MEASURING THE RIGHT LEVEL OF MAINTENANCE COSTS IN A CEMENT PLANT
TO Download Manuals about Cement cost Management & excel sheet for all costs in cement plant + most important 26 Books in cement industry click here
By:
Stephane Rommens, Group Senior Expert Maintenance & Technology, Maintenance & Technology Director, LAFARGE Cement Division
ABSTRACT
The choice of maintenance policy and the quality of maintenance have a fundamental impact on a plant’s technical performances and the cost effectiveness of its operations. At Lafarge our objective is to achieve a “Maintenance Mastery” standard, measured by KPIs (Key Performance Indicators). Reliability and MTBF (Mean Time Between Failure) are well known indicators in the technical community and are used worldwide to define undisputable measurable objectives for operations. However, at present, there are no satisfactory indicators for comparing and challenging plants in respect of their cost effectiveness. The purpose of this document is to present a methodology for defining the right level of maintenance costs in a cement plant.
Several parameters influence maintenance costs. In particular the technical specifics, the process that the plant is using, its additive ratio (C/K ratio) and its production; and the region and country where the plant is situated may also have a bearing on maintenance costs. The influence of each parameter has been modeled and we have developed a tool for estimating the right level for the cost of maintenance. This tool is based on data from a large number of plants in the company and takes into account all parameters such as the plant specifics and environment. For several years we have been challenging plant maintenance costs with a Maintenance Cost Index (MCI ratio = maintenance cost of one plant divided by the right level of maintenance cost for this plant). All our plants have their own MCI, which is used to challenge the maintenance costs for each plant, to define a budget, to benchmark plants and to identify ways for improvement.
INTRODUCTION
Lafarge believes that financial results are achieved through excellent industrial performances. In order to improve we need to measure both initial status and progress. For pure technical parameters there are well known indicators such as reliability, MTBF or the number of stoppages for incident. These indicators can be used to define clear targets. A plant can then compare its performances directly to these targets and see the speed of its progress. Targets for reliability cannot be greater than 100%, just as targets for the number of stoppages can not be less than zero.
We know from experience that it is always possible to optimize maintenance costs by postponing some operations until after a detailed risk assessment. However, it could be “dangerous” to under maintain production equipment as this could result in a catastrophic incident with a high global cost, including maintenance and loss of production.
Benchmarking costs is not that straightforward. What is the right level of maintenance cost for a plant?
When building the reference maintenance cost of a real plant, we have assumed this reference cost comprises an amount of X $/t, which is adjusted by several parameters reflecting the plant specifics: the technical specifics, the type of process, the additive ratio, local conditions and the utilization factor of the plant.
This document describes the main principles of the methodology that we have used to build a reference for maintenance costs.
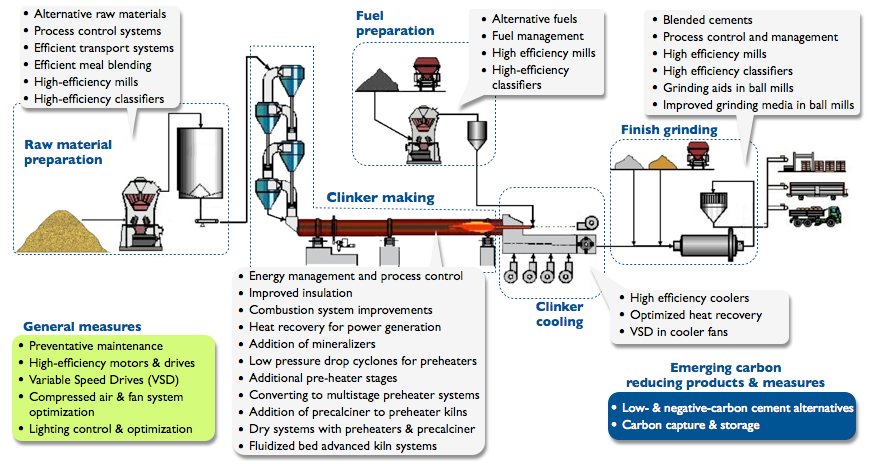
TECHNICAL SPECIFICS
We have defined in detail the configuration of a “basic plant”. Globally, our basic plan is:
- Cement capacity: 1Mt
- One quarry operating mainly with blasting, situated at a maximum distance of 1km from the crusher.
