Contents
Everything you need to know about Effective Safety Practices
[wpecpp name=”package” price=”75″ align=”center”]
by L. Harvey Kirk III, CSP*
Once a good organizational safety structure is in place, the next requirement is for a broad-based, comprehensive understanding of hazards and injury potential. Analysis of site-specific hazards, formulation of good safety policies and application of proven safe work procedures follow. Broad principles of general safety, such as performing safety and task training, providing personal protective equipment (PPE), practicing mobile equipment safety, having guarding and lockout programs, etc., are good and necessary, but if they are not targeted to address specific hazards and incident causation factors, safety achievement may fall short of expectations.
Facility safety and operations personnel should recognize that general policies are not enough. Policies must be augmented by specific procedural details. Also, individual elements of the safety process should complement each other to make an integrated and seamless total safety system. For instance, the same terminology that identifies task hazards and injury mechanisms (e.g., struck by, caught between, fall to, contact with, etc.), should be found on confined space entry and incident investigation forms, in incident reports, and used in training classes, during safety contacts and counseling sessions. This will help reinforce the safety culture, increase workers’ and supervisors’ understanding of safety principles and improve their ability to recognize and control hazards in the workplace.

Figure 7.2.1. In the late 1990s the Portland Cement Association began an industry-wide program to identify and publicize safe work practices.
This chapter addresses safety issues that are almost universally applicable, regardless of industry. Portland cement manufacturing facilities that include these issues in their safety process will have a good foundation on which to build.
HAZARDS AND RISK: AWARENESS AND ANALYSIS
A solid understanding of hazards and risks is necessary if unsafe conditions are to be corrected and incidents prevented. Supervisors, hourly employees and safety personnel should be knowledgeable of and able to recognize hazards and risk of injury. Hazards should be discovered, reported, analyzed, prioritized and controlled. Physical hazards can be categorized according to: 1) incident type, 2) causative energy sources or 3) unsafe condition. These concepts are explored in the follow-ing few pages. A discussion of physical safety, hazard control, and injury prevention measures follow in this chapter. Health hazards and control measures will be explored in the final chapter, “Health and Industrial Hygiene.”
Hazards Categorized by Incident Type
Falls. Falls can occur at the level at which someone is walking or working, or they can be to a lower level. Slips and trips can result in spinal injury or sprain or strain damage to soft tissues, even if falls do not occur. Falls at the same elevation often result in bone or joint damage, often to the hands, wrists, arms or shoulders when one tries to block a fall. Falls from elevation are more dangerous due to extra momentum, larger forces and greater impact speeds.
Caught in, on or between. Crushing, cutting and shearing injuries can be caused when one becomes entangled in machinery. Persons may be caught in mobile or stationary equipment, conveyors, power transmission devices, and in slides or cave-ins of material. Body parts, gloves, clothing or jewelry can be caught on rotating shafts, even if they are smooth or turning slowly. Couplings, keys, keyways, motion sensors, and protrusions from equipment are also hazards. Caught between hazards include the nip or pinch points of articulating equipment and drive mechanisms, close clearances between mobile equipment and stationary objects, and reciprocating equipment such as shears and linkages.
Struck by/Struck against. Struck by injuries occur when the injured person is relatively stationary and an object in motion contacts them. Hazards include mobile equipment, falling equipment or parts, slipping tools, and sliding materials, flying rock or airborne dust particles.
Persons can strike parts of their body against stationary objects, such as when one loosens a bolt or pulls on an object, and excessive or misapplied force carries the knuckles or the elbow against the equipment being serviced, or a nearby object.
Contact with. Persons can be injured or become ill by coming in contact with certain substances or energies. Electrical hazards include shock, thermal and radiation burns from electrical arcs, such as those generated by uncontrolled contact breakage or welding.
Heat hazards can be from flames, hot surfaces or heated materials. Cold surfaces or cold weather conditions can be hazards, depending on the geographical location of a plant.
Toxic or noxious substances include vapors, fumes, dusts, fibers, caustic chemicals, airborne contaminants and bloodborne pathogens. Persons may be exposed by inhalation, ingestion or skin absorption. Acute systemic injury or chronic illnesses can result.
Overexertion. Improper lifting is a primary cause of muscle strains, sprains and back injury. Lifting too much weight, holding loads too far from the body, twisting or bending with a load, pulling loads instead of pushing them, and over-stretching or over-reaching are all classic precur-sors to injury.
Ergonomic illnesses due to exertion over a long period of time are also hazards. They may be due to repetitive motions or stresses, vibrations of the extremities or the whole body, poor posture or excessive force.
Hazards Categorized by Causative Energy Sources
Electricity. As little as 50 milliamperes of electrical current is enough to cause fibrilla-tion of the heart, and 30 milliamperes can cause respiratory paralysis. Either of these conditions could result in death. Even if fatal injury does not occur, tissue burn, bone, joint, neurosystem or cardiovascular system injury can result from electrical shock. Electrical hazards exist in the form of faulty grounds, exposed or undersized wiring, damaged insu-lation, conduit or switches, broken, missing or unprotected bulbs, unbushed or unsecured wires at switch or junction boxes, and at conductor connections.

Figure 7.2.2. Electrically insulated gloves must be rated for the applicable voltage and periodically laboratory tested and certified safe for use.
Exploding solids, gases, vapors or dust. Explosion hazards exist: 1) where blasting materi-als are stored or handled, 2) where finely ground solid fuel particles collect, such as where coal is ground or leaks out of vessels or transport lines, 3) where liquid or gaseous fuels such as gasoline or propane are used or stored, 4) where explosive gases or vapors are generated, such as at battery charging stations, 5) at paint spray areas, and 6) where aerosol cans are used or stored.
Fire. Fire hazards can be found around fuels, lubricants, hydraulic fluids, solvents, flammable gases, rubber products, combustible wastes and electrical equipment. Hazards are exacerbated by the presence of open flames, friction, heat, spillage, leakage, improper use, storage or disposal of combustible materials and by electrical defects.
Haulage equipment and machinery. Haulage hazards exist wherever wheeled, skid-, track-, or rail-mounted mobile equipment operates, and at materials conveyors. Machinery hazards from moving parts are found at the motors, drives, gears, shafts, couplings and other moving parts of processing equipment, conveyors, shop or power tools.
Noise. Noise is unwanted sound: excessive sound pressure energy associated with a variety of crushing, grinding, material handling, power transmission and supply systems, mobile equipment and tools. Primarily noise poses hazards to one’s hearing ability, but it can also adversely affect other body systems. Its effects are dependent upon dose, that is, magnitude and time of exposure.
Pressure lines and vessels. Pressurized gases and fluids can be hazardous at almost any pres-sure. Plant air pressures are normally maintained around 700 kPa, but employees may sustain injuries when struck by pressures as low as 20 kPa. Compressed gases, such as oxygen, are stored at pressures in excess of 14,000 kPa, and hydraulic fluids are often used at similarly high pressures. Pressurization hazards may be found at compressors, receivers, pumps, lines, hoses and valves.
Sliding or falling materials. Gravity makes any material a hazard when it is elevated and not firmly secured or supported from below. Falling, sliding, dropping or collapsing material hazards exist in trenches and excavations, at dams and impoundments, stockpiles and highwalls. Adverse weather conditions, surface loads, improper sloping or vibration exacerbates these types of hazards. Falling material hazards also exist at storage and elevated work sites, and wherever there are suspended loads, such as raised truck beds, loader buckets or fork lift or crane cable loads.
Hazards Categorized by Unsafe Conditions
Unsafe conditions are a third method for categorizing hazards. Examples include: 1) inadequate guards, warning devices or protective equipment, 2) defective equipment, structures or tools, 3) suspended loads, 4) workplace congestion, 5) poor equipment arrangement, 6) laceration potentials, 7) inadequate illumination or ventilation, 8) poor housekeeping, and 9) weather related issues. Unsafe conditions may be caused by the at-risk behaviors of workers, or by inadequate planning, design or maintenance.
Hazard Correction
The goal of pre-operational mobile equipment checks, workplace examination and audits is the identification and timely correction of safety deficiencies. The priority for correcting a deficiency depends on the seriousness of the hazard and the probability of incident occurrence. Assigning numerical values for degrees of severity and probability, and establishing correction timelines for various combinations thereof may serve as a guide for work crews and supervisors. A matrix simi-lar to that shown in Table 7.2.1 could be used to determine the timeliness of repairs. In this table, immediate correction for any severity and probability hazard combination of twelve (12) or above is indicated, plus all likely imminent danger hazards (asterisked). Where imminent dangers exist, people should be withdrawn from the affected area until corrections are made.
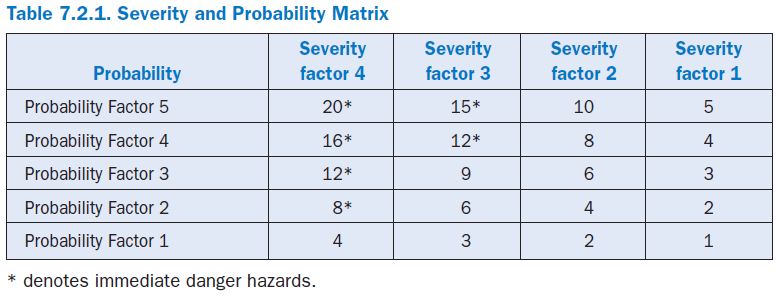
SEVERITY FACTOR (S): This measures the potential for injury and/or how the seriousness of the deficiency should be classified.
4 – Capable of causing death, serious multiple injuries, widespread occupational illnesses, or
loss of facilities.
3 – Can result in severe injury, serious illness, or significant property or equipment damage. 2 – Can cause injury, illness or equipment damage, but the injury, illness or equipment
damage would not be serious.
1 – Will not cause injury, illness or equipment damage. May be violation of safety
policy/regulation.
PROBABILITY FACTOR (P): This measures the probability of occurrence.
5 – Likely to occur immediately, within a short period of time or frequently.
4 – Likely to occur in time; recurrence is likely.
3 – Unlikely to occur; if so, occurrences would be infrequent.
2 – Unlikely to occur; if so, occurrences would be a singular event.
