Contents
EVERY COMPONENT OF BALL MILL DETAILED & EXPLAINED
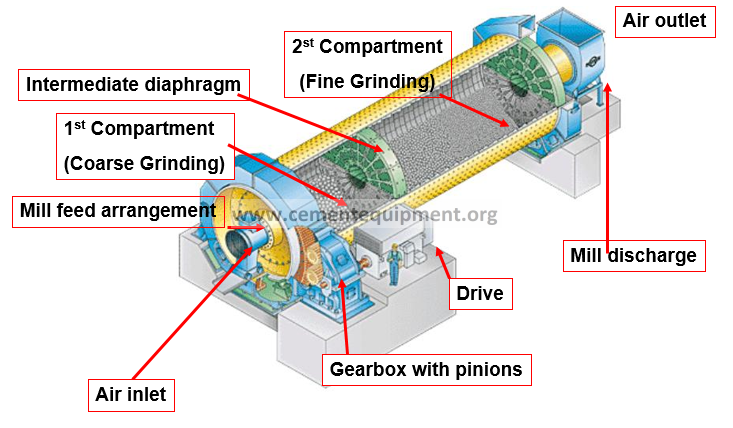
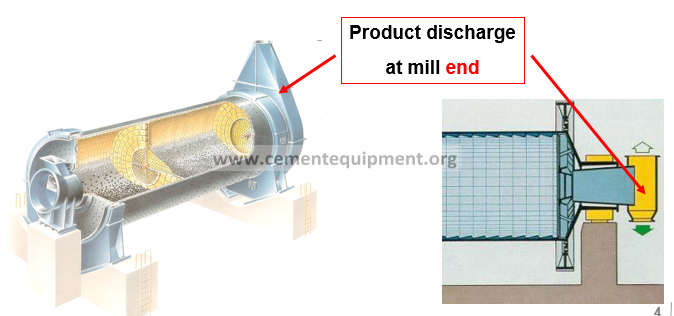
What is a End Discharge Mill (EDM)?
EDM =End Discharge Mill
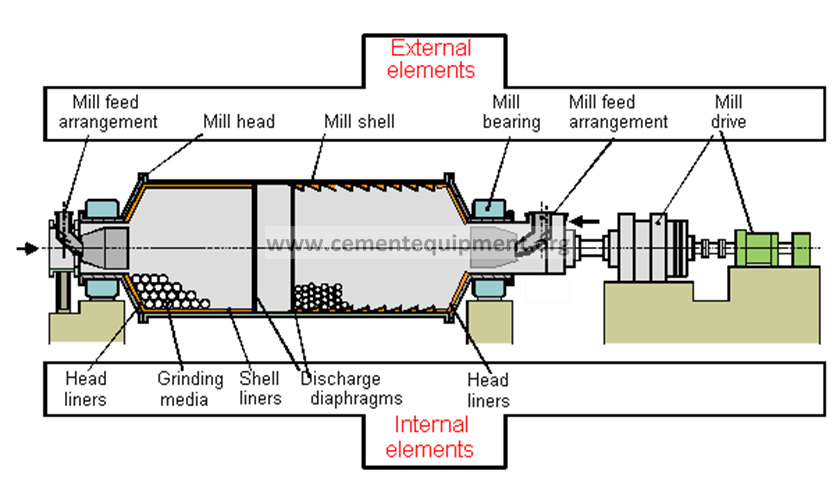
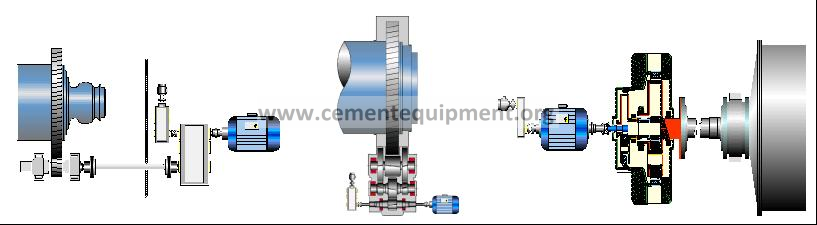
Elements of Ball Mill – Overview
Mill Drive Concepts
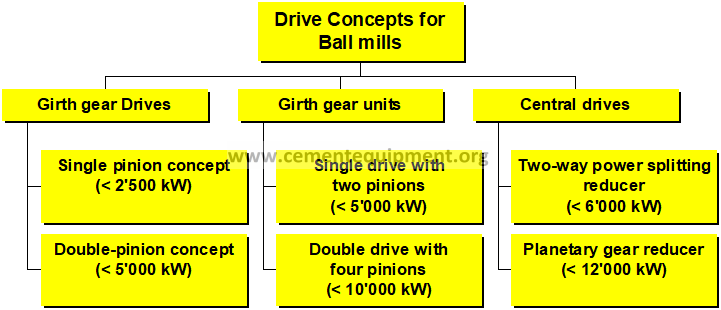
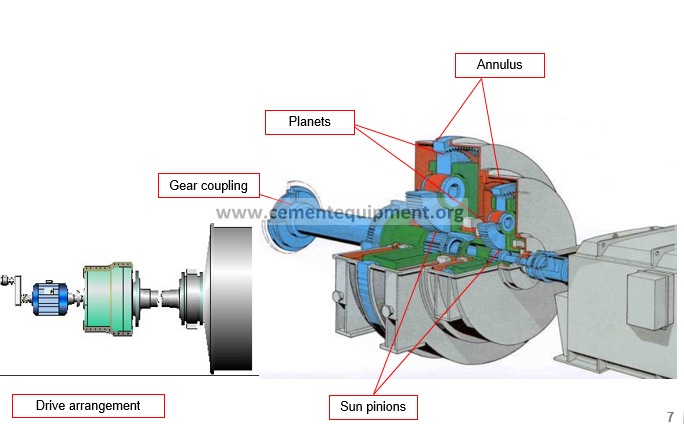
Example Planetary Gear Drive
Planetary gear reducer concept MAAG
-Two gear stages with three planets
