinker production is determined by Kiln Feed usage *
Clinker Factor. This factor is confirmed ½ yearly by conducting a
clinker drop test.
Rated capacity is (expressed in t/h)
for the first year of operation: Design capacity
for all subsequent years: Best Demonstrated Practice (see BDP)
Note: The clinker PF is expressed as t/day i.e. multiply the
above with 24h/day
Definition:
![]()
Reporting: Each month for the current production year and the result for
the preceding production year
Impact: This factor shows the ability of the equipment to operate to its
expected output.
Causes of underperformance:
Degradation or wear of machinery.
Operator skill level
Suboptimal process conditions (for example chemical imbalance,
flow restrictions, etc.)
16. Overall Equipment Effectiveness
Abbreviation: OEE
Unit: %
Measured for: Crusher, Raw mill, Kiln, Cement mill, Packing plant (separate for
each line)
Target: Crusher:
Raw Mill:
Kiln:
Cement Mill:
Packing plant:
Purpose: Measurement of how effectively an asset/equipment is utilized
Criteria: Quality performance factor is set to 100%. AF and PF are
measured as above.
Definition:
![]()
Reporting: Each month for the current production year and the result for
the preceding production year
Impact: This measure is used to identify scope for process performance
improvements
Causes of underperformance:
Investigations should be carried out according to AF and PF.
17. Mean Time Between Failures
Abbreviation: MTBF
Unit: h
Measured for: Crusher, Raw mill, Kiln, Cement mill, Packing plant (separate for
each line)
Target: Crusher:
Raw Mill:
Kiln:
Cement Mill:
Packing plant:
Purpose: To predict the elapsed time between failures of asset or
equipment during operation, which cause the production to stop
(i.e. excluding the time for repair)
Criteria: Stoppages due to incidents =
Total number of stoppages
Minus Stoppages due to circumstances (see AF)
Minus Stoppages for a planned Shutdown
Note: The maximum number of stoppages for planned
shutdowns are:
• Kiln: 2x per year
• All other departments: 1x per week
Definition:
![]()
Reporting: Each month for the current production year and the result for
the preceding production year
Note: if there are no stoppages due to incidents for the reporting
period the report should show N/A
Impact: A low MTBF indicates that the system is in frequent need of
repair or restart, not necessarily indicated by the MRF, but
causing undue strain on the equipment and need for manual
intervention (e.g. emergency repairs)
Causes of underperformance:
Operator skill level
Sub-standard or inadequate repairs
Unsuitable equipment (worn, under-sized)
Abbreviation: SHC
18. Specific Heat Consumption
Unit: kcal/kg
Measured for: Kiln
Target: Kiln:
Purpose: To measure the required input of thermal energy for the
production of 1kg of clinker
Criteria: The thermal energy input is calculated using the lower (net) heat
value of all fuels to the kiln (see definitions) but not including
the heat from a raw material (e.g. shale)
The production of clinker is measured over the monthly
reporting period
Note: Clinker production is determined by Kiln Feed usage *
Clinker Factor. This factor is confirmed ½ yearly by conducting a
clinker drop test.
The LHV shall be the average of the individual heat values over
the reporting period weighted by the amount of the different
fuels used.
Definition:
![]()
Reporting: Each month for the current production year and the result for
the preceding production year
Impact: A high energy consumption results in excessive operating costs
and indicates a need to optimize the kiln system, the raw
material mix and quality targets and to check for abnormal heat
losses
Causes of underperformance:
Heat losses for example due to false air ingress
Over-burning of clinker
Cooler efficiency low
Cyclone efficiency low
Combustion of fuel not optimized
Raw material choice or preparation wrong
Production capacity not maximized
19. Specific Power Consumption
Abbreviation: SPC
Unit: kWh/ton
Measured for: Crusher, Raw mill, Kiln, Cement mill
Target: Crusher:
Raw Mill:
Kiln:
Cement Mill:
Purpose: This measures the consumption of electrical energy to produce
1 ton of product
Criteria: The power consumption and production tons are measured for
the reporting period during operation i.e.
