Contents
Quality & Composition of cement clinker
If You Want to Download the Complete Cement Kiln Chemistry and All Complete courses and Expert Books in Cement Industry , Kindly click here NOW

Introduction
In module 2 of the course we are going to focus on the quality and composition of cement clinker. Perhaps we should first define quality as it relates to cement clinker. Primarily clinker quality is judged by the hydraulic performance of cement made from the clinker.
Hydraulic performance of cement covers strength development, setting characteristics, workability and durability and the consistency of those hydraulic performance characteristics. The clinker quality and composition affects all these hydraulic characteristics of the cement, although setting and workability can be adjusted or controlled in the finish milling of the cement.
Durability of concrete made from cement is certainly determined by the clinker quality and composition. The clinker must be combined to a low residual free lime (<2.5%) and not contain more than 5% MgO. However, presuming adequate combination, the strength development of the cement made from the clinker is the primary measure of clinker quality.
The strength development of cement, and concrete made from cement, is determined by the silicate content of the cement in the minerals C3S and C2S. The higher the silica modulus (SM) of clinker the greater the silicate content, but we have seen in Module 1 that if the SM exceeds 4.0 then there are difficulties in combining the clinker.
The early strength of cement derives primarily from the C3S, the higher the lime saturation (LSF) of the clinker the higher will be the C3S content, up to the maximum of 100% lime saturated.
The raw materials in kiln feed can be proportioned to high LSF and SM targets to maximise silicate and C3S content, but what does lime saturation actually mean?
Will the real clinker mineralogy correspond with the target from the proportioning? Will strength development of the C3S and C2S be as expected?
Is strength development only dependent on the amount of the C3S and C2S present? Or is the C3S and C2S in some clinkers better at strength development than others? What is the role of minor compounds and constituents in the clinker?
How can the strength development of the C3S and C2S be controlled and predicted?
These are the questions we will try to answer in this Module 2 of the course.
We will certainly not be able to answer these questions without an understanding of CaO-SiO2-Al2O3-Fe2O3 (CSAF) quaternary system. The CaO-SiO2-Al2O3-Fe2O3 (CSAF) quaternary system is where we will start in the next session of the course.
There is no exercise associated with this session 1 of module 2, however, I recommend trying Quiz 2.1 to assess your current knowledge before studying the rest of the sessions, then repeating later as self-assessment.
The CSAF quaternary system.
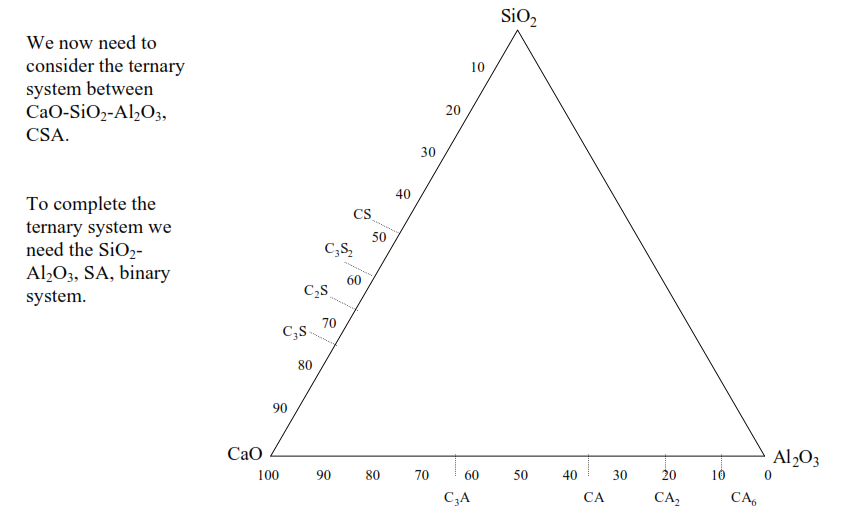
All the cement clinker minerals belong to the CaO-SiO2-Al2O3-Fe2O3 (CSAF) quaternary system. The most important clinker minerals are the silicates C3S and C2S and these belong to the CaO-SiO2 (CS) binary system, that is a good place to begin our exploration of the quaternary system.
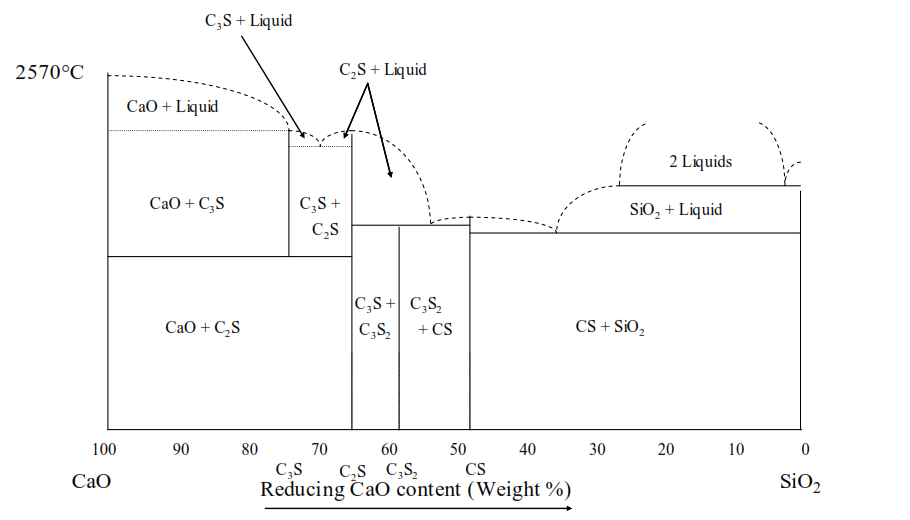
Lime, CaO, and silica, SiO2, form four distinct compounds together, in order of increasing CaO content these are:
1-Calcium metasilicate, CaSiO4, CS
2-Rankinite, Ca3Si2O7, C3S2
3-Calcium orthosilicate, Ca2SiO4, C2S.
4-Tricalcium silicate, Ca3SiO5, C3S.
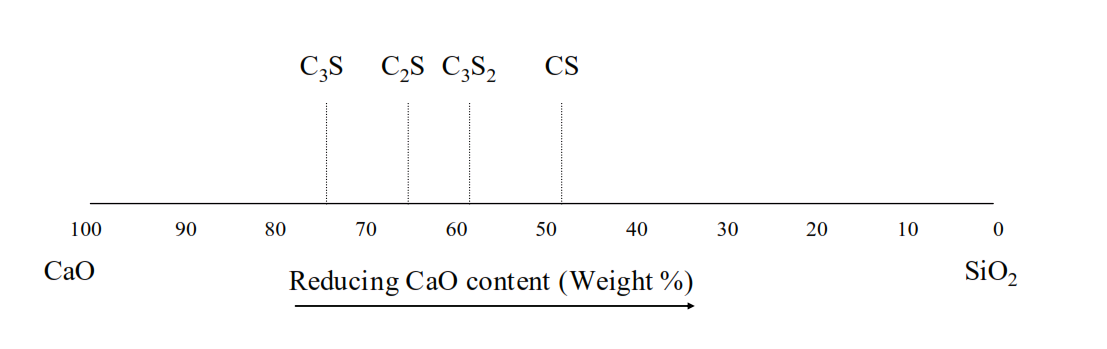
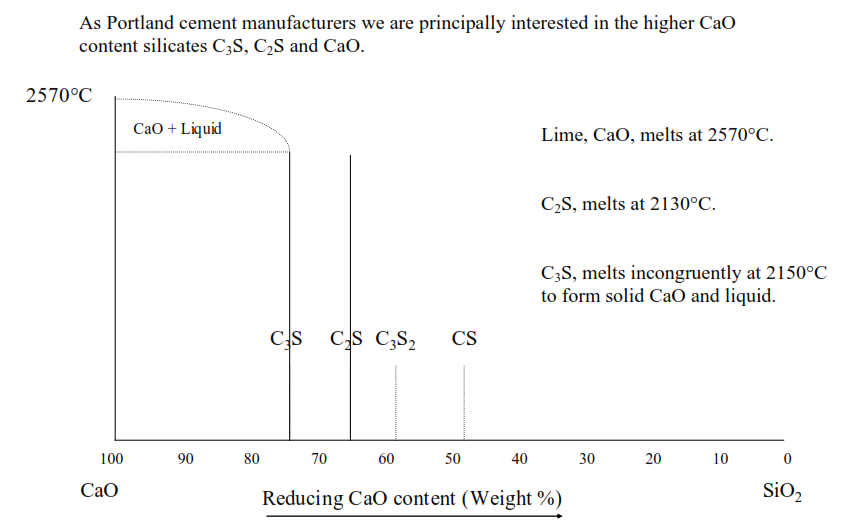
As Portland cement manufacturers we are not concerned by the low CaO parts of the system. The melting temperatures in the high CaO part of the system are in excess of 2050°C, much higher than can be achieved in a cement rotary kiln. This is why Al2O3 and Fe2O3 must be present to form a liquid and increase the rate of C3S formation.
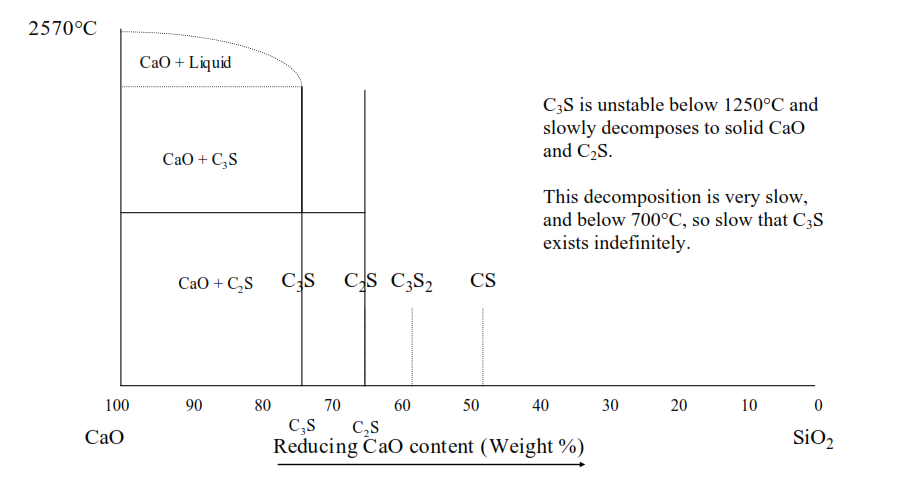
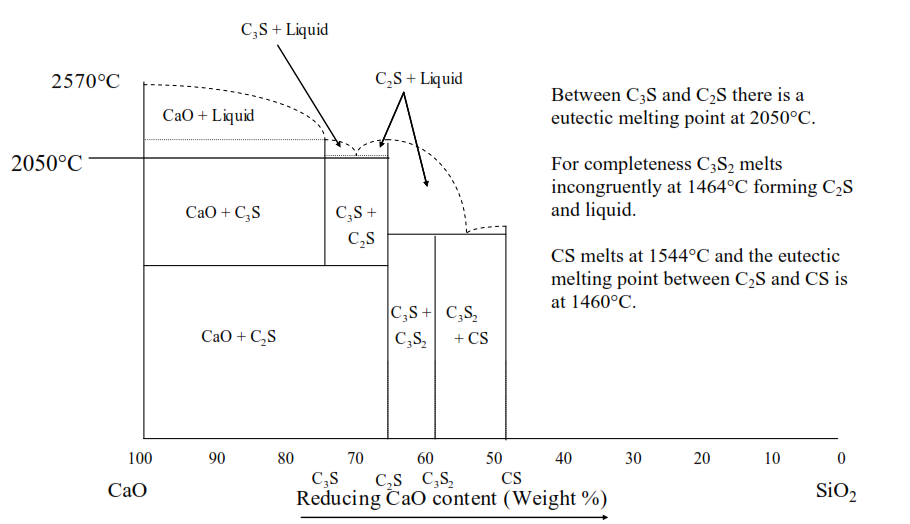
The complete CaO-SiO2, CS, binary system down to SiO2 is as follows:
Before considering the ternary system with addition of Al2O3, and the quaternary system with addition of Fe2O3, we need to look at the binary systems with alumina, Al2O3, and Fe2O3.
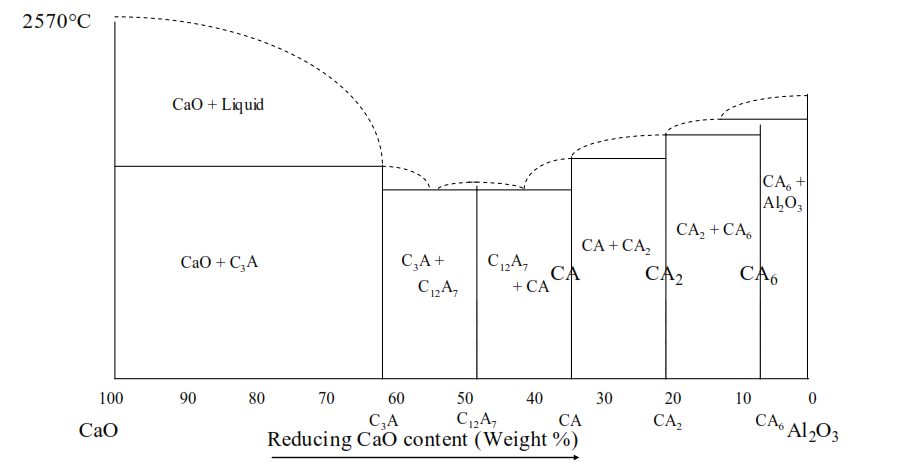
Lime, CaO, and alumina, Al2O3, again form four distinct compounds together, in order of increasing CaO content these are:
1-CaO.6Al2O3, CA6.