-All shafts with friction bearings
-Pinions, planets surface-hardened
-Annulus through-hardened
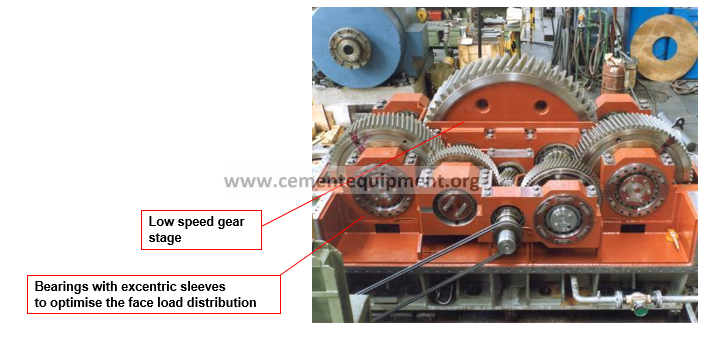
Gear Box Internals
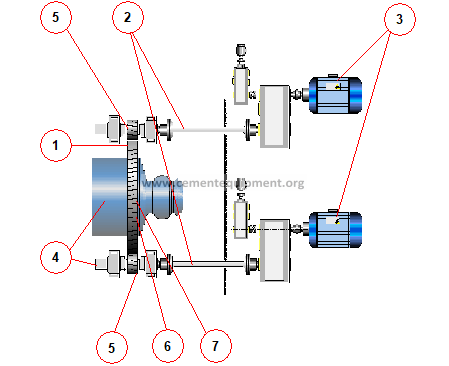
Parallel shaft gear reducer (two way power branch)
– All gears surface-hardened and ground
-All shafts with roller bearings
-Key point:: Face load distribution of the LS-gear stage
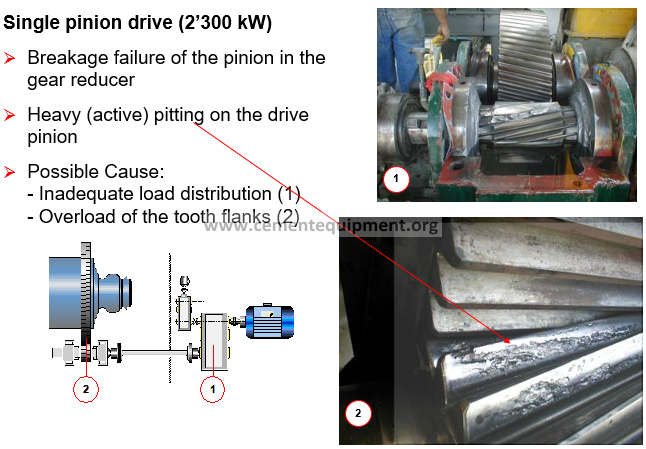
Potential Technical Problems Drive
Girth gear drives – Fundamental Problems
1.Axial/radial runout
2.Alignment of the drive trains
