Contents
Comprehensive article about Alternative fuels – Effects on clinker process and properties
Use of alternative fuels in cement production has three important perspectives: dimension of the industry, its environmental impacts, and the fitness of the process for the purpose of waste management. The global production volume of cement is > 4 billion tonnes for the last five years, the energy consumption was about 11 EJ in 2016, and the annual CO2 emission was 2.2 Gt. External to the industry, there is a huge problem of managing waste, which was at a level of about 2 billion tonnes in 2016. All these parameters will enormously aggravate by 2050, affecting sustainability and climate. Co-processing of certain combustible waste in cement kilns has evolved as an important tool for addressing the problems. The paper primarily deals with the sources and types of waste on one hand and effects on clinker process and properties on the other.
CLICK HERE NOW TO DOWNLOAD 25 MOST IMPORTANT BOOK EVER MADE IN CEMENT INDUSTRY & EXCEL SHEETS FOR OPERATION CALCULATIONS.
Anjan Chatterjeea,⁎, Tongbo Suib
a Conmat Technologies Private Limited, Kolkata, India
b Sinoma Research Institute, Sinoma International, Beijing, China
Introduction
The burden of waste generation in our planet is on a massively in-creasing trend as the economies keep on flourishing and industries keep on developing in different countries and regions. According to the World Bank data [1], the global generation of wastes in 2016 was a little > 2.0 billion tonne, which is likely to increase to 2.6 billion tonne in 2030 and to 3.4 billion tonne in 2050. In the first decade of this century, the modes of waste disposal in the developing countries were primarily open dumping and burning, while the developed countries took recourse to landfilling, recycling, incineration and composting. It is a matter of interesting coincidence that the top ten solid waste gen-erating countries in 2016 included the first three cement-producing countries of the world, viz., China, India, and the United States as well as some other relatively large cement-producing countries, such as Brazil, Indonesia, Russia, Mexico, Germany and Japan. Hence, the ce-ment plants with their high-temperature kiln systems and suitable product chemistry turned out to be an appropriate solution to the problem of waste management in most cases. In fact the use of alter-native fuels and raw materials (AFR) in the cement production process, which was initiated in the nineteen eighties in some countries essen-tially as a cost saving measure, pushed the industry into a premier position worldwide as the provider of the most eco-friendly disposal of different kinds of agricultural and industrial waste. Further, in the last decade the plant operational strategy with AFR has been recognized as a potential tool for minimizing the emission of greenhouse gases, and particularly of CO2, from the cement plants. This paradigmatic shift in the cement production process has been possible due to significant technological improvements in the design and engineering of collection, transportation, treatment, distribution, storage and feeding of AFR in large capacity modern cement plants. These developments have been reviewed in [2].
The present article focuses primarily on combustible waste mate-rials used in clinker making through ‘co-processing’, which is con-sidered as the most appropriate means of energy and resource recovery and the resultant reduction in the use of conventional fuels without impairing the quality and properties of clinker and cement. It is perti-nent to mention here that the studies relating to the material compo-sition and the engineering aspects of co-processing of alternative fuels are far more abundant in the published literature than on their effects on the process and properties of clinker. Hence, the paper relies more on the case studies and trial data of the authors, in addition to the information available in the literature. Further, it is important to note that nowadays the use of petroleum coke, a secondary fuel derived from the petroleum industry and known more popularly as ‘petcoke’, has become very common in clinker production with substantial substitu-tion of coal, and hence, it will not feature as an alternative fuel in the present deliberations.
Sources and types of alternative fuels
The alternative fuels essentially come from biomass residues of both biogenic and non-biogenic processes. Broadly speaking, the biomass from the biogenic processes refer to the non-fossilized and biodegrad-able organic materials originating from plants, animals, and micro-organisms and include agricultural residues, organic fractions of in-dustrial and municipal waste, and gases and liquids recovered from the decomposition of non-fossilized and biodegradable organic substance.
A. Chatterjee and T. Sui
The non-biogenic waste materials, originating from manufacturing and other industrial processes but not from actions of living organisms, may not necessarily be biodegradable but they contain organic compounds that provide heat and energy on combustion.
The renewable biofuels, derived in the form of ethanol and diesel from naturally oil-rich edible and non-edible plants form another po-tential source of alternative fuels [3]. The commercial energy crops are the high yielding crops that are densely planted and can be grown at low cost. Woody crops such as willow or poplar as well as certain types of temperate grass are used widely as energy crops. Use of biofuels and energy crops has not caught up with the cement industry as much as it has with the power sector but this technology retains its potential for increased implementation in the cement industry in the foreseeable future.
Apart from using biofuels in cement kilns, another novel approach that has been explored in pilot scale is to utilise cement kiln exhaust gases to grow algae in bioreactors [4]. Algae are single-celled organisms that, like plants, can use photosynthesis to grow in the presence of sunlight, water and CO2. They have several advantages over conven-tional biofuel crops, the most significant of which is that the pro-ductivity per area is between two to five times greater than that seen with normal crops. Algae can also be harvested continuously. Coupling the kiln exhaust gases to an algae bioreactor would have the effect of reducing CO2 and NOx emissions and, at the same time, it would pro-duce commercially valuable biomass. It appears that further technolo-gical developments are necessary to reduce the energy required for the algae transformation and the subsequent processes for application to cement production. Therefore, the renewable biomass and biofuels have been kept outside the purview of the present discussions. Not-withstanding these exceptions, the range of potential sources of alter-native fuels is quite large as typically illustrated below:
➢ Agriculture: Cultivation > > crop residues and shells
➢ Food Processing and Animal Husbandry > > food waste and re-jects, fodder rejects, meat and bone meal
➢ Manufacturing: Oil refinery, Petrochemical, Fertiliser, Metallurgy, Glass, Textiles > > slag, process residues and rejects, fabric and fibre
➢ Utilities: Power, Water Supply > > Flue gas reject solids and ef-fluent treatment process residues, waste oil and solvents
➢ Packaging > > plastics, cardboard and paper
➢ Construction and Fabrication > > wood waste, saw dust, paint sludge
➢ Community and Household > > Municipal solid waste, sewage sludge,
➢ Transport: Automotive and Road building > > scrap tyres, asphalt waste, gear box oil.
Some relevant details of biomass residues and urban solid waste are furnished below.
Biomass residues
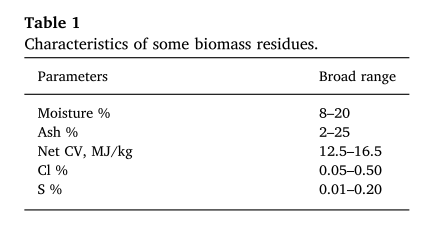
The woodchips and pellets, particularly originating from the con-struction and demolition waste, are extensively available in North America. Rice husk is available in large volume in some of the Asian countries. The cement plants in Philippines are reportedly meeting > 30% of their total thermal need with the help of rice husk. Coffee husk, sunflower shell, oil palm husk, sugar cane stalk and bagasse, groundnut shell, bamboo dust, etc. are examples of other biomass residues that are used in different countries. It is important to note that the availability of biomass residues is seasonal and region-specific. Hence, the experience of its use is essentially local. Drying is an important process require-ment for using biomass, as the freshly cut wood has a low heating value due to high moisture content. The drying process can be either natural or forced with the help of waste heat from the cement plants. The compositional variations are illustrated in Table 1 [2].
It may be relevant to mention here that the fixed carbon content of biomass residues is generally below 45% but they possess high volatile matter. As a result, they have low calorific value but easy burning characteristics. The ash content of rice husk is much higher than that of other biomass residues. Further, the sugar cane bagasse often shows high phosphorus content (0.7–1.0%). Because of such variations, it is always preferable to evaluate various biomass residues in respect of their sulphur, chlorine, alkali, phosphorus and ash contents before using them in the combustion process.
Urban solid waste
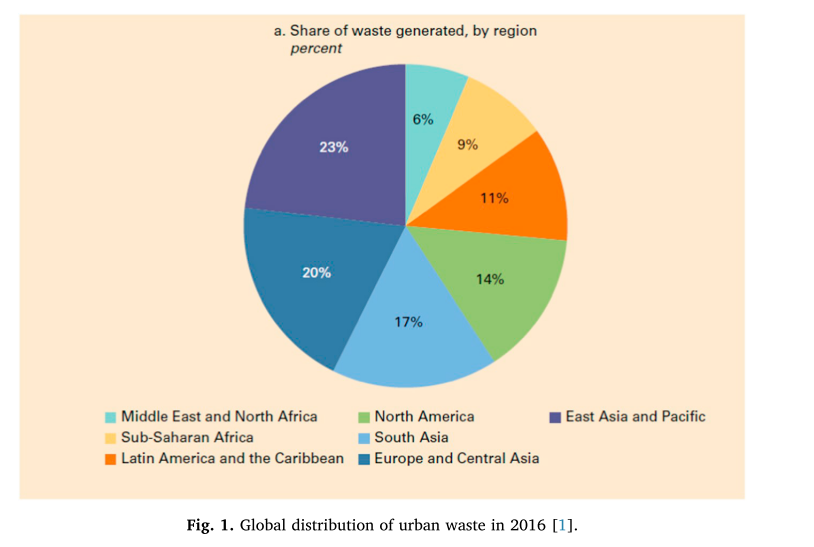
Based on the data collected from 217 countries and economies, which included 367 cities, it has been estimated that the generation of municipal solid waste (MSW) in the world reached a level of 2.01 bil-lion tonne per year in 2016, about one-third of which at least was not managed in an environmentally safe manner [1]. According to this World Bank report, the average worldwide per capita generation of waste was 0.74 kg, though the range of variation was large from 0.11 to 4.34 kg. The high-income countries, accounting for 16% of the world population, generated 34% or 683 million tonne of waste per year. The waste generation has a strong link with the regional, economic and social features, which is reflected in widely varying distribution of urban waste in different regions (Fig. 1). Since collection of waste is the primary step in its use and benign disposal, some surveys were con-ducted, which showed that the collection rate was dependent on the economic prosperity of a country or region. It was < 40% in the low-income region and > 95% in the high-income region.
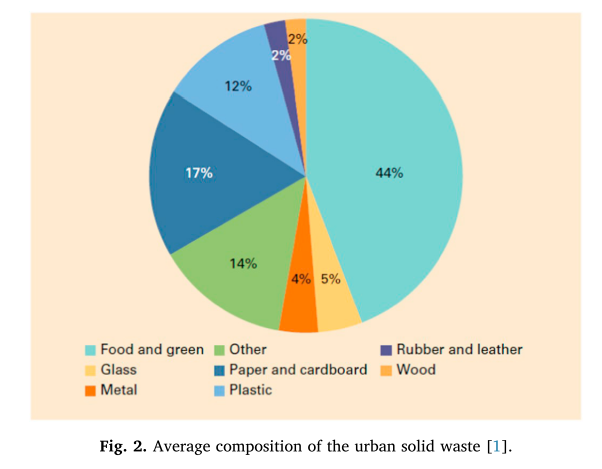
The second important aspect in the use and disposal of urban waste is its composition as it is not a homogeneous material. The composition also differs around the income level, reflecting varied pattern of con-sumption in a place or a society. The high-income countries show about 32% food and green waste in the total waste and the higher proportion of dry waste helps in recycling of plastic, paper, cardboard, metal and glass. In the low- and middle-income countries, the food and green waste constitutes over 50% and the level of recycling is also low at about 16%. The global average composition of the waste is shown in Fig. 2. It is important to note that the generation of plastic waste in 2016 was 242 million tonnes, one fourth of which originated from East Asia and the Pacific region.
It is interesting to note that the major modes of disposal of the urban waste continue to be landfilling (37%) and open dumping (33%), fol-lowed by incineration (11%). In addition, recycling globally averages to 13.5%. All other disposal methods including composting and waste-to-energy are, therefore, not at all significant. On the other hand, it is estimated that 1.6 billion tonne of CO2-eq greenhouse gas emissions were generated from the solid waste treatment and disposal in 2016.
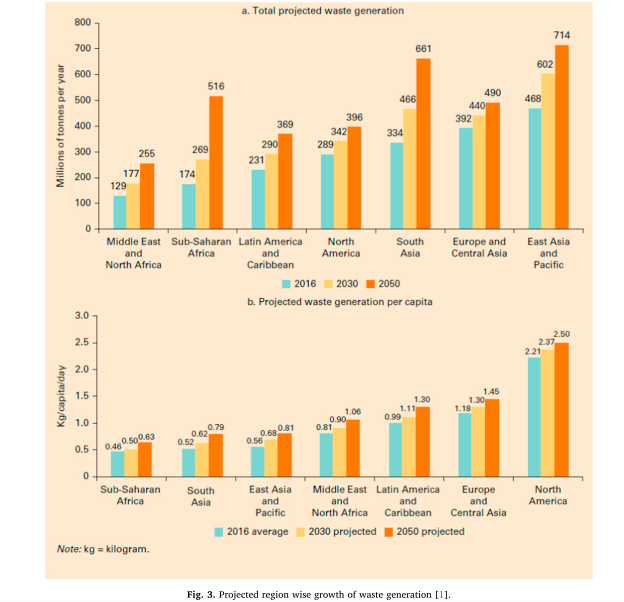
It is relevant to note that the projected increase in the generation of urban solid waste, based on population increase, GDP growth and ur-banization trends, is a matter of concern. It is expected to reach 3.40 billion tonne per year in 2050. The regional projections are given in Fig. 3. It is estimated that as a result of increased waste generation, the CO2-eq GHG emissions might reach 2.6 billion tonne from the current level.
segregated combustible fractions of MSW, all the major cement-pro-ducing countries have laid enough emphasis on its application as al-ternative fuel after adequate collection and treatment.
Alternative fuels in the context of energy consumption and CO2 emissions
According to the International Energy Agency (IEA) [5], the in-dustry segment consumed 38% of total global energy use, amounting to 155 EJ, in 2016. The energy consumption worldwide grew by 2.3% in 2018, nearly twice the average rate of growth since 2010. It is obvious that the higher energy demand was propelled by the expansion of the global economy by 3.7% and it is pertinent to note that China, the United States, and India together accounted for 70% of the total rise in energy demand. As a result, the global energy-related CO2 emissions increased to 33.1 Gt, up by 1.7%, with its consequences on climate change.
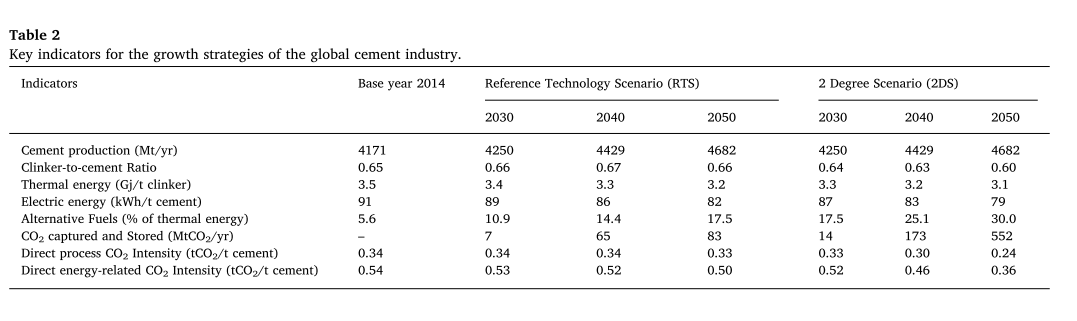
Since the cement sector is the third largest industrial energy con-sumer, comprising 7% of the global industrial energy use, a technology roadmap towards low-carbon transition has been drawn up jointly by IEA and WBSCD-CSI (World Business Council for Sustainable Development – Cement Sustainability Initiative) [6]. The roadmap provides a perspective of the role that the alternative fuels play now and is likely to play in future. The roadmap (often referred to as LCTR) has used the base data of 2014 and it presents primarily a Reference Technology Scenario (RTS), which has made use of the energy con-sumption trends as well as the commitments made by a large number of countries to limit carbon emissions and to improve the energy effi-ciency including the Nationally Determined Commitment pledges under the Paris Agreement. It is implied that under the RTS the world average temperature rise will be 2.7 °C by the year 2100, which is much higher than the desired target of 2 °C or lower (2DS). The 2DS differs from the RTS in projecting the future by setting out another pathway that takes into account about 60% reduction in the energy sector emissions by 2050. Further, based on proper assumptions, not discussed here, the cement production increase has been projected on two probabilities: low-variability (12% growth) and high-variability (23% growth). The key indicators for the RTS and 2DS projections for the low-variability option of cement production growth are given in Table 2.
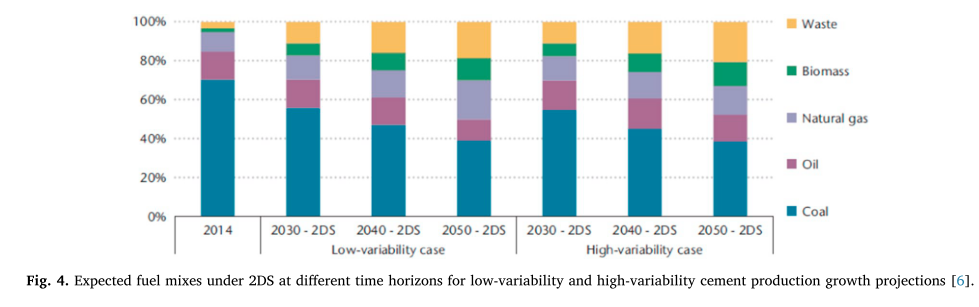
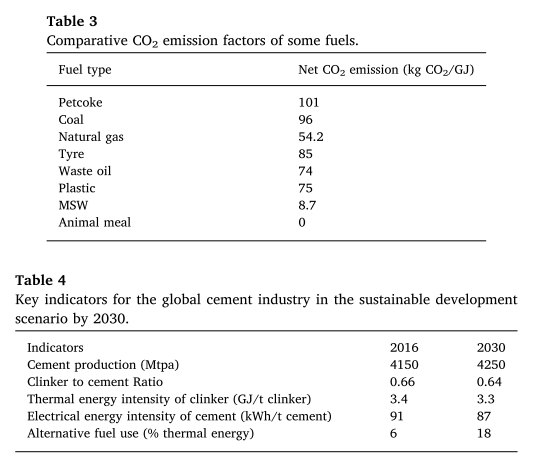
It is evident from Table 2 that the global use of alternative fuels, which was just above 5% in 2014 is projected to increase to 17.5%under RTS and to 30% under 2DS. The projected fuel mixes for different time horizons and cement production levels are shown in Fig. 4. A re-duction of 24% in the share of fossil fuels is anticipated. In the low-carbon context, it is important to note that the CO2 emission factors of most of the alternative fuels are lower than that of coal and petcoke as illustrated in Table 3 [7].
It is obvious from Table 3 that the highest savings can come from maximizing the carbon-neutral biomass, and even the use of scrap tyres may yield a saving of about 12%. The effective savings of GHG emis-sions in a plant, however, would depend on the mix of fuels in use there. There is a view that under 2DS, the market for biomass may turn competitive due to increasing demand from the power and different industrial segments. However, it has been estimated that globally a maximum of 140 EJ of biomass feedstock can be sustainably supplied by 2050 [8].
The LCTR for cement has recently been reviewed in the context of achieving the relevant SDGs (sustainable development goals) by 2030 [9]. It was observed that from 2014 to 2016 the direct process CO2 intensity showed little change due to various factors. It appears now that the process of switching to alternative fuels needs to be accelerated as shown in Table 4.
Illustrations of some regional developments
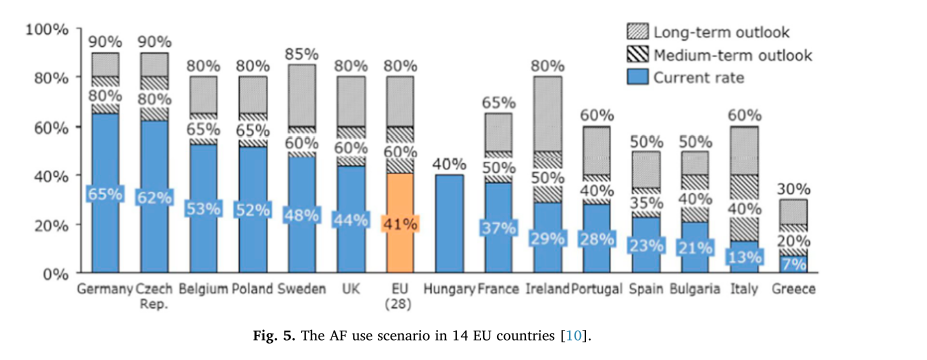
As already stated earlier, the use of alternative fuels has strong re-gional pattern. The extent of use varies significantly even within a re-gion from one country to another. The European cement industry has led the way of achieving very high levels of substitution of fossil fuels by the alternative varieties. A study conducted for 14 European countries representing all the regions of the European Union showed that the average co-processing rate in the EU countries was 41% in 2014 [10]. Although the choice for alternative fuels was typically cost-driven, the sustainability factors played an important role in causing the transformation. Yet there were large differences in the share of AF used in different member states as shown in Fig. 5, which also shows the expected medium term and long-term outlook for the analysed
countries, essentially based on the views of country experts. The fore-cast for the six best performing countries has indicated that the co-processing rate could reach 65% or higher in the next 5–10 years. It has recently been claimed that the average co-processing rate in EU coun-tries has gone up to 43% with saving of 18 million tonnes of CO2 per year [11].
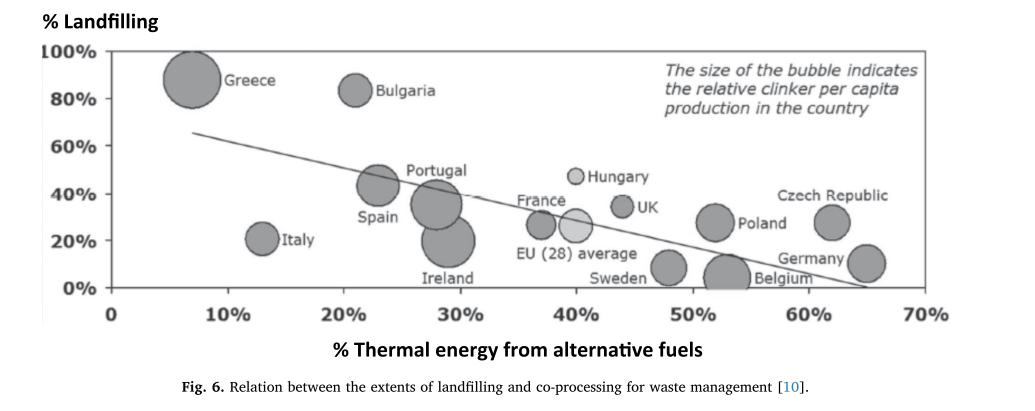
An interesting outcome of this survey was a tentative inverse re-lationship between the two modes of waste management – landfilling and co-processing (Fig. 6).
The status of waste and by-products use in the Japanese cement industry is noteworthy [12]. The proportion of AFR used in 2016 was 474 kg/t of cement produced, the total quantity being 28 million tonne.
The alternative fuels, consisting of woodchips, waste plastic, waste and recycled oil, waste tyre, and RDF/RPF, totalled up to about 2.2 million tonne and the remaining quantity used was in the form of alternative raw materials from different industrial segments. Apart from the en-vironmental compulsions and sustainability factors, a very important driver for large use of alternative fuels and raw materials in Japan has continued to be the lack of landfilling sites. There is a tentative estimate that if the cement industry discontinues the current practice of using alternative fuels and raw materials, the residual life of industrial sites for landfilling would not be enough for even six years.
Use of alternative and waste fuels in the US cement industry has a different perspective [13,14]. The cement plants in the US operate under one of the three permitting regimes: Portland Cement Maximum Achievable Control Technology (PC MACT), Commercial Solid and In-dustrial Waste Incineration (CSIWI), and Hazardous Waste Combustors (HWC). The choice of the permit is primarily driven by the choice of fuels used in the plants. Broadly speaking, the choice of fuels can be from four different categories but not necessarily restricted to one: conventional fuels, alternative fuels, non-hazardous secondary mate-rials (NHSM), and hazardous waste. Each of the above categories has specific legal definition and can be used, following specific guidelines prescribed in the permitting regime. Fossil fuels (coal, oil, and natural gas) including their derivatives and wood are considered as truly con-ventional fuels, while the alternative fuels are those that are developed from virgin materials and can now be used as fuel products such as used oil, currently mined coal rejects that had not been used as coal, and clean cellulose biomass. The NHSM category includes both waste and useful materials and understanding their difference is important in defining their application under the NHSM Rules 2011. Whole scrap tyres in waste tyre piles is a waste product, while shredded tyres with no residual steel belt or wire is a fuel. Similarly, the off-specification used oil, sewage and water treatment sludge, contaminated construc-tion demolition material, etc. are classified as waste. Both combustible substance like biofuels, biogas processed from solid waste, etc. on one
hand, and non-combustible industrial rejects such as cement kiln dust, coal ash, foundry sand and others are included in the NHSM category, The hazardous waste materials have their own identity. With such a broad differentiation of materials in place, cement plants under PC MACT regime can use conventional and alternative fuels, while plants operating under CISWI and HWC regimes can use additionally NHSM and HW materials respectively. The share of alternative and waste fuels use in the US cement industry was 16% in 2016.
Use of scrap tyres by the industry is a good example of what can be achieved in waste management by lowering the regulatory barriers. The industry increased the use of tyre-derived fuel (TDF) from 40 million tonne in 2011 to 60 million tonne in 2017 [15]. Use of TDF has de-monstrated lower GHG, NOx, SO2 and particulate emissions than the traditional fuels. The current interactions of PCA and EPA in the United States for categorical non-waste determination for plastics, paper, and fabrics/fibres under NHSM rules would help the industry to enhance the use of such materials as fuel. From the environmental perspective, it is important to note that in addition to TDF the US cement industry has been a large user of solvents as fuel. Further, it has increased the use of natural gas to about 16% in their fuel mix, reducing the use of coal and coke.
Developments in respect of enhanced use of alternative and waste fuels in China and India, the first two producers of cement in the world, are important for achieving the global targets of energy and emissions reduction. The present and the future scenarios are discussed in Sections 6–8 later in this article.
Listing and classifying of waste
In some countries, such as the European Union and the United States, the environmental regulatory authorities have the legal frame-work of listing the generated wastes and classifying them as benign or hazardous or ‘mirror’ types [16–18]. The mirror types are the wastes that have the potential of being either hazardous or non-hazardous, depending on their composition and properties. The listed wastes carry six-digit codes to indicate their principal and secondary sources. The correct classification is the fundamental need for ensuring the adoption of appropriate modes of collection, transportation, storage and treat-ment of the waste so that the human health and environment are safeguarded. In the list of waste, the hazardous ones are specifically identified. They originate in certain designated industrial processes or in specific sectors of industry; they may also be listed as hazardous because of their intrinsic harmful chemical formulation. Designating the hazardous wastes by the processes or sectors they originate from is certainly easy for application but it may become inflexible in some si-tuations. Instead of classifying one entire group of wastes as hazardous,the use of characteristics to define hazardous nature of a waste allows a waste handler to evaluate each waste sample on its own merits and to classify it according to the danger it poses.
It is important to note that burning in cement kilns has been es-tablished beyond doubt to be a preferred mode of disposal for a large number of hazardous waste but with definite exclusion of the following types [6]:
• Radioactive and nuclear waste
• Infectious medical waste
• Non-destructed chemical and biological weapons and material sys-tems
• Entire batteries, fluorescent bulbs, mercury-containing equipment
• Unknown or unspecified waste.
It is important to bear in mind that for waste materials exhibiting flammability, explosiveness, or corrosiveness, and those displaying carcinogenic or mutagenic or endocrine disruption properties, there are no threshold values of designated hazardous constituents. In using such materials as alternative fuels, all precautions need to be taken from the perspective of their hazard intensity.
The cement plants in the United States and Europe started the use of alternative fuels with hazardous wastes. Similar trend has been ob-served in China and India as well. Although the average fuel substitu-tion rarely exceeds 10–15% with hazardous combustible materials, its use has been found to be economically and environmentally beneficial for both the generator and the cement plants. It is evident, however, that the endeavour to increase the substitution of coal and petcoke by less carbon-intensive fuels is not solely dependent on hazardous waste and effectively relies on more abundant non-hazardous materials in-cluding biomass.
Process perspectives of AF combustion
For effective and efficient combustion of alternative fuels in cement kilns, it is essential to organize the upstream and downstream systemic facilities, which have been elaborated in [2]. The solid waste materials vary in the top size of lumps or in their particle size distribution pat-terns. The semi-solid waste materials are delivered to plants in the form of sludge, suspension or emulsion. The waste oil, lubricants and spent solvents are supplied in fluid form and show wide variations in purity, viscosity and other properties. Hence, in most circumstances, the al-ternative fuels need processing and treatment before feeding to the kiln systems.
The kiln management, which is at the heart of cement production process, becomes more crucial in burning alternative and waste fuels.
Ignition and burnout behaviour of alternative fuels are essentially in-fluenced by particle size, moisture, ash content, and the contents of volatiles. Particle size and moisture are directly influenced by the kind and degree of processing, while the contents of ash and volatiles cannot be changed. The cement plants have to work with urban local bodies on waste segregation and with intermediate chain of collectors and pro-cessers for appropriate pre-conditioning of the fuels.
Pre-processing of alternative fuels
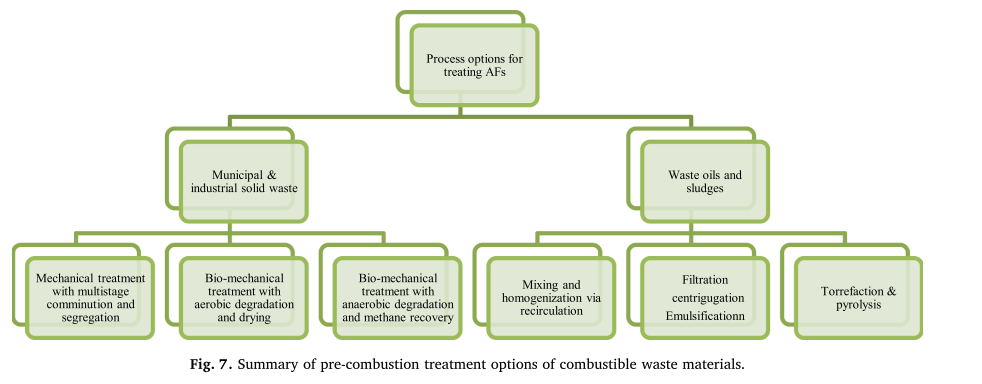
The basic information regarding the common pre-treatment pro-cesses adopted for the non-hazardous waste is collated in [19]. A summarized version is presented in Fig. 7. The purpose of all such pre-treatment processes is to remove undesirable components in the alter-native fuels, increase their calorific value, homogenize the fuels, and convert them into a form that can be fed into the pyroprocessing sys-tems more easily. It is pertinent to note that an effective and efficient pre-treatment facility for solid waste should have primary and sec-ondary crushers/shredders, ferrous and non-ferrous metal separators, air sifters, as well as the essential feeding systems, conveyors and dis-charge belts. The facilities are sometimes equipped to mix combustible liquid or sludge with segregated solid fractions before a refuse derived fuel (RDF) is finally produced [20].
The low-impurity used oils and spent solvents are subjected to simple processes of mixing and homogenization through recirculation, while more impure waste materials undergo separation of water and sediments. When the fuels are pasty in nature, the spent solvents are often used to partially dissolve the material before making the fuel ready for injection. If the residue is in the form of sludge, a similar step of dilution is necessary. Alternatively, a method of dispersion in a powdery carrier is carried out by using sawdust or organic adsorbents. These kinds of processed liquid or semi-solid fuels can be injected conveniently into the burner with the help of concrete pumps.
Process effects of AF combustion
Depending on the composition, calorific value, extent of supply and on-site handling arrangements including the feeding systems, the al-ternative fuels are fed to the precalciners, or kiln burners or both. The solid shredded waste fuels, because of their low calorific value com-pared to the conventional fuels are by preference fed to the pre-calciners. The whole scrap tyres, however, are fed to the kiln inlet. It is also a general practice to feed waste oil, spent solvents and, more particularly, the fuels containing stable organic molecules such as the highly chlorinated compounds at the main kiln burners to ensure complete burn-out. For efficient kiln management, feeding of alter-native fuels is avoided during start-up, shut-down, and temporary upset conditions of the kiln systems. Experience shows that the kiln operation has to be focussed on the following process and quality challenges during the course of burning alternative fuels [21,22]:
- Increase in waist gas volume due to higher fuel moisture, higher excess air demand and more fuel feed to maintain the burning zone temperature.
- Increase in primary air for fuel transportation and decrease in re-cuperation air from the clinker cooler.
• Shift of the kiln temperature profile towards the kiln inlet with likelihood of increased heat losses due to radiation.
• Losses due to bypass gas extraction, if the plant is equipped with a bypass system.
• Demand for higher precision of the fuel dosing facility for main-taining the kiln operational stability.
• Blockage and build-ups in kiln inlet, riser duct, and the bottommost cyclones due to volatile components in the alternative fuels.
• Chances of forming a reducing environment in the burning zone by carbon particles descending from the burner flame on to the clinker bed.
• Elements like magnesium, phosphorus, fluorine and zinc con-centrating in clinker from the fuel and fuel ash, affecting the clinker quality.
• Microstructural changes in clinker, affecting the product quality.
• Conditions leading to higher emissions of SO2, NOx, CO and some volatile elements not entrapped in clinker
It is important to note that the above process and quality effects of burning alternative fuels depend on various operational parameters including the magnitude of replacement of the primary fuel by the al-ternative ones. The higher the substitution, the more intense are the effects, necessitating more rigorous control of the process and quality parameters.
Process simulation with alternative fuels
In using alternative fuels, what is important is to be able to predict the changes that are likely to occur in the burning process. This is better done by simulating the clinker making process rather than undertaking multiple trial runs in a plant. While a brief review of the process si-mulation tools for clinker manufacture is available in [23], the specific applications for using alternative fuels have been dealt with in [24–28]. The highlights of an interesting study [26] pertaining to the combustion air requirement, based on two commercial software programmes, Aspen Plus and Chemapp, are presented below.
The computation was done for a 3000 t/d kiln system with 4-stage preheater and the riser duct used as the calciner. For reference
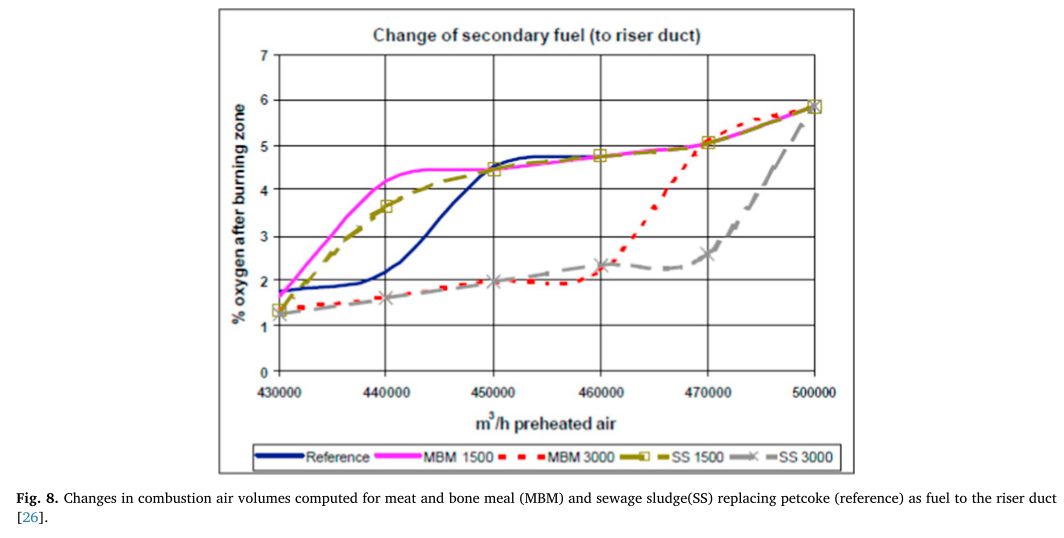
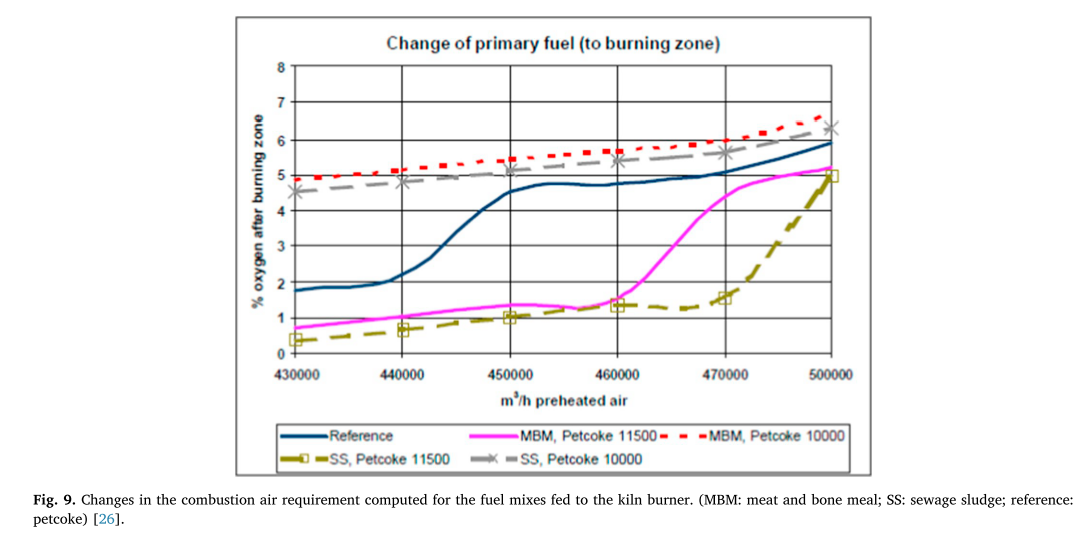
purposes, petcoke was considered as the primary fuel in both the kiln burner and the riser duct with feed rates of 12,500 kg/h and 1500 kg/h respectively. In the first scenario two different alternative fuels, e.g., meat and bone meal (MBM) and sewage sludge (SS), were considered to replace the total input of petcoke to the riser duct. The resultant effects are shown in Fig. 8. The second scenario worked out was with partial replacement of petcoke by the above alternative fuels at different feed levels as shown in Fig. 9, keeping the petcoke feed to the riser duct unchanged.
The process computations revealed that with 1500 kg/h MBM or SS as fuel to the riser duct, the need for combustion air was about 2% less and the specific heat consumption was marginally lower. In the other scenario of substituting the primary fuel by the alternative fuels in the kiln burner, 5–10% more air was needed but the specific heat con-sumption did not change significantly. The above process computation, thus, indicated that it is important to examine the air handling system capability in deciding the use and optimization of alternative fuels. In actual plant operation it was confirmed that in the case of burning tyre chips in the riser duct of a 2000 t/d 4-stage preheater kiln, about 30%more oxygen was needed than what was necessary for burning the same amount of coal as a fuel.
It may be interesting to mention here that in the study reported in [24] a simpler modelling tool such as the Microsoft Excel was used to compare the performance of spent carbon linings from the aluminium industry, waste industrial lubricants and used tyres in the process. The model was essentially an input-output simulation and was sufficient to predict the overall effects of alternative fuels on the feed requirements. It could not account for any changes in the chemical composition due to the use of alternative fuels. The study, however, revealed that the spent carbon lining had the lowest heating value but the highest potential to reduce the feed material requirement. It was also a source of fluorine but it had the disadvantage of increasing the CO2 emission. Further, the total alkali content would determine the substitution limit, which in the present case was found to be 7.8%. The waste lubricating oil could provide the required energy with about 2 kg less fuel consumption and 13% lower CO2 emission, while the used tyres showed 1.2 kg less fuel consumption and 9% lower emission. The used tyres were also a good source of iron, which was beneficial from the perspective of material conservation.
Another simulation tool, known as Particle Swarm Optimization, has been applied to study various aspects of clinker manufacture [28]. The concept was borrowed from the computational simulations of the movement of bird flocks and fish schools, which are based on manip-ulating the distance between individuals for synchronizing the swarm behaviour. In essence, it relies on iteratively changing velocity of each particle towards the ‘personal best’ and ‘global best’ locations, con-sidering Cauchy and Gaussian distribution of the sample population. The process restrictions such as the specific fuel consumption, quality parameters, environmental impacts, etc. can be built into the simula-tion approach. It has apparently been applied to optimizing the pro-portions of scrap tyres and petcoke with coal as the primary fuel.
Process effects due to volatiles in alternative fuels
It is known quite widely that the use of alternative fuels leads to process problems due to the formation of volatile cycles in the pre-heater-kiln section, particularly due to the reactions of chlorine, sul-phur and alkalis. The most important binary alkali compound in the kiln system are KCl and NaCl, which ideally in a close loop, change initially from solid state to gaseous form at the beginning of the kiln burning zone and again cool down to the solid form at the colder part of the preheater. This cycle generally occurs in the temperature range of 950°–1250°C. However, in the kiln system there is always presence of some amount of water vapour and CaSO4, which make the above simple cycles more complex. While the presence of SO2 tends to curb the vo-latility of alkalis, the existence of water vapour and chlorides tends to increase it. Release of oxygen from the dissociation of CaSO4 in the temperature range of 1200°–1400°C and availability of hydroxyl ions in the system ultimately lead to the simultaneous existence of alkali chlorides, alkali hydroxides and alkali sulphates, which, in many si-tuations, lead to the occurrence of the following complex reactions:
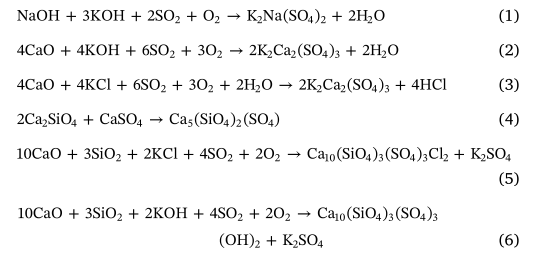
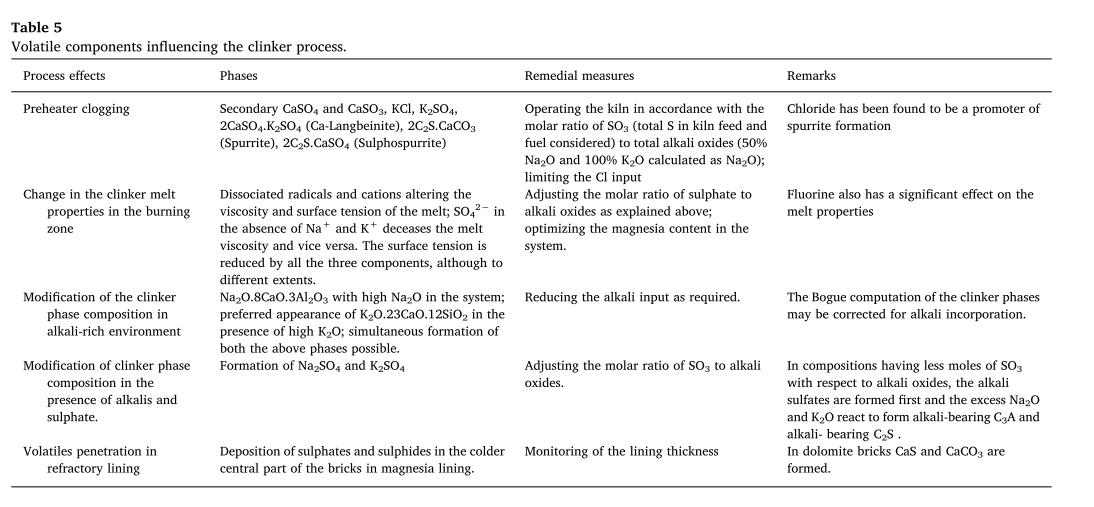
From the above examples of chemical reaction it is evident that the presence of alkalis, sulphur, chlorine and water vapour in the kiln system is likely to affect the process and product quality in different ways as summarized in Table 5 [29].
It is important to note that reactions, such as the following

result in release of free CaO, which makes it difficult to achieve the complete combination of lime in the process. It has also been observed that when only 0.1% Cl is present along with 0.9% (K2O + Na2O) in kiln feed subjected to heating in a gas stream of CO2 containing 4% SO2, intermediate phases like spurrite, sulphospurrite, and even calcium sulphoaluminate (3CaO.3Al2O3.CaSO4) are formed and dissociated in the temperature range of 750°–1300 °C. In general, the use of alter-native fuels such as PVC, chlorinated hydrocarbons, sewage sludge, meat and bone meal, etc. increase the amount of chlorine in the system. Fuels containing high chlorine (> 0.7%) can adversely affect the pro-cess due to very high recirculation load and the level of concentration in the range of 0.2–0.5% Cl may lead to heavy preheater clogging. The presence of chlorine in the kiln gases may also cause volatilization of some heavy metals such as mercury, lead and cadmium. It is, therefore, quite logical to conclude that the alternative fuels have to be taken through a system of rigorous scanning and evaluation of their volatile components.
Process emissions with alternative fuels
For emission constituents such as SO2, NOx, and organic compounds including dioxins and furans the use of alternative fuels does not show any significant impact because of the following reasons:
• low content of sulphur in the alternative fuels (0.1–0.2%) and the alkaline matrix of clinker trapping much of sulphur
• proper kiln operation limiting NOx
• high temperature and long residence time repressing formation of dioxins and furans.
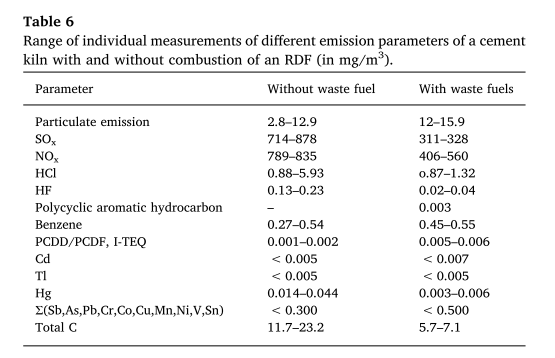
The overall emission profiles of a cement kiln with and without burning of an RDF have been compared in Table 6 [30]. Some shift is observed in certain parameters and the range of parameters obtained with combustion of alternative fuels is narrower, perhaps due to more rigorous monitoring of the kiln runs. What is really striking is the sig-nificant reduction in carbon emission with the combustion of RDF in this example.
In general, it may be observed that since the cement kilns operate under alkaline conditions, all acidic gases such as HCl, SO2, H2SO4 and HF generated during burning are either absorped by the kiln charge or combined with the kiln dust. Metals are not destroyed in the burning process and most of them are trapped in the clinker and the kiln dust. Fuels containing significant quantities of heavy metals such as lead, mercury, arsenic, cadmium, chromium and thallium, which are volatile in nature, add to the problem of kiln operation by forming volatile cycles like those of alkalis, sulfates and chlorides. Other low volatile or non-volatile constituents are trapped in the clinker lattice.
Modifications of clinker characteristics with alternative fuels
In using alternative fuels in the kiln system, the clinker character-istics undergo changes due to both the process effects and material influences. The process effects come from the differences in the ignition temperatures and air requirements for combustion of alternative fuels as compared to coal and petcoke, which affect the kiln temperature profile. The material effects emanate from the absorption of fuel ash on one hand and entrapment of non-volatile or semi-volatile heavy metals in the crystal lattice of the clinker phases on the other. As already stated, in general the alternative fuels have a lower calorific value and slower burning rates than the conventional fuels. When it is used at the kiln burner, these fuels have the effect of suppressing the peak flame temperatures and lengthening the flame. This has its repercussion on the clinker microstructure. The microstructural changes caused by the burning of tyre-derived fuel in a kiln system can be visualised in Fig. 10. As seen in Fig. 10, the combustion of alternative fuels resulted in the formation of larger polygonal crystals of alite along with flowage of the
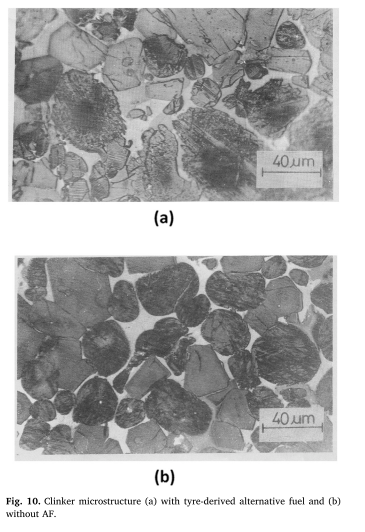
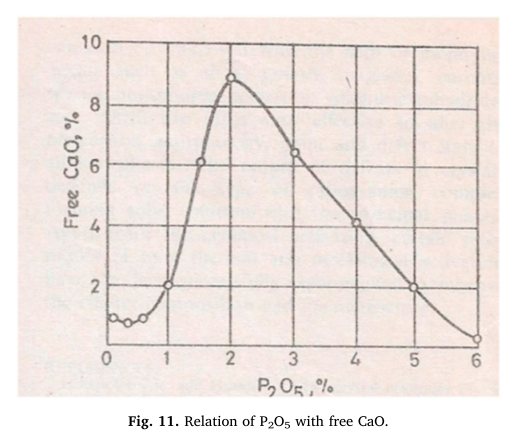
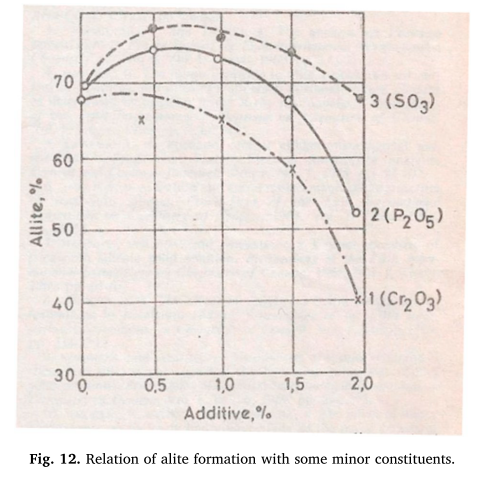
clinker melt phase in the intergranular space. These microstructural features may cause some deterioration in the grinding characteristics of the clinker and lower early strength in the resultant cement. The ex-tended flame results in a longer pre-cooling zone, which may modify the nature of the matrix in the clinker microstructure affecting the setting behaviour of the cement. In the context of the individual clinker phases, it is important to note that, although the five major elements, viz., Ca, Si, Al, Fe and O constitute the crystal lattice, the minor ele-ments act as modifiers. Some of them like K, Na, S, and Mg, which are present in the range of 5.0–0.2%, and a much larger number of trace elements, generally present in quantities < 0.2% by mass and mostly below 100 ppm range, enter into the crystal lattice. The polymorphs of the silicate phases change due to the incorporation of the foreign ions in their lattice, mostly by isomorphic replacement or by means of solid solution. The C3S structure can accommodate Al2O3, Fe2O3, MgO, Cr2O3, TiO2, SO3, P2O5, BaO, and Mn2O3 as solid solutions in different combinations, while the minor elements detected in the belite grains include Na, Mg, Al, P, S, K, Ti, V, Cr, Mn and Fe. The effects of these reactions are reflected in the hydraulic properties of the clinker phases. Defects and distortions in the crystal lattice of the phases caused by the above elements and oxides make them hydraulically more active, as long as they are within certain limits. Their presence in excess quan-tities will cause negative effects. For example, the presence of > 1%P2O5 in clinker may show sharp increase in free lime (Fig. 11) and even smaller amounts exceeding 0.50% may result in reduced reactivity of the clinker and slower setting of the cement. Similar negative effects are observed, when the ZnO and F− contents in clinker exceeds 0.25%. The effects of increasing P2O5, SO3, and Cr2O3 contents in clinker on the alite formation are shown in Fig. 12. The presence of trace quantities of Cr6+ in clinker, which should preferably be below 0.0002% particu-larly when its sulphate content is high, is another quality concern. Hence, understanding the clinker chemistry becomes more and more relevant with increasing use of alternative fuels.
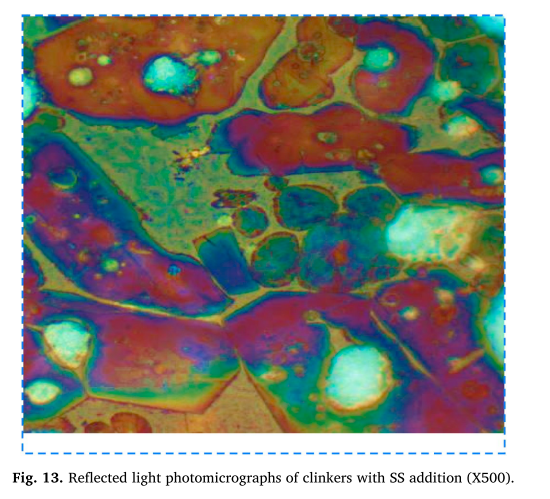
A particular Chinese study on the effect of sewage sludge on the burnability of raw meal is quite relevant in this context. The sludge had high ignition losses (62–67%) and high P2O5 content (4.6–4.9%). With progressively increasing addition of sludge from 5 to 15% the burn-ability of the raw meal had shown improvement and the microstructure of lab-fired clinkers had shown growth of the alite crystals and increase in the interstitial matrix [Fig. 13].
Status of co-processing in India
Following the Paris Agreement, the Indian Government has declared the national target of reducing the CO2 emissions intensity by 33–35%of GDP in 2030 from the 2005 level. The cement industry in India has set its own voluntary target of reducing the CO2 emissions intensity by 45% in 2050 with respect to the 2010 level. Further, the cement in-dustry is committed to reducing 377–485 PJ of energy by 2050 in the business-as-usual scenario [31–34]. Increased use of alternative fuels forms an important element of its roadmap for low-carbon transition. It has been estimated that 1% increase in the thermal energy substitution results in 2–3 kg CO2 reduction per tonne of cement.
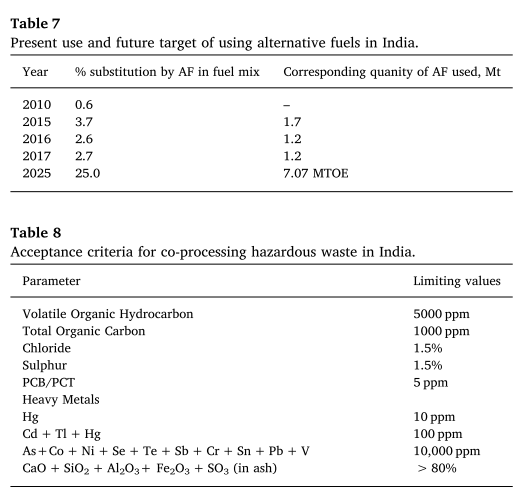
The Indian cement industry has been a late starter in using alter-native fuels, as its emphasis earlier was on enhancing the use of petcoke as the replacement fuel for coal. In this effort, the share of petcoke rose to 56% in 2017 with coal consumption down to 41%. With this fuel mix, supplemented with about 3% alternative fuels, the carbon in-tensity was lowered by 2 kg CO2/t cement. The unabated interest in petcoke is seen from the fact that in 10 cement plants the share of petcoke as a secondary fuel continues to be > 95%. From 2010 onwards the industry indulged seriously into using alternative fuels and the scenario started developing as shown in Table 7.
It is evident from Table 7 that there was a dip in the use of alter-native fuels after 2015 due to price competition in the market but it is expected to be reversed with the sharp focus of the industry and the support from the regulatory authorities. It is also important to note that even with very low thermal substitution percentage the quantity of alternative fuels used was more than one million tonne per year. Use of such quantity puts India among the first five users of alternative fuels in the world. Over 60 plants have been in continuous use of alternative fuels. The target to be achieved in future is quite high at 25%, ne-cessitating the use of over 7 MTOE of alternative fuels. The time frame for achieving the target as set by the industry is rather stiff, although the low-carbon transition roadmap provides a more relaxed time frame up to 2050. Achieving the target faster is more important from the problem of landfilling space requirements. It is observed that 80% of 62 million tonne of MSW generated in India is disposed off in dumpsites. In the business-as-usual scenario India will require 8800 ha of space for landfilling, which is almost equivalent to a large metropolitan city. It is estimated that 25% use of such waste in co-processing will bring down the space requirement by 26%. Sourcing of alternative fuels to meet the above target is planned as follows: MSW (57%), biomass (33%), waste tyres (7%) and others (3%). It is pertinent to mention here that India generates approximately 550 million tonne of crop residue after every harvest season, which is mostly burnt off in the fields, creating severe air pollution. Hence, there is a strong emphasis on finding tecnnological options for utilizing the crop residues as fuel. There is also a project running in India by the Sustainable Recycling Industry (SRI) in colla-boration with Confederation of Indian Industries (CII) and EMPA In-stitute for Materials Science and Technology on recycling and co-pro-cessing of plastics including brominated fire retardant varieties, the estimated current generation of which is approximately 9.5 million tonne per year [34]. Details of MSW and other waste combustible materials are given in [2].
The industry’s focus has been on creating the pre-processing plat-forms. Seven plants have their own facilities. It is relevant to mention that a cement plant in central India with a well engineered pre-pro-cessing platform could improve its alternative fuel use from a meagre level of 0.64% to 8.8% by utilizing rice husk, soya husk, saw dust, plastic waste, RDF, ETP sludge, spent carbon, carbon black and so on. The prevailing regulatory rules for using solid waste and hazardous materials have helped in accelerating the use of waste. Non-recyclable waste having calorific value of at least 6.2 MJ/kg is mandatorily used in waste-to-energy units or as feedstock for RDF. Use of tested hazardous materials complying with the acceptance critera (Table 8) has been eased, excepting the waste containing persistent organic pollutants (POPs) and polychlorinated biphenyls (PCBs), obsolete and date-ex-pired pesticides, and ozone-depleting substance, which will be sub-jected to further trials.

Operational results of some Indian cement plants
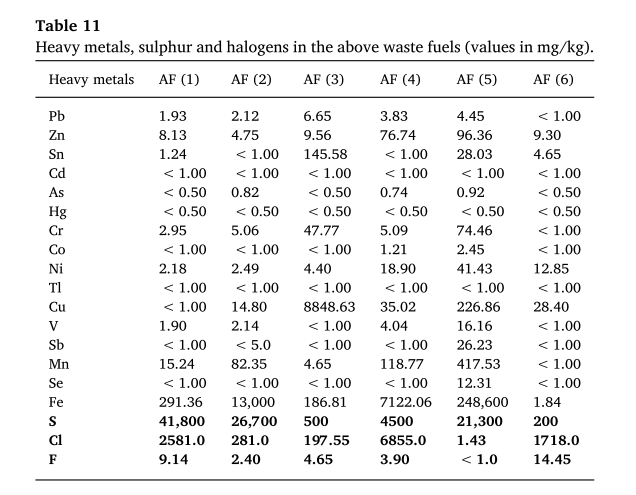
The basic themal characteristics of some waste materials in use are illustrated in Table 9 and the organic and metal constituents in the ETP sludge and chemical process residues are shown in Tables 10 and 11 respectively.
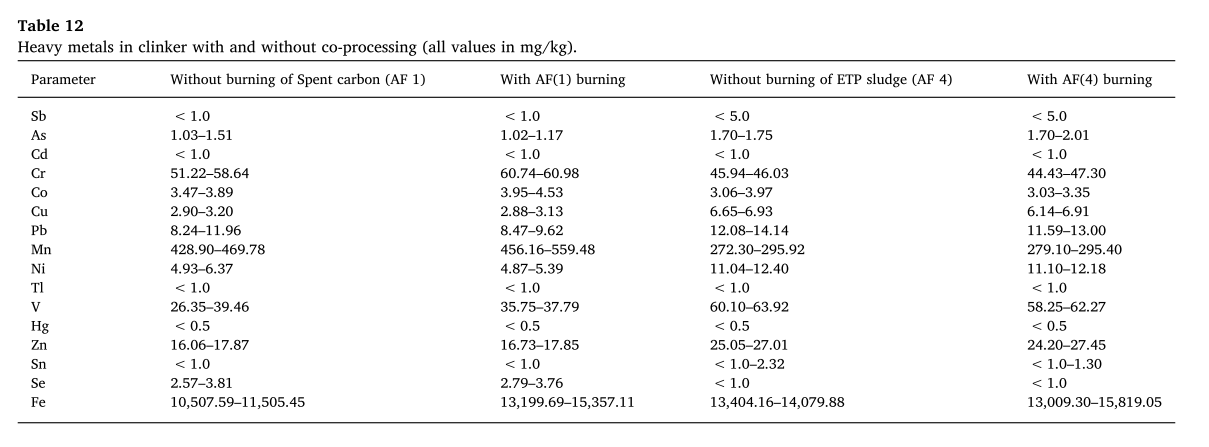