Crusher: Feed ON, Main Drive ON, Power >10% of max.
Raw Mill: Feed ON, Main Drive ON
Kiln: Feed ON
Cement Mill: Feed ON, Main Drive ON
Note: kWh reported as gross value, i.e. including losses
Crusher: Power consumption of Crusher Drive and Feeder
Drive
Raw Mill: Power consumption of Mill Motor, Mill Fan,
Separator Drive
Kiln: Power consumption of Kiln Drive, ID Fan, Cooler
Drive, Cooler Fans, Clinker Crusher Drive, Cooler
Excess Air Fan
Cement Mill: Power consumption of Mill Drive, Separator Drive,
Mill Vent Fan, Separator Filter Fan
Definition:
![]()
Reporting: Each month for the current production year and the result for
the preceding production year
Impact: A high SPC results in high cost of operation
Causes of underperformance:
Inefficient operation of equipment
Motor, gearbox or line losses excessive
Worn equipment (e.g. fan impellers)
False air ingress or air flow too high
Quality control or raw materials parameters
Over-grinding
20. Refractory Consumption Ratio
Abbreviation: RCR
Unit: g/t
Measured for: Kiln, Preheater, Cooler
Target: Kiln:
Preheater:
Cooler:
Purpose: To measure the consumption of refractory in the kiln, cooler and
preheater
Criteria: Refractory consumed is
Bricks (replacement of all types of bricks) plus monolithic (all
types of concrete applied by spraying or casting)
• Kiln is for the kiln tube only
• Preheater includes the tertiary air duct and bypass
ducting
• Cooler includes the Kiln Hood
Definition:
![]()
Reporting: Each month the previous 12 months average (rolling average)
and the 12 months result of the preceding production year
Impact: High refractory consumption will increase operating costs and
reduces kiln availability with subsequent lower total clinker
production
Causes of underperformance:
Inadequate choice of refractory type
Raw material problems (alkali, sulfate, chlorides, etc)
Unstable kiln operation
Frequent kiln stoppages
Overheating of kiln
Poor installation
21. Grinding Media Consumption Ratio
Abbreviation: GMCR
Unit: g/t
Measured for: Raw Mill, Cement Mill
Target: Raw Mill:
Cement Mill:
Purpose: To measure the consumption of grinding balls, table or rollers in
the grinding mills.
Criteria: Grinding media consumed is
Ball Mill: All grinding balls added or replaced in the cement mill
to maintain a constant filling ratio
Roller Mill: Measured wear on the rollers and table (according to
FLSmidth procedure) at inspection intervals or before effecting
repair
Note: The measurement must be carried out at least once every
month.
Definition:
![]()
Reporting: Each month the previous 12 months average (rolling average)
and the 12 months result of the preceding production year
Note: The type of mill is to be mentioned in the report:
e.g. Ball Mill, Vertical Roller Mill etc.
Impact: High grinding media consumption will increase operating and
consumable cost and reduces mill availability.
Causes of underperformance:
Inadequate choice of grinding media type
Hard grindability of the material or additives
Material filling level in mill too low
Commodities and Procurement KPIs
(Note: these KPIs are only to be reported to the Global Procurement Manager)
22. Spare Part Consumption Factor
Abbreviation: SPCF
Unit: €/ton
Measured for: Crusher, Raw mill, Kiln, Cement mill, Packing plant (separate for
each line)
Target:
Purpose: Measurement of spare parts consumption per asset in relation to
production tonnages
Criteria: The value of spare parts is
stated on being issued from the warehouse. All wear parts are
excluded. See CCF
Production tons are
actual output of product in the department during the reporting
period
Definition:
![]()
Reporting: Each month for the current production year and the result for
the preceding production year
Impact: A high spare parts consumption factor increases the operating
costs of the asset and could also indicate increased labor costs
Causes of underperformance:
Inadequate or worn machinery
Inadequate equipment selection
Inadequate maintenance (repeat failure)
Low clinker output
23. Consumables Consumption Factor
Abbreviation: CCF
Unit: €/ton
Measured for: Crusher, Raw mill, Kiln, Cement mill, Packing plant (separate for
each line)
Target:
Purpose: Measurement of consumables consumption per asset in relation
to production tonnages
Criteria: The value of consumables is
stated on being issued from the warehouse. It includes all wear
parts, i.e. liners, grinding media, refractory etc.