3.Uneven power splitting
4.Centre distances variable
5.Face load distribution
6.Sealing of the girth gear
7.Girth gear is through hardened only, fatigue strength is limited
-Dynamic behaviour
-A lot of individual rotating masses risk of resonance vicinities
-Torsional/structural vibrations
-Pinion shaft bending vibrations
Gearboxes

Potential Damages Drives

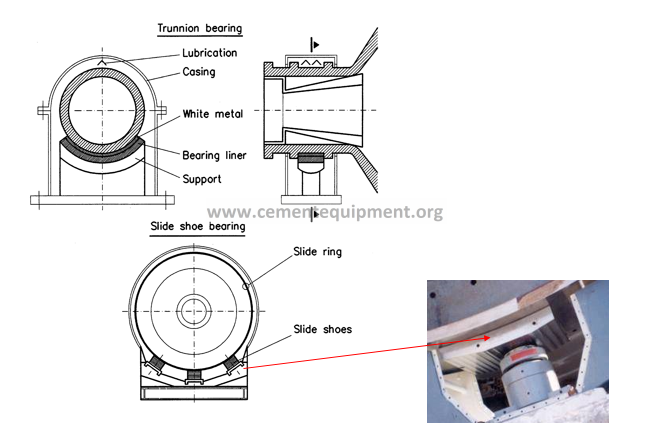
Mill Bearing
Advantages slide shoe bearings:
- No size and capacity limitation of the mill
- Simple design of wear plates