2-CaO.2Al2O3, CA2.
3-Calcium aluminate, CaO.Al2O3, CA.
4-Tricalcium aluminate, 3CaO.Al2O3, C3A
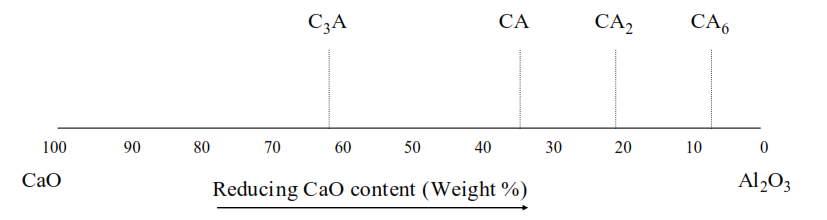
In air with normal humidity the compound C12A7 is also formed, but this contains some hydroxyl ions and is therefore not strictly binary.
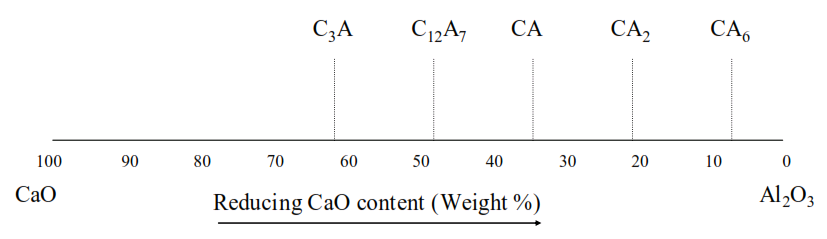
Again, as Portland cement manufacturers we are not particularly concerned about the lower lime aluminates CA6, CA2 and CA. If the course covered the chemistry of the manufacture of calcium aluminate cements we would certainly be interested in these and C12A7.
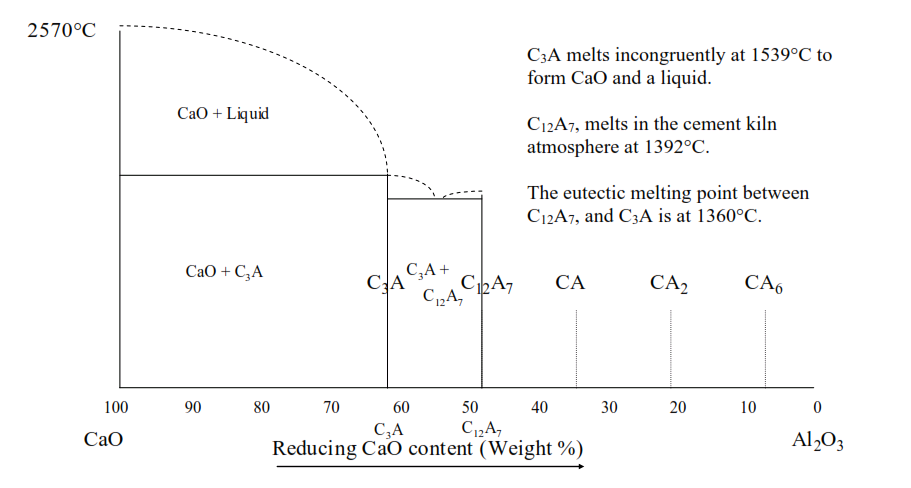
Again the lower lime aluminates are not involved in Portland cement manufacture, but the diagram is completed as follows:
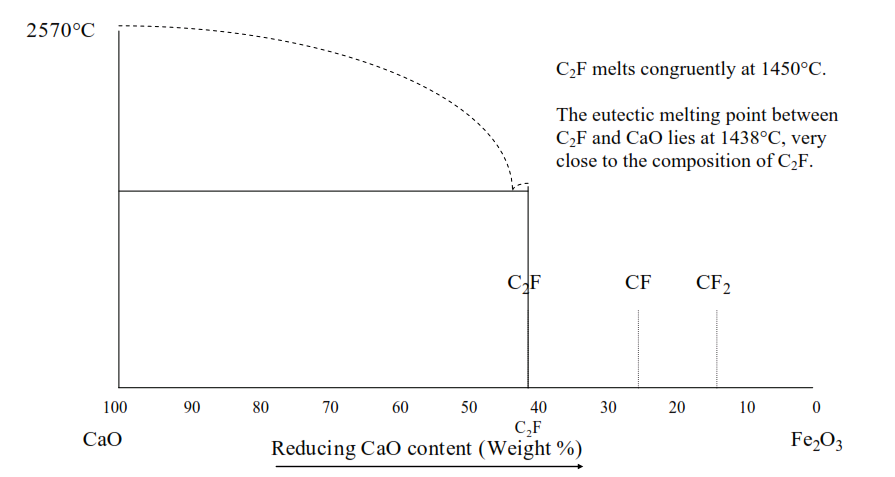
Lime, CaO, and Fe2O3 form three distinct compounds together, in order of increasing CaO content these are:
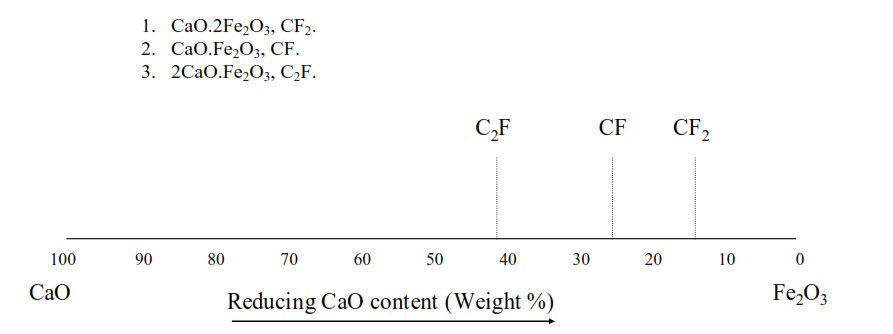
In high Fe2O3 mixes, oxygen is lost forming Fe2+ and therefore the system is no longer binary between CaO and Fe2O3, which contains only Fe3+. However, in the CaO rich mixtures involved in cement manufacture the system is binary. None of these CaO-Fe2O3 binary compounds are present in Portland cement.
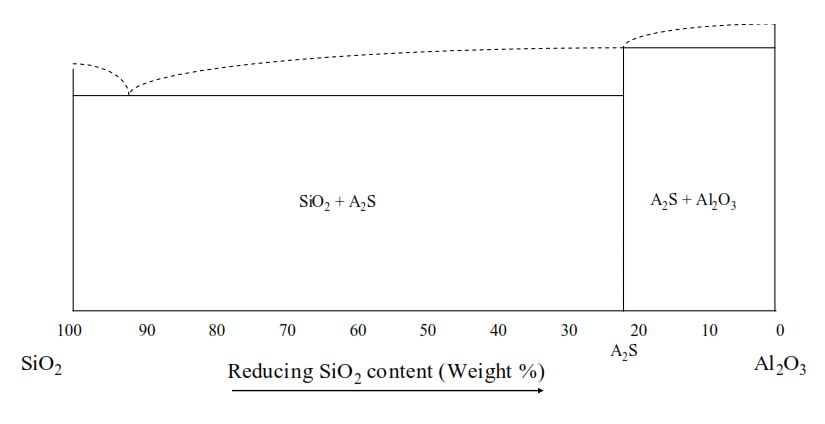
Silica, SiO2, and alumina, Al2O3, form one binary compound together, mullite, 2Al2O3.SiO2 or A2S.
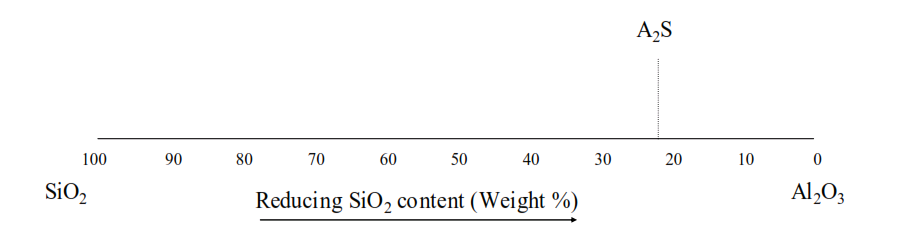
No alumino-silicate compounds are present in cement, although they are important in refractory materials. The clay minerals used as secondary raw materials in cement manufacture are hydrated alumino-silicates.
Mullite melts incongruently at 1880°C to form Al2O3 (corundum) and liquid.
The eutectic melting point between SiO2 and mullite is at 1547°C.
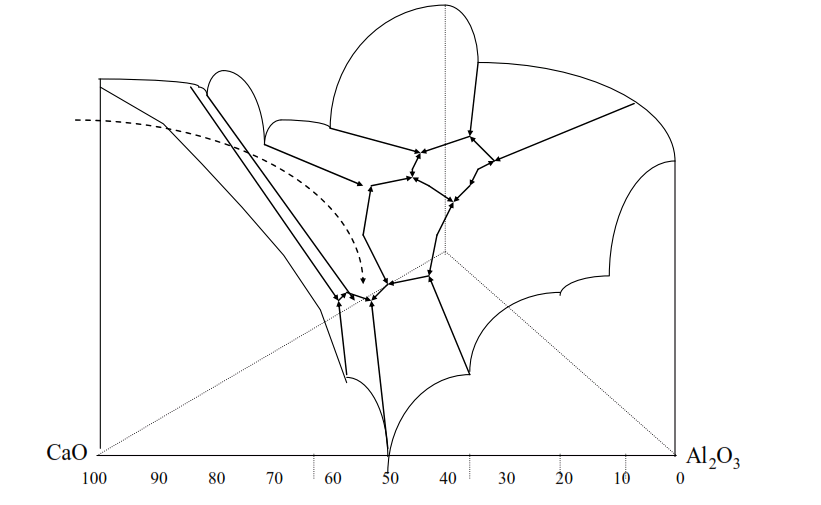
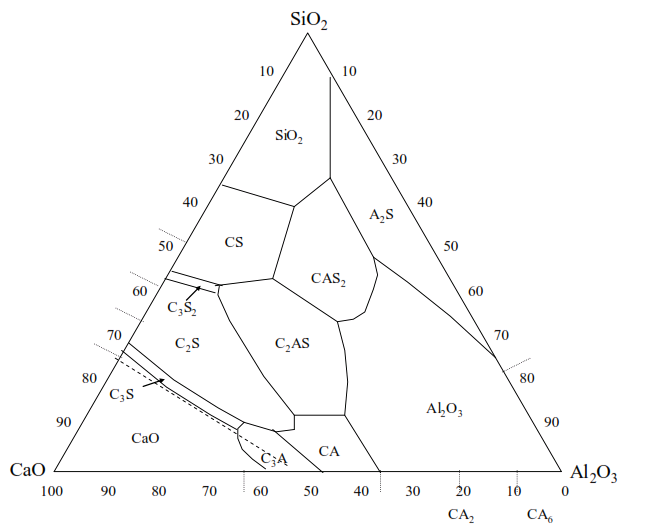
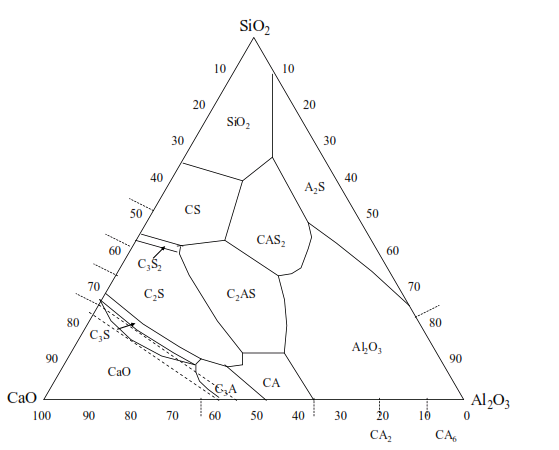
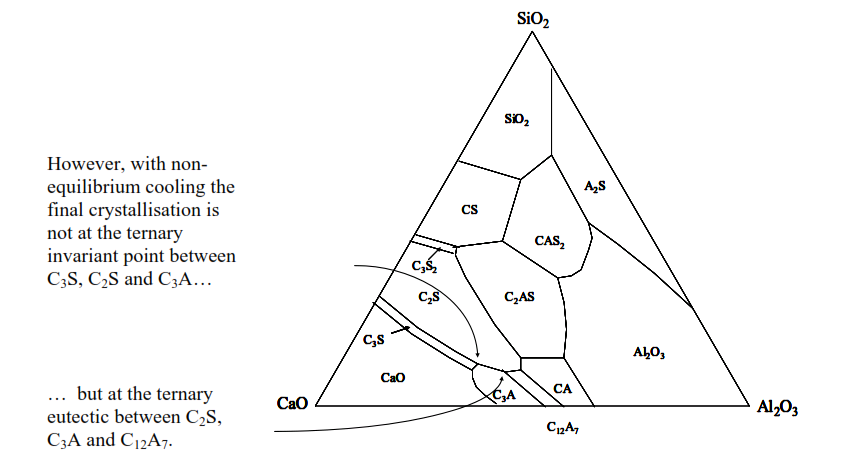
Returning to the ternary system between CaO-SiO2-Al2O3, CSA. We can now complete the ternary system. In 2-dimensions the ability to represent temperature has been lost to show the third oxide component.