1 – Unlikely to occur.

Figure 7.2.3. Mobile equipment with safety defects should be removed from service until repairs are made.
SAFE WORK PROCEDURES/BEST SAFETY PRACTICES
Best practices are generally recognized industrial work standards that minimize or negate hazards and permit tasks to be completed with minimal risk of injury, illness or property damage. Best practices may be codified as regulations, exist as equipment manufacturers’ operating procedures or be published as corporate standards.
Local plants should flesh out their safety process by developing procedures to fit the context of local conditions. Although certain customization is expected, some procedures, such as guarding hazards at the point of operation, locking out hazardous energy sources or removing air contami-nants from the workplace through ventilation, have proven so effective in preventing injury and illness that they should always be employed.
Best safety practices should be identified and collected. They should be written, publicized and communicated throughout the workforce, incorporated into the routine and made an integral part of a plant’s and company’s culture. Discussing them in forums such as departmental safety meet-ings or toolbox talks is an effective means of sharing the information and promoting their use. Some companies organize and print them in “Safety Rules Books,” list them as “Best Practices” or publicize them as expectations for work performance. They may be referred to as benchmark prac-tices of top-flight organizations. When they are considered by employees more as user-friendly aids that return workers home in the same healthy condition in which they reported for work, or as measures of work professionalism, and less as controls or rigid rules contrived by someone to make their job more difficult, best practices are more likely to be followed.
Occasionally difficult safety problems become the nurturing ground for creative and ingenious solutions. The companies that commit extra resources, break new ground or go beyond traditional boundaries often solve difficult problems when solutions are not easily found. They beget new best practices and reap a rich reward in employee satisfaction and increased professionalism. When those solutions are shared with others outside their plant or company, they benefit themselves and the rest of the industry. Individual companies and the industry should promote a free flow of best practices information. There are numerous cement industry forums available for sharing safety information, including national and regional general industry conferences (those that have tradi-tionally been considered non-safety), industry-specific safety conferences, round tables sponsored by cement industry advocacy groups and publications by the Portland Cement Association (PCA). Non-industry opportunities can be found in reading and writing for professional and technical journals, attending and speaking at professional safety meetings and conferences.
The list of elements in an effective and well-managed cement safety process is long. Following is discussion of some issues that should be addressed if a complete and effective safety process is to succeed.
Behavioral Observations
Observations should be made of workers as they perform their duties. Because a large percentage of incidents are caused by at-risk behavior, work observation is critical and intervention is neces-sary to stop these behaviors. Doing this will pre-empt incident occurrence and prevent future recurrence. Even if a formal behavior-based safety system is not a part of a facility’s safety process, all personnel, salaried and hourly, should intervene to point out noticed hazards and at-risk activ-ity and suggest a safe alternative method. Observers should get commitment from all involved to work safely in the future.
Examples of at-risk behavior include: 1) positioning oneself improperly, such as in high places without fall protection, working too near a highwall, under a suspended load, or in the line of fire of an energy source or projectile, dumping over the edge of a stockpile or working in an unpro-tected trench, 2) operating equipment improperly, such as at excessive speed, with guards missing or safety systems defective, or contrary to policy or directions, 3) servicing equipment in motion, 4) using defective tools or equipment, such as damaged electrical equipment,ladders or hoists, or malfunctioning noise or dust control equipment, 5) improperly loading, placing or storing equip-ment: such as overloading cranes or trucks, parking in a truck’s blind spot, blocking walkways, exits or emergency equipment or supplies, 6) not securing equipment,such as by not locking out, or not blocking or chocking equipment to prevent unintended motion, 7) rendering safety devices inoperable, such as bypassing skid-steer loader seat restraints or removing guards or hook throat safety latches, 8) not using personal protective equipment, and 9) engaging in horseplay or using alcoholic beverages or drugs.
Attitude does not constitute an observable at-risk behavior, but individuals should consider if their own emotions and state of mind might affect safety on the job. Stress, caused by situations on or off the job, can distract a person. Workers should concentrate on the task at hand and not work hastily, and they should guard against frustration as well as real or perceived pressures to hurry a job’s completion.
Burning and Welding Operations
Oxy-fuel burning. Use of oxy-fuel burning systems present fire and explosion hazards. Best prac-tices include: 1) storing oxygen cylinders separate from flammable gases and combustibles such as oil and grease, 2) securing oxygen cylinders so they cannot fall over and break off the cylinder valve, 3) storing and using acetylene cylinders in the upright position only, 4) closing cylinder valves and relieving pressure from hoses when equipment is unattended, 5) removing pressure regulators and using valve covers when cylinders are transported or not in use, 6) leak testing connections, 7) using check valves and flashback arrestors, 8) using regulators only for the gas and pressure labeled, 9) using only gauges that are in good condition and marked “Use No Oil,” 10) using only hoses rated for oxy-fuel gas service, 11) promptly replacing damaged hoses, 12) having a cylinder wrench available for emergency shutoff, 13) lighting flames with friction strikers, not matches, cigarettes or welding arcs, and 14) having a qualified shop periodically inspect equipment and make necessary repairs (Bell, 1997).
Although acetylene is the flammable gas most widely used for oxy-fuel burning, a mixture of liquefied petroleum gas and methylacetylene-propadiene (LPG-MAPP® Gas) is an alternative that has certain safety advantages. It is not sensitive to shock, has a lower flashback tendency, and a more narrow explosive range in air: 3.4%to 10.8% for LPG-MAPP, vs. 2.5% to 80%for acetylene. LPG-MAPP is also less toxic if inhaled and leaks are more noticeable due to its strong odor.
Welding. Welding hazards include fumes and gases, radiation, electrical shock, fire and explosion and noise. Engineering controls, such as positive ventilation, and safe work practices, such as staying out of the welding plume will reduce fume and gas exposures, but respiratory protection is also in order under certain circum-stances. Overexposure to fumes and gases can result in nausea, headaches, dizziness and metal fume fever.

Figure 7.2.4. Proper clothing and personal protective equipment are requisites for safe welding
Welding generates visible, ultraviolet (UV) and infrared (IR) radiation. Visible radiation is the intense light generated by the welding arc. Using a welding helmet with the appropriate shade of lens can prevent damage to the retinas of the eyes. UV can damage the cornea of the eye or unpro-tected skin, but using UV-rated safety glasses or a welding hood, and protective clothing can prevent injury. IR generates intense heat and can cause sparks and spatter. Wear non-combustible, oil-free protective clothing.
Electrical shock can occur from improper grounding. One should not rely on the work lead that returns power to the power supply, but use a separate connection to ground the equipment or work piece to earth. Wet conditions are also a shock hazard. Dry clothes, insulated mats, a direct current (DC) power source or reduced voltage alternating current (AC) welder can help prevent injury.
Fire and explosion hazards are the most common problem associated with welding. Because sparks and molten metal can cause fires or burns, non-combustible clothing, fire watches and extinguish-ers are in order when working around combustible materials. If welding must be done in an area where flammable or combustible liquids are processed, handled or stored, a hot work permit should be issued and the area continuously monitored with an explosive gas meter to ensure no explosion hazard exists or develops during welding. To prevent explosions, one should not weld near flammables or on containers for combustible materials, unless they have been completely purged. Even after purging or cleaning such containers, an explosive gas meter should be used to verify that no explosion hazard exists.
Noise hazards can be produced when air arcing, gouging, channel burning, cutting, grinding and chipping. Depending on the type of activity, sound levels can reach or exceed 100 decibels (dBA). Hearing protection that is properly fitted and used will conserve welders’ hearing. If sound levels generated during the task exceed 105 dBA, dual hearing protection (ear muffs and earplugs) is recommended (Nighswonger, 2000; American Welding Society, 2000).
Color Coding
The use of color has useful and appropriate safety applications in process operations, and follow-ing international standards is recommended. Accepted color designations are shown in Table 7.2.2.
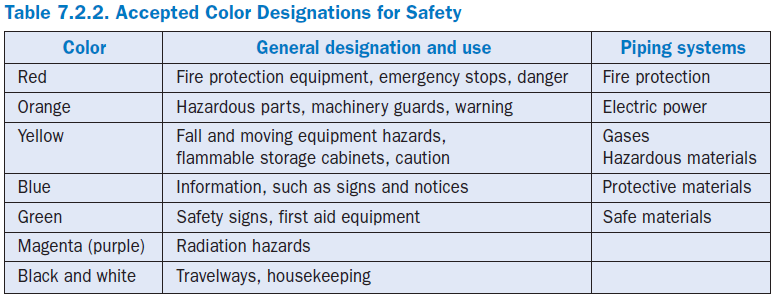
Facilities can make additional use of color by painting floor areas to designate walkways and “off-limits zones” in front of electrical control boxes, fire extinguishers and emergency equipment to assure nothing is placed in those critical areas that could block access.
Community Awareness
Many jurisdictions have statutes requiring community notification regarding the industrial use or storage of hazardous substances, or the release of toxic or noxious emissions or air contaminants. Facilities should comply with existing statutes and regulations, and also cooperate with local offi-cials and community interest groups by providing education and information about hazards and control measures. Additional programs could be beneficial in which school children are warned of hazards associated with large industrial facilities, particularly those with quarries and blasting operations, and cautioned not to trespass.
Confined Space Entry
Confined spaces are those for which there are limited means of egress, persons can get inside to perform work and are not intended for normal occupancy. They may be Permit or Non-Permit, depending on the hazards inside. Permit spaces meet any of the following criteria: 1) atmospheric hazards exist, or there is a potential for atmospheric hazards, 2) material engulfment hazards exist, 3) the space has inwardly converging walls that could entrap a person, or 4) other serious hazards exist that pose a substantial likelihood of serious injury or death. Permit spaces may be changed to Non-Permit spaces by eliminating (not just controlling) the hazards through certain procedures, such as ventilating and monitoring, locking out, cleaning or blanking or blinding material inlet lines.