- Far higher limit of gas temperature at mill inlet (e.g. for drying with heat generator)
Feed Arrangements for Ball Mills
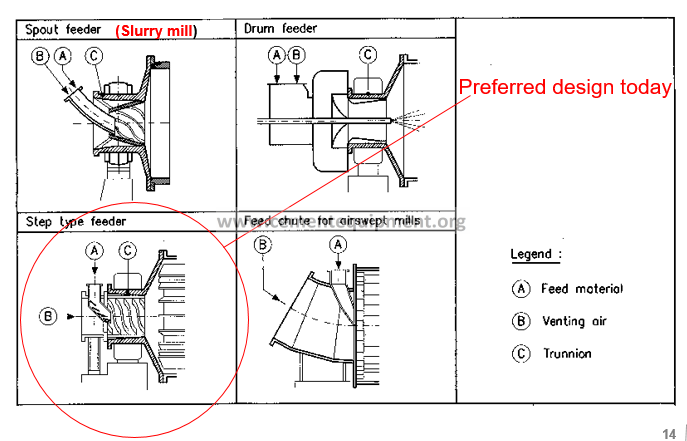
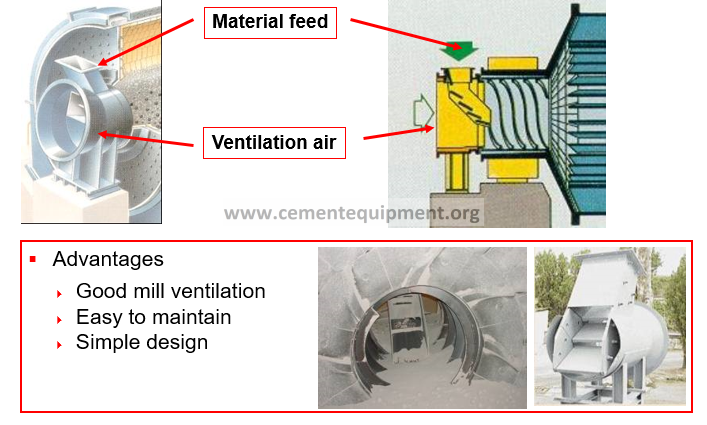
Feed Arrangement (Example Step Feeder)
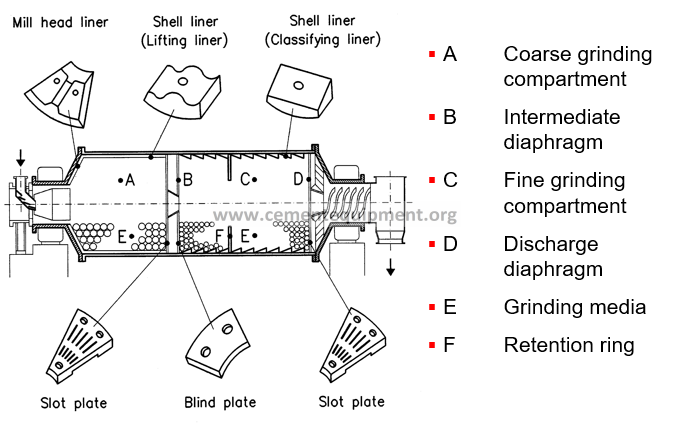
Elements of Ball Mill – Overview (Internals)
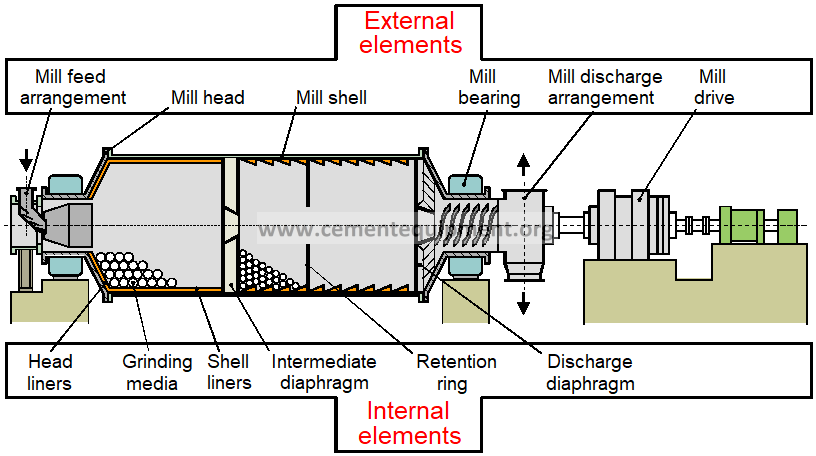
Overview Internal Elements
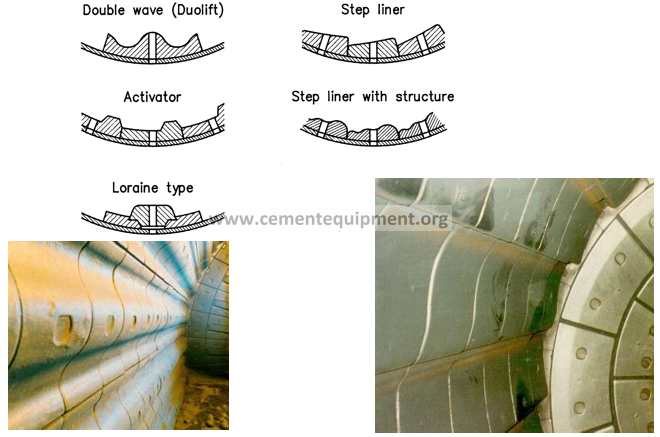
Liners for Coarse Grinding
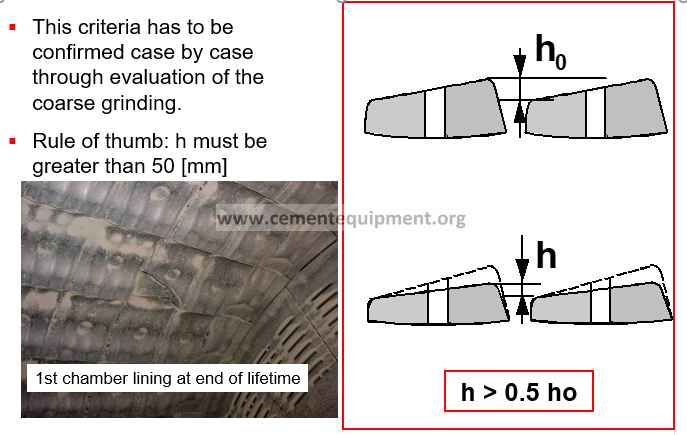
Lifting Height Requirements (1st Chamber)