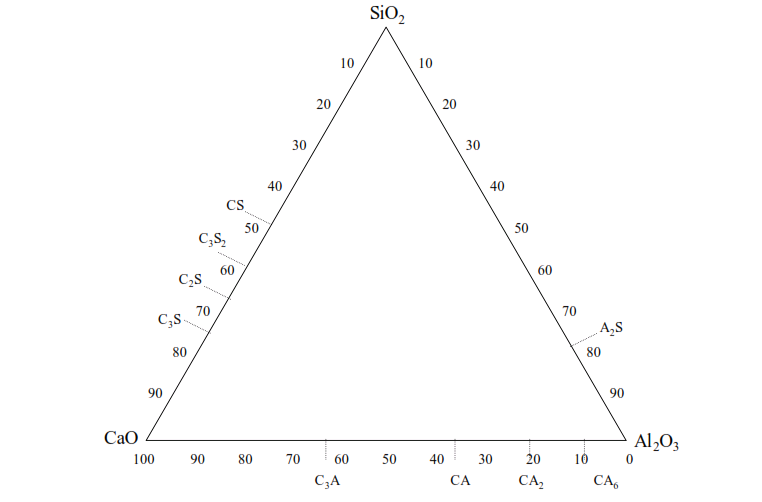
Primary phase fields are shown on the ternary phase diagram. The primary phase is the first compound to crystallise out of melt of the composition at any point in the ternary diagram.
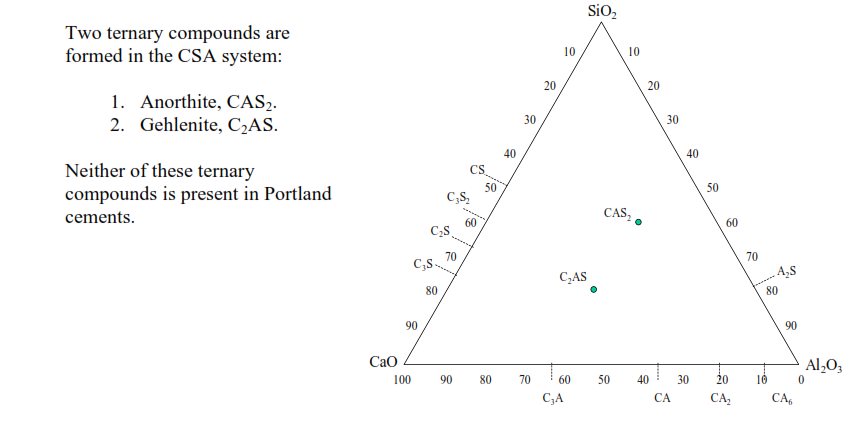
The primary phase fields are as follows:
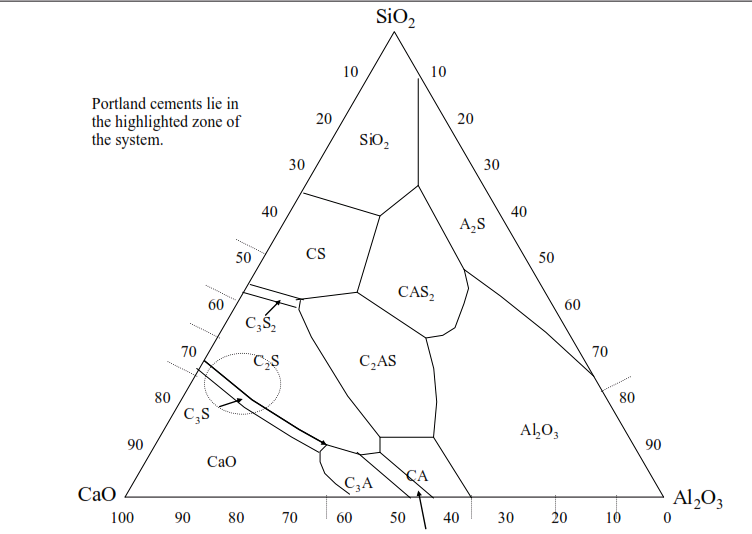
C3S forms an invariant point with CaO and C3A (red arrow), and an invariant point with C2S and C3A (blue arrow).
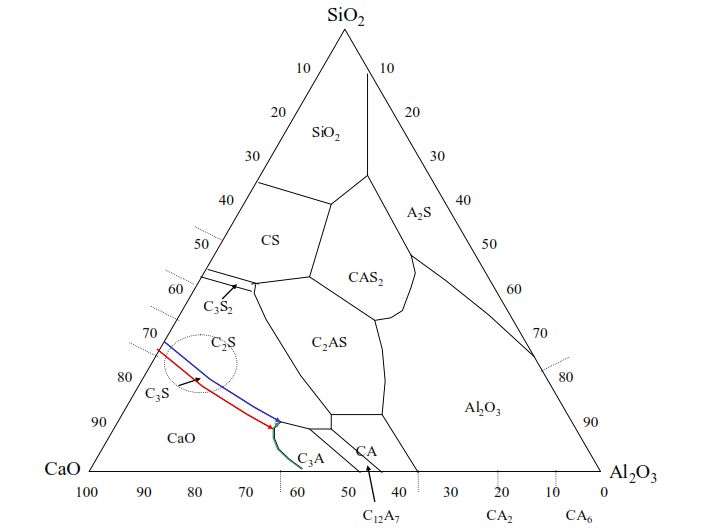
The invariant point with CaO and C3A lies at 1470°C, the invariant point with C2S and C3A lies at 1455°C therefore the crystallisation path leads from one to another (green arrow).
C2S forms a ternary eutectic with C3A and C12A7 1335°C. This is the point at which Portland cement compositions will finally crystallise.
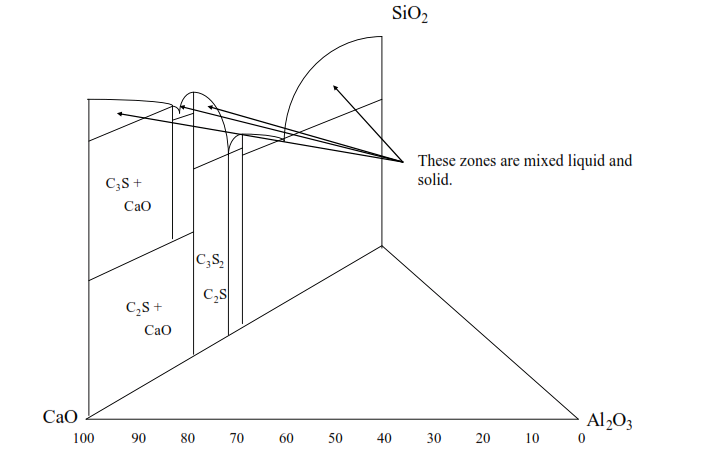
The temperatures in the ternary diagram within the Portland cement zone range from 1700~2000°C, these temperatures are not approached in a cement kiln. However, the temperatures on the diagram are those where the first phase crystallises out of a melt of that composition, below these temperatures there is a mixture of solids and liquids.
In a 3 dimensional representation temperature can again be shown:.
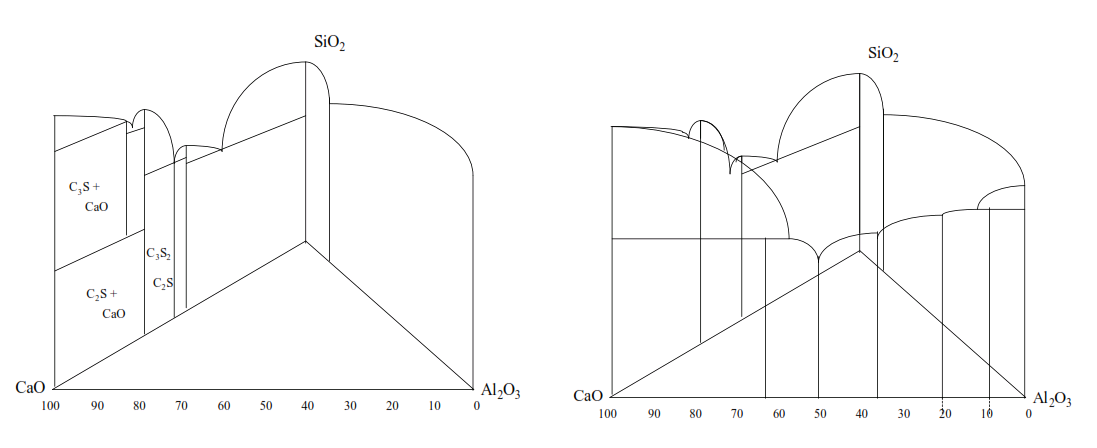
The final point of crystallisation of Portland cement compositions.
When Fe2O3 is added to the quaternary system between CaO-SiO2-Al2O3-Fe2O3, CSAF, the ability to represent temperature is entirely lost.
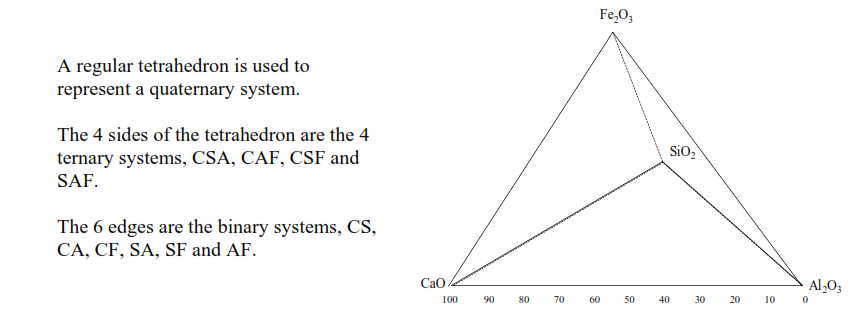
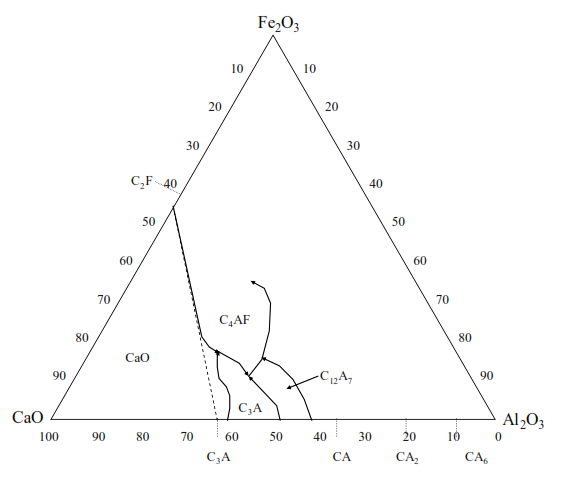
Before looking further at the quaternary system we need to consider the CaO-Al2O3-Fe2O3, CAF, ternary system.
The CaO-Al2O3,-Fe2O3, CAF, ternary system is interesting because of the existence of the ternary compound C4AF which is a constituent of Portland cement.
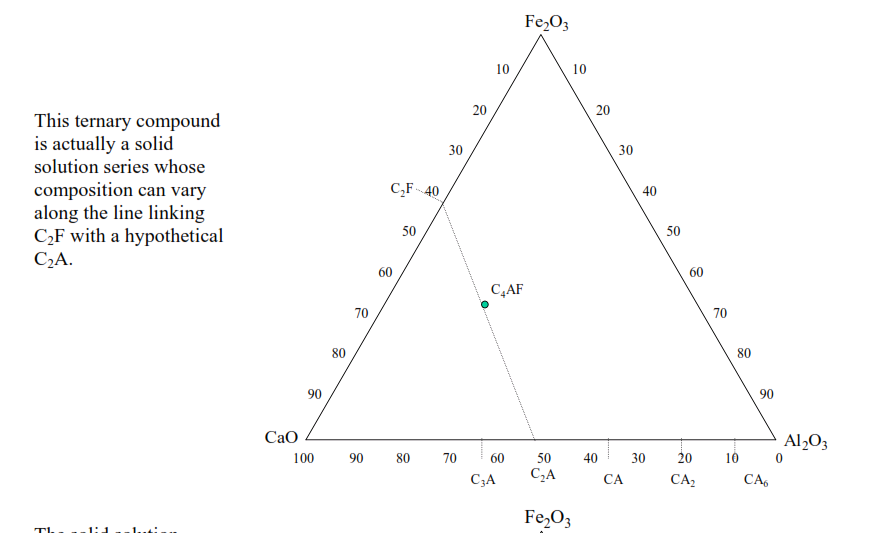
The part of the ternary system between CaO-Al2O3,-Fe2O3, CAF, of relevance to cement chemistry is as follows:
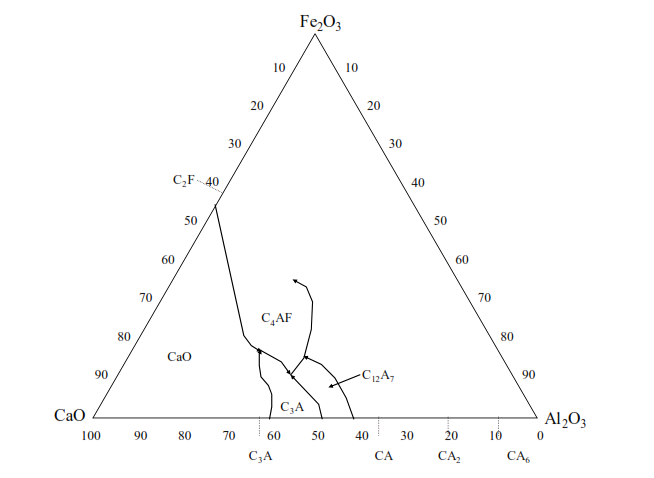
Returning to the quaternary system between CaO-SiO2-Al2O3-Fe2O3, CSAF.
