Contents
Measuring Dusty Air Streams in Cement Manufacturing
Challenges to Measure Dusty Gas Streams
– List of challenges
– Location of the duct (accessibility & safety) 4 Temperature, Pressure and Moisture
– Fluctuation in flow rate
– Dust concentration of the stream
– Availability of appropriate equipment
Where in Cement Manufacturing
§ Areas of interest
– Vertical roller mill
– Tube mill
– Preheater / Precalciner kiln 4 Long Wet/ Dry kilns
– Direct fired burning system 4 Kiln gas bypass system
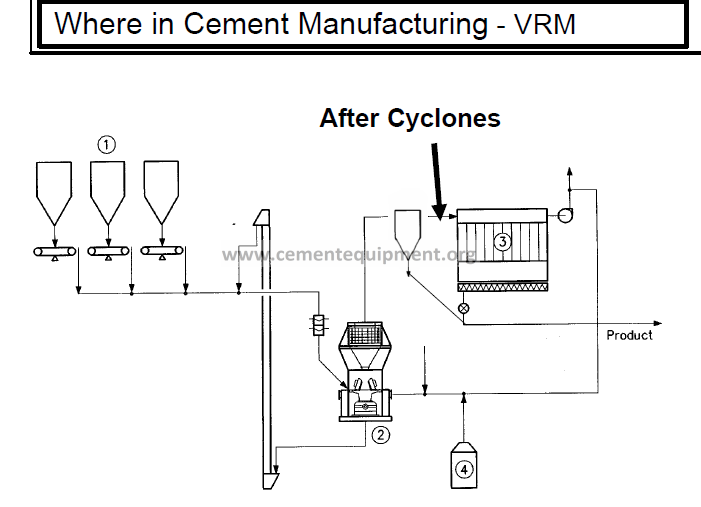
Where in Cement Manufacturing – VRM
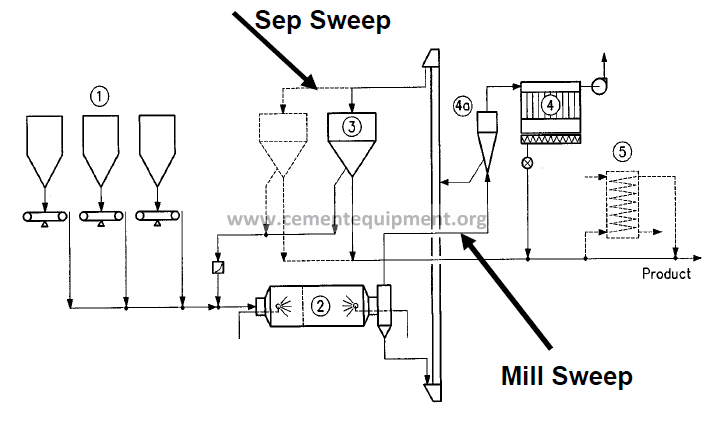
Where in Cement Manufacturing – Ball Mills
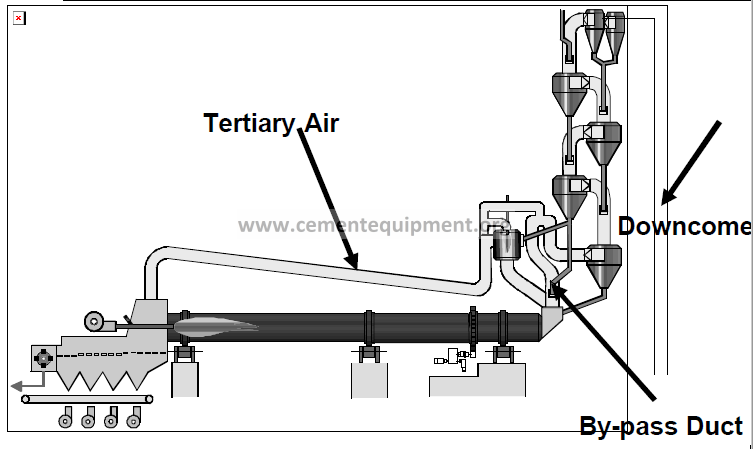
Where in Cement Manufacturing – Preclaciner
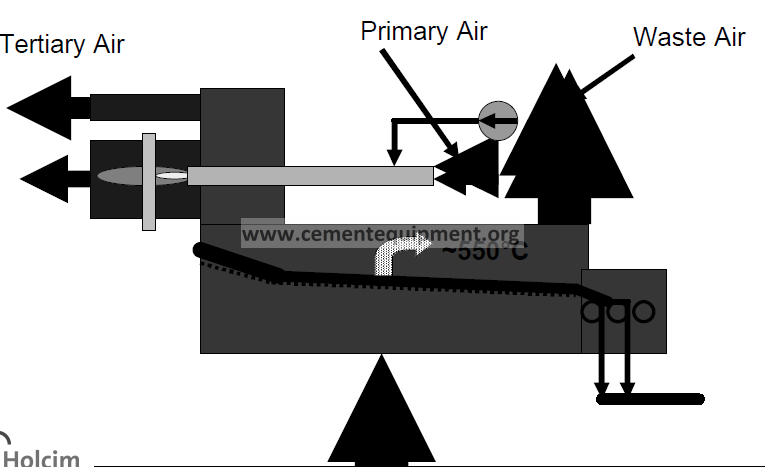
Where in Cement Manufacturing – Cooler
Use at Midlothian Plant
§ Installation Background
– Two vertical roller (raw) mills (Loesche, Pfeiffer)
– The high moisture of the raw material (13%) require more than normal gas flow quantities to be moved through the mill for drying àpower consumption of the mill ID fan is about 60% of the total power consumption of the grinding system.