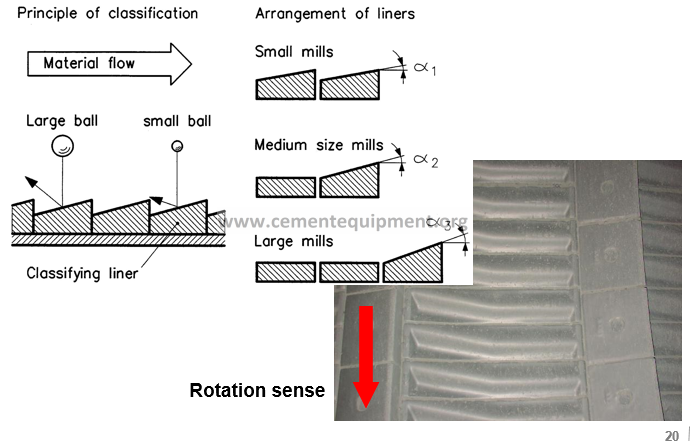
Classifying Liner for Fine Grinding (2nd Chamber)
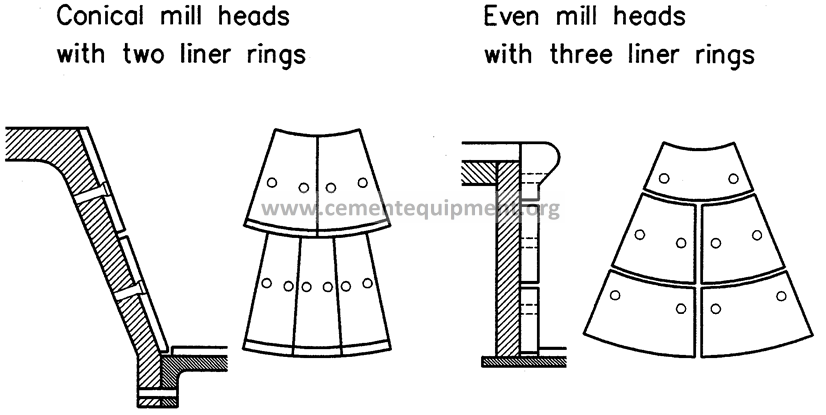
Head Liners
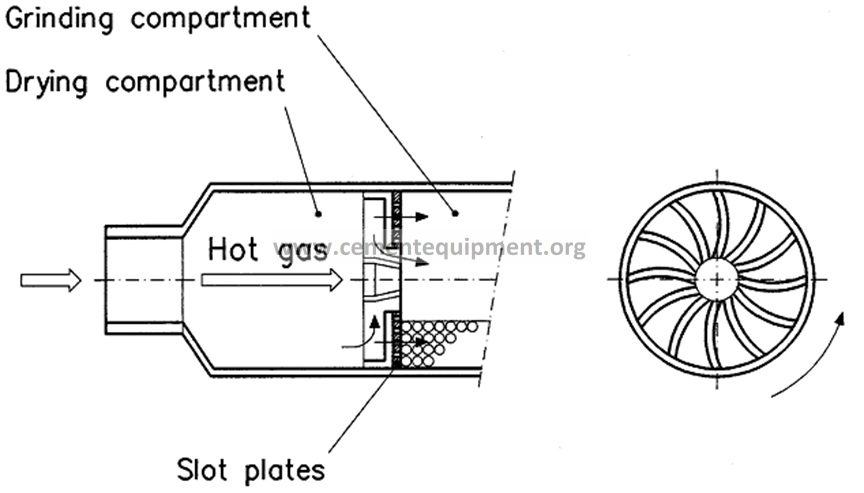
Open Diaphragm (Drying Chamber Diaphragm)
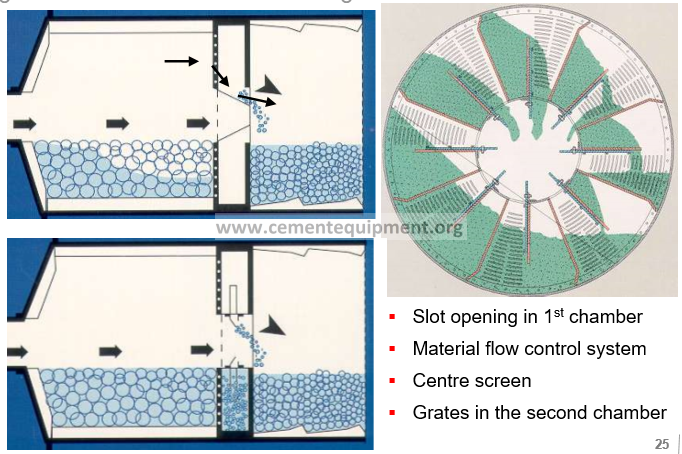
Intermediate Diaphragm
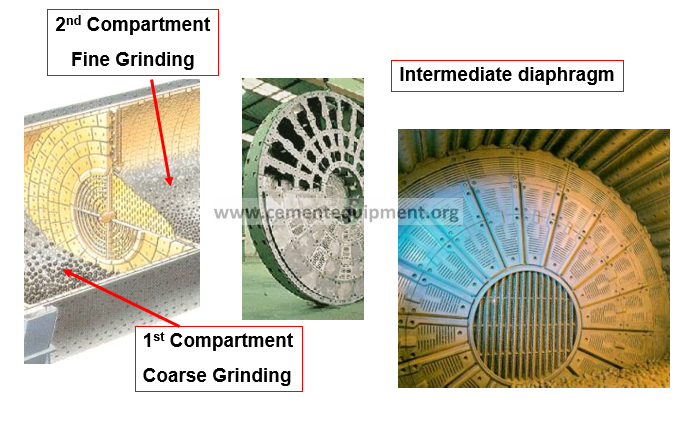
Function of Intermediate Diaphragm
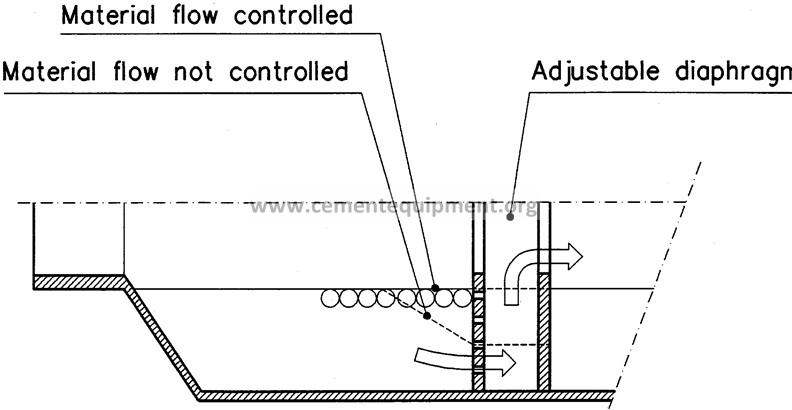
Intermediate diaphragm
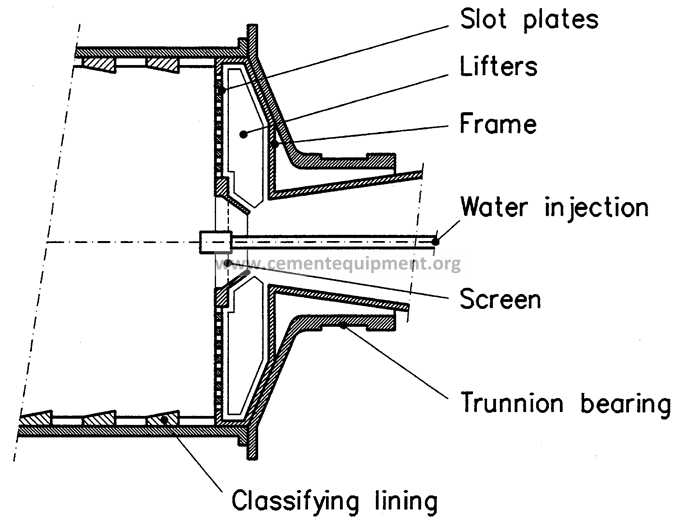
Discharge diaphragm