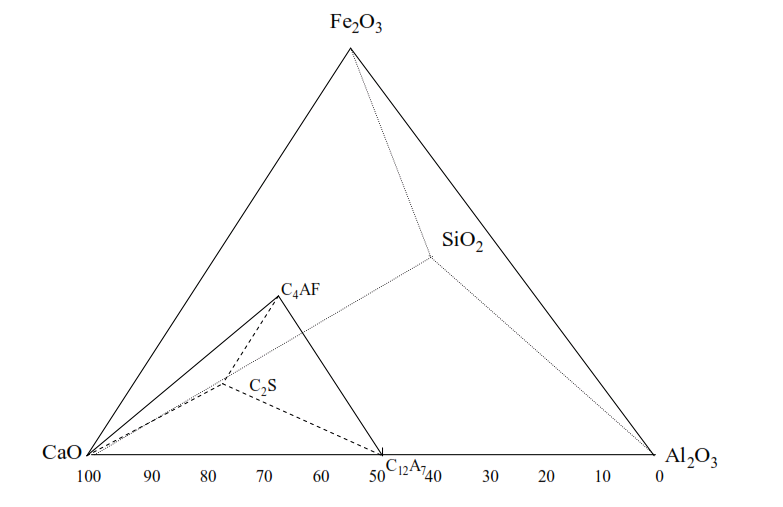
A smaller, irregular tetrahedron, extending from CaO-C2S-C4AF-C12A7 includes the entire range of Portland cement clinker compositions.
This smaller quaternary system allows the volumes of the primary phases to be visualised.
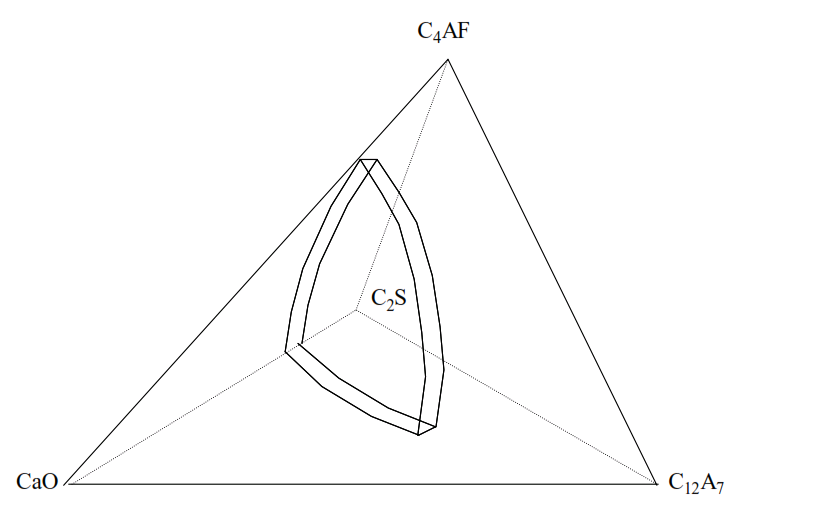
The primary phase volume of the C3S is shown.
We will refer to this quaternary system frequently in the coming sessions of the course.
Lime Saturation
In Module 2 of the course we are focusing on the factors that affect cement clinker quality. The hydraulic performance of cement derives from the mineral composition of the clinker, i.e. the C3S, C2S, C3A and C4AF content.
The amount of total silicates in the clinker is controlled by cement chemists via the silica ratio or modulus:
Silica Modulus = %SiO2/(%Al2O3 + %Fe2O3)
The higher the silica modulus the more silicates, C3S and C2S, will be present in the clinker at the expense of the aluminate, C3A, and aluminoferrite, C4AF. However, as we saw in Module 1, silica modulus of ~4 is a practical limit to raising the silicate content of clinker with normal cement raw materials.
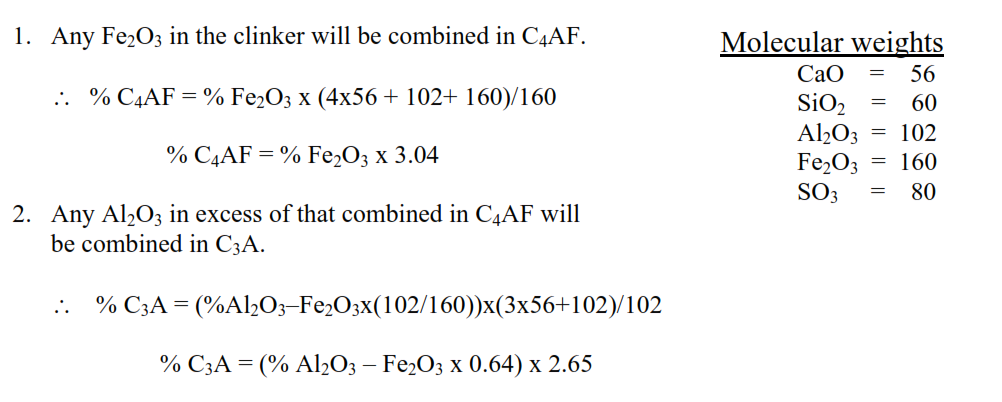
The relative proportions of the aluminate, C3A, and aluminoferrite, C4AF, in the clinker are controlled by cement chemists via the alumina ratio or modulus:
Alumina Modulus = %Al2O3 / %Fe2O3
The alumina modulus must be at least 0.64 to ensure that there is sufficient Al2O3 present to combine with the Fe2O3 in the aluminoferrite, C4AF. Alumina modulus above 0.64 means that there will be some C3A present in the clinker, with the C3A content rising with the alumina modulus.
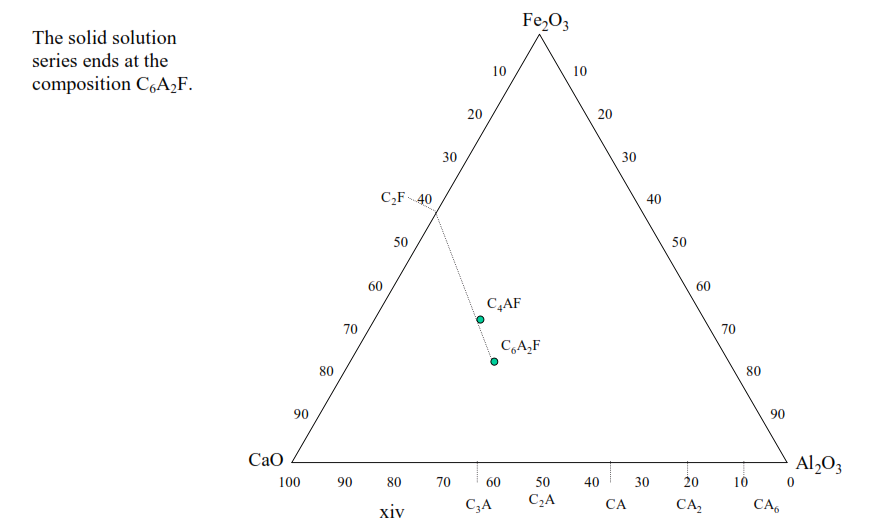
As we saw in the previous session the aluminoferrite is actually a solid solution series with composition lying somewhere between C6A2F and C6AF2, however in practice the composition normally lies close to C4AF. Some Al2O3 will also be taken into solid solution in the silicate minerals, therefore the alumina modulus needs to be above 0.64 to ensure that there is sufficient Al2O3 to combine with Fe2O3 in C4AF. Total silicates, aluminates and aluminoferrite are therefore controlled by the silica modulus, and the split between aluminates and aluminoferrite by the alumina modulus.
The split of the silicates between C3S and C2S is controlled by the lime saturation factor. The concept of lime saturation arises from the fact that there is a maximum amount of lime, CaO that can be combined with the acidic oxides, silica, SiO2, alumina, Al2O3 and iron oxide, Fe2O3.
The maximum amount of lime, CaO, is combined with silica, SiO2, in C3S, the maximum amount of lime, CaO, is combined with alumina, Al2O3 in the mineral C3A, and the maximum amount of lime, CaO, is combined with iron oxide, Fe2O3 in the mineral C4AF.
However, in practice it is not possible to combine all the lime, CaO, in the minerals C3S, C3A and C4AF, there is always some C2S present in the clinker.
Various formulae have been proposed for the maximum amount of lime, CaO, that can be combined with silica, SiO2, alumina, Al2O3 and iron oxide, Fe2O3. In these various formulae there is broad agreement that the maximum amount of lime that can be combined is 2.8 times the silica content. This is indeed the ratio of CaO to SiO2 in the C3S clinker mineral.
The various formulae do not agree on the maximum amount of lime that can be combined with the alumina, the proposed coefficients to be applied to the Al2O3 content range from 1.10 to 1.65.
1.65 is the ratio of CaO to Al2O3 in C3A and it is reasonable that this coefficient is too high as some of the Al2O3 will be combined in C4AF. The most widely accepted formula for the maximum combinable lime is that proposed by Lea and Parker, which applies a coefficient of 1.18 to the Al2O3.
The various formulae also do not agree on the maximum amount of lime that can be combined with the iron oxide, the proposed coefficients to be applied to the Fe2O3 content range from 0.35 to 0.70.
0.71 is the ratio of CaO to Fe2O3 in C4AF. Lea and Parker apply a coefficient of O.65 to Fe2O3 content to calculate the maximum combinable lime, CaO.
The Lea and Parker formula for the maximum combinable lime, CaO is therefore:
%CaOMax = 2.8 x %SiO2 + 1.18 x %Al2O3 + 0.65 x %Fe2O3
The lime saturation is then the ratio of the actual CaO content of the clinker to the maximum combinable lime calculated by the Lea and Parker formula:

If the CaO content of the clinker equals the maximum combinable lime then the clinker is 100% lime saturated. If the CaO content of the clinker is more than the maximum combinable, then the clinker is more than 100% lime saturated and some uncombined free lime will be present in the clinker.
The values for maximum combinable lime given by the Lea and Parker formula correspond fairly well with those observed for industrial Portland cements. The formula is based on the oxide composition of the clinker and therefore cannot take into consideration factors such as any inhomogeneity in the kiln feed deriving from the raw mineral composition.
If the kiln feed contains large grains of silica as quartz then the sintering reactions convert the SiO2 to C2S by diffusion into the quartz crystal. Conversion to C3S then relies on diffusion to bring the solids C2S and CaO into contact to allow the reaction to take place. This diffusion is a slow process and the tendency can be to leave C2S cores in the clinker.
If there are cores of uncombined C2S in the clinker then this will be balanced by uncombined free CaO elsewhere in the clinker.
Inhomogeneity in the clinker therefore leads to incomplete combination and higher residual free lime in the clinker. Large calcite crystals in the kiln feed can equally leave unreacted free CaO cores and therefore incompletely converted C2S elsewhere in the clinker.
However, aside from the effects of any inhomogeneity in the kiln feed, the values for maximum combinable lime given by the Lea and Parker formula correspond fairly well with those observed for industrial Portland cements.
The scientific explanation for this lies in the ternary and quaternary phase diagrams.
If a line is drawn on the ternary system between CaO-SiO2-Al2O3, CSA, corresponding with the values:
%CaO = 2.8 x %SiO2 + 1.18 x %Al2O3
This is the “line of best fit” that corresponds with the boundary of the CaO primary phase field, particularly in the zone of Portland cements.
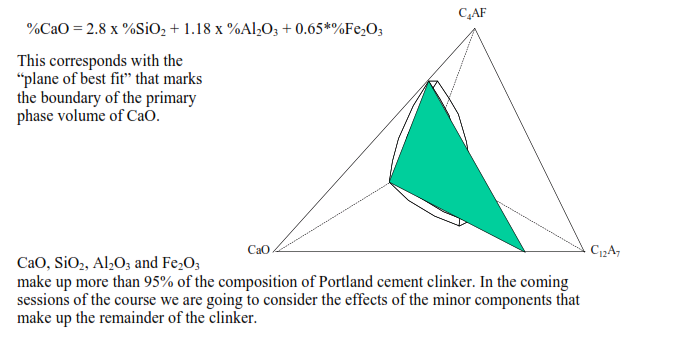
If a line is drawn on the ternary system between CaO2-Al2O3,-Fe2O3, CAF, corresponding with the values:
%CaO = 1.18 x %Al2O3 + 0.65*%Fe2O3
This is the “line of best fit” that corresponds with the boundary of the CaO primary phase field.
In the quaternary system a plane can be drawn corresponding with the formula:
If these compounds alter the size or shape of the primary phase fields of C3S, C3A or C4AF then they will affect the line or plane of best fit that denotes the maximum combinable lime of the clinker.
One of the properties of fluorides is to expand the primary phase field of C3S by entering solid solution.
The line of best fit for maximum combinable lime cuts further into the CaO primary phase field.
This means that more lime can be combined in the clinker to form C3S.
This is another of the keys to mineralised clinker technology, the kiln feed can be proportioned to in excess of 100% LSF to combine more C3S in the clinker.