– Operators used to control the mill draft manually and tended to overdraft the mill to maintain a more stable operation without loading up the internal recirculation.
§ A potential for savings by automatically controlling the fan speed was realized, based on a relative indication of the gas flow through the system.
– The following indicators were used:
– Differential pressure across the raw mill cyclones: poor and inconsistent correlation with actual air flow
– Calculated airflow by using fan power and differential pressure across fan: a little better than cyclone dp but no satisfactory results were achieved.
– Mill inlet pressure: Works quite well because our mills have no recirculation duct
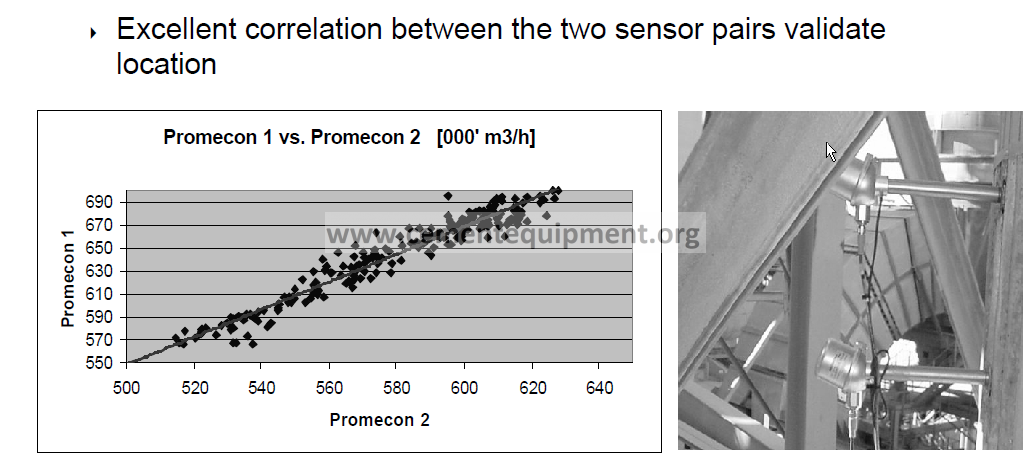
– December 2019, commissioned the Promecon instrument (2 sensor pairs per raw mill). Works very well.
Results at Midlothian Plant
Conclusions
§ On vertical roller mills power savings of 0.5-1 kWh/t raw meal can be achieved by minimizing and controlling the airflow through the mill
§ This can only be done successfully with an accurate indication of the actual airflow
§ The Promecon system (installed in December 04) has proven itself as reliable and accurate measurement