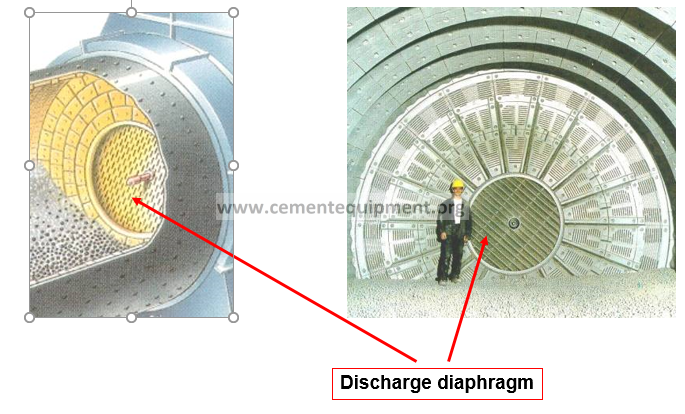
Discharge Diaphragm
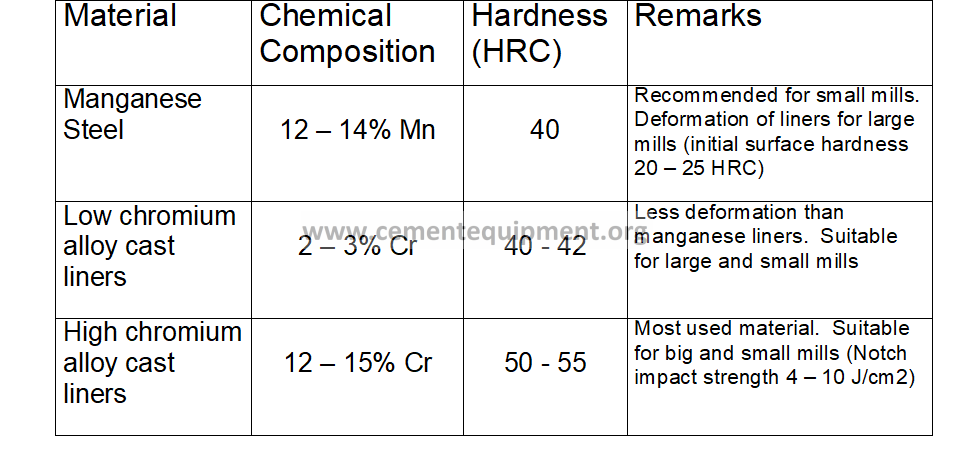
Material Quality and Application of Shell Liners
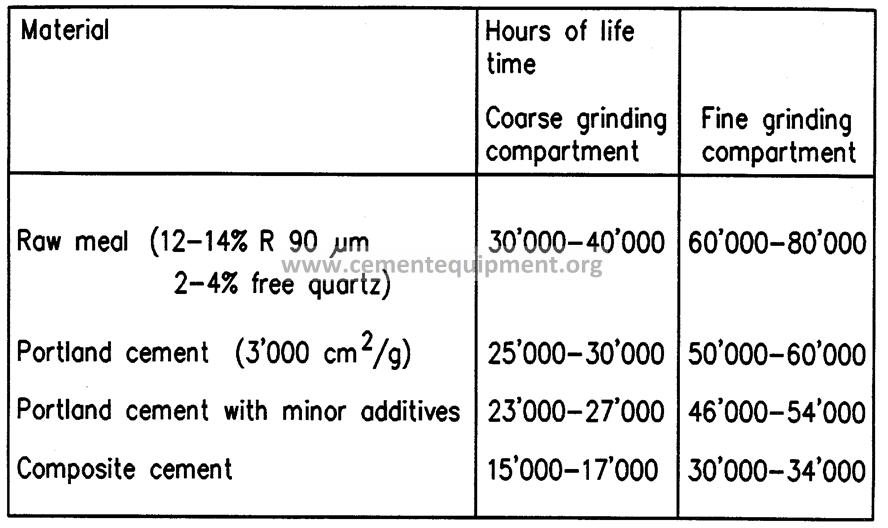
Life Time of Shell Liners
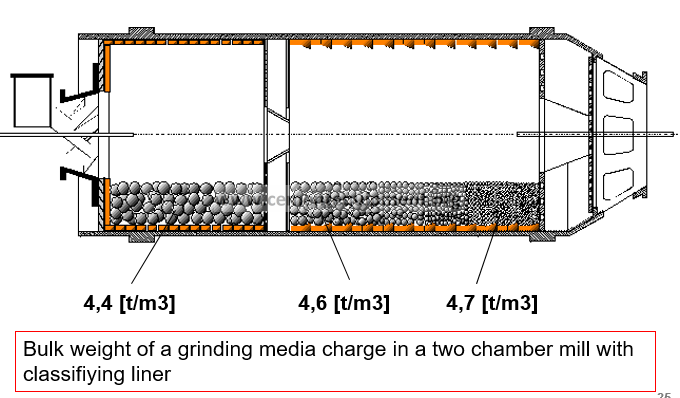
Grinding Media

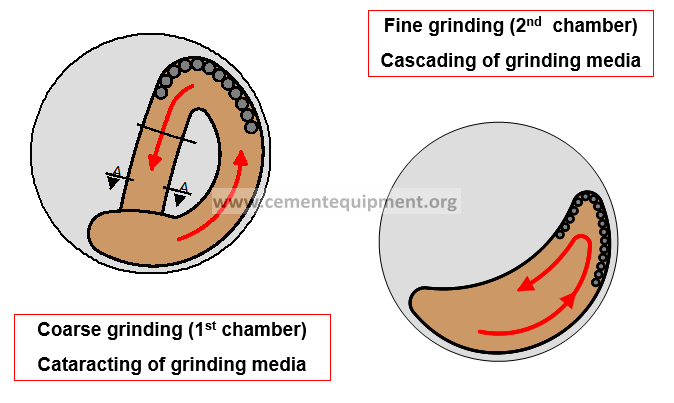
Grinding in Ball Mill
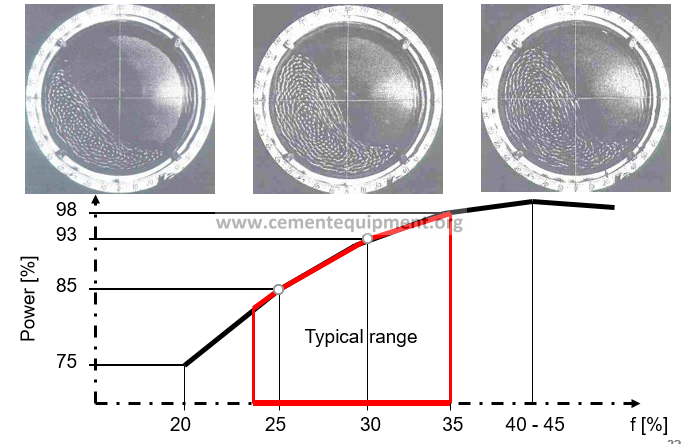
Ball filling degree (f)
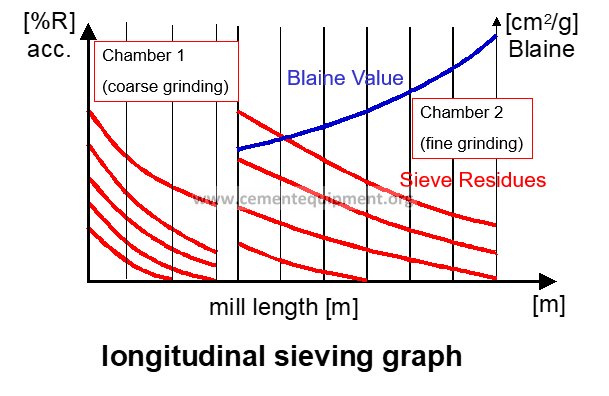
Steps of Grinding
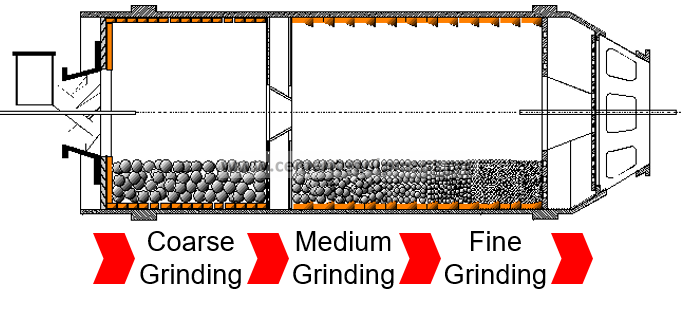
Coarse Grinding: Parameters for Optimising
