Contents
Kiln Performance & Efficiency Formulas
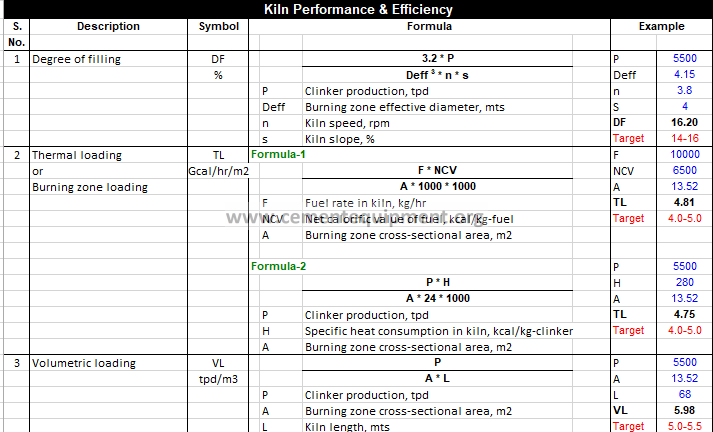

| Kiln Performance & Efficiency | ||||||||
| S. | Description | Symbol | Formula | Example | ||||
| No. | ||||||||
| 1 | Degree of filling | DF | 3.2 * P | P | 5500 | |||
| % | Deff 3 * n * s | Deff | 4.15 | |||||
| P | Clinker production, tpd | n | 3.8 | |||||
| Deff | Burning zone effective diameter, mts | S | 4 | |||||
| n | Kiln speed, rpm | DF | 16.20 | |||||
| s | Kiln slope, % | Target | 14-16 | |||||
| 2 | Thermal loading | TL | Formula-1 | F | 10000 | |||
| or | Gcal/hr/m2 | F * NCV | NCV | 6500 | ||||
| Burning zone loading | A * 1000 * 1000 | A | 13.52 | |||||
| F | Fuel rate in kiln, kg/hr | TL | 4.81 | |||||
| NCV | Net calorific value of fuel, kcal/kg-fuel | Target | 4.0-5.0 | |||||
| A | Burning zone cross-sectional area, m2 | |||||||
| Formula-2 | P | 5500 | ||||||
| P * H | H | 280 | ||||||
| A * 24 * 1000 | A | 13.52 | ||||||
| P | Clinker production, tpd | TL | 4.75 | |||||
| H | Specific heat consumption in kiln, kcal/kg-clinker | Target | 4.0-5.0 | |||||
| A | Burning zone cross-sectional area, m2 | |||||||
| 3 | Volumetric loading | VL | P | P | 5500 | |||
| tpd/m3 | A * L | A | 13.52 | |||||
| P | Clinker production, tpd | L | 68 | |||||
| A | Burning zone cross-sectional area, m2 | VL | 5.98 | |||||
| L | Kiln length, mts | Target | 5.0-5.5 | |||||
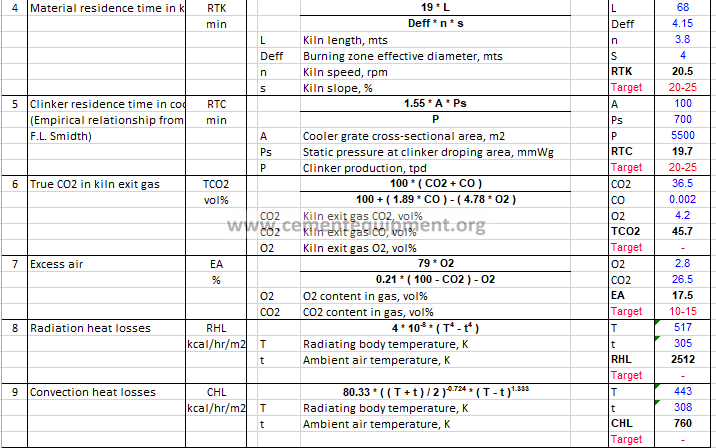
| 4 | Material residence time in kiln | RTK | 19 * L | L | 68 | |||
| min | Deff * n * s | Deff | 4.15 | |||||
| L | Kiln length, mts | n | 3.8 | |||||
| Deff | Burning zone effective diameter, mts | S | 4 | |||||
| n | Kiln speed, rpm | RTK | 20.5 | |||||
| s | Kiln slope, % | Target | 20-25 | |||||
| 5 | Clinker residence time in cooler | RTC | 1.55 * A * Ps | A | 100 | |||
| (Empirical relationship from | min | P | Ps | 700 | ||||
| F.L. Smidth) | A | Cooler grate cross-sectional area, m2 | P | 5500 | ||||
| Ps | Static pressure at clinker droping area, mmWg | RTC | 19.7 | |||||
| P | Clinker production, tpd | Target | 20-25 | |||||
| 6 | True CO2 in kiln exit gas | TCO2 | 100 * ( CO2 + CO ) | CO2 | 36.5 | |||
| vol% | 100 + ( 1.89 * CO ) – ( 4.78 * O2 ) | CO | 0.002 | |||||
