The reasons why the hammer crusher hammer wears quickly???
Need hammer crusher sourcing or maintenance support? Send your requirement
written by

Amanda Lee
The hammer head wear of the hammer crusher is unavoidable, but if the wear is too fast and the frequency is too high, it is necessary to check whether there is a problem in the equipment itself or in the operation. The main factors affecting the wear of the hammer head are: the material of the hammer head, the manufacturing quality and structural design, the technical design of the crusher, the feeding situation and the gap between the various parts in the structure.
01. Effect of hammer material
In general, the hammer with a higher hardness has a higher wear resistance. To improve the wear resistance of the hammer, it is necessary to increase its hardness, but as the hardness increases, the impact toughness of the hammer will decrease. Therefore, how to balance the hardness of the hammer and the good impact toughness is the key to improve the wear resistance of the hammer.
Common materials for hammerheads are: high manganese steel, high chromium cast iron, low carbon alloy steel.
High manganese steel has good toughness, good manufacturability and low price. Its main feature is that under the action of large impact or contact stress, the surface layer will rapidly produce work hardening, and its work hardening index is 5-7 times higher than other materials. The wear resistance is greatly improved. However, if the impact force is insufficient or the contact stress is small during use, the surface cannot be quickly subjected to work hardening, and the wear resistance of the high manganese steel cannot be fully exerted.
High-chromium cast iron is a wear-resistant material with excellent anti-wear properties, but has low toughness and is prone to brittle fracture. In order to make the high-chromium cast iron hammer safely run, a composite hammerhead has been developed, that is, high-chromium cast iron is cast in the head of a high-manganese steel or a low-alloy steel hammerhead, or the working part of the hammerhead is made of high-chromium cast iron, and the hammer handle is partially used. Carbon steel, the two are combined to make the hammer head have high hardness, and the hammer handle has high toughness, fully exploiting the respective advantages of the two materials to overcome the shortcomings of the single material and satisfying the performance requirements of the hammer. However, its manufacturing process is complicated and the process requirements are strict.
Low-carbon alloy steel is mainly alloy structural steel containing various elements such as chromium and molybdenum. It has high hardness and good toughness, and its matrix structure has martensite, bainite or bainite + martensite composite structure. Under the same working conditions, its service life is at least doubled than that of high manganese steel hammer. However, the quenching and tempering heat treatment of the hammerhead is the key. After the quenching and tempering heat treatment, not only the overall tensile strength is required to be 850 MPa or more, but also considerable plasticity and toughness are required.
02. Hammer manufacturing quality
The manufacturing process of the hammer is also a key factor in determining its service life. If there are defects in the surface or internal manufacturing of the hammerhead, such as shrinkage cavities, cracks, and through crystals, it will not only reduce the performance of the hammer but also cause the hammer to break. Therefore, reasonable casting and heat treatment processes must be established in the production of hammers.
For example, for high-chromium cast iron hammers, vertical pouring and reasonable use of external cold iron should be adopted, and the casting temperature should be strictly controlled, so that the hammer head can have good solidification sequence and feeding conditions during casting, and thus obtain dense Internal organization and weakening the coarse grain.
03. Structural design of the hammer
The hammerheads of different structures and geometric shapes have great differences in the mechanical properties of the heat treatment and the internal metallographic structure, which in turn have a great influence on the wear resistance, especially the impact of the hammer with large thickness and large size is more prominent. . The thicker the hammer, the harder it is to harden, and the worse its wear resistance.
Since the internal wear resistance of the hammer head is significantly lower than that of the surface, this condition can only be improved by a reasonable casting and heat treatment process for the hammer head having a large thickness, but this means improving the wear resistance of the hammer head. The performance is limited. The best way is to optimize the structure of the hammer without changing the kinetic energy and strength of the hammer. On the one hand, the utilization of the hammer can be improved, and on the other hand, the structural pair can be reduced. The effect of heat treatment performance, to avoid the wear resistance of the hammer head is reduced.