Grinding Media
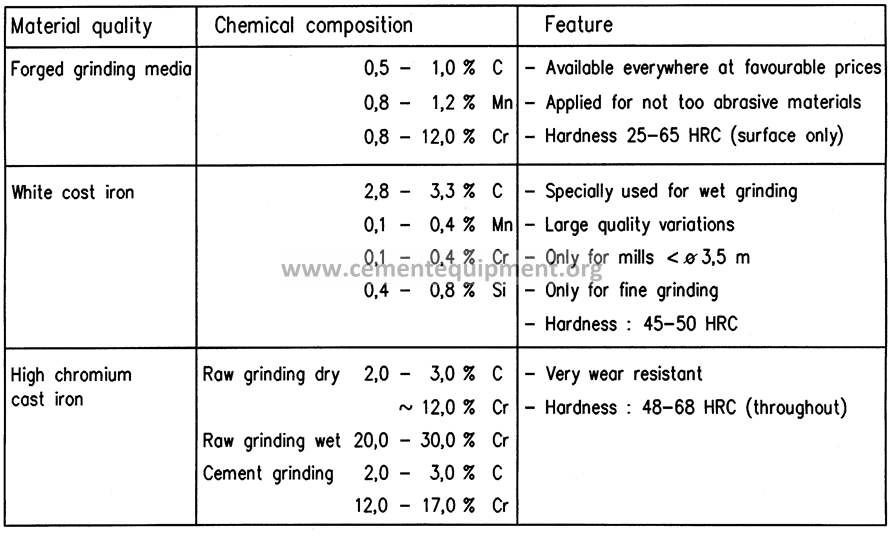
Material Quality of Grinding Media
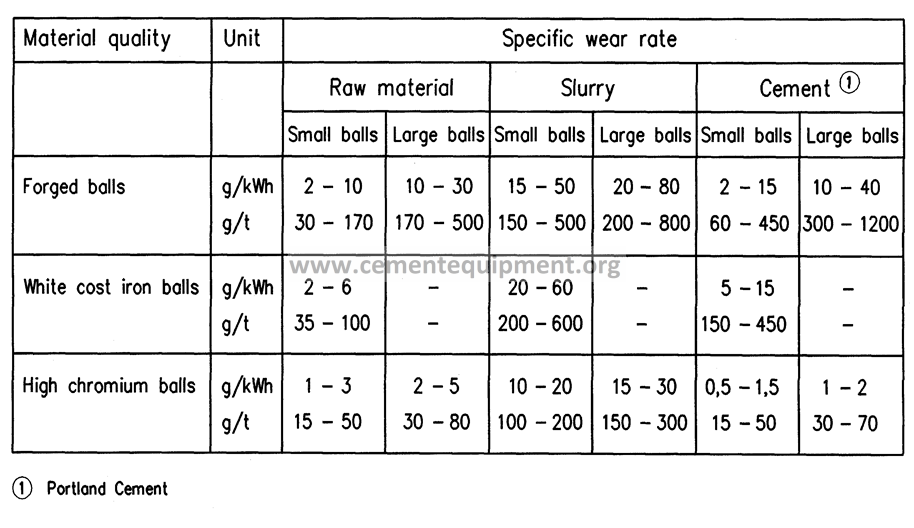
Specific Wear Rates of Grinding Media
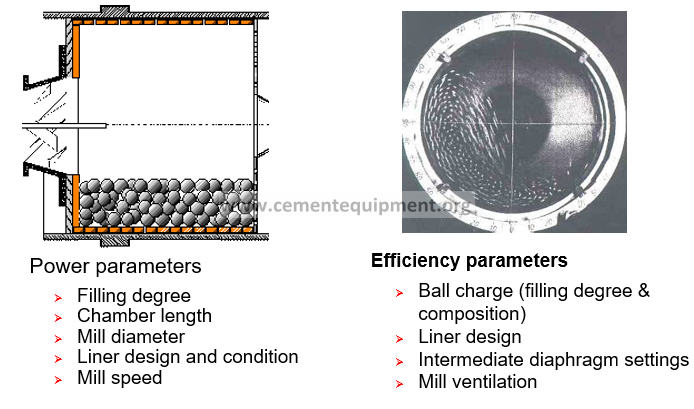
Mill Efficiency
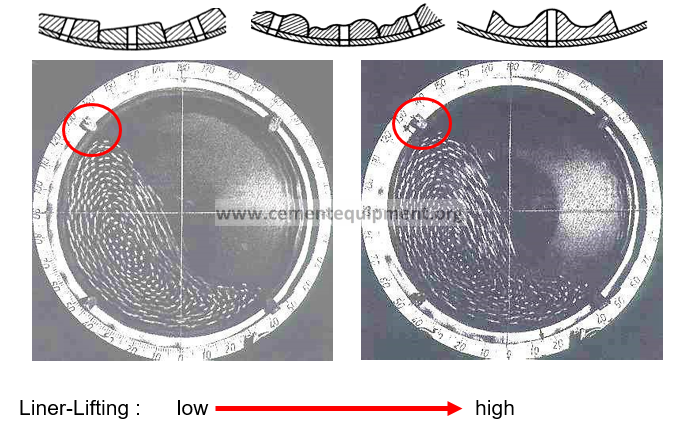
Lifting Liners Effects
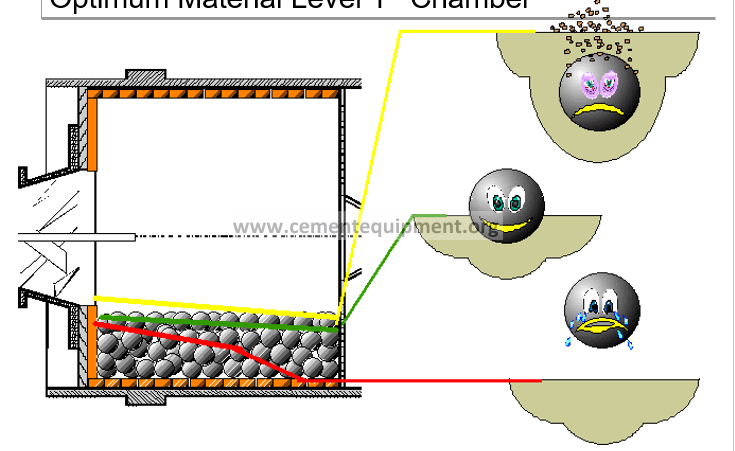
Optimum Material Level 1st ChambeR
Optimum Material level 2nd chamber
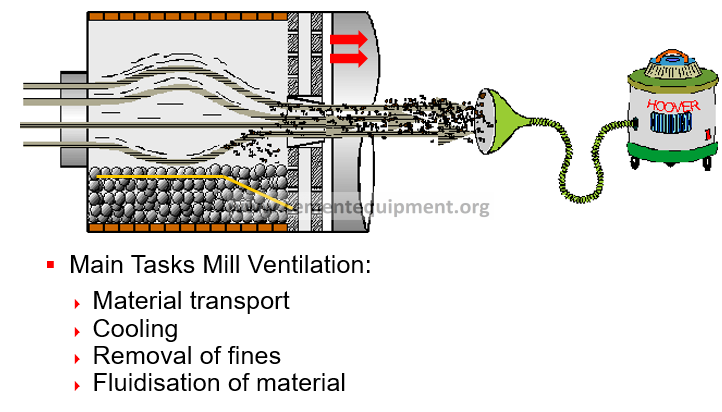
Mill Ventilation
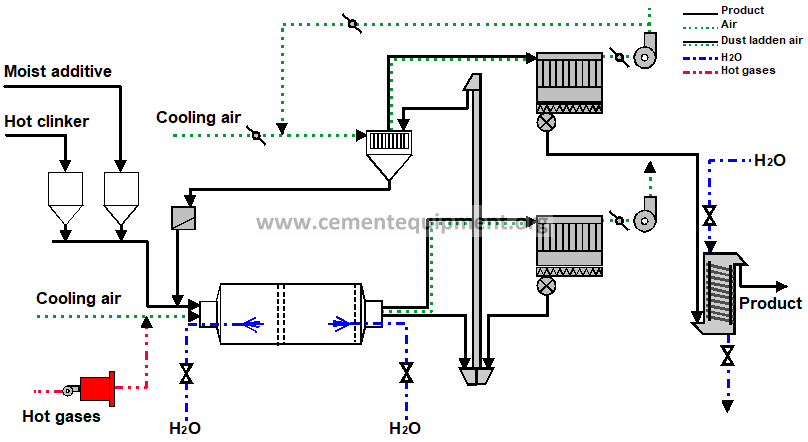
Cooling and Heating Possibilities