Best practices for working in confined spaces include the use of a written permit, signed by one of a limited number of competent management persons, and written safe work procedures or a JSA attached. Prior to entry, entrants and supervisors should together identify all hazards within the space, such as oxygen deviation from normal (20.9%), flammable or combustible liquids, gases or vapors, combustible dusts, toxic gases or vapors,mechanical, electrical shock or fall hazards, mate-rials harmful to skin contact, and potential for engulfment in material or liquids. Entry and work equipment and measures to counter each hazard should be selected, to include personal protective equipment, atmospheric testing and monitoring equipment, appropriate respiratory protection, communication devices, rescue equipment, methods and personnel, and any special tools or other devices required. Preparation for entry should be made by notifying affected departments, persons or contractors, isolating hazards by locking out, ventilating, purging, cleaning, erecting barriers, etc., and reviewing specific safe work procedures and control methods. Depending on the configu-ration of the space to be entered and environmental factors, attendants may be necessary to moni-tor entrants working inside. The space should be tested before entry for oxygen content, flammable gases, carbon monoxide, and any special toxics, such as hydrogen sulfide (H2S) or sulfur oxides
(SOx), known or suspected to exist within the space.Note the alarm settings for each gaseous hazard, record the initial readings and start time, and read and record hazardous gas levels at least every two hours. The atmospheric monitor should remain in the space with workers while work is performed, properly calibrated and turned ON, to alert them to any changing conditions.
Contractors
Contractors should be selected carefully from a list of pre-qualified firms, based not only upon the quality and cost of work to be performed, but also on an assessment of past safety performance. Management may have responsibility for contractor activities that create hazards for others on the site. Facilities should maintain consistent standards of safety for all. Therefore, work by contractors should be planned to anticipate hazards and problems, identify controls and specify them in contract language, set safety goals and review safety criteria in pre-bid meetings. When selecting contractors, consider their loss history, workers’ compensation experience modification rates (EMRs), incidence and severity rates for recordable or reportable injuries and illnesses, regulatory compliance issues, work practices (especially their plans for certain high hazard tasks), evidence of management’s commitment to safety, existence of a written safety, health and training plan, experi-ence of their safety staff, and training of employees and first line supervisors (Sundt, 2000).
Contractors should be audited and their activities monitored to assure they work according to safety expectations. An excessive number of incidents or violations of safe work practices, espe-cially when serious or willfully committed, should be reason to remove individual contract work-ers, supervisors or entire firms from the site and eliminate them from the list of qualified bidders for future work.
Contractors on site for brief periods should be told of the hazards specific to: 1) the site, 2) the equipment on which or around which they will be working, and 3) the task they are to perform. Those who enter the processing areas of the plant frequently or for extended periods should receive comprehensive training. Information to be communicated include: 1) required personal protective equipment, 2) mobile equipment and roadway hazards, including unusual traffic patterns, 3) fall hazards, and 4) unique hazards such as blasting, quarry highwalls, stockpiles or railroad operations. There should be a thorough understanding of plant policies and procedures and regulatory standards regarding: 1) emergency evacuation, 2) fire fighting, 3) electricity, 4) guarding, 5) ladders, 6) scaffolds and elevated work platforms, 7) flammables and combustibles, 8) compressed gases, 9) overhead or below-ground work, 10) suspended loads, 11) safe access, 12) housekeeping, 13) hygiene, 14) work around or inside processing equipment, and 15) special work or entry permits.
Conveyors
Materials conveyors may be classed as screw, drag, pan, belt, bucket or unit handling. Basic safety rules include: 1) keeping all covers, grates and guards securely in place when operating, 2) never stepping or walking on a conveyor, its cover, grate or guard, 3) locking out power before removing covers, grates or guards, and before adjusting or performing maintenance, 4) securing conveyor belts, bucket elevator chains or belts and drag conveyor chain to prevent unexpected movement, drifting, rollback or sagging, and 5) not modifying equipment without consulting the manufac-turer. Belt conveyors should have all idler nip points guarded or be equipped with emergency stop devices that run the entire length of the conveyor, and they should have audible and visible start up alarms when the entire length of the conveyor cannot be seen from the start switch (Conveyor Equipment Manufacturers Association, 1994).
Cranes and Aerial Work Platforms
Cranes. Cranes are highly engineered, powerful pieces of equipment that are valuable when used properly, but operational incidents tend to be sudden and catastrophic. To avoid overturning, struc-tural failure or load damage, operators of all cranes, large and small, should be trained and tested on: 1) basic crane safety principles, standards and regulations, 2) the use of crane load charts, 3) rigging practices, and 4) hand signals. In addition, they should be trained and qualified on the specific cranes they are to operate, and well practiced (Hastings, 2000-a). Crane operator certifica-tion would add an extra measure of safety, assuredness of competency and professionalism.
Operators should know the limitations of the crane, potential instability when swinging loads over the side, and the hazards of operating without outriggers, on outriggers not fully extended or setting up on less than a solid foundation. Special attention should be paid to the safe lifting radius of the load, especially when jibs are added to main booms for additional reach. Excessive counter-weight should not be added, and operators should not lift loads while depending on their sense of crane balance or crane tipping threshold. Cranes should not be operated out of level, nor should they be left improperly secured or unattended. Critical lifts (those at 75% of rated capacity, or greater) should be made only when lift plans are prepared with known load weights, and calculated to be safely within the crane manufacturer’s specified load limits. Cranes should not be operated closer than ten feet to power lines, farther away if voltages above 50 KVA are present. Dual lifts should be attempted only when absolutely necessary, and then only under the supervision of a competent person. Loads should not be swung or lifted over persons below, and riggers should avoid direct handling of suspended loads. Daily pre-operational checks should be made, and quali-fied inspectors should thoroughly check the crane annually.
Aerial lifts. Aerial lift platforms permit workers to access areas that might not otherwise be safely reached. Lifts may be scissors-type or boom-type, and manually propelled or self-propelled. They may be independently operated, or mounted on vehicles, masts or bridges. Like cranes, they are subject to serious incidents, such as overturning or structural failure if not properly operated or maintained. Incident categories include: 1) overturning, due to instability, overloading or use in excessive wind, 2) uncontrolled descents, boom retraction and platform leveling problems, due to lift component failure or poor maintenance, 3) collisions with moving vehicles or striking stationary or overhead obstructions, and 4) electrocution, especially of workers on the ground (Hastings, 2000-b).

Figure 7.2.5. Each person working in a raised aerial lift basket must secure his fall protection harness lanyard to the basket’s designated structural attachment point.
Because untrained operators have been determined to be the root cause of many aerial lift inci-dents, facilities should restrict operation to only trained, competent persons familiar with the equipment and its controls. The operator should inspect the lift and the work area before each day’s use, and trained, competent inspectors should perform a thorough inspection annually. All controls must be clearly labeled. Occupants should stand on the platform’s floor, secured inside by a fall protection harness and a lanyard (even during travel) attached to the anchor point provided by the manufacturer, not a handrail. Precautions should be taken not to exceed a lift’s capacity, use it to raise materials or as a crane, jack or lever for moving or positioning equipment. Lifts should not be used within 3 meters of energized power lines. If leveling jacks or stabilizers are provided, they should be used every time; the lift has to be level (JLG Industries, 1988-a, 1988-b).
Electrical Safety
Electrical equipment must be installed, maintained and operated according to all applicable codes and standards. Only properly trained and authorized personnel should be allowed to maintain, re-pair or troubleshoot electrical equipment, and work should proceed only when the power has been removed and locked out to prevent workers from contacting hazardous energy. Motors, extension and power tool cords need to be checked for ground continuity before being put into service, annu-ally thereafter or whenever service is performed. When tested, they should be marked to indicate they are safe for use. Safe start/stop and disconnect procedures should be taught and practiced.
Emergency Planning and Response
Prevention or minimization of negative consequences is the primary objective of all emergency planning. Facilities should pre-plan actions to be taken in response to emergencies such as fires, explosions, chemical releases, civil disturbances, storms, earthquakes or other natural events, and oil spills or other contamination of the environment. Best practices include preparation of a writ-ten document describing the means of communicating decisions, directions, and information about emergencies. It should: 1) include policies and procedures that will protect the safety of employees and neighbors in the event of an emergency, 2) promote uniformity, consistency and integration of emergency activities, 3) coordinate action between plant, emergency response units and care provision organizations, 4) permit facility management to delegate specific authorities and assure all individuals understand assignments, 5) present a public relations medium for communication to employees, civil authorities and community groups, 6) alert persons to emer-gency situations, specify actions to be taken, minimize the potential for personal injuries and provide for evacuation of injured or threatened persons or groups, 7) inform the community of the impact emergencies may have upon it, and 8) help assure business resumption when an emer-gency is resolved.
Equipment and Facility Design
Operations and facilities should be planned and constructed in such a way as to eliminate potential safety and health hazards. Equipment should be designed, engineered, purchased and arranged to comply with statutes and regulations, corporate safety and health policies, best practices, and ergonomic and noise considerations. The goal of such integrated design should be to minimize exposures to personnel. A team of competent persons should inspect new equipment and machin-ery installations before equipment is put in use. This team should include the operator, depart-ment supervisor, worker safety representative or shop steward, project engineer and safety professional. Critical defects should be corrected and then re-inspected before the equipment is put in service. Minor defects may not preclude operation, but they should be corrected promptly. Records of all findings, corrective actions and dates of completion should be made and signed by team members.
Excavation, Trenching and Shoring
Hazards exist when work is performed in or around excavations or trenches. Primary hazards result from surface encumbrances, adjacent structures, underground utilities, vehicular traffic, mobile equipment operation, suspended or falling loads, hazardous atmospheres, water accumula-tions, loose rock or soil, falls and housekeeping. To prevent serious or fatal injuries to plant or contract employees, facilities should adopt safe excavation policies and procedures. Prior to begin-ning any excavation work, all buried utilities should be identified and located. In most communi-ties a “One Call” or “Miss Utility” service is available to mark underground utilities. Proper clearances must be maintained and hand excavation done prior to permitting power equipment to excavate. Excavation Permits are recommended. Most jurisdictions have a soil classification system that determines allowable slopes or cutbacks. A qualified or competent person should perform this classification and control all work in the affected area.

Figure 7.2.6. Trenches over 1.2 meters in depth must be protected against cave-ins and have ladders provided for safe access.