We will return again to the technology of mineralised clinker later in this module. In the next session we are going to consider the effects of minor components on clinker composition and quality.
Bogue compound composition.
The majority of cement companies rely on a method of calculating the mineral composition that was developed by the eminent cement chemist, R.H. Bogue.
The Bogue composition is calculated from the oxide composition of the cement or clinker, based on the molecular weights of the oxides.
3-The CaO must be corrected for the amount which is combined with SO3 in CaSO4 and the uncombined free CaO.
∴ %CaOCombined = %CaO – SO3*56/80 – Free CaO
%CaOCombined = %CaO – SO3*0.7 – Free CaO
4-The CaO combined with SiO2 in C3S and C2S, is the remainder of the combined CaO, after correction for the CaO combined with Fe2O3 in C4AF and Al2O3 in C3A.
∴ %CaOSilicates = %CaOCombined – Fe2O3x4x56/160 –(Al2O3-Fe2O3x102/160)x3x56/102
%CaOSilicates = %CaOCombined – Fe2O3x1.40 –(Al2O3-0.64*Fe2O3)x1.65
5- The remaining CaO and the SiO2 are then partitioned between C3S and C2S and the proportions of C3S and C2S can be found by solving simultaneous equations.
a- %CaOSilicates = C3Sx168/228 + C2Sx112/172
B- %SiO2 = C3Sx60/228 + C2Sx60/172
a. %CaOSilicates = C3Sx0.7368 + C2Sx0.6512
b. %SiO2 = C3Sx0.2632 + C2Sx0.3488
Rearranging b.
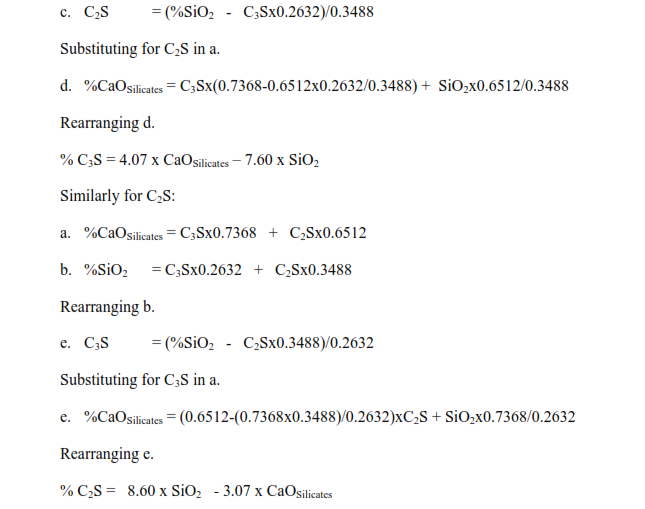
This is the method used by most cement companies to monitor the mineral composition of their clinker and cement. It is only a mathematical manipulation of the oxide composition and gives no more information than the oxide composition.
It is increasingly realised that the real clinker mineralogy must be monitored and controlled to meet the growing sophistication required from the cement product. Methods such as microscopy or X–ray diffraction must be used to monitor and control the real clinker mineralogy, rather than a calculation based on the oxide composition.
Deviation from Bogue compound composition.
In the preceding two sessions of the course we saw that the clinker mineral composition, i.e. the C3S, C2S, C3A and C4AF content, is controlled by proportioning the raw materials to lime saturation, silica modulus and alumina modulus targets, and that the clinker mineral composition can be calculated from the oxide composition using the Bogue methodology.
This is considered sufficient by most cement companies. However, the clinker mineral composition according to Bogue is only another way of expressing the oxide composition. The real clinker mineral composition can differ quite widely from the Bogue composition. The reasons for that deviation will be explored in this session of the course.
The real clinker mineralogy can be determined and monitored using microscopy or X-ray diffraction (XRD).
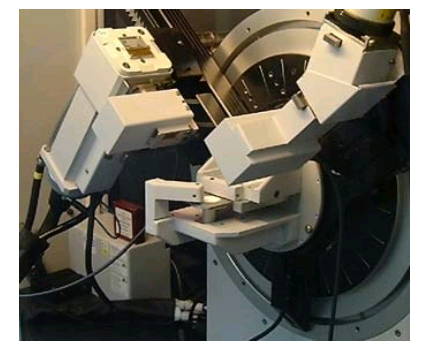
XRD will give a more accurate assessment of the phase assemblage and crystal mineral forms in the clinker.
Microscopy will allow the crystal sizes and inter-relationships to be examined, which can give insights into the processing of the clinker in the kiln.
If either technique is combined with the determination of the oxide composition by X-ray fluorescence (XRF) then the relationship between oxide and real clinker mineral composition can be determined for any particular clinker.
Dr Chromy’s techniques for real clinker mineralogy control.
The first and most important reason for deviation between the real clinker mineralogy and that calculated by Bogue is the effect of the cooling rate of the clinker in the cement kiln.
After the clinker passes under the flame in the kiln the clinker cools in the outlet section of the kiln before falling into the cooler.
Cement clinker is produced by sintering the kiln feed at a temperature where 20~30% of the material melts to form a liquid flux.
The final clinker formation reaction takes place by the solid reactants, C2S and CaO, dissolving in this flux, and the solid product, C3S, crystallising out of this flux.
If chemical equilibrium was maintained between the reactants and products during the cooling from the sintering temperature of ~1450°C to ambient temperature then the clinker mineral composition would conform with that calculated by the Bogue mineralogy.
However, this equilibrium cooling from the sintering temperature of ~1450°C is far from the reality in an industrial cement kiln. The cooling is much more rapid and the flux is either frozen as a glass, or crystallises independently of the solid reactants and products. This is the explanation for Lea’s assertion that “cement clinker approximates to an equilibrium product at its sintering temperature.”
What is the effect of this non-equilibrium cooling on the clinker mineral composition?
In the first scenario where the flux fails to crystallise at all and is frozen as a glass no C3A or C4AF are present and the glass content of the clinker is given by:
%Glass = 2.95 x %Al2O3 + 2.2 x %Fe2O3
The following corrections are made to the C3S and C2S content of the clinker:
%C3S = Bogue Value + 1.8 x %Al2O3 – 2.8 x %Fe2O3
%C2S = Bogue Value – 2.1 x %Al2O3 + 1.9 x %Fe2O3
In the second scenario where the flux crystallises independently of the solid phases the corrections to be applied to the Bogue mineralogy are dependent on the alumina modulus of the clinker. For alumina modulus from 0.9 to 1.7 then Bogue mineralogy does not need to be corrected.
For alumina modulus over 1.7 the following corrections apply:
%C3S = Bogue Value + 1.8 x %Al2O3 – 2.8 x %Fe2O3
%C2S = Bogue Value – 1.4 x %Al2O3 + 2.1 x %Fe2O3
%C3A = Bogue Value – 1.6 x %Al2O3 + 2.5 x %Fe2O3
%C4AF = No Correction
In the frozen equilibrium there will also be some C12A7 present:
%C12A7 = 1.2 x %Al2O3 – 1.8 x %Fe2O3
In the Bogue calculation of equilibrium clinker mineral composition C12A7 is not present.
This arises because more C3S is present at the sintering temperature than can be present at equilibrium, with the flux is correspondingly deficient in CaO. Some C3S would redissolve during equilibrium cooling to yield C2S and C3A.
However with non-equilibrium cooling some C2S and C3A must redissolve in the liquid to make up for the deficiency in CaO. The C12A7 is formed to take up the alumina which is no longer combined in the C3A. These corrections mean that the C3S content of clinker is up to 10% higher than calculated by Bogue, with C2S content correspondingly lower. The higher the alumina modulus above 1.7, the greater will be the increase in C3S content. In effect this means there is more C3S in the clinker and less C2S and C3A.
The third scenario is where the alumina modulus is below 0.9. In this scenario the C3S content of clinker resulting from non-equilibrium cooling is lower than that calculated by the Bogue methodology.
More CaO is dissolved in the liquid flux at the sintering temperature than could be present at ambient temperature with equilibrium cooling. Some additional C2S would therefore dissolve in the melt during equilibrium cooling and combine with the excess CaO and crystallise out of the melt as C3S.
During non-equilibrium cooling this does not occur. The C3S content of the clinker is lower than calculated by the Bogue methodology and some free CaO crystallises out of the melt on cooling.
Non-equilibrium cooling from the sintering temperature is only one cause of deviation between the real clinker mineralogy and that calculated by Bogue. Another factor is the presence of minor components which prevent combination of the clinker minerals, or decompose the clinker minerals after they have formed. Three species which are present in cement clinker with some regularity can have these effects, K2O, SO3 and P2O5. We will consider the effects of these minor components on clinker mineral composition in session 2.6 of the course.
A further factor is that the clinker minerals produced from an industrial cement kiln are not composed of pure C3S, C2S, C3A or C4AF. Each of these minerals contains some minor components in solid solution in the crystal structure of the mineral and this causes deviation from the composition calculated by the Bogue methodology.
We will consider the effects of solid solution on clinker mineral composition, and particularly the polymorphic form of the minerals and their associated hydraulic reactivity, in session 2.7 of the course.
Finally the processing, and particularly the combustion conditions in the cement kiln result in changes in both the composition, and hydraulic reactivity of the clinker minerals. We will consider these effects in session 2.8 of the course. None of these topics can be considered in isolation, the course has been divided to promote understanding of these inter-related issues affecting quality and composition.
K2O barrier, SO3, P2O5 decomposition.
In the preceding session of the course we saw that the clinker mineral composition can deviate from that calculated according to Bogue due to the cooling rate of the clinker.
We also introduced the possibility that the presence of minor components which prevent combination of the clinker minerals, or decompose the clinker minerals after they have formed can affect the potential mineral composition. In particular three species which are present in cement clinker with some regularity, K2O, SO3 and P2O5, were suggested to have these effects.
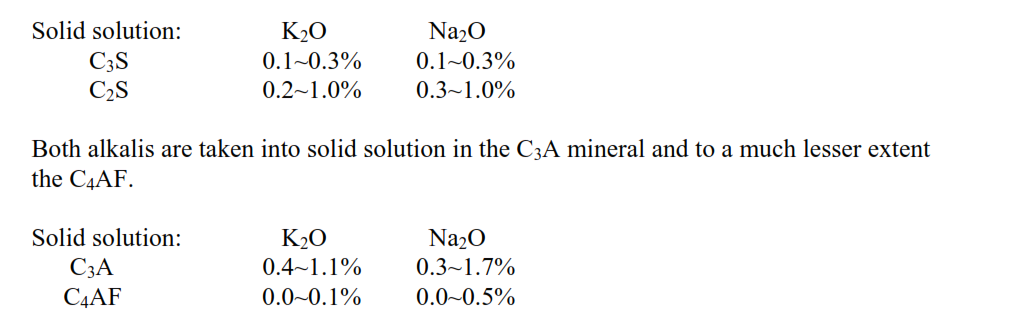
The alkali metals, K2O and Na2O, are always present in cement clinker, usually derived from the clay components in the raw mix.
We learned in Module 1 that K2O will preferentially combine with chloride in the hot meal, and that any excess will then preferentially combine with sulphate to form K2SO4. In clinker there will be very little chloride or KCl, due to the volatility of chlorides at the temperatures in the burning zone of a cement kiln, K2O in clinker will therefore be preferentially combined as sulphate, K2SO4. K2O levels are normally (~3x) higher than Na2O levels in clinker and provided sufficient sulphate is available, the alkalis will be combined in the double salt K3Na(SO4)2. in clinker.
Complications arise when there is insufficient sulphate available to fully combine with the alkalis, K2O and Na2O, in this case the alkalis enter the clinker minerals. Both alkalis can be taken into solid solution in the main clinker minerals, C3S, C2S, C3A and C4AF, although, as we saw in session 1.6, they are preferentially taken into solid solution in the C2S rather than the C3S and this explains their inhibiting effects on C3S formation.
Alkalis in excess of sulphate and that that can be taken into solid solution in the main clinker minerals, C3S, C2S, C3A and C4AF form modified clinker minerals, NaC8A3 and KC23S12.
Essentially one unit of Na2O is substituting for 1 unit of CaO in every third unit of C3A, and one unit of K2O is substituting for CaO in every 12th unit of C2S.
It has been reported that NaC8A3 and KC23S12 have greater hydraulic reactivity than C3A and C2S, and therefore that setting time is shortened and strength development promoted, but other researchers report their hydraulic activity as essentially the same and suggest simply adding NaC8A3 to C3A and KC23S12 to C2S.
Clearly formation of new clinker minerals NaC8A3 and KC23S12 is not taken into consideration in the Bogue calculation. C3A and C2S will be reduced by formation of these new minerals, but if their hydraulic behaviour is comparable and NaC8A3 is simply added to C3A and KC23S12 to C2S then this is perhaps not important.
The main problem is that the mineral KC23S12 is not available for combination with CaO in the final sintering reaction to form C3S.
When K2O is substantially in excess of sulphate then a significant proportion of the potential C2S in clinker can be blocked from forming C3S in this way. The silica which is tied up in KC23S12 is unavailable to combine with free CaO and the remainder of the clinker is significantly over-limed, possibly resulting in high free lime clinker.
This effect can be illustrated by an example from a cement factory where the K2O content of clinker is substantially in excess of the SO3. The excess K2O in clinker is given by the formula:
% Excess K2O = %K2O – %SO3 * 94/80
If the excess K2O is then presumed to combine as KC23S12 then the content of this mineral which will be present is given by:
% KC23S12 = % Excess K2O * 2102/94
A very large factor due to only one unit of K2O being present in the high molecular weight KC23S12.