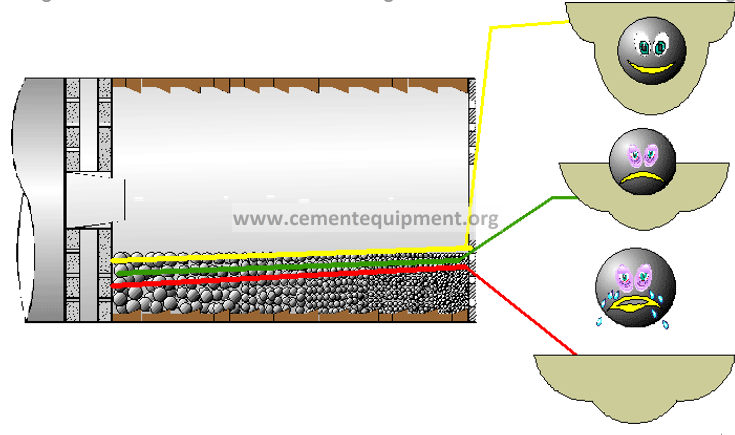
Fine Grinding and Mill Cooling
PROBLEM
Insufficient mill cooling lead to material agglomeration on balls and liners
The grinding is not any more done by balls against material but by material against material
SOLUTION
- Adapted mill cooling, playing with:
-Clinker temperature
-Mill ventilation
-Water injection
- Use of grinding aid (temporary solution because expensive)
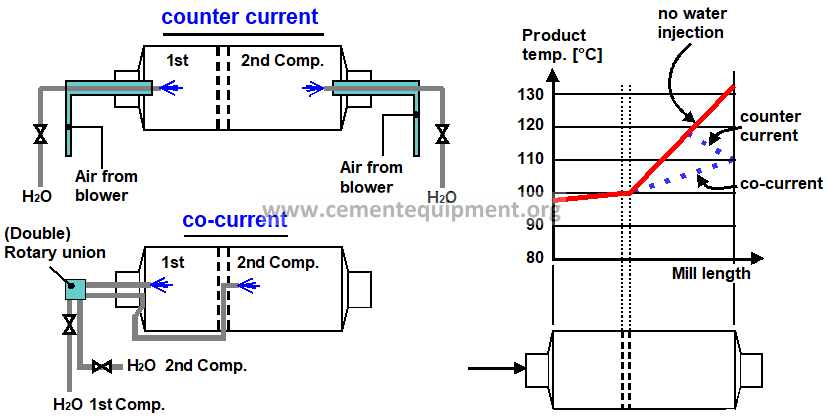
Water Injection Systems
Please we are in need to catalouge for grate plate