Best practices include: 1) pre-planning all excavation or trench work greater than 1.2 meters in depth, 2) installing safety systems designed by a registered professional engineer for excavation or trench work greater than 6 meters in depth, 3) using systems and equipment that protect employ-ees from cave-ins: sloping, benching, supporting, shoring or installing shields, 4) working under the supervision of a person who is competent in excavation work, 5) training workers and supervi-sors in safe work practices and emergency response procedures before work begins, 6) providing safe access and egress: stairways, ladders or ramps in trenches that are 1.2 meters or more in depth so no more than 7.6 meters of lateral travel is required, and 7) inspecting excavations, adjacent areas and protective systems for hazardous atmospheres or conditions that could result in cave-ins or failure of protective systems. Inspections should be performed prior to the start of work on every shift, as needed throughout the shift and after every rainstorm or other occurrence that increases risk.
Fall Prevention and Protection
Falls are a major cause of disabling injuries in the workplace. They are classified either as falls at the same level, including slips and trips, or falls to a lower level.
Slips and trips, even when no fall occurs, can cause spinal injuries or muscle pulls. Best practices are to maintain wide, unobstructed, well-illuminated walkways, and run cords, hoses, etc., overhead or under catwalks. When walking with a normal gait, there is a relatively small clearance between the sole of one’s foot and the walking surface. Small obstructions in walkways should be removed. Changes in shoe/surface friction can throw off one’s balance, so substances which cause slippery conditions should be cleaned and spill sources corrected. Snow or ice conditions should be addressed promptly to provide safe access on walk-ways and roadways.
Any time one is in danger of falling to a lower level, one must be protected against falling, by either handrails that completely enclose the plat-form or equipment, or by a personal fall arrest system. This includes persons on sloping roofs, or within 2 meters of the edge of flat roofs or quarry faces. No openings should appear in walkways or platforms without perimeter barriers. “Being careful” in high places without handrails or a fall arrest system is never an acceptable alternative to safe work practices.

Figure 7.2.7. Full body harnesses with double lanyards afford 100% tie-off fall hazard protection when persons work at height.
Personal fall arrest systems consist of three components: 1) a secure anchor point, 2) an anchor connector, and 3) a lanyard and harness. Gravitational acceleration of falling persons generates high forces, so anchor points must be capable of holding a 1600 to 2300 kilogram load. Structural members of sufficient size and in good condition are logical choices, whereas pipes or handrails may be insufficient due to inadequate load capability or hidden damage. If questions of suitability arise, competent persons should evaluate anchor points. Anchor connectors include cables secured between beams or columns, straps wrapped around beams, sliding, adjustable width beam clamps, D-rings permanently attached to beams, and roof anchors attached to joists. Use of body belts is no longer acceptable for fall arrest because resultant forces on the body and its internal organs are great and can cause serious injury. Body belts should be used only for positioning or to restrain workers from entering the fall hazard zone. Time to rescue those suspended in body belts may be measured in minutes, if that. Full body harnesses spread forces out over larger and stronger areas of the body. If a fall occurs, persons wearing harnesses are more likely to hang safely, comfortably and upright until rescued. Persons working in harnesses should be trained to protect themselves if they are suspended after a fall. The combination of tight harness straps and lack of leg motion could cause blood to pool in one’s legs, limiting blood circulation to organs or other areas of the body and possibly result in shock. Suspended workers should be trained to move their legs period-ically to assure blood in the legs is pumped back to the heart and circulation is maintained. Fall protection plans should include procedures to promptly rescue anyone suspended after a fall. Lanyards should be of shock-absorbing design, adjustable in length to reduce fall distance and resultant forces and not longer than two meters. Self-retracting fall limiting devices are acceptable when after-fall swing is not an issue. If a fall arrest does occur, all webbed components subject to forces of the fall should be retired from service, and mechanical fall arrest devices should be returned to the manufacturer for recertification.
Fire and Explosion Prevention
Fires. Numerous flammable and combustible materials are used in a cement plant. Safe storage and handling practices will minimize hazards and the likelihood of fire. Best practices for handling flammable and combustible materials include: 1) storing flammable gases away from oxidizers, 2) storing combustible and flammable liquids in labeled safety cans with a spring-closing lid, spout cover and flame arrestor screen, 3) storing safety and aerosol cans in approved, designated storage cabinets, 4) storing solid fuels in compacted piles to reduce the chance of spontaneous combustion, 5) posting warning signs prohibiting smoking, flames and open lights wherever flammables or combustibles are used, stored or handled, 6) controlling and promptly cleaning up spills, leaks and waste before large quantities accumulate, 7) turning OFF internal gasoline-powered internal combustion engines when refueling, 8) using hot-work permits and fire watches when welding or oxy-fuel burning near combustible materials, and 9) providing fire suppression sprinklers in criti-cal work and storage areas.
Gases, oils, greases, paper products and other flammable or combustible materials should not be stored or allowed to accumulate in: 1) pyroprocessing areas or other locations where high temper-atures or open flames are common or likely, 2) areas where spillage of hot dust may occur, or 3) near potential electrical ignition sources. Automatic sprinklers or fire suppression systems are recommended in storerooms or warehouses where large quantities of combustible materials are stored. Belt conveyors used for transporting hot materials, such as clinker, should be rated for high temperature use, monitored by remote sensors and protected by sprinklers.
Explosions. Explosions release tremendous amounts of energy in the form of heat, light, sound and pressure. Pressure waves can rise at the rate of 13,800 kilopascals/second to reach 620-760 kPa, with air velocities in excess of 320 kilometers/hour. Potential explosion damage includes: 1) human injury or fatality, 2) secondary explosions, 3) fires, 4) damage to equipment or building structures, and 5) damage to or interruption of process systems, utilities or communications systems.
Explosions can occur only when five (5) factors exist together simultaneously: finely divided fuel, an ignition source, oxygen, suspension and confinement. Best practice is to prevent explosions by eliminating or controlling one or more of these factors. Immediate repair of flammable and combustible materials leaks is advised, such as when coal-handling systems leak. Good housekeep-ing will minimize the quantity of fuel that could be involved in a secondary explosion. Other control methods include use of oxy-fuel burning and welding gases with a narrower explosive range, less volatile solid fuels (such as coke instead of coal), limiting heat or eliminating ignition sources, reducing oxygen or using inert process gases, etc.
Explosion protection methods include: 1) containment, relying on the strength of process equip-ment to retain the post-explosion atmosphere, 2) isolation, stopping the spread of the explosion from the point of origin, 3) suppression, minimizing the destructive ability of an explosion by injecting pressurized nitrogen or powdered agents such as monoammonium phosphate or sodium bicarbonate into the incipient explosion area, and 4) venting, reducing pressure to a safe level by releasing the burning process material and excessive pressure into a safe area (Chatrathi and Siwek, 1996.) Redundant systems are recommended.
Explosion and fire potential exists in kiln fuel preparation, dust collection and firing systems
(especially those using gas or stored pulverized coal), and in electrostatic precipitators of the kiln exhaust cleaning system where combustible gases like carbon monoxide (CO) or combustible pulverized coal particulates may accumulate. Written procedures should be prepared and followed regarding fuel preparation and precipitator safe operating parameters. Particular attention should be given to periods of non-standard operating activities: startup, shutdown, equipment malfunc-tions and equipment maintenance periods. These are the times of highest probability of sparking or collection of oxygen-rich gases in the system. Gases used for heating, drying and ground fuel transport in coal mills should be inert, having oxygen levels incapable of supporting combustion, certainly less than 12%, preferably less than 8%. Rising temperature and incipient explosion sensors and analyzers for oxygen and combustible gases should be tied to automatically acting control systems. When oxygen-displacing materials such as liquid or vapor CO2 are used to control combustion or explosion, best practices are to: 1) protect the inerting gas storage tanks from damage and subsequent unintentional leakage into the work environment, 2) add an odorizer that personnel can sense if leakage does occur, 3) employ gas detection devices to sense concentrations that might be of immediate danger to life and health, and couple them with visible and audible warning alarms, 4) provide lockable valves in the gas piping and delivery systems to prevent unin-tended discharge into equipment or vessels occupied by persons performing inspections or main-tenance, and 5) consistently use lockout and confined space entry procedures.
Where explosion rupture vents are used, they should be located away from areas where personnel travel or congregate and away from critical equipment, preferably directed to the outside of build-ings. Workers should not be permitted near explosion vents during operation.
Explosions could potentially involve vehicles transporting or discharging flammable or combustible liquids or gases (gasoline, fuel oil, oxy-fuel burning gases), so procedures should be developed to control these activities in the plant. Explosion of accumulated hydrogen gas at battery charging stations may be prevented by collecting the gas and venting it safely outside, and by elimi-nating sparks or open lights in the vicinity.
Fire Fighting
Facilities should: 1) provide strategically located hydrants, hoses and extinguishers of appropriate size and rating, and inspect and test them at intervals at least as frequently as specified by regula-tory agencies, 2) maintain clear access in front of extinguishers, hydrants and hose reels, and 3) train employees on proper use of fire fighting equipment. Emphasis should be placed on proce-dures to be followed when a fire is discovered. Best practices include exercising these steps in this order: 1) rescue any persons at risk, 2) alarm or alert others to the fire, 3) contain the fire by clos-ing doors and windows, and 4) extinguish the fire, in a safe manner. The first letters of this proce-dure spells RACE. Combustion produces intense heat and toxic gases, so fire fighting should be attempted only when personal safety is not at-risk. Use specially trained and experienced fire fight-ing teams, protective clothing and special equipment as conditions warrant.
First Aid and Emergency Treatment
Trained first aid and cardiopulmonary resuscitation (CPR) providers should be available on all shifts, and identified to all employees. If non-plant emergency personnel, such as fire fighters, ambulance attendants or rescue team members are expected to come on site, prior arrangements should be made so all know the authority emergency personnel will have when responding. Physicians and/or occupational health nurses should be available at all hours to examine and treat injuries. Depending upon factors such as facility size and geographical location, local or state workers’ compensation regulations, union contracts or management preference, facilities may designate medical service providers or permit employees to choose their own provider. Hospitals, emergency rooms, clinics and physical therapy providers should be identified. Selection criteria should be similar to that for physicians and occupational health nurses.