SiO2 combined in the mineral KC23S12 is not available to combine with further free CaO and form C3S.
% Available SiO2 = % SiO2 – %Excess K2O * 720/94
% Residual CaO = % CaO – %Excess K2O * 1288/94
By this methodology the effective lime saturation of the clinker was lifted by 5.5%.
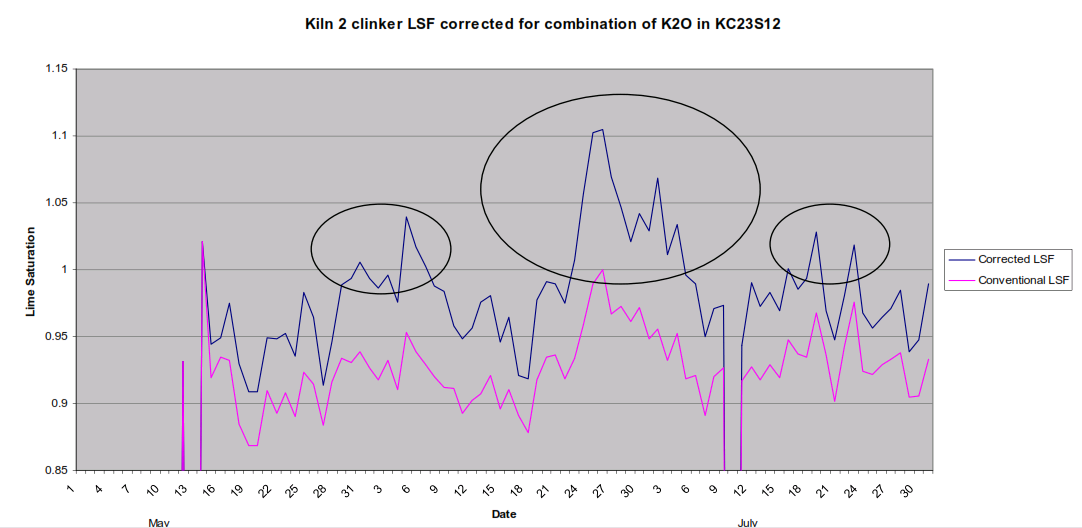
Resulting in significant periods when the clinker was uncombinable due to real LSF well above 100%.
“The excess K2O in clinker is given by the formula:
% Excess K2O = %K2O – %SO3 * 94/80
If the excess K2O is then presumed to combine as KC23S12 then the content of this mineral which will be present is given by:
% KC23S12 = % Excess K2O * 2102/94”
This methodology presumes all excess K2O will form KC23S12 and ignores solid solution. However, it provides a real example of the problems KC23S12 formation can cause, this kiln did suffer long periods with excessively high free lime content in the clinker produced.
P2O5 Decomposition
Some limestones used for cement manufacture contain phosphates. This has certainly been reported in Uganda and other central African limestones.
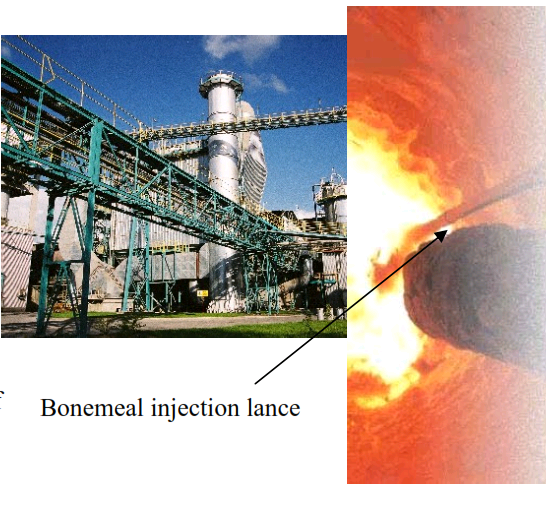
The effects of phosphates on cement kiln performance and clinker composition have become topical in Europe with the widespread burning of meat and bonemeal following the BSE crisis.
Bones are formed from calcium phosphate.
C3S can take up to 0.5% P2O5 into solid solution with no loss of hydraulic properties. Beyond that level there is progressive decomposition of C3S in favour of a solid solution of C2S and tricalcium phosphate, C3P. If the P2O5 content rises beyond ~5% then C3S is no longer a stable phase and completely breaks down to C2S, C3P and CaO.
Portland cement clinker must contain C3S and high free CaO content is also unacceptable.
It is reported that adequate clinker can be produced with P2O5 content up to 2~2.5%, however, breakdown of C3S into C2S and C3P has to be accepted, C3S will be lower than calculated by Bogue and C2S will be higher. As the C3P content rises the β, α’ and α C2S are progressively stabilised.
As the C3P content rises the β, α’ and α polymorphs of C2S are successively stabilised. The polymorphic forms of the clinker minerals will be discussed in the next session of the course, however β-C2S is the only form with appreciable hydraulic properties, avoiding the transition to α’ and α-C2S, with attendant loss of C2S hydraulic reactivity, are therefore further reasons to limit the P2O5 content of clinker.
These adverse affects of P2O5 are somewhat offset if fluorides are present, as can be the case with phosphate bearing limestones. Fluorapatite, C10P3.CaF2, then enters solid solution in the C3S allowing a higher proportion of P2O5 to be present before the progressive decomposition of C3S to C2S and C3P sets in. Chloroapatite, C10P3.CaCl2 can also increase tolerance of P2O5 in clinker and has the added advantage of binding chloride in C3S and reducing the cycles of chloride that build up in a cement kiln.
SO3 Decomposition
We have already discussed the effects of excess SO3 over alkalis in session 1.9, this balance between alkalis and sulphates is a topic we will keep returning to.
One of the potential effects of excess sulphates is similar to the affect of P2O5 on clinker composition.
We saw in session 1.6 that SO3 preferentially enters into solid solution in the C2S and for this reason is an inhibitor of C3S formation. This solid solution of SO3 in C2S stabilises the β-C2S polymorph and makes combination with CaO and conversion into C3S more difficult. The breakdown of C3S into β-C2S and CaO below 1250°C is also accelerated, low C3S content and high C2S and free CaO content in clinker can be the result.
Solid solution of minor components in the clinker minerals and polymorphic form have been recurrent themes throughout this session, those will be the topic of the next session of the course.
Solid solution & polymorphic crystal form.
In the preceding sessions of the course we have already introduced the fact that the clinker minerals are not pure C3S, C2S, C3A and C4AF. Each mineral takes minor components into its crystal structure in solid solution.
This solid solution will inevitably lead to deviations from the clinker mineralogy calculated according to Bogue. MgO substituting for CaO in C3S will effectively release more CaO for combination with C2S to form further C3S. Solid solution of Al2O3 in C2S or C3S means that less Al2O3 is available to form C3A, etc.
Typical ranges of solid solution of minor components in the clinker minerals are available in the literature:
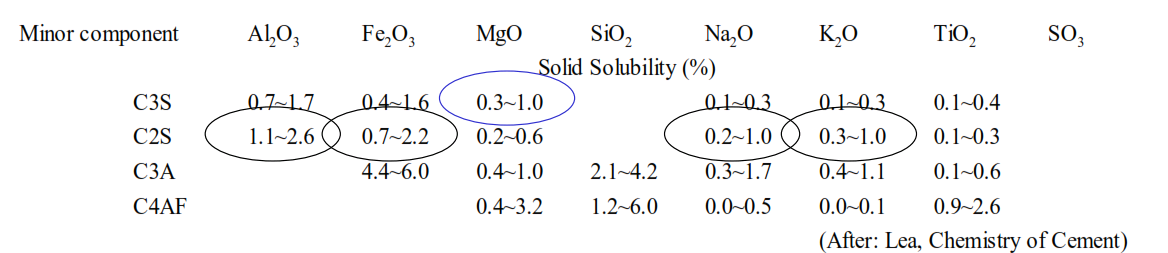
From this the greater solubility of Al2O3, Fe2O3, Na2O and K2O in C2S rather than C3S and therefore their inhibiting properties can be seen. (black circles). Also the greater solubility of MgO in C3S rather than C2S and therefore its mineralising properties. (blue circle).
Corrections to Bogue mineralogy could be made on the basis of these solid solubilities, but minimum, maximum or mean would have to be used. Without microprobe data the correct solubility for the particular clinker would not be known.
For MgO we see solid solubility ranging up to 3.2% in C4AF, this is the reason the MgO contribution is limited to 2% in the Flux1338, Flux1400 and Flux1450 equations. MgO substitutes for CaO in the clinker minerals. When the LSF equation is corrected the MgO is limited to 2% as this is the approximate maximum that can replace CaO.
LSF = (%CaO + 0.75x%MgO)/(2.8x%SiO2 + 1.18x%Al2O3 + 0.65x%Fe2O3)
In high MgO clinkers this is particularly important, any MgO above 2% will be present as free MgO, periclase. Periclase crystals in clinker only hydrate very slowly with accompanying expansion, potentially causing long-term unsoundness of concrete from high MgO cement. This is why MgO content is limited to 4, 5 or 6% in international cement standards. High MgO clinkers must be rapidly cooled to prevent MgO growing into large crystals in the clinker, small crystals will hydrate quickly with less long-term expansion.
Solid solution of minor components in the clinker minerals, C3S, C2S, C3A and C4AF is very important for stabilising the different polymorphs of the minerals.
The different solid solution and polymorphic form of the clinker minerals explains the variation in hydraulic performance of cements made from clinkers with apparently similar chemical composition but from different kilns or cement factories. Understanding and optimising the polymorphic form of the clinker minerals is one of the keys to enhancing clinker and cement hydraulic reactivity and quality.
C2S can be present in α, α’, β or γ polymorphs. The reversible transitions between the different polymorphs take place at the following temperatures:

β-C2S is the only polymorph with any significant hydraulic properties therefore the presence of this polymorph must be promoted. This is achieved by solid solution of minor components in C2S and rapid cooling. We have already seen in the previous session that too much P2O5 and hence C3P can stabilise the higher temperature polymorphs α’ and α-C2S.
Inversion to γ-C2S is accompanied by an increase in the crystal volume of ~10%. This shatters the clinker crystal structure and causes the clinker to break down into dust, a phenonema known as “dusting” of the clinker. Solid solution of Al2O3, Fe2O3, SO3, K2O and Na2O, coupled with rapid cooling, all contribute to preventing this inversion to γ-C2S.
C3S can be present in three triclinic polymorphs, T1, T2,T3, three monoclinic polymorphs, M1, M2, M3, and a rhombohedral or trigonal polymorph, R1. The transitions between the different polymorphs take place at the following temperatures:

The monoclinic and rhombohedral polymorphs incorporate more solid solution in their crystal lattices and this renders them more hydraulically reactive, solid solution in industrial clinkers means the C3S is normally present in the monoclinic polymorph.
Hydraulic reactivity therefore increases in the order:
triclinic<monoclinic<rhombohedral
However, the hydraulic reactivity does not simply rise with the order of temperature transition between the polymorphs. In particular the M1 polymorphs is more reactive than the M3 polymorph. Maximum disorder is present in the C3S crystals just after transition to M1 from T3, or R1 from M3, subsequent transitions M1 ↔ M2 ↔ M3 reduce the disorder and strains in the C3S structure.
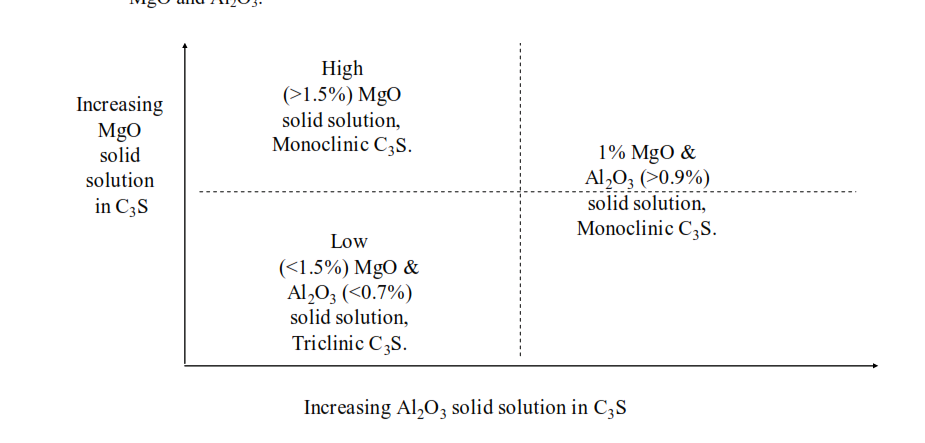
Arthur Harrisson of Rugby Cement has reported that the combined MgO and SO3 solid solution in C3S has an important part to play in determining the monoclinic polymorph of C3S that dominates.
