Contents
KILN SHELL TEMPERATURE MONITORING BY FLS
IF YOU NEED TO DOWNLOAD HOLCIM MANUALS + ALL OTHER IMPORTANT BOOKS PLEASE CLICK HERE.
The physical condition of the kiln shell itself, particularly the preservation of its circular shape while rotating, is one of the most important maintenance parameters when it comes to keeping a high run factor of the kiln system.
It is common knowledge that the deformations occurring in the kiln shell while rotating are most significant under and at the live-rings. The deformations, which are transferred to and through the lining, have an extremely large effect on the stability of the coating and on the durability of the refractory lining. In addition to this, these substantial de-formations result in correspondingly high stresses in kiln shell and welds, and these stresses can contribute to crack formation.
Temperature measuring of the kiln shell is one of the activities which are undertaken in order to keep control of the temperature condition inside the kiln and to detect if any abnormality is under development, that could lead to a deformation of the kiln shell, for instance because of a “hot spot”.
The kiln shell temperature is normally measured by personnel from the production de-partment, between the kiln supports to determine the heat radiation and to detect if a “hot spot” is developing.
The temperatures in the vicinity of the live-rings are critical to the mechanical condition of the live-rings and therefore the close observation of these temperatures should be the responsibility of the maintenance department.
Instruments
A radiation pyrometer can be used for measuring the kiln shell temperature as shown in Figure 6.1 – the probe is used for measuring the live-ring, supporting roller and support-ing roller bearing temperature. The distance from the kiln shell to the pyrometer can be from 0.5 m to 1 m but the manufacturers recommendations must be consulted when a pyrometer is taken into use.
Figure 6.1. Radiation Pyrometer
Measuring points
The measuring points at each live-ring are shown in Figure 6.2
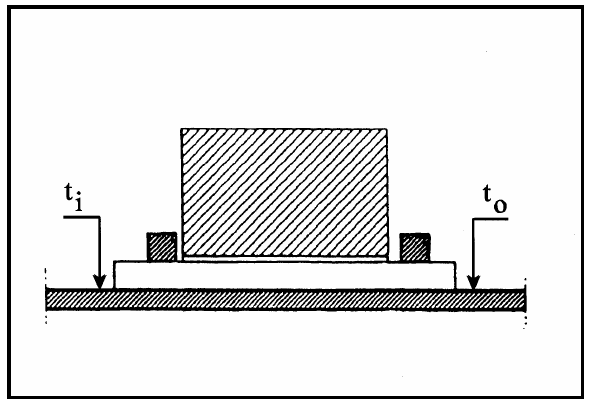
Figure 6.2 Measuring points.
The temperatures ti and to represent the temperatures measured at the inlet side of the live-ring and at the outlet side of the live-ring respectively.
The temperatures ti and to are measured close to the live-ring pads for the live-ring or, in the case of a support where there are no live-ring pads, close to the side guides and the temperatures are measured on the whole circumference.
Recording of temperature
The minimum and the maximum kiln shell temperature are registered for each of the measuring points and can be entered into a table as shown in Figure 3.45. Below is shown a set of temperature readings from an actual kiln:
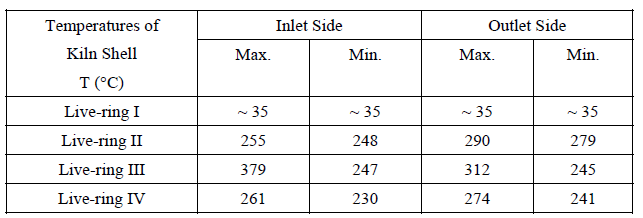
Figure 6.3 Temperatures at kiln shell
As can be seen from the table, the largest temperature difference was found at live-ring III where the following temperatures (°C) were measured:

Figure 6.4 Minimum /Maximum Temperatures
The differences in temperature measured indicate an uneven coating formation in the kiln at support III which could lead to deformation of the kiln shell a “thermal crank”
Evaluation of results
The above mentioned thermal crank could result in a situation where the live-ring, dur-ing the rotation of the kiln, first lifts from one supporting roller and then from the other.
This situation should be immediately rectified as each of the two supporting rollers and their bearings would be grossly overloaded and may result in a break-down.
Experience has shown that as long as the temperature difference between maximum and minimum at the same measuring point is less than 500°C there will not be any cause for alarm.
Another point where it is necessary to be cautious when evaluating the recorded tem-peratures is when evaluating the ti and the to temperatures.
The perfect condition is when ti = to where the heat expansion of the kiln shell is the same on both sides of the live-ring.
If there is a temperature difference the diameter of the kiln on each side of the live-ring will be different, i.e. the kiln is in fact conical under the ring, a situation which could lead to uneven wear of the live-ring pads or the kiln shell.
Should the temperature of the kiln shell rise over 400°C it is essential that action is taken immediately to lower the temperature.
The strength of the steel will be reduced when the temperature is above 400°C which could result in permanent damage to the shell.
If the temperature evaluation shows that the present temperature range can lead to an unacceptable situation, it is recommended that the production department take the ap-propriate action so that the conditions inside the kiln are changed.
The reason for this could be that the coating should be re-built to create a uniform tem-perature at the measuring points. Or perhaps a dam ring has been built half way over the live-ring.
If the temperatures are incorrect and the stable mechanical function of the kiln cannot be ensured, it is the production department’s responsibility to change the operational condi-tions.
Safety
When the kiln shell temperatures are measured manually it is necessary for the person-nel that carry out the measurements to be in close proximity to the rotating kiln.
It is therefore essential that the personnel performing the measurements are extremely careful not to come in contact with the rotating parts and only personnel with the appro-priate authority shall be allowed to perform the temperature measurements.
IF YOU NEED TO DOWNLOAD HOLCIM MANUALS + ALL OTHER IMPORTANT BOOKS PLEASE CLICK HERE.