Contents
Jaw crusher installation points and precautions
Attention!! to Download Most Important Books in Cement industry reviewed from more than two thousands people + Manuals and noted from big Cement Companies like F L S , Holcim Lafarge , Cemex , + Excel sheets for calculations process Click here Now
First, the installation points of the jaw crusher
The jaw crusher needs to install the crusher’s frame on the foundation before assembling the crusher, and then install the other parts in order.
1. The installation points of the rack of Jaw crusher
When installing the crusher frame, the vibration between the frame and the concrete should be placed on it, for example: hardwood, rubber, etc. The installation of the frame on the foundation or the horizontal and vertical level on the wooden seat needs to comply with the equipment. Installation requirements. When performing rack mounting, the horizontal and vertical levels placed on the foundation should be less than 0.2 mm.
2. The assembly points of the eccentric shaft and bearing of Jaw crusher
a. Before the shaft and bearing assembly, the sliding bearing needs to be researched and put into the sliding bearing housing, and the level and coaxiality of the sliding bearing are tested by the level meter. If the measurement result meets the requirements, Install the eccentric shaft on the bearing and view the fit between the shaft and the bearing by applying red dan powder on the journal.
b. Because the bearing needs to utilize the principle of thermal expansion and contraction during the assembly process, the heating process must be strictly controlled, and the suitable temperature for the bearings of different specifications and sizes should be selected for heating. The outer diameter of the boring bearing is Φ650 and the inner diameter is Φ400. It belongs to the large bearing. During the heating process, the heating is uneven, which causes the assembly quality to drop. Therefore, we choose to adjust the bearing direction by 180° to reheat the other surface to ensure uniform heating of the bearing.
c. During the assembly process, the diagonal striking of the bearing is required at the same time to ensure that the bearing enters the eccentric shaft in a balanced manner. In the process of the eccentric shaft entering the moving boring, we require the hammer to hit the moving cymbal and use the interaction force to mount the eccentric shaft. It is not damaged by the bearings on the eccentric shaft.
d. Use grease oiler to inject the grease into the moving boring machine, add the grease in the bearing to about 50% of its space volume, replace it every 3-6 months, use clean gasoline or kerosene cleaning roller when changing oil. The bearing raceway makes the bearing lubrication fully uniform, the bearing is well lubricated under heavy load and high temperature, and the service life of the broken bearing is prolonged.
If the surface of the plain bearing is too high, it needs to be scraped until the high point between the contact surfaces disappears. Apply a certain amount of lubricating oil between the bearing housing and the bearing to reduce shaft wear, eccentric shaft sliding and frame. The contact area between them should be not less than 80%, and the gap between them should be less than 0.07 mm.
3. The connecting points of the connecting rod
After the above part is installed in place, the connecting rod can be installed. Before the connecting rod is assembled, the position of the connecting rod and the required assembly should be carefully checked. After the problem, the connecting rod is lifted without any problem, and the whole connecting rod is used with gasoline or kerosene. After cleaning, apply a layer of oil on the surface of the connecting rod to ensure lubrication. Then, the upper bearing, the main shaft, the upper bearing and the upper casing of the connecting rod are assembled, and then the connecting rod is hoisted, and the connecting rod bolt is attached to the connecting rod and tightened, for example, after the upper shell of the connecting rod and the connecting rod are padded, If the fit does not result in oil leakage, the gasket should be machined or a new gasket refitted. If conditions permit, the rod and spindle parts can be assembled externally and then transported into the rack.
4. The installation points of the brackets
Loosen the tension rod spring nut, remove the spring, use a chain or wire rope to bolt the lower part of the moving part, and then pull the wire rope so that the moving jaw is close to the fixed jaw, and the bracket will automatically fall. After the old bracket is removed, the new bracket is pulled into the bracket with the wire rope so that the bracket and the bracket are in close contact, then the tie rod and the spring are attached, and the bracket is supported in the bracket and then used. The driving pulls the wire rope so that the moving jaw is close to the fixed jaw, and the rear bracket will automatically fall off. It is only necessary to reverse the above steps in the installation.