- A defined level of material abrasivity, measured by free silica
- Raw grinding: Ball mill (s)
- One burning line. Preheater process without by-pass
- Coal fuel preparation
- Finish grinding: ball mill(s)
All the common technical differences between the real plant and this basic plant have been studied so that the estimate for maintenance costs for each individual case correctly reflects the plant’s specifics.
For instance, between the quarry and the crusher, if material is transported by a belt conveyor over a long distance, we attribute an additional maintenance cost. On the other hand, if quarry management is completely subcontracted, this too will influence maintenance costs.
Technical specifics adjustments are mainly based on the average maintenance costs in our plants calculated over several years. In some cases we have estimated technical specifics of a plant by analysing the maintenance costs of the plant itself but for a minimum of 5 years.
PROCESS TYPE
The cost of maintenance is influenced by the type of process used by the plant. We have demonstrated that in the case of an “old” process:
- For the same size of equipment the capacity of the equipment is
- Spare parts for old technology are usually more difficult to find and consequently more
Actually, this adjustment also involves the age of the equipment.
A deep analysis of the maintenance costs of our plants gives an estimate of the increase of costs for all the process types when preheater process is considered as a reference.
ADDITIVE RATIO
Cement production is equal to clinker production multiplied by additive coefficient (C/K ratio).
Because our maintenance costs are equivalent to maintenance expenses divided by cement produced, this additive coefficient will have a direct affect on maintenance cost. This means that the part of the plant’s maintenance costs arising from the maintenance of clinker production equipment will be lower when the additive coefficient is greater.
For the estimation, we consider a reference ratio equal to 1.08 and we calculate a correction coefficient with the formula:

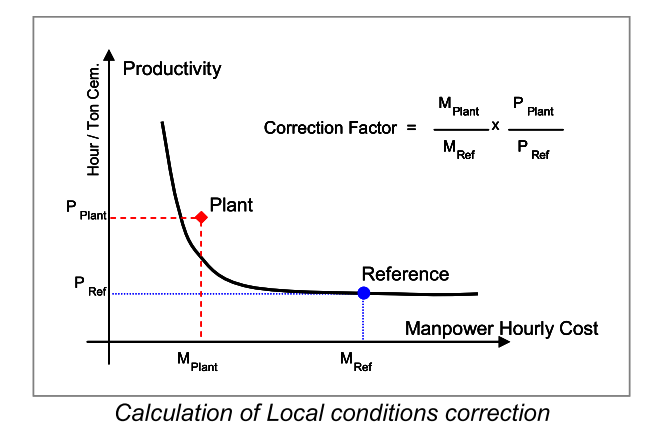
LOCAL CONDITIONS
With the three first corrections where the averaged adjustment is around +15%, we have established the reference maintenance costs of one plant in a “model” world:

The next correction will transfer the estimation from the “model” environment to the local environment of the plant. Actually, maintenance expenses are ultimately made of global manpower, basic materials (steel, oil, etc.) and standard, exported parts (bearings, relays, etc.). We can consider basic materials and standard, exported parts to have a constant price all over the world.
The adjustments needed to take account of local conditions are done on the basis of a global manpower part and pays due regard to:
- local salaries in the plant compared to a reference salary
- local productivity of the plant compared to a reference
This adjustment uses a graph built with data on all our plants’ productivity, all over the world. Globally, due to local conditions the averaged adjustment is around -25%.