04. Crusher technical parameters
The life of the hammer is also related to the technical parameters of the crusher, the most important of which is the power and speed of the rotor. These two parameters directly reflect the linear velocity and impact force of the hammerhead. They are not only related to the production capacity of the crusher, but also to the degree of impact hardening of the hammerhead.
The hammer with good impact hardening will have a prolonged service life. The rotor speed is too low, not only the low production capacity, but also low kinetic energy, resulting in poor hammer impact hardening and poor wear resistance; the rotor speed is too high, although the hammer can obtain better impact hardening and equipment productivity, but also The hammer head, the stringer and the lining plate are strongly worn, which is also detrimental to the service life of the hammer head, and at the same time, the power consumption is significantly increased.
05. Clearance of each part of the crusher structure
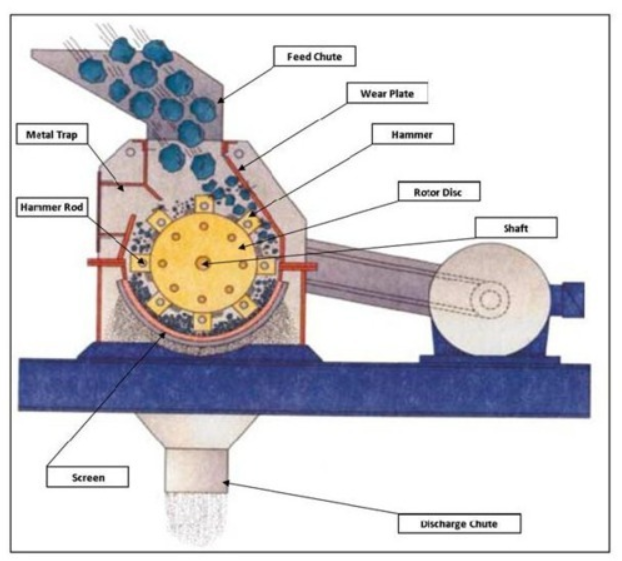
Here mainly refers to the gap between the rotor body and the crushing plate, the purlin and the feed roller, and the gap between the hammers. The size of these gaps is related to whether there is accumulation on the stringer and near the safety gate.
If there is accumulation, when the hammer is unable to press the material from the stringer, it will be severely rubbed and worn. If the gap is too small, although the crushing quality and efficiency of the material can be improved, it is easy to form accumulated material and blockage, which causes the hammer head to wear; the gap is too large, although material accumulation can be avoided, but the crushing effect and efficiency are low. Therefore, when the hammer crusher is used, it is necessary to constantly adjust the gap of each part to be within an appropriate range. The improved purlin structure keeps the discharge unobstructed and also helps to reduce the wear of the hammer.
06. Crusher feeding situation
Feeding conditions include: 1 feed size and hardness; 2 feeding mode of the crusher. The former is related to whether the crusher will encounter the impact impulse when the material and the hammer hit the material. The latter will cause the difference of the material to the rotor due to the different feeding modes, and also affect the impact impulse when the hammer hits the material.
When the weight of the hammer and the rotor speed are constant, the collision impulse of the hammer is proportional to the material quality and the drop, and the magnitude of the collision impulse is directly related to the degree of work hardening and wear resistance of the hammer. Therefore, the feed size of the large hammer crusher should not be too small, and the feed equipment speed should be higher.
In addition, excessive moisture content of the material will have a certain impact on the life of the hammer. If the water content is too high, the materials are easily bonded into a mass, which causes accumulation of materials and aggravates the wear of the hammer.
The hammer crusher has the advantages of simple structure, large crushing ratio, simple operation and maintenance, etc., but the hammer head wears fast and the service life is short, which is also a prominent problem of the machine. In actual production, improving the service life of the hammer crusher requires not only the manufacturer to guarantee and improve the material, mechanical properties and quality of the hammer, but also the correct use and scientific maintenance of the user, so that the equipment is always in the Good condition.
Need technical or sourcing support?
Use the inquiry page for crusher support and spare-parts sourcing.