Figure 7.2.8. A well-trained emergency response team is competent to handle injury, fire, rescue and HazMat situations.
Facilities should provide equipment and supplies for first aid at critical locations throughout the plant, to foster prompt treatment of injuries. Best practices include provision of burn and trauma kits, stretchers, blankets, bloodborne pathogen protection kits, emergency breathing apparatus and automated external defibrillators (AEDs).
Eyewash stations should be provided in locations where dust or chemical exposure is high. Foreign body eye exposures and injuries should be followed up with same day medical examination to rule out corneal damage. Provision of precautionary prescription eye drops to prevent infections should be considered by medical personnel. Chemical deluge showers should be provided where corrosive chemicals are stored, used or handled, such as in laboratories.
Provision for transportation of ill or injured employees to physicians, hospitals or clinics must be pre-arranged. Local ambulance services are recommended, backed up by reliable secondary trans-portation provided by the facility. If air ambulance services are available, a designated landing area on or near the plant should be identified and known to all plant and emergency service personnel.
Guarding
Guards are physical barriers such as shields, covers, housings and access covers that prevent people from contacting hazards associated with equipment operation. All rotating, reciprocating, crushing, shearing, pinching, counterweight, and electrical exposures must be guarded to prevent inadvertent or purposeful work-related contact. A quality guard should: 1) be recognizable as a guard, 2) be durable, substantial and secure, 3) not be easily circumvented or bypassed, 4) not create a hazard in and of itself by its use, location, materials, weight, size, or construction, and 5) not interfere with normal operation, inspection or servicing of the equipment. Better guards: 1) will not require oper-ator operation or activation, 2) may provide redundancy or diversity of control, 3) may make use of new or improved technology, where appropriate, 4) may incorporate multiple functions other than just barrier protection, and 5) may improve productivity due to increased worker comfort when working around properly guarded equipment. Guards should be located at the point of operation, the actual location of the hazard, such as a nip or shear point. Area guarding or gate locking is not a best practice because this measure may not be recognized as guarding, it can be more easily defeated or circumvented, and therefore its use should be minimized. However, area guarding has merit when there are multiple closely-spaced hazards to be guarded, or the hazards are multiple parts of large area machines such as palletizers, where continuous fences completely surround all hazardous areas and limit and control access to the equipment inside. In such cases, redundant guarding meas-ures such as installation of electrical or magnetic interlock switches should be installed on access gates, and warning signs posted.
Equipment should not be operated unless all guards are securely in place. Unguarded equipment being serviced should be locked out of service, and when maintenance work is complete, all guards should be properly reinstalled.
Hazardous Energy Control (Lock, Block and Chock)
Procedures should be established to prevent the unintended operation or hazardous movement of equipment and to control the unintended release of energy. Best practices include: 1) a lock out/tag out system, in which individual persons disconnect and secure electrical, pneumatic or hydraulic operating power before working on machinery or equipment, 2) blocking equipment or parts to prevent movement due to gravity or operating system failure, and 3) chocking the wheels of mobile equipment to prevent it from moving unexpectedly.
Energy sources should be reduced to zero potential and provision should be made so each person working on a piece of equipment can secure it against unintended starting with a personal lock. Lockout systems should be designed to enable locking out all of the related parts of processing systems and their power sources. No guards should be removed or work begun on equipment until the equipment is shut down, disconnected from energy sources, locks are installed and the equip-ment is tried to be sure the lockout is secure and the equipment will not start.
Blocking should be provided whenever parts or equipment may drop unexpectedly, such as when-ever work is performed on raised truck beds, dozer blades or loads held up by cranes or forklifts. Rotating equipment, such as material elevators or grinding mills can become unbalanced and move or turn when buckets or liners are removed. This equipment should also be blocked. (See also section on “Suspended Loads”).
Wheel chocking prevents mobile equipment parked on slopes from moving downhill if brakes fail or they are not properly set. Mobile equipment should never be left unattended unless it is secured against unintended movement. Appropriately sized chocks should be provided for all mobile equipment, and stored in an accessible location for easy and convenient use.
Hoists, Chain, Slings and Wire Rope
Hoists. Hoists are valuable tools for use in facility construction and maintenance, and must be used and maintained according to manufacturers’ instructions and limitations. Best practices include: 1) never overloading a hoist or exceeding hand pull ratings, 2) inspecting before use for damaged hooks and wire rope or chain links, inoperative limit switches, controls or brakes, 3) assuring that a hoist is properly supported and will pull in a straight line with the load, 4) equipping all hooks with operable safety latches, and never tip loading a hook, 5) following best practices when working with suspended loads, 6) maintaining hoists in good working order by keeping them clean and well lubricated, and 7) inspecting and certifying each hoist annually by a qualified inspector.
Clutch-type hoist overload protection is available as an option from the manufacturer and can be installed in place of the brake section. Purchasing these safety devices can increase the cost of a hoist by up to 50%, but is justified in some applications.
Hoist chain is case hardened, abrasion resistant and limited to 2% stretch to prevent jamming the hoist. Hoist chain is the only type of chain that is unmarked. Those persons inspecting hoist chain should know wear would appear on the inside of the link.
Hooks are made of softer material than chain and are designed to bend open rather than break. Hook deflection should be used as a visual indicator of overload. All hoist hooks should be equipped with throat latches to prevent loads from slipping off. Latch lock hooks with a heavy-duty throat lock are available for added safety (Columbus McKinnon Corporation, 1994).
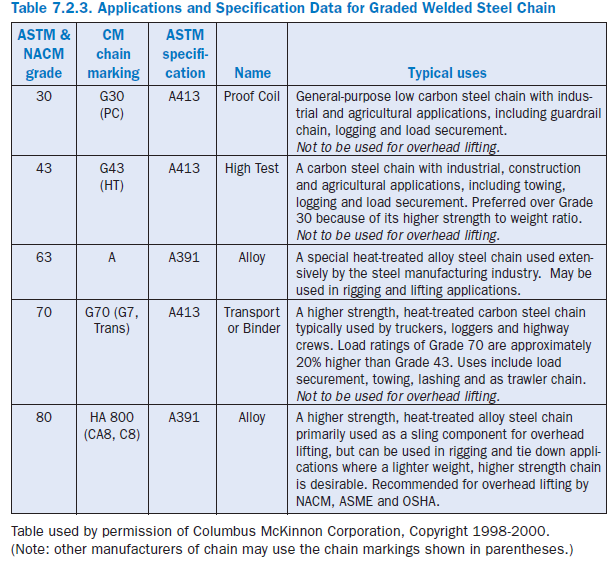
Chain. Chain is manufactured for different uses and is rated for different working load limits. With the exception of hoist chain, which is unmarked, chain is marked for identification. Chain used for overhead lifting (other than in hoists) must be of high strength, heat-treated alloy steel. Alloy steel chain will stretch approximately 15% before it breaks. This manufacturing design feature serves as an overload warning. Grade 80 chain is recommended for lifting. See Table 7.2.3 for a summary of various types of steel chain, their uses and marking.
Slings. Slings are manufactured of chain, metal mesh, synthetic rope and synthetic webbing. All new slings are serial numbered, tested, certified and tagged by the manufacturer to specify their rated load capacity in different use configurations. Facility personnel should be trained to: 1) inspect for nicks, gouges, wear, corrosion, stretching, deformation and proper end or mechanical attachment fitting, 2) match all sling components for similar strength, 3) know how lifting angles reduce sling working load limits and take precautions never to exceed those limits, 4) protect slings from damaging environments, mechanical abuse, sharp corners and objects, 5) use best safe work-ing practices regarding hooks, latches and other attachments, and 6) never impact load a sling or use twisted, knotted or kinked slings. Frequent and periodic inspections should be made of each sling, and inspection records kept. Damaged slings should not be used, but should be removed from service or repaired and re-certified.
Wire rope. Wire rope applications include use with cranes, hoists, slings and general duty support functions. Rope is fabricated in different configurations and sizes, and should be selected for use according to application and load requirements. Facility personnel should be trained to properly select, install, inspect and maintain wire rope. Inspections should be made before putting the rope in service, then frequently and periodically to assure it remains safe to use. Inspectors should be able to recognize rope conditions and criteria that would require removal from service. Damage and defects include: 1) distortion due to kinking, crushing, unstranding, birdcaging, main strand displacement or core protrusion, 2) corrosion, 3) broken or cut strands, 4) broken wires, and 5) core failure in rotation resistant ropes.
Best practices for using wire rope include: 1) storing to prevent deterioration or damage, 2) unreel-ing and uncoiling to prevent kinking or twisting, 3) wrapping to prevent strand unlaying before cutting, 4) preventing damage during installation, 5) keeping the rope properly lubricated, 6) cutting off sections of operating rope at the worn end to shift wear and extend rope life, and 7) properly using thimbles, sockets, wire rope clips, and other devices and practices to secure ropes and rope ends.
Housekeeping
Proper and orderly storage of materials and removal of waste products, clutter and debris from the workplace are important elements in providing and maintaining a safe workplace, and are often regarded as indicators of general facility safety performance. Recognized best housekeeping prac-tices include: 1) organized, well-illuminated work and storage areas with clear aisles, 2) safe and orderly stacking areas and procedures, 3) clean equipment, and floor, work and access areas free of dust, water, oil, material spills, trash, scrap or parts, 4) clean and sanitary personal hygiene and food storage, consumption and disposal areas, and 5) provision and regular emptying of covered trash and refuse containers.
Illumination
Illumination of the workplace is necessary for plant personnel to safely observe, operate and main-tain equipment and processes, to provide a level of security and permit safe travel. Consideration should be given to general, localized and supplementary lighting requirements. General lighting should provide a uniform and well distributed level of lighting throughout the facility, and be supplemented in specific localized areas where workplace arrangement or special tasks require extra illumination or a specific color of light. Facilities should periodically review lighting provi-sion by inspecting in low light conditions, checking for quality of illumination – uniformity, glare, diffusion, color and brightness, and for quantity of illumination – as measured in foot-candles or lux. Particular attention should be given to areas where pedestrians interface with mobile equip-ment after dark, and to maintenance and repair operations.