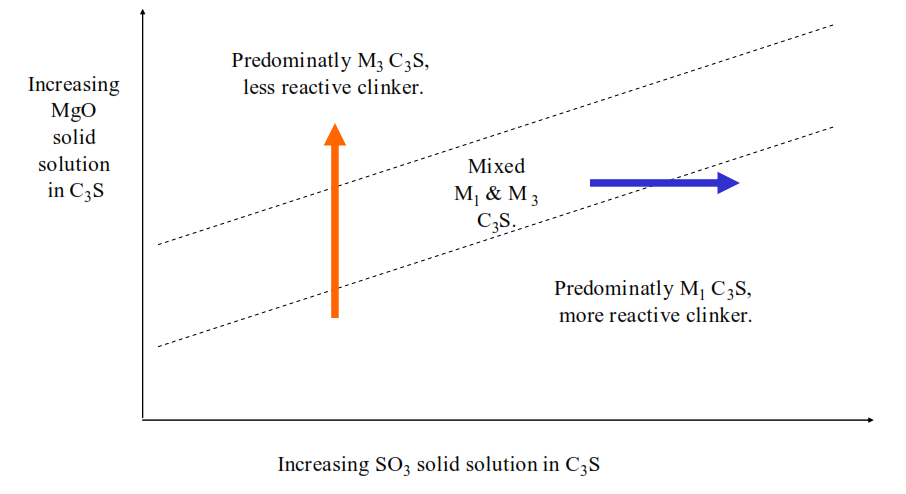
This provides an explanation for the close correlation between rising MgO content of clinker and falling compressive strength. More MgO means more solid solution in C3S, more M3 alite, lower reactivity and lower strengths. (orange arrow)
This adverse affect of rising MgO content of clinker on compressive strength, can be offset by increased SO3 content of clinker, solid solution of SO3 in C3S, more M1 alite, higher reactivity and strengths. (blue arrow).
Arthur Harrisson’s work illustrates that it is the combined effects of solid solution of minor components that determines the polymorphic form of C3S. Lea reports that the stabilisation of triclinic or monoclinic C3S depends on the combined solid solution of MgO and Al2O3.
The rhombohedral polymorph is the most disordered and hydraulically reactive. Incorporation of fluoride ions into the C3S structure is reported to stabilise the rhombohedral form, a further benefit of mineralisation.
MgO, SO3, Al2O3, P2O5 and F¯ solid solution therefore all have an effect on the polymorphic form of C3S, but it may not be possible for a cement factory to adjust the levels of these minor components in their clinker. How else can the polymorphic form of the C3S be controlled?
The heating and cooling regime of the clinker are important factors determining C3S polymorphic form. Rapid heating and cooling are the ways to attain and stabilise the most reactive crystal forms.
Rapid heating of the clinker is achieved by sharp temperature profile and a high rotational speed of the kiln.
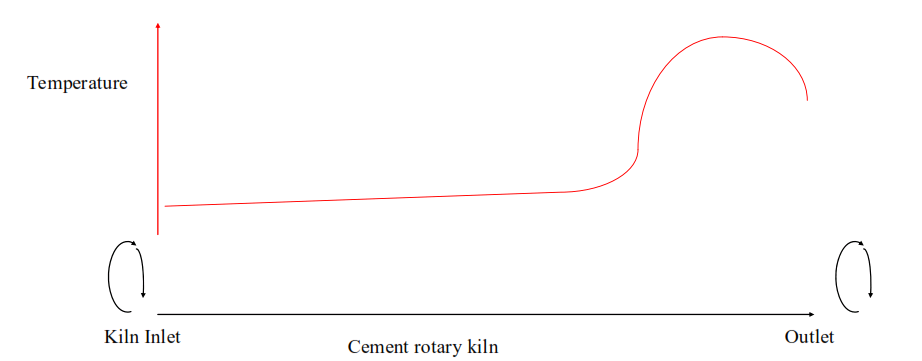
A sharp temperature profile means the transitions T1↔T2↔T3↔M1↔M2↔M3↔R1 take place very quickly. The newly formed C3S is in contact with the flux for the minimum time and large crystals cannot grow. Maximum disorder is obtained in the crystals with insufficient time for re-ordering of the structures to take place.
Rapid cooling means the crystals are frozen in their high temperature, disordered polymorphs.
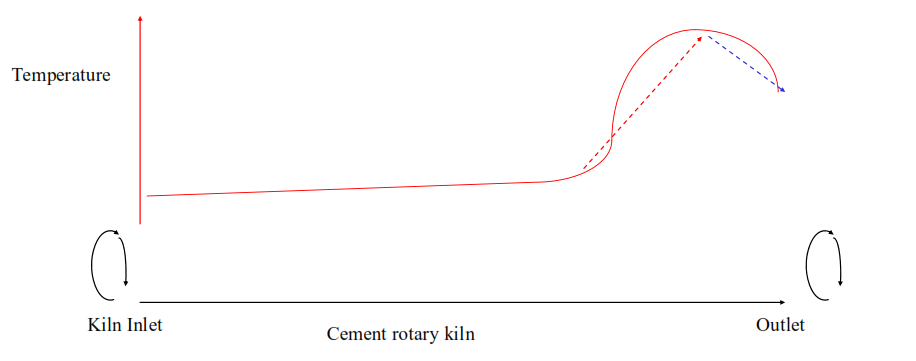
A sharp temperature profile is achieved by a short, hot flame in the kiln, this is achieved by optimising the combustion in the main burner. Rapid cooling is achieved by minimising the cooling zone in the rotary section of the kiln before the clinker falls into the cooler. The main burner must be inserted the minimum practical distance into the rotary section of the kiln.
We will expand on the impact of combustion conditions in the next session of the course.
Combustion – oxidation and reduction.
In session 1.10 of the course we talked about the stoichiometry of combustion of the fuels in a cement kiln, the quantity of combustion air that must be drawn into the kiln, and the combustion product gases that must be exhausted from the kiln.
In the preceding session we talked about the need for a sharp temperature profile to achieve rapid heating to the combination temperature of the clinker. Also that the main burner must be inserted the minimum practical distance into the kiln to minimise the cooling zone in the kiln after the clinker has passed under the flame, the clinker is then rapidly cooled by falling into the cooler while still at a high temperature. In order to understand how to produce that sharp temperature profile we have to understand the dynamics of cement kiln burners and flames, even though this is not strictly “chemistry”.
The design and adjustment of the burner produces the flame that can provide the sharp hot temperature profile required, along with the amount of excess air and oxygen drawn into the kiln. The cement kiln flame is generated by the combustion of hydrocarbon fuels, i.e. fuels that are composed principally of hydrogen and carbon combined in various hydrocarbon molecules.
Oxidation of this hydrogen and carbon liberates the exothermic energy that produces the temperature for combination of the feed into the clinker minerals.
These oxidation reactions can only take place when the hydrocarbons in the fuel are brought into contact with the oxygen in the combustion air by mixing of the combustion air and fuel.
Once the fuel and combustion air are mixed the combustion continues through the following sequence of processes:
Mixing → Ignition → Oxidation → Exhaust
Once mixing is completed ignition and oxidation take place very rapidly, therefore, mixing is the rate determining process, provided that the combustion product gases are adequately exhausted from the flame. Exhausting of the combustion product gases is provided by the induced draft fan, which serves a dual purpose by also drawing the combustion air into the kiln.
Mixing of the combustion air and fuel in a cement kiln flame relies on jet entrainment of the secondary combustion air into the flame.
The burner blows a jet of primary air and fuel into the kiln.
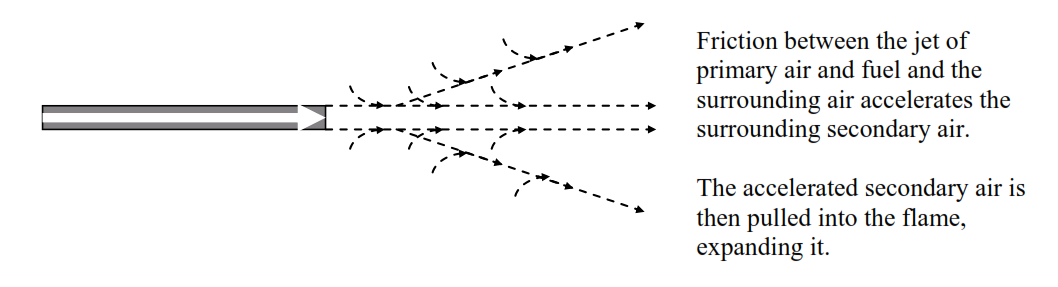
The process is momentum controlled and continues until the velocity of the jet is the same as the surrounding air.
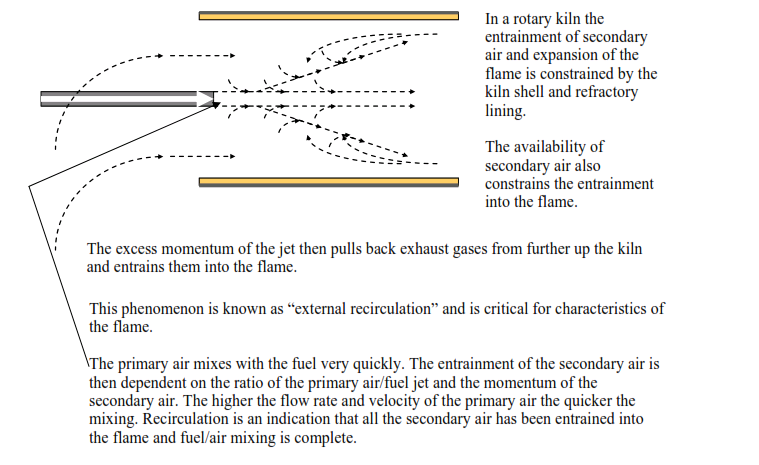
A recirculating flame provides the short burning zone and sharp temperature profile required for optimum clinker quality and other non-quality related benefits. The recirculation prevents the flame expanding to impinge on the refractory. The recirculating gases provide a cushion of cooler exhaust gas that protects the refractory.
With a recirculating flame oxidising burning conditions can be guaranteed with a small excess of air above that required for combustion, as little as 1~2% oxygen at the kiln inlet. Without recirculation the mixing of secondary air and fuel is inadequate and reducing burning conditions and CO can be present at 4~5% oxygen at the kiln inlet.
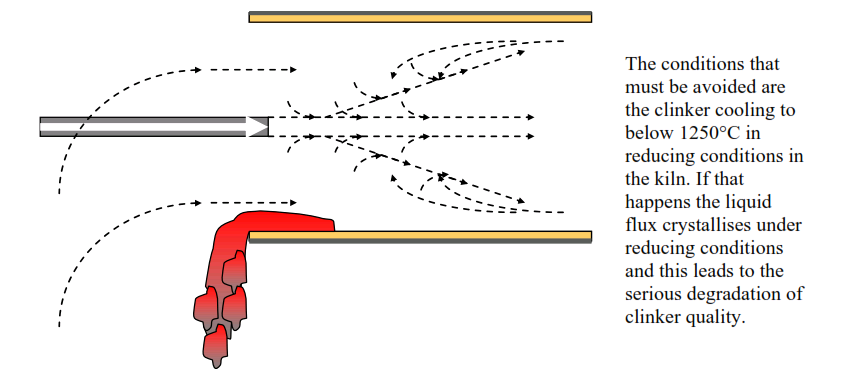
Production of clinker in a reducing atmosphere in a cement kiln can seriously degrade the quality of clinker and the cement produced from the clinker. However, an industrial cement kiln is tolerant of reducing conditions without these adverse effects manifesting themselves, provided that the clinker falls into the cooler at a temperature above 1250°C and is cooled in air. Cooling in air from a sufficiently high temperature negates the adverse affects of reductive burning as the clinker reoxidises during cooling.
In those conditions a sequence of detrimental affects on clinker quality arise, dependent on the degree of reduction. The reduction of Fe3+ to Fe2+ and the solid solution of Fe2+ in the clinker minerals is the cause of these detrimental affects. The clinker colour changes from grey to brown as Fe2+ replaces Mg2+ in solid solution in C4AF, which reverts to a brown colour.
The normal grey colour of clinker arises from solid solution of Mg2+ in C4AF. The Mg2+ distorts the electron cloud of Fe3+ in C4AF resulting in the typical grey colour of clinker and cement. Under more intense reducing conditions the C4AF content is depleted and C3A content increased, less Fe3+ and therefore Fe2O3 is available to form C4AF, meaning that Al2O3 is released to form more C3A. Setting of cement becomes increasingly rapid and uncontrollable due to “flash” setting.
C3S is destabilised by solid solution of Fe2+ as FeO and the decomposition to C2S and CaO during cooling is accelerated, subsequent rapid cooling cannot stabilise C3S. The inversion of C2S to the hydraulically inactive γ polymorph is promoted by the incorporation of Fe2+ in C2S as FeO, with attendant dusting of the clinker.
However, this catalogue of potentially serious quality problems, colour change from grey to brown, rapid setting due to more C3A and low strength development due to less C3S and hydraulically inactive C2S, can all be avoided, provided that the clinker does not cool to below 1250°C in a reducing atmosphere in the cement kiln and the liquid flux does not crystallise in a reducing atmosphere.
We must not confuse this catalogue of potentially serious quality problems with the brown cores which are quite commonly seen within clinker nodules when they are broken.
