Contents
click here to Download the Most Important 13 Books in Cement Industry
click here to Download the Most Important 13 Books in Cement Industry
what are the maximum allowable air gaps & Kiln migration ??!!
Generally Migration tell us about available gap in between kiln tyre and kiln shell.
measuring unit in mm, which calculate by the RPM legging between Tyre and kiln shell. higher value and lower value both are dangerous for the kiln lining and kiln shell as well. higher value (> 12 to 15mm) indicate due to low kiln shell temp. kiln contraction and gap between shell and tyre get increase, this is mainly because kiln coating condition. Similary Low value (< 4 to 5 mm) show due to high kiln shell temp. expansion in kiln shell which is minimize the gap between tyre and shell,due to this chances for kiln lining falling and permanent deformation in kiln shell.
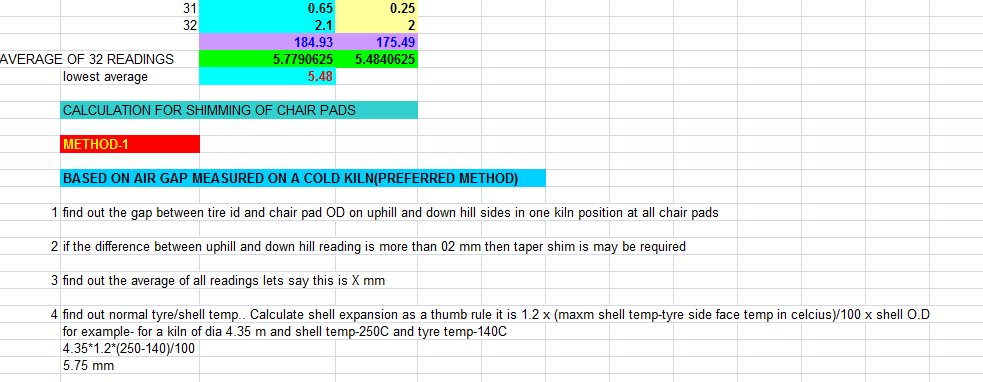
CALCULATION FOR SHIMMING OF CHAIR PADS
Method 1 BASED ON AIR GAP MEASURED ON A COLD KILN(PREFERRED METHOD)
1- find out the gap between tire id and chair pad OD on uphill and down hill sides in one kiln position at all chair pads
2- if the difference between uphill and down hill reading is more than 02 mm then taper shim is may be required
3-find out the average of all readings lets say this is X mm
4- find out normal tyre/shell temp.. Calculate shell expansion as a thumb rule it is 1.2 x (maxm shell temp-tyre side face temp in celcius)/100 x shell O.D
for example- for a kiln of dia 4.35 m and shell temp-250C and tyre temp-140C
4.35*1.2*(250-140)/100
5.75 mm
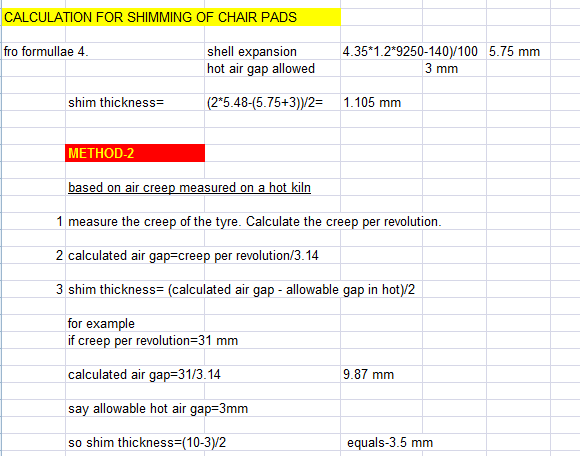
5-gap required during normal operation is 3 mm(this must be as per manufacturer reccomendation)
6-chair pad shim thickness-=(2x-(calculated shell expansion+hot gap allowed))/2
7-use single shim as far as possible.
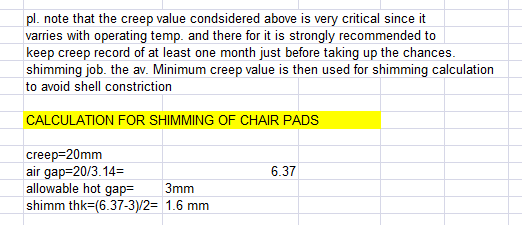
METHOD 2 based on air creep measured on a hot kiln
DOWNLOAD EXCEL SHEET FROM HERE
Thsnk for Vrati impartent &,useful information