The Commission Internationale de l’Elcairage developed a color-rendering index that ranks the accuracy with which a light source renders colors. Based on this index, the best spectral lighting distribution is incandescent, followed by fluorescent, then metal halide. Mercury vapor and sodium vapor lights provide a poorer color distribution (American Society of Safety Engineers, 1991). Lighting levels needed for various tasks vary widely. Facilities should consult recommenda-tions published by several international standards-setting organizations.
Incident Investigation
Policies. Best practices are to promptly report, investigate and take action to prevent recurrence of all safety-related incidents. Reportable incidents should include: 1) injuries, 2) illnesses, 3) near hits/near misses that could have caused injury or illness, or damage to property or equipment,4) fires, 5) property or equipment damage, or 6) significant process interruptions or losses. The investigations should begin immediately, before witnesses become unavailable, or conditions at the site of the incident change.
Depending upon the severity of the incident and plant policy, joint or independent incident inves-tigations should be conducted by department personnel such as line supervisors, department safety representatives or shop stewards, the plant’s occupational safety and health professional, or a joint safety and health committee.
Written reports of all incident investigations should be completed promptly and reviewed by line management. Plant safety committees or safety staff may also be included in review and analysis. Depending on corporate policy, state or federal laws, standards, or regulations, notification and/or written reports should be furnished to applicable individuals, regulatory agencies, groups, and insurance companies.
Action(s) to prevent recurrence of all incidents should be identified, responsible persons desig-nated and completion dates established as part of the incident investigation, reporting and follow-up process.
Procedures. Investigations should be performed at the scene of each incident. They should include: 1) identification of the person(s) and equipment involved, 2) location of the incident, 3) description of the incident, 4) previously related injuries, illnesses, incidents, medical or physi-cal conditions, 5) reports or statements from the injured or ill, witnesses, or any person or group that has pertinent or relevant information to offer, 6) identification of body parts injured or equip-ment damaged, 7) the type of injury, illness or incident, (such as laceration, burn, fracture, organ or system injury, etc.), 8) the type of incident, such as struck by, fall, caught in, on or between, contact with, overexertion, etc., 9) immediate causes of the incident, including contributing at-risk practices of the injured or other personnel, and contributing or unsafe conditions of the work environment, 10) applicable systems, policies, and procedures followed or not followed, 11) deter-mination of the root cause(s), and 12) action(s) to prevent recurrence.
As the investigation begins, investigators should: 1) consider if any special hazards exist, and iden-tify, abate, neutralize or isolate them, 2) help any injured persons, 3) secure the area and evidence, restrict bystanders or media access, 4) utilize any special clothing or personal protective equipment needed, 5) employ any special equipment required, such as atmospheric monitoring equipment, and 6) follow special procedures such as those needed for protection from bloodborne pathogens or other health hazards.
Provision of an incident investigation kit may facilitate investigations. Items to consider including in the kit are: 1) a clipboard, 2) report forms, 3) an investigation procedure manual, 4) graph paper, 5) gloves and other personal protective equipment, 6) high visibility tape, 7) a flashlight, 8) a tape measure, 9) plastic bags and jars for evidence, 10) warning tape, 11) safety locks, and 12) a camera. Photographs from several angles and dimensioned sketches of the site are of great value.
Job Safety Analyses (Safe Work Procedures)
Written safe work procedures should be developed for all regular or routine tasks. A systematic analysis of the tasks should be performed, listing the task’s steps, identifying the hazards associated with each step’s performance, and identifying key practices that will prevent injury to those performing the task. Job Safety Analyses (JSAs) and Safe Work Procedures should be created for as many tasks as possible, peer-reviewed within the department, updated and improved whenever conditions warrant, such as when equipment or processes change, or injury, near miss/near hit or property damage incidents occur.
Ladders and Scaffolds
Ladders. All portable ladders should be non-metal, in good condition and equipped with safety feet. To avoid falls, extension ladders should be tied off at the top and project at least 1 meter above any roof or higher level to be accessed. Extension ladders should not be taken apart to use the top part independently of the bottom section. Stepladders should be set level and used with the legs fully spread and spreader bars locked in place, and should not be leaned against a wall and climbed while folded. One should stay off the top platform and top rung of stepladders. Workers should not carry anything in their hands when ascending or descending a ladder. Fixed ladders should be protected at the top, such as with a spring-loaded, self-closing gate. Back guards or cages are in order on long ladders, and on ladders above elevated platforms, guards should extend down to the top handrail to prevent falls to areas below. Self-retracting lanyards may be used if back guards cannot be used to prevent falls. Stairs are preferred to vertical ladders, and should be provided wherever possible.
Scaffolds. Scaffolds or work platform components should be inspected regularly and well main-tained. Erected scaffolds should have a sturdy floor that fully covers the platform level, not just a few planks from which to work. Sturdy handrails and mid-rails should be provided all around, unless the scaffold is set close enough to the work so no one can fall through the opening between it and the work area. If a gap exists, front handrails should be provided also. Unless continuous designed-in/built-in ladder rungs are provided in the scaffolding, ladders should be used for access. One should not climb scaffold bracing.
A system of permitting or tagging scaffolds is considered to be a best practice. After erection, a competent person inspects the scaffold to ensure it meets all applicable safety standards and attaches a tag to identify it as safe, or unsafe. Color-coded tags work well: a green tag means the scaffold is complete and safe; a red tag means the scaffold is unsafe and must not be used. Workers can tell at a glance if the scaffold is safe to use.
Mobile Equipment
Large and small mobile equipment move about the roadways and working areas of a cement plant, so persons must exercise caution whenever walking or driving. Best practices include: 1) not walking or parking behind any piece of mobile equipment, 2) wearing a high visibility vest when on the ground in the vicinity of mobile equipment and making sure the operator sees you before going near, 3) allowing only trained, qualified and authorized personnel to operate mobile equipment, 4) sitting only in the vehicle cab, on proper seats, with each person secured by a seat belt, 5) not riding in the bed or on the tailgate of a truck, and 6) not getting off or on any piece of mobile equipment while it is in motion.
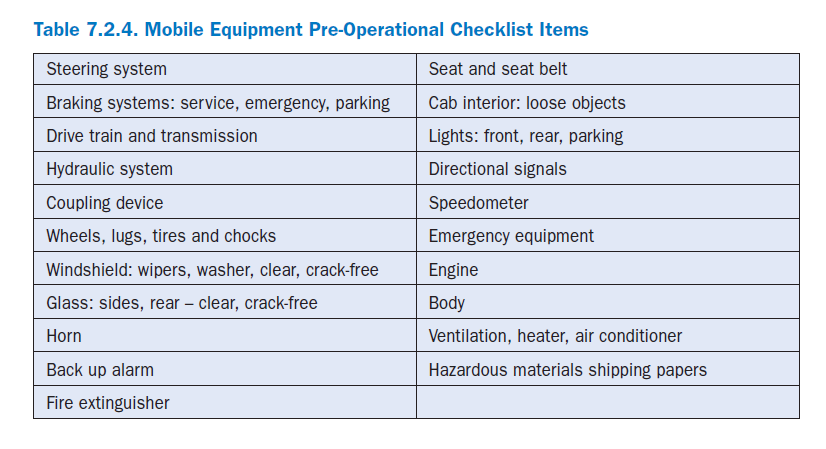
Mobile equipment should be in good repair, with all operating and safety systems functional, including steering, braking and other hydraulic systems, plus vehicle tires, lights, wipers, mirrors, horn, etc. Pre-operational mobile equipment inspections should be performed on each work shift, and corrections made to correct all critical defects affecting safety before operating. If critical system safety corrections cannot be made immediately, the equipment should be tagged out of service, the keys removed and given to maintenance personnel until it is safe to operate. Non-criti-cal defects should be corrected in a timely manner. See Table 7.2.4 for a suggested list of systems to check prior to operation.
Vehicles left unattended should be turned OFF, with the parking brake set and the wheels chocked or turned into the bank or curb if on a slope. A warning should be sounded before moving mobile equipment, to advise pedestrians and avoid collisions. A procedure should be established at each plant to differentiate between forward and backward movement, such as sounding the vehicle’s horn once before moving forward, and twice before moving in reverse. One should pause several seconds after blowing the horn to allow personnel and other vehicles to clear the area before moving. Vehicles without a clear view to the rear should be equipped with an operable back-up alarm that can be heard above surrounding noise levels. There are several devices available that can assist in equipment backing safety. These include radar and sonar sensors and alarms, and small cameras that transmit live images to compact cab-mounted monitors.
The most frequent activity associated with mobile equipment operator injury is that of mounting or dismounting equipment. To prevent this, operators should practice the three point contact method of keeping one hand and both feet, or both hands and one foot, in contact with the machine at all times. Operators should face the equipment when ascending or descending ladders, and should never jump from equipment, as this can cause ankle, foot or knee injury.
Personal Protective Equipment (PPE)
Except in areas designated and posted as safe from overhead, eye or foot injury hazards, such as offices and lunchrooms, the minimum personal protective equipment (PPE) one should wear at all times when in any area of a cement plant is a non-metal hard hat to protect from falling objects, industrial grade safety glasses to protect the eyes, and steel-toed safety shoes to protect the foot. Employees who work outdoors often, or who work at plants in latitudes where a high sun angles are common, should consider wearing lineman-style, wide-brimmed hard hats for additional protection from the sun. Other PPE to be used as needed are face shields when grinding, welding shields with glass of appropriate density for oxy-fuel burning or welding, indirectly-vented goggles when working in blowing or very dusty conditions or handling liquid chemicals, dark glasses in bright sun or glare conditions, hearing protection devices such as earplugs or muffs in noisy areas, respirators to protect the respiratory system in dusty or toxic atmospheres, appropriately selected gloves to protect the hands and keep them cleaner in the event of injury, and protective clothing such as aprons or coveralls made of dust- and fiber-barrier material. Although some kinds of PPE, such as hard hats, safety glasses and steel-toed shoes are considered almost standard attire for most working areas of a plant, other PPE, such as respirators and hearing protection devices, should be not be relied upon for primary protection. PPE should be used when engineering or administrative controls are not feasible, or while engineering controls are being installed. Long pants and shirts covering at least the tops of one’s shoulders are suggested attire. Long sleeves should be worn in dusty areas to prevent contact with skin irritants or where radiating heat can burn the skin.