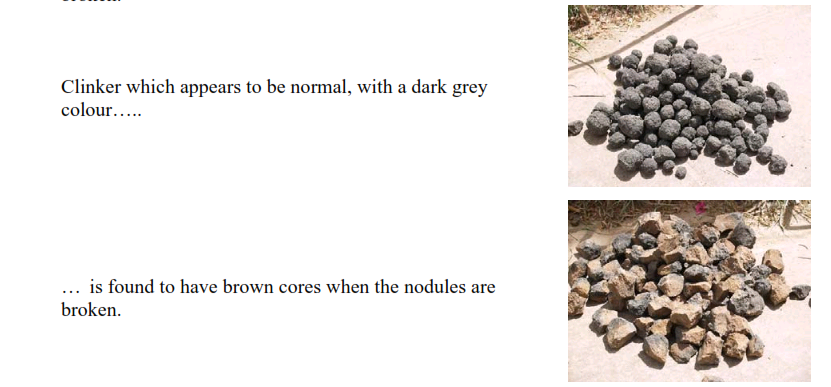
This phenomena is brought about by high temperature reduction of Fe3+ to Fe2+ at the high temperatures in the burning zone. This happens after the C3S has been formed and is therefore not detrimental for strength development of cement (although colour may be affected). All clinker will be reduced to some extent by the high temperatures in the burning zone of a cement kiln. After the clinker passes under the flame the secondary air rising from the cooler re-oxidises the Fe2+ to Fe3+, but large clinker nodules may not be completely re-oxidised through to the core and remain brown in the centre. Porosity, as well as size, is a factor determining the re-oxidation of the cores, low SM clinker may be less porous, due to lower flux content, and therefore more prone to brown cores.
Soluble Alkalis.
We have already discussed the importance of the alkali and sulphate minor components in the clinker in previous sessions. In sessions 1.5 and 1.6 we saw that alkalis and sulphates increase the volume of flux in the kiln and in that way promote the formation of the clinker minerals, but that they are also preferentially taken into solid solution in the C2S, and as a result inhibit the formation of C3S.
In session 1.9 we talked about the importance of the alkali to sulphate ratio in the hot meal. An excess of sulphate over alkalis can bring many kiln operational problems in the shape of hard build-ups in the preheater, ring formations in the kiln inlet, possible clinker balling, finer granulometry of the clinker, at worst leading to heavy dust recirculation from cooler to kiln, possible decomposition of C3S to C2S and attendant high free CaO clinker.
These problems arise from the formation of CaSO4 in the clinker. In terms of clinker quality and composition any CaO combined as CaSO4 will effectively reduce the LSF and C3S content of clinker.
In session 2.6 we saw that if K2O is present in significant excess of sulphate then there is the possibility of the formation of KC23S12. If this occurs then the KC23S12 is not available for conversion to C3S, the lime saturation of the remainder of the material is raised and high free CaO clinker can result.
These problems can be avoided by balancing the molar ratio of the alkalis and sulphate in the clinker in addition to the hot meal. However, balancing the alkalis and sulphates has its own significant effect on the clinker quality and the hydraulic performance of the clinker minerals.
Alkali sulphates in the clinker dissolve very quickly when cement is mixed with water. This changes the solution equilibrium with sulphate, SO42-, ions displacing hydroxide, OH¯, from solution.
Calcium hydroxide, Ca(OH)2, is one of the products of hydration of C3S.
C3S + H2O → C-S-H + Ca(OH)2
Displacement of hydroxide from the cement mixing water solution means that the equilibrium of this reaction is shifted towards the products, leading to more rapid hydration. This more rapid hydration leads to accelerated setting and early strength development, however, later strengths at 28 days can be depressed.
The magnitude of these effects depends on the total amount of alkali sulphate present in the clinker. Total alkalis as sodium equivalent, Na2Oeq, is limited to less than 0.6% in low alkali cement in order to avoid durability problems in concrete due to the alkali-silica reaction.
Na2Oeq, = %Na2O + %K2O x 62/94
Where 62 and 94 are the molecular weight of Na2O and K2O respectively.
There should be no problems controlling the setting or workability of low alkali cement. However, with higher alkali cements setting can become increasingly rapid, potentially leading to workability problems. 1.8% K2SO4 (0.97% K2O) in clinker is suggested as a maximum to avoid these problems, as K2O content increases, the degree of sulphatisation is reduced to achieve this.
This increased clinker reactivity is useful when blended cements are being produced. The pozzolanic reaction is activated by the hydration of the clinker minerals, helping to offset the low early reactivity and strength development of blended cements. Some cement companies add sodium sulphate, Na2SO4, to blended cement to achieve this effect.
The soluble alkali sulphate content of cement has the strongest correlation with the early strength development. Early strength can be boosted by up to 10%, but at the expense of a 10~15% reduction in 28 day strength.
In Session 1.6 we saw that the Aalborg technology of mineralised cement manufacture involves the addition of sulphate and fluoride to the kiln feed, this certainly involves high levels of soluble alkali sulphates being present in the clinker.
We will return to the topic of mineralised clinker and its quality characteristics in the next and final session of this module 2 of the course.
Mineralised clinker.
In session 1.6 we talked about the potential benefits of mineralisation:
Fluorides are preferentially taken into solid solution in the C3S crystal structure, reducing the free energy barrier to formation of C3S, meaning that C3S can be formed from 1170°C. In practice 1350°C is required due to inhomogeneity in the kiln feed.
This lowering of the temperature of C3S formation allows the burning zone temperature in the cement kiln to be reduced and with it the unit thermal energy consumption for clinker manufacture. The lower fuel consumption means a lower volume of combustion product gases, releasing induced draft fan capacity to boost the output of the kiln. Lower kiln fuel consumption also means lower CO2 emissions per tonne of clinker produced, while lower burning zone temperature means less NOx formation in the cement kiln.
These are all attractive benefits of mineralisation technology, but currently the main drivers persuading cement companies to use mineralisation technology relate to the quality of the clinker produced.
In sessions 2.3 and 2.7 we talked about the impact of fluorides on the composition of the clinker:
The incorporation of fluoride ions in the C3S crystal structure leads to a more disordered structure and hence more hydraulically reactive C3S. The primary phase field of C3S is also expanded allowing clinkers of 104% LSF to be fully combined and C3S content to rise to 80%.
The combination of more C3S in clinker, and that C3S being more hydraulically reactive, means that early compressive strengths of cement made from the clinker are much higher than with conventional clinkers. Higher early strength means that more supplementary cementitious materials can be added to blended cements, without lowering strength performance.
Higher replacement of clinker in blended cements brings multiple benefits for cement companies:
Production capacity and turnover are boosted – a fixed amount of clinker provides a greater quantity of cement that can be sold.
Production costs per unit of cement produced are reduced as the costs of clinker manufacture are diluted by every additional tonne of non-clinker material that is included in the blended cement. The thermal energy consumed in clinker manufacture and the CO2 emissions associated with clinker manufacture are also diluted by every additional tonne of non-clinker material that is included in the blended cement. Blended cements are also genuinely better than pure cements in a number of applications.
There are also advantages in mineralised clinker production for those cement companies who do not produce blended cements:
CO2 emissions associated with the thermal energy consumption of clinker manufacture are reduced. However, if the CaCO3 content of kiln feed and the lime saturation are raised to produce higher C3S content in clinker then the CO2 emissions associated with calcination of the CaCO3 will more than offset the lower thermal CO2 emissions.
The higher strength performance of mineralised cements provides the opportunity to reduce the fineness of grinding of cement at the finish milling stage and thereby save electrical energy consumption, and also boost the capacity of the finish milling equipment if this is a constraint on factory output.
The potential benefits of mineralisation of clinker formation by the addition of fluorides to kiln feed has been known for many years and can be applied without infringing any patents.
However, in session 1.6 we also talked about the specific mineralisation technology patented by Aalborg cement company in Denmark.
This does involve the addition of fluoride to the kiln feed, but also in combination with sulphate, SO3, at over 2% in clinker.
Sulphate content of over 2% in clinker inevitably leads to some of the potential kiln operational problems we have discussed in session 1.9.
The excess SO3 over alkalis is combined with CaO in the clinker, and can potentially lead to preheater blockages, ring formations and reduced granulometry of the clinker. However, the benefits of the excess sulphate, SO3, must outweigh the disadvantages, or Aalborg would not add the sulphate.
The sulphate forms lower temperature fluxes, allowing the mineralised C3S formation to proceed at temperatures below that at which the conventional C4AF and C3A flux would be present. However, the principal aims of the Aalborg mineralised clinker technology are quality related, and this applies to the sulphate addition as well as the fluoride addition.
The excess sulphate in the clinker is combined with CaO in the double sulphate salt, calcium langbeinite, 2CaSO4.K2SO4.
The high solubility of sulphate in the clinker has the effects described in session 2.9 of accelerating the setting and early strength development of cement. The acceleration of the setting has the advantage of overcoming the retarding effect that fluoride has on cement setting time, while one of the principle aims of mineralisation technology is to produce higher early strength cement.
However, the high sulphate content of the clinker has further benefits; the depression of later, 28-day, strengths caused by soluble alkalis, is overcome by increased reactivity of the belite (C2S) phase in the clinker. High excess SO3 in clinker mineralises the belite mineral by entering into solid solution in belite and rendering it much more hydraulically reactivity.
The combination of fluoride and sulphate mineralised clinker production therefore provides significant opportunities:
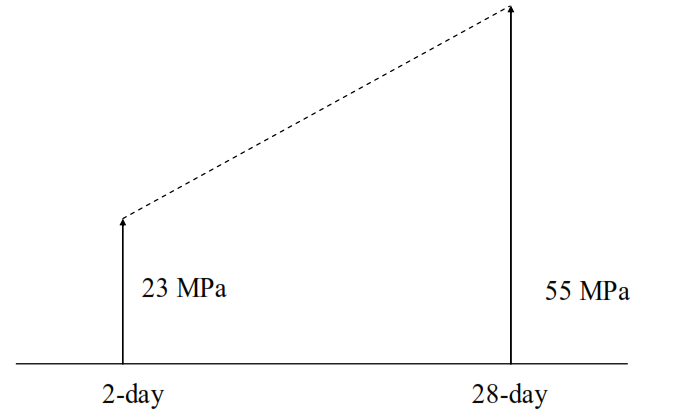
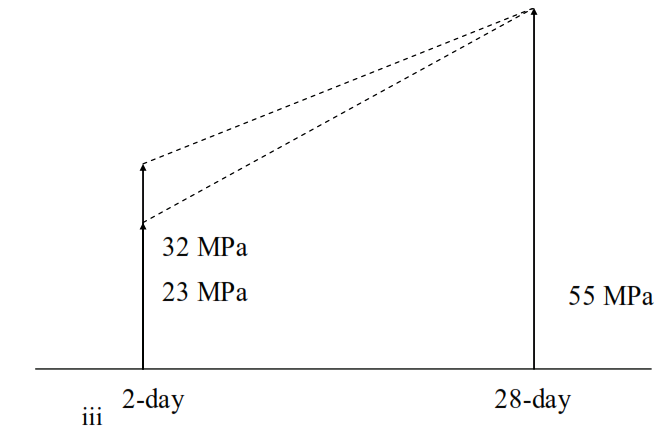
Typical strength growth characteristics of cement might involve a 2-day compressive strength of 23 MPa and 28-day compressive strength of 55 MPa.
The opportunity can be taken to boost early strengths by increasing C3S content and reactivity as allowed by the incorporation of fluoride, while 28-day strengths remain virtually unaltered due to the reduced C2S content of the clinker.
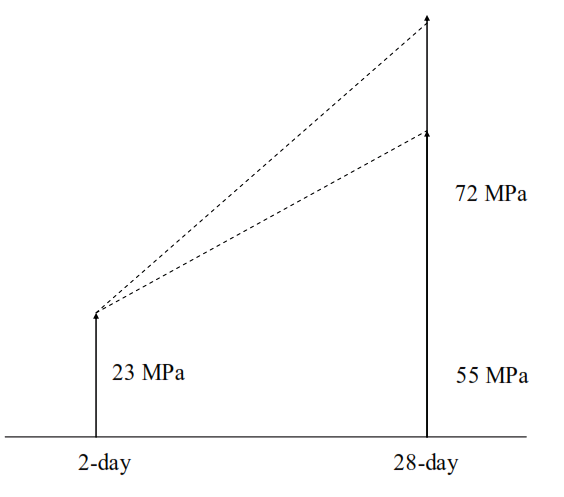
Alternatively 2-day strengths might be virtually unchanged with a reduced content of mineralised C3S containing fluoride provided by a lower LSF kiln feed, while 28-day strengths are boosted due to a higher content of mineralised C2S containing sulphate.
The possibilities provided by such mineralised, active belite cements are of great interest. If LSF can be reduced to ~80% then process CO2 emissions would be cut by ~15% to 450kgs per tonne of clinker produced, and total CO2 emissions would be cut by ~10% to 750kgs per tonne of clinker produced. A major contribution to achieving the CO2 emissions reductions required under the Kyoto protocol.
We have now reached the end of Module 2 of the course where we have been primarily considering the quality implications of cement kiln chemistry. The emissions from a cement kiln will be the topic of Module 3 of the course, where we will begin by considering the CO2 emissions from a cement kiln and the means to alleviate these. Production of active belite cements is clearly one possibility that is not currently being widely applied.
If You Want to Download the Complete Cement Kiln Chemistry and All Complete courses and Expert Books in Cement Industry , Kindly click here NOW
If You Want to Download the Complete Cement Kiln Chemistry and All Complete courses and Expert Books in Cement Industry , Kindly click here NOW
Technical package and business support
Need organized cement references instead of searching article by article?
CEMENTEQUIPMENT.ORG offers a professional technical package built for engineers, plant teams, buyers, and decision-makers. The reference value is positioned at more than $50,000, while the package is offered at about $249.
If you are researching this topic for a live plant problem, project, or supplier discussion, use the package for depth or request direct commercial support.