5. Moving jaw installation points
The assembly of the jaw crushing motorized cymbal is assembled by using the pre-assembled moving parts. The movable jaw parts are assembled first, and the moving jaws, moving shafts, movable tooth plates, brackets, etc. are assembled on the ground. Once completed, the assembled components are then hoisted into the crusher’s frame using a train or crane.
For plain bearings, the sliding bearings are first ground and placed in the frame housing to measure the deviation of the slope and concentricity. If the lubricant is applied to the bearing and journal surfaces within the allowable range, the moving jaws are placed in the bearing, and the coaxiality and inclination of the sliding bearing assembly are detected. The inclination is guaranteed to be 0.2 mm. The shaft is less than 0.06 mm, thus completing the assembly for the moving jaw.
6. The installation points of the tooth plate
The jaw crusher tooth plate is a component directly used for crushing ore. Its structure is simple, but because it is often in contact with ore, the tooth plate is worn quickly in the crusher and is a part that needs to be replaced frequently. The shape of the cross-section of the tooth plate has two types: a smooth surface and a lattice type surface. Due to its large weight, it needs to be made into an easily replaceable structure.
The tooth plate is fixed by bolts or wedges. It is fixed on the front wall of the frame or on the moving cymbal, and the contact surface between the two must be straight. No warping is allowed. If there is a high point of contact, Need to be processed in a timely manner. Since the inner side of the front wall of the rack is not machined, a soft metal gasket is placed between the back of the fixed tooth plate and the front wall of the frame to ensure that the two are closely attached.
Second, the installation of the jaw crusher
Since the jaw crusher is vibrating during operation, the machine should be installed on the concrete foundation. In order to reduce vibration, noise and the impact on nearby buildings, a hardwood mat and rubber belt are placed between the crusher and the concrete foundation. Or other shock absorbing materials.
The size of the discharge opening should be adjusted according to the required product size. When adjusting, loosen the bolt and tighten the spring. Use the top bolt to open the adjusting seat, insert or withdraw the gasket of the corresponding thickness, and then retract the lifting bolt. Adjust the seat under the action of the weight of the moving jaw, and attach it to the bracket ear seat, and press the gasket. Get together. Thereafter, adjust the spring preload to ensure that the thrust plate is in close contact with the thrust plate pad when the machine is in operation. However, the pre-pressure should not be too large, and no knocking sound can occur. Finally, the adjustment seat is locked.
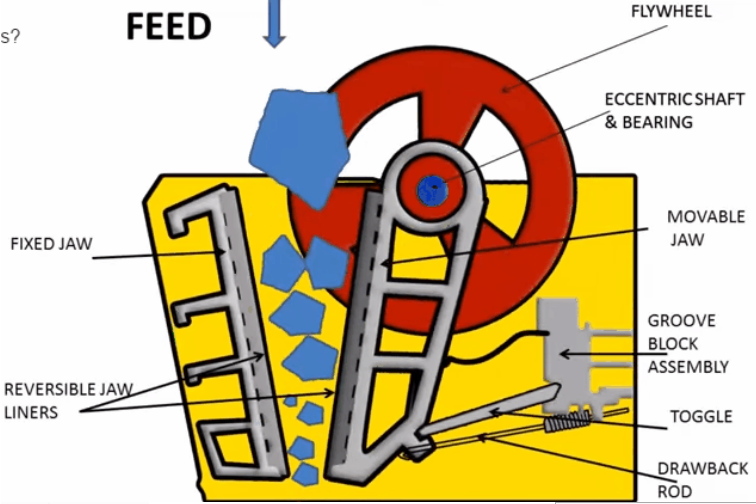
The moving jaw moves back and forward against the fixed jaw, and material fed from the top of the machine is compressed between the two, breaking it into smaller pieces. As the moving jaw moves away from the fixed jaw, the crushed material is discharged from the crusher at the bottom, with the size of the ejected material determined by the gap between the jaws.
Great post! Just a quick add-on regular maintenance is key to jaw crusher performance. Keep all parts well-lubricated, check and tighten bolts often, monitor jaw and toggle plates for wear, inspect bearings for heat or noise, and keep the crushing chamber clean to prevent buildup. Staying on top of these basics really boosts efficiency and extends machine life.