Preheater Operation and Cleaning
Preheater cyclones are subject to episodes of coating buildup and clogging, and vessels must be cleared periodically to maintain system operation and efficiency. Preheated and partially calcined raw material temperatures routinely reach 800°C in the lower portions of the preheater string, so release of heated feed into the work environment can cause serious problems. Finely ground hot meal escaping from the cyclones has damaged equipment, interrupted pyroprocessing operations and caused severe burn injuries and fatalities.
The Verein Deutscher Zementwerke (VDZ, or German Association of Cement Works) published a well-researched and very detailed safe work procedure for handling hot meal in kiln preheaters.
Key elements of the VDZ’s Hot Meal Work Group’s report and other safe work practices are addressed in the paragraphs below. Containment of the heated material inside the system is a priority. There are four primary methods for cyclone cleaning: 1) manual poking or air lancing, 2) water lancing, 3) pressurized air (air blasters), and 4) pressurized gas (VDZ, 1995).
Manual poking entails opening a small cover on the outside of a vessel to gain access to the interior where buildup occurs. An air lance fitted with a ball valve is inserted through the poking hole into the buildup, and a combination of air pressure and mechanical agitation dislodges the buildup. Harder buildup is sometimes removed with pneumatic hammers. Best safe poking work practices include: 1) use of high temperature personal protective equipment that includes pants, jacket, gloves, hood and shoes, 2) minimizing personnel in the area, generally limited to only a worker poking and an observer/relief worker, 3) opening poking holes only when the cyclone is under negative pressure, to prevent hot material from being expelled, 4) persons remaining out of the line of fire, i.e., never standing in front of or below an open cleaning flap, 5) providing clear escape routes that go up, and 6) providing emergency eye washes and showers should an incident occur.
Water lances can be used similarly to air lances, but hazards to personnel are greatly increased by the formation of rapidly expanding high volume steam produced when the water contacts the hot material. This method is not recommended.
Pressurized air blasters remove buildup while maintaining closed system integrity, reducing the risk of property damage or human injury. Permanently mounted compressed air tanks in key loca-tions release pressurized air in known or suspected buildup locations, minimizing the need to open the system and perform manual poking. They should be securely mounted and equipped with safety chains, a water/air drain valve and a pressure relief valve. High noise levels can be attenuated with sound absorbers or shields.
Pressurized gas systems involve the insertion of a tube charged with compressed CO2 and a chemi-cal heat charge into a hole drilled into the buildup or blockage. Once the apparatus is secured in place, a small electric charge ignites the heat charge, expands and discharges the CO2 into the buildup, dislodging it. Best practices include: 1) shutting down the pyroprocessing line, 2) use of trained, experienced workers wearing protective clothing, and 3) provision of clear escape routes. Removal of blockages is non-routine, serious work.Pent up hot material above blockages has been known to flow not only out loose preheater porthole covers, but also to flow rapidly into and through the kiln and clinker cooler. As a precaution, all personnel except those required to remove the blockage should be evacuated from the preheater tower, the area around the kiln and kiln outlet, and from the clinker cooler and clinker outhaul system. Access routes should be closed off and warning lights and audible alarms activated. Written, closely followed standard operating procedures are important elements of safe work practices when removing blockages and clogging.
If refractory maintenance or other good reasons require personnel to open the system or enter a cyclone or duct, meal valves above the work area should first be well secured in the closed position to prevent any material from flowing downstream and through the system.
Quarrying
A quarry operation’s devel-opment plan should address how numerous factors will affect safety in its drilling and blasting operations. Consideration should be given to: 1) site location and arrangement, such as facility and public roads, proximity to the cement processing facility and neighbors, and 2) site geology, including strike and dip of the rock, strata composition and thickness, and complexities like caves, sinkholes, stream beds, ground water, faults, materials that are unusable or of substandard quality, and overburden.
Highwalls. Best practices for highwall work include: 1) constructing and maintaining them to prevent personnel falls and limit rock falls, 2) working and positioning drills, bulldozers, excava-tors, and loaders perpendicular to the face or embankment, at both the top and bottom levels, and 3) adopting safe work practices to prevent unprotected entry by people or equipment into the fall hazard zone, generally considered to be within 2 meters of the edge or unstable ground conditions like backbreak or overhangs. This can be accomplished by using physical barriers such as berms or cables, visual warnings like signs, cones, or paint lines and/or fall prevention and arrest systems utilizing anchor points, harnesses and lanyards. Working in the fall hazard zone should be a last resort, even with fall arrest equipment.
Drilling and blasting. Drilling equipment and procedures should protect persons from exces-sive noise, drill dust exposure and moving equipment hazards on the drill. Enclosing cabs, wet drilling, maintaining dust collection equipment and remotely handling drill steel are considered best practices.
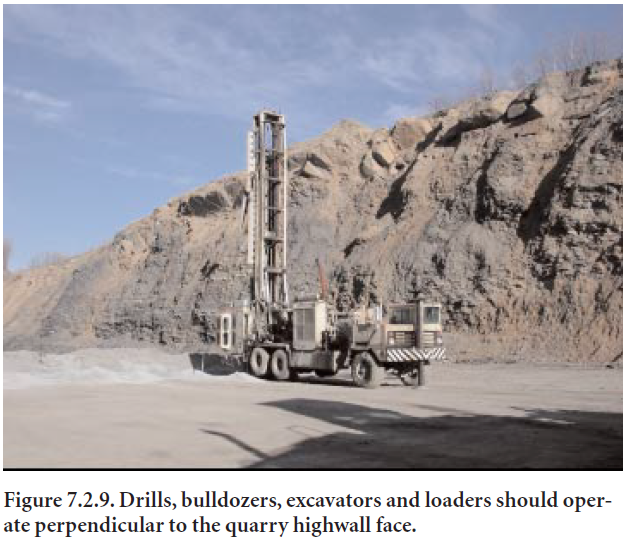
Figure 7.2.9. Drills, bulldozers, excavators and loaders should operate perpendicular to the quarry highwall face.
Best blasting practices include: 1) using safe, modern explosives purchased from competent suppli-ers, 2) transporting, storing, handling and using explosives as specified by manufacturers, industry safety standards and local, state and federal regulations, 3) planning blasts and using appropriate explosives, millisecond delays, initiation systems and stemming to achieve acceptable breakage while minimizing the chance of misfires and cutoffs, fly rock, noise and vibration, 4) establishing a safe blast perimeter, 5) sounding blast warning sirens, 6) inspecting faces and muck piles after blasting and not permitting entry into the area until the post-blast inspection is complete, 7) monitoring blasts for vibration, misfires and cutoffs, and 8) maintaining detailed records. Operators should consider videotaping blasts as part of their monitoring and records system. Only trained drillers, blasters and equipment operators working under the direction of competent supervisors and licensed blasters should perform blasting operations.
Loading and hauling. Loading equipment and haul trucks need sufficient room to travel and position for proper digging and dumping, so roadways and benches should be maintained in good condition, free of excessive dust, wide enough for equipment to work and pass safely, bermed appropriately, and marked to control traffic. Loaders should approach the face perpendicularly, and not work under high banks or overhanging materials. Truck drivers should stay in their cabs while being loaded, sufficiently distant from highwalls to avoid being struck by falling rock.
Railroad and Railcar Safety
Railroad operations include loading, unloading and transporting rail cars, exposing personnel to strain, fall, laceration, struck by, caught between and high noise hazards. Good communication is essential, and should be established between members of the train crew and those working or trav-eling nearby. Two-way radios, hand signals and locomotive horn blasts are means by which the train crew can communicate. Train movement should not occur unless all members of the crew are ready to move the train, it has been positively determined the area around the train is clear and a warning has been sounded that can be heard above ambient noise levels. When sounding train movement alarms, it is suggested that the direction of travel be distinguishable by the signals. Grade crossings should be posted with STOP and warning signs or signals, or otherwise guarded when trains are passing. The locomotive’s horn should be sounded when approaching crossings.
Rail equipment and tracks should be maintained to correct hazards, and sufficient clearance should be provided around tracks and switches. No materials or equipment should be stored, nor should vehicles or other railcars be parked, within 2.6 meters of the centerline of tracks. Local, state or federal regulations may require more clearance. No one should go near, between, over, under, or into rail cars, unless their work requires it, and then only when safety precautions have been taken. Parked railcars should be secured with brakes and chocks, and blue flags or lights should be displayed in advance of parked rail cars. Rail equipment movement should be controlled to assure moving or runaway trains or cars do not present a hazard to anyone working on or near a rail track.
Only locomotives, trackmobiles or other specifically designed equipment should be used to move rail cars. Trucks, front-end loaders or other mobile equipment are not intended for this purpose.
Persons dropping rail cars down track by gravity should wear car droppers’ fall protection with short lanyards. Anyone working atop a rail car should wear a full body harness with a lanyard attached to a secure anchorage. If cleaning is performed atop a railcar, the area below should be barricaded to assure falling materials do not strike persons.
During rail car cleaning and unloading operations, the car should be secured with brakes and chocks. If it becomes necessary to enter a car for any reason, written confined space entry and work procedures should be used. Safe work procedures to consider include providing good ventila-tion, fall protection and rescue equipment. Strains and sprains may occur if rail car hopper door slides are manually opened with bars. Pneumatic tools are available to mechanically assist in this work, and their use is advised. If there is a possibility a rail car may become unbalanced because its contents flow out unevenly, the car should be braced at the corners to prevent tip over. If car shak-ers are used to assist in unloading operations, they should be rested on a support structure when not in use, and not permitted to hang as an unsecured suspended load. Car shaker operation can be very noisy; so noise levels should be measured and prominently posted. Provision should be made to protect the hearing of persons working there. Shaker pads should be maintained to prevent metal-to-metal contact with rail cars. Acoustically treated booths should be provided to shelter workers during shaker operation, and maintenance personnel and visitors should stay out of the area while car shaking is ongoing. If engineering or administrative controls are not feasible or yet installed, personnel should be protected with hearing protection devices.