| CO2 | Kiln exit gas CO2, vol% | O2 | 4.2 | |||||
| CO2 | Kiln exit gas CO, vol% | TCO2 | 45.7 | |||||
| O2 | Kiln exit gas O2, vol% | Target | – | |||||
| 7 | Excess air | EA | 79 * O2 | O2 | 2.8 | |||
| % | 0.21 * ( 100 – CO2 ) – O2 | CO2 | 26.5 | |||||
| O2 | O2 content in gas, vol% | EA | 17.5 | |||||
| CO2 | CO2 content in gas, vol% | Target | 10-15 | |||||
| 8 | Radiation heat losses | RHL | 4 * 10-8 * ( T4 – t4 ) | T | 517 | |||
| kcal/hr/m2 | T | Radiating body temperature, K | t | 305 | ||||
| t | Ambient air temperature, K | RHL | 2512 | |||||
| Target | – | |||||||
| 9 | Convection heat losses | CHL | 80.33 * ( ( T + t ) / 2 )-0.724 * ( T – t )1.333 | T | 443 | |||
| kcal/hr/m2 | T | Radiating body temperature, K | t | 308 | ||||
| t | Ambient air temperature, K | CHL | 760 | |||||
| Target | – | |||||||
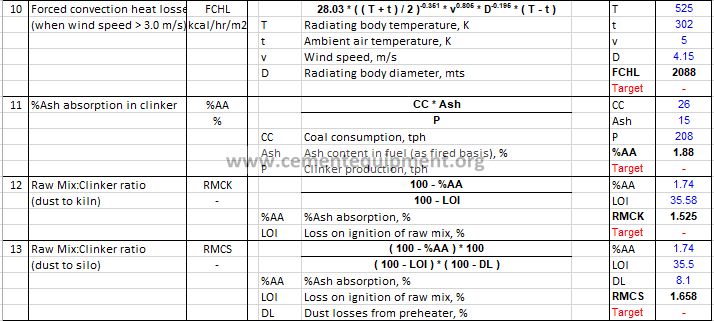
| 10 | Forced convection heat losses | FCHL | 28.03 * ( ( T + t ) / 2 )-0.351 * v0.805 * D-0.195 * ( T – t ) | T | 525 | |||
| (when wind speed > 3.0 m/s) | kcal/hr/m2 | T | Radiating body temperature, K | t | 302 | |||
| t | Ambient air temperature, K | v | 5 | |||||
| v | Wind speed, m/s | D | 4.15 | |||||
| D | Radiating body diameter, mts | FCHL | 2088 | |||||
| Target | – | |||||||
| 11 | %Ash absorption in clinker | %AA | CC * Ash | CC | 26 | |||
| % | P | Ash | 15 | |||||
| CC | Coal consumption, tph | P | 208 | |||||
| Ash | Ash content in fuel (as fired basis), % | %AA | 1.88 | |||||
| P | Clinker production, tph | Target | – | |||||
| 12 | Raw Mix:Clinker ratio | RMCK | 100 – %AA | %AA | 1.74 | |||
| (dust to kiln) | – | 100 – LOI | LOI | 35.58 | ||||
| %AA | %Ash absorption, % | RMCK | 1.525 | |||||
| LOI | Loss on ignition of raw mix, % | Target | – | |||||
| 13 | Raw Mix:Clinker ratio | RMCS | ( 100 – %AA ) * 100 | %AA | 1.74 | |||
| (dust to silo) | – | ( 100 – LOI ) * ( 100 – DL ) | LOI | 35.5 | ||||
| %AA | %Ash absorption, % | DL | 8.1 | |||||
| LOI | Loss on ignition of raw mix, % | RMCS | 1.658 | |||||
| DL | Dust losses from preheater, % | Target | – | |||||
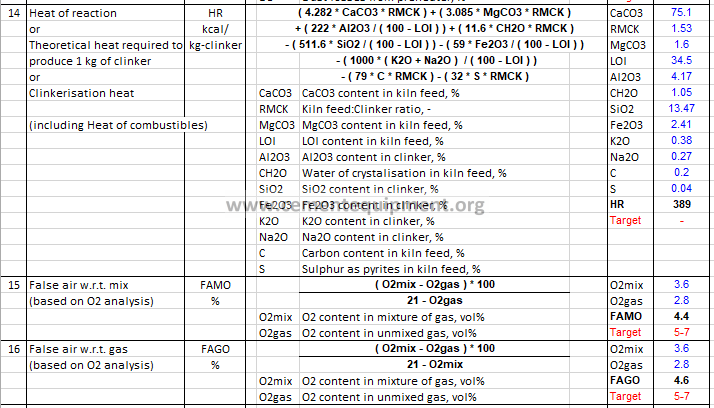
| 14 | Heat of reaction | HR | ( 4.282 * CaCO3 * RMCK ) + ( 3.085 * MgCO3 * RMCK ) | CaCO3 | 75.1 | |||