PRODUCTION VERSUS CAPCITY OF THE PLANT
All the previous corrections and adjustments have been calculated on the basis that the plant is producing cement to full capacity. When estimating the maintenance costs for production at lower than expected capacity, we consider the following graph:
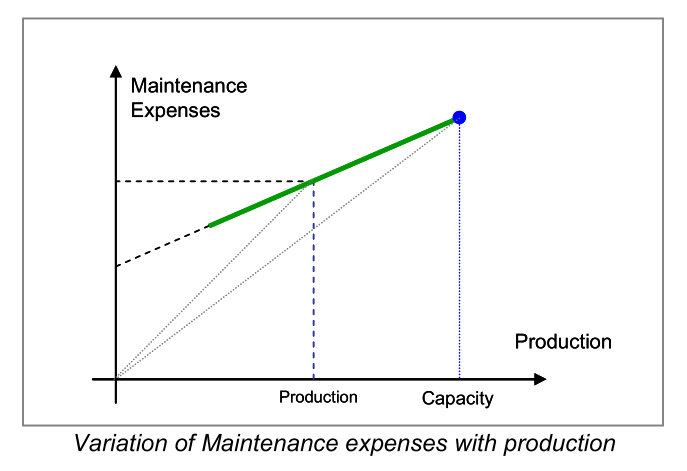
The maintenance costs here include a fixed amount (around 50%), which corresponds to the internal manpower and a minimum of maintenance activity to keep equipment in good condition. With this variation we can estimate the maintenance expenses for production when we know the expenses for production at full capacity.
Clearly, this variation is mainly valid for a plant operating at production levels greater than 50% of its capacity.
ESTIMATION OF THE TARGET COSTS X
The last step is to define a way to evaluate the target costs X ($/t).
Here, once again, we have taken advantage of our internal reporting system. For a plant, we have extracted the average production and maintenance expenses for a 10 year period (the expenses are adjusted in line with inflation). Then we applied the same corrections as used previously to this data but in reverse
- calculation of expenses at capacity from production
- calculation of expenses in the model environment (from local to model)
- calculation of expenses for an additive ratio equivalent to a reference (1.08)
- calculation of expenses for a reference process (preheater)
- calculation of expenses without technical specifics
This calculation uses data from a selection of European and North American plants.
The target costs are determined on the basis of data from one of the plants with the lowest results.
MAINTENANCE COST INDEX
We calculated a MCI index (Maintenance Cost Index) by dividing a plant’s maintenance costs by its reference maintenance cost
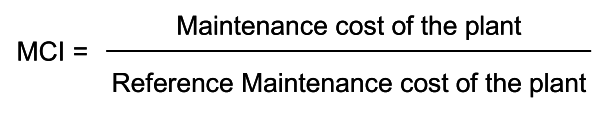
where Reference Maintenance Costs = Target Costs + corrections (Technical, process, ratio, local environment, production versus capacity).
We estimate this index is accurate to within 10%.
CONCLUSION
This methodology allows us to estimate the right level of maintenance costs for a cement plant.
On a yearly basis a central technical department calculates MCI with technical and financial data sent by plants and validated by local technical centres. Then each plant receives its MCI with a global analysis of the evolution and a tool, based on the model, to help plants to estimate MCI in the future with budgeted data.
This MCI indicator shows the status of the plant regarding the cost of maintenance. It is used in our company for various reasons:
- It is a management tool that helps to define a target for the maintenance budget. Taking the level of production into consideration, management will define a MCI objective for a region, a country or a
- It is one of our KPIs for measuring and challenging plant
- It is a good opportunity for our organisation to
- Understand the reasons why some plants have a “good” MCI
- Replicate in all our plants the best practices that result in a good MCI
This indicator, after 20 years of existence, is now a standard tool for management and is very powerful.
TO Download Manuals about Cement cost Management & excel sheet for all costs in cement plant + most important 26 Books in cement industry click here
Best for knowledge