Signage
Incident prevention signs are needed to forewarn personnel of hazards they may encounter in the facility. They should follow common usage, and include a signal word, hazard identification, consequences of ignoring the instruction, how to avoid the hazard and symbols or pictograms to reinforce the message. Common convention for signal words is: 1) Danger – white letters on a red background – a hazard which will cause severe personal injury or death if ignored, 2) Warning –black letters on an orange background – a hazard which can cause severe personal injury or death if ignored, 3) Caution – black letters on a yellow background – a hazard than can or will cause minor personal injury if ignored, and 4) Notice – white letters on a blue background – information or policy about a safety or health issue. The words Danger, Warning and Caution should not be used to warn of property damage potential unless personal injury risk is also present.
Traffic control and warning signs are needed in the quarry, on haulage routes and on all plant road-ways. Signs and tags should also be used for lockout/tagout, building, area, pipe identification and substance information, such as labeling for chemical hazard communication. Signs can be used for Effective Safety Practices
safety promotion, education and for training visitors about plant hazards. Signs should be placed judiciously and not grouped too closely, as too many messages in one area tend not to be read.
Stockpiles
Stockpiles of materials can be unstable and hazardous when they exceed the angle of repose or have been loaded out at the toe. This causes the slope to become too steep, which can cause sudden sloughing or make the top edge unstable for truck dumping. For this reason, persons and small equipment should never approach too near the toe of a stockpile. If loadout of a pile causes the working face to become as high as the loader, then work should cease until the top is dug down from the back and material pushed over the edge from above. Best practices include not dumping over the edge, but behind a berm or one truckload back from the edge, and letting a bulldozer push material over the edge. Dumping should not be permitted above simultaneously occurring loadout operations below.
Stockpiles can also be hazardous if material is withdrawn via drawholes beneath the pile. Invisible voids may form in the interior, leaving the pile’s surface bridged, but unstable. The weight of a person or equipment can break through the surface bridge and result in engulfment and potential asphyxiation. Best practices are to mark drawhole locations above the pile and avoid travel or work near or above them. If it becomes necessary for equipment to work on such stockpiles, tracked equipment is best. Bulldozers should be equipped with windows of unbreakable glass, and operated with cab doors and windows closed.
Structures and Equipment
A competent person should regularly inspect the columns, beams, walls and roofs of buildings and other structures for damage or deterioration. The inspector should be familiar with engineering principles and construction materials and techniques and able to recognize hazards and unsafe conditions. Maintenance and repairs should be undertaken and completed in a timely manner so as to not jeopardize the safety of persons or the continued operation of the plant or its several processes. Roofs should be cleaned of accumulated buildup well before load limits are reached, keeping in mind that additional live loads such as snow or wind loading could overstress members and cause a failure.
Process equipment such as stacks, fans, pressure vessels, overhead cranes, hoists and their support systems should be inspected and tested by competent persons on a regular basis to identify defects and schedule timely maintenance. The goal should be to repair or replace equipment before condi-tions arise that could jeopardize the safety of personnel or system or plant operations.
Suspended Loads
Suspended loads are defined as objects hanging or held up that are not firmly supported from below: something which could drop or move and injure someone or cause property damage. This could be a load on a hoist, crane cable or forklift, a conveyor counterweight, raised crane boom, loader bucket, dozer blade, truck bed or rail car shaker. When equipment or machinery is being maintained or repaired, or is left unattended, or at the end of work shifts, any raised portions of that equipment should be lowered, blocked up or otherwise secured from movement. One should stay clear of suspended loads and never place the body or its members in a position to be struck by a falling or raised object. Tag lines should be used to control the loads on all lifts and transports made by mechanical equipment. Hands should be kept off suspended loads.
Tools – Hand and Power
Facilities should assure all hand and power tools are operated and maintained in a safe and effi-cient manner. Power tools should be inspected before use, operated according to the manufac-turer’s intended use and within the design capacity. They should be operated with constant hand or finger pressure, except when mounted, or when locks are used solely for starting, such as gaso-line powered chain or cutoff saws. Electrical tools should be operated at the proper voltage. Pneumatic tools should be used with a tool retainer. All guards and safety devices should be main-tained in place and operational. Likewise, hand tools should be inspected before each use, and used only as intended by the manufacturer and within design capacity. Safety and health considerations, such as operating noise levels and ergonomic design and use, should be considered when purchas-ing hand or power tools.
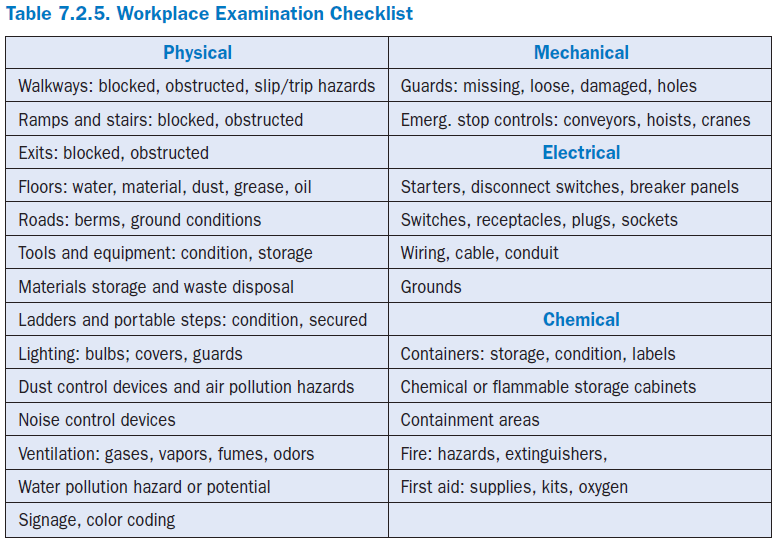
Visitors and Delivery Personnel
Customer representatives, delivery personnel, visitors and vendors are examples of those who enter the facility who require safety and health information and guidance. Facilities should provide train-ing regarding the hazards to which visitors will be exposed while on plant property, and the controls and safeguards to be employed to prevent injury. At a minimum, there should be a discussion of: 1) required personal protective equipment, 2) mobile equipment and roadway hazards, 3) fall hazards, 4) special hazards such as blasting, quarry highwalls, unusual traffic patterns, stockpiles or railroad operations on site, and 5) emergency evacuation procedures. Visitors should be accompa-nied at all times while on plant property. Contractors should receive more comprehensive training.
Pick up or delivery truck drivers should be cautioned about fall hazards from the tops of flatbeds and bulk cement tankers, and instructed to use active or passive fall protection devices provided while loading, unloading, tarping or untarping. All drivers should be instructed about safe back up procedures, where to park, stop, stand or unload, and to stay with their vehicle to avoid being struck by moving equipment. Associates traveling with truck drivers should be instructed to remain in the cab of the vehicle during all activities on the plant site.
Workplace Examinations
Daily examinations of the workplace are critical to eliminating unsafe conditions and the immedi-ate cause of incidents they represent. Best practice is to train observers to recognize safety deficien-cies, such as those illustrated in Table 7.2.5.
Area supervisors, hourly persons inspecting their own operating department, maintenance crews working in a department, or all of the above, may perform workplace examinations. Wherever possible, permanent correction of deficiencies should be made immediately by the inspector or by someone assigned to assist him/her. If permanent correction cannot be made immediately, a temporary repair or positive control of the hazard should be made. For instance, a good practice would be to shut down and replace a missing or damaged guard, but if a new or elaborate guard must first be fabricated, a temporary measure might be to secure a temporary guard to shield the point of operation and protect persons from hazardous contact. Merely writing a work order to repair a condition, or erecting plastic warning tape is unsatisfactory and should not be allowed.
ACKNOWLEDGEMENTS
This chapter was prepared by the author for review and consideration to raise awareness of health and safety issues in the cement industry. Its contents reflect solely the views of the author and do not necessarily reflect the views of the Portland Cement Association or its members. The contents are not intended to provide authoritative language applicable to all safety aspects about cement manufacturing and in no way replace the obligation to follow applicable laws and regulations.
REFERENCES
American Society of Safety Engineers, CSP Refresher Guide, Des Plaines, Illinois, 1991.
American Welding Society, Website, www.aws.org,July 2000.
Bell, Dave, “Safety Practices for Oxy-Fuel Cutting and Welding,” Industrial Hygiene News, Controls Corporation of America, September 1997.
Chatrathi, Kris, and Siwek, Richard, “Use Suppression Systems to Mitigate Explosions,” Chemical Engineering Progress, March 1996.
Columbus McKinnon Corporation, Copyright 1998-2000.
Conveyor Equipment Manufacturers Association, Screw Conveyor, Drag Conveyor and Bucket Elevator Safety, Manassas, Virginia.
Conveyor Equipment Manufacturers Association, Safety Guidelines for Unit Handling Conveyors, Manassas, Virginia.
Hastings, Bonna, Crane Operation, America Crane Training Services, Orange City, Florida, 2000. Hastings, Bonna, Aerial Lift Training, America Crane Training Services, Orange City, Florida, 2000.
JLG Industries, Operation and Safety Handbook for JLG® Commander and MS Series – Sizzor Aerial Work Platforms, McConnellsburg, Pennsylvania, 1988-a.
JLG Industries, Operation and Safety Handbook for JLG® Lift® Aerial Work Platforms, McConnellsburg, Pennsylvania, 1988-b.
Nighswonger, Todd, “Welding Safety: Are You Covering the Basics?” Occupational Hazards, July 2000.
Sundt, Terry, “Safety Information Advisory on Contractor Safety,” Occupational Health and Safety Committee, American Portland Cement Alliance, July 2000.
VDZ Work Group “Hot Meal,” Safety Data Sheet Vt 12: Working Safely When Handling Hot Meal, Verein Deutscher Zementwerke, Dusseldorf, Germany, 1995.
You got my attention when you said that a hot work permit should be issued when welding must be done in an area where flammable or combustible liquids are processed, handled, or stored. This reminded me of the workers that are working in the oil and gas industry. I could imagine how important it is for them to secure the right form and permit in order to ensure that safety practices are going to be observed well.