| or | kcal/ | + ( 222 * Al2O3 / ( 100 – LOI ) ) + ( 11.6 * CH2O * RMCK ) | RMCK | 1.53 | ||||
| Theoretical heat required to | kg-clinker | – ( 511.6 * SiO2 / ( 100 – LOI ) ) – ( 59 * Fe2O3 / ( 100 – LOI ) ) | MgCO3 | 1.6 | ||||
| produce 1 kg of clinker | – ( 1000 * ( K2O + Na2O ) / ( 100 – LOI ) ) | LOI | 34.5 | |||||
| or | – ( 79 * C * RMCK ) – ( 32 * S * RMCK ) | Al2O3 | 4.17 | |||||
| Clinkerisation heat | CaCO3 | CaCO3 content in kiln feed, % | CH2O | 1.05 | ||||
| RMCK | Kiln feed:Clinker ratio, – | SiO2 | 13.47 | |||||
| (including Heat of combustibles) | MgCO3 | MgCO3 content in kiln feed, % | Fe2O3 | 2.41 | ||||
| LOI | LOI content in kiln feed, % | K2O | 0.38 | |||||
| Al2O3 | Al2O3 content in clinker, % | Na2O | 0.27 | |||||
| CH2O | Water of crystalisation in kiln feed, % | C | 0.2 | |||||
| SiO2 | SiO2 content in clinker, % | S | 0.04 | |||||
| Fe2O3 | Fe2O3 content in clinker, % | HR | 389 | |||||
| K2O | K2O content in clinker, % | Target | – | |||||
| Na2O | Na2O content in clinker, % | |||||||
| C | Carbon content in kiln feed, % | |||||||
| S | Sulphur as pyrites in kiln feed, % | |||||||
| 15 | False air w.r.t. mix | FAMO | ( O2mix – O2gas ) * 100 | O2mix | 3.6 | |||
| (based on O2 analysis) | % | 21 – O2gas | O2gas | 2.8 | ||||
| O2mix | O2 content in mixture of gas, vol% | FAMO | 4.4 | |||||
| O2gas | O2 content in unmixed gas, vol% | Target | 5-7 | |||||
| 16 | False air w.r.t. gas | FAGO | ( O2mix – O2gas ) * 100 | O2mix | 3.6 | |||
| (based on O2 analysis) | % | 21 – O2mix | O2gas | 2.8 | ||||
| O2mix | O2 content in mixture of gas, vol% | FAGO | 4.6 | |||||
| O2gas | O2 content in unmixed gas, vol% | Target | 5-7 | |||||
| 17 | False air w.r.t. mix | FAMC | ( CO2gas – CO2mix ) * 100 | CO2mix | 32.1 | |||
| (based on CO2 analysis) | % | CO2gas | CO2gas | 34.5 | ||||
| CO2mix | CO2 content in mixture of gas, vol% | FAMC | 7.0 | |||||
| CO2gas | CO2 content in unmixed gas, vol% | Target | 5-7 | |||||
| 18 | False air w.r.t. gas | FAGC | ( CO2gas – CO2mix ) * 100 | CO2mix | 32.1 | |||
| (based on CO2 analysis) | % | CO2mix | CO2gas | 34.5 | ||||
| CO2mix | CO2 content in mixture of gas, vol% | FAMC | 7.5 | |||||
| CO2gas | CO2 content in unmixed gas, vol% | Target | 5-7 | |||||