Production tons are
actual output of product in that department during the reporting
period
Definition:
![]()
Reporting: Each month for the current production year and the result for
the preceding production year
Impact: A high wear parts and consumable consumption factor increases
the operating costs of the asset and could also indicate increased
labor costs
Causes of underperformance:
Inadequate equipment selection
Inadequate maintenance (repeat failure)
Low clinker volumes
Wear parts unsuitable for the conditions
24. Cost of Contracting Services
Abbreviation: CCS
Unit: €/ton
Measured for: Crusher, Raw mill, Kiln, Cement mill, Packing plant (separate for
each line)
Target:
Purpose: Measurement of cost of contractors per asset in relation to
production tonnages.
Criteria: Cost of contractors are
all contracting services including labour and tools, but excluding
spare or wear parts for that asset
Production tons are
actual production of clinker during the reporting period
Definition:
![]()
Reporting: Each month for the current production year and the result for
the preceding production year
Impact: A high cost of contracting services increases the operating costs
of the asset and indicates unreliability of the asset.
Causes of underperformance:
Inadequate equipment selection
Inadequate maintenance (repeat failure)
Low clinker volumes
Inefficient planning of repair work
25. Stock Rotation Index
Abbreviation: SRI
Unit: %
Measured for: Total plant
Target:
Purpose: Measurement to assess the stock of spares and consumables
and its use
Criteria:
Definition:
![]()
Reporting: Each month for the current production year and the result for
the preceding production year
Impact: High stock rotation with a high spares and consumables
coverage is an indication of beginning equipment unreliability.
Low stock rotation may indicate improving reliability or excessive
spares coverage. Conversely, high stock rotation may indicate
deteriorating reliability or over-coverage on spares.
Causes of underperformance:
Inadequate Spares coverage
Reliability issues
26. Order Execution Factor
Abbreviation: OEF
Unit: Days
Measured for: Overseas and local orders
Target: Overseas:
Local:
Purpose: Measurement of time to complete a procurement
Criteria: Duration is measured from
Issue of requisition (PR) to Goods received
Measured separately for overseas and local supplies
Definition: Average (Duration [days] from PR to Goods received )
Reporting: Each month for the current production year and the result for
the preceding production year
Impact: Long execution time entails the risk of necessary spares or
consumables not being available in time, leading to delay in
repairs or extended plant downtime
Causes of underperformance:
Internal processes not optimized
Underperformance of suppliers
Shipping and freight handling
Customs clearance
Currently not used
This section is a collection of KPIs that are available for further performance measurement, but
they are currently not included in the KPIs to be reported. It is intended that some or all of
them will become part of the reported indicators at a later stage.
Utilization Factor
Rate Loss Factor
Specific Power Consumption for Clinker and Cement
Daily Average Hours of Stoppages for Incidents
Cumulative Hours of Stoppages for Incidents
Number of Stoppages for Emergency
Number of Consecutive Days without Stoppages
Mean Time between Causal Failures
Mean Time to Repair
Alkali-Sulfur Ratio
Maintenance Labor Utilization
Labor Efficiency
Labor Productivity
Overdue Labor Hours
Backlog
Overtime
Maintenance cost
Lost Time Injury
Medical Treatment Injuries
First Aid Injuries
Safe Hours
Safety Training Completion
Key Position Turnover
Number of Training Hours per Employee
Full Time Employees
Revenue per Employee
Cost per Employee
Personnel Cost per Full Time Employee
Customer Satisfaction Evaluation
Technical package and business support
Need organized cement references instead of searching article by article?
CEMENTEQUIPMENT.ORG offers a professional technical package built for engineers, plant teams, buyers, and decision-makers. The reference value is positioned at more than $50,000, while the package is offered at about $249.
If you are researching this topic for a live plant problem, project, or supplier discussion, use the package for depth or request direct commercial support.