TIRE AND SUPPORT PAD LUBRICATION REQUIREMENTS
A properly aligned tire is perpendicular to the kiln axis. Tire misalignment can occur if the slopes of the support rollers under the tire are not the same as the kiln axis slope. The tire in that case will tilt relative to the kiln axis. The direction of rotation of the tire will then be slightly different than the direction of rotation of the shell. Given this difference in rolling directions, the tire creep has a horizontal motion component. In other words, in addition to the circumferential movement of the tire relative to the shell (i.e. creep), the tire also moves uphill or downhill on the shell. The consequences of this horizontal motion component are a) high tire retainer pressure and b) wear of the tire ID and the support pads.
Tire retainer pressure and support pad wear are both directly proportional to the coefficient of friction between the tire ID and the support pads. An effective strategy in addressing these problems therefore is to lubricate the tire ID. If the coefficient of friction between the tire and the support pads is low, tire retainer pressure will be low and the support pads will not wear regardless of the severity of the misalignment of the tire plane relative to the kiln axis.
A significant added benefit of tire and support pad lubrication is ovality related. A tire has to be snug on a shell to provide the structural support that is required to maintain a circular shell cross section (i.e. low ovality). This is only possible if the tire clearance (gap between the tire and the pads at the top of the kiln) does not exceed 3/16”. As unlubricated support pads wear, the tire clearance quickly exceeds the desired limit, at which time the pads have to be shimmed or replaced to maintain acceptable ovality. If support pads wear only 1/8”, the tire creep will increase by well over ¾”, at which point the tire clearance unacceptably high.
The lubricant for this application has to address the conditions that prevail at the tire/support pad environment.
1. The temperature can be high enough to cause probably all petroleum and synthetic based lubricants catch on fire. The lubricant therefore has to be graphite based or it has to contain a flame retardant.
2. The lubricant has to remain fluid long enough to disperse over the entire tire ID, yet it has to dry quickly thereafter to avoid attracting dust, which will accelerate wear.
3. The lubricant must keep the coefficient of friction between the tire and the pads low after it dries.
4. The lubricant must be effective for at least three or four days so that daily application is not necessary.
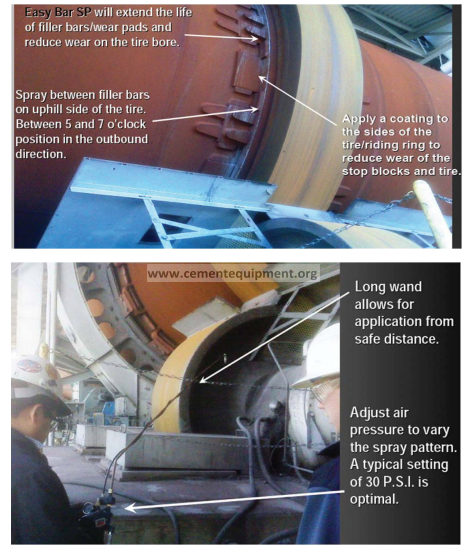
5. The application of the lubricant can present safety issues because of high temperatures and the proximity of moving kiln components.
The three commonly used lubricants and the pros and cons of each are as follows:
1. METAL POWDERS SUSPENDED IN SPRAYABLE LIQUID CARRIER
Soft metal powders and flakes suspended in a non flammable carrier are most effective for tire and support pad lubrication. The metal powders commonly used are copper, aluminum, and zinc. Before the carrier dissipates, the metal powders disperse and laminate onto the interacting surfaces, providing long term dry lubrication. Because this product is sprayable, it can be applied a safe distance from heat and moving parts.
2. METAL POWDERS SUSPENDED IN SOLID WAX BARS
This product is similar in composition and effectiveness to its sprayable equivalent described above. The wax bars dissipate, leaving the lubricating metal powders in place for days. The drawback is that the wax bars must be applied by hands that are in close proximity to hot moving parts. Some plants cannot use this product because a number of safety inspectors consider the practice unsafe.
3. GRAPHITE SUSPENDED IN WATER
Graphite suspended in water is often used as a sprayable tire lubricant. This lubrication method is so ineffective that it borders on being useless. Graphite suspended in water is ineffectual because the water instantaneously turns to steam and the steam disperses almost all of the graphite away from where it needs to go. Furthermore, graphite does not adhere to metal satisfactorily. Even if some of it lands on the tire ID it is very easily dislodged, and being extremely light, it gets dispersed by wind.
4. GRAPHITE SUSPENDED IN OIL
A mixture of graphite and oil is only slightly better than the water graphite mixture. The problem here is twofold: a) the light oil dissipates rapidly at high temperatures, before the entire tire ID is covered, and b) as stated above, the graphite does not adhere well to interacting metal surfaces.
The lubrication of the tires and support pads is well worth the time and expense the task requires. The proper lubricant applied twice per week will more than double the useful life of support pads and tire retainers. With the cost of a support pad replacement often exceeding $60,000, lubrication is very cost effective. Furthermore, if a tire ID is adequately lubricated, failure of stop blocks due to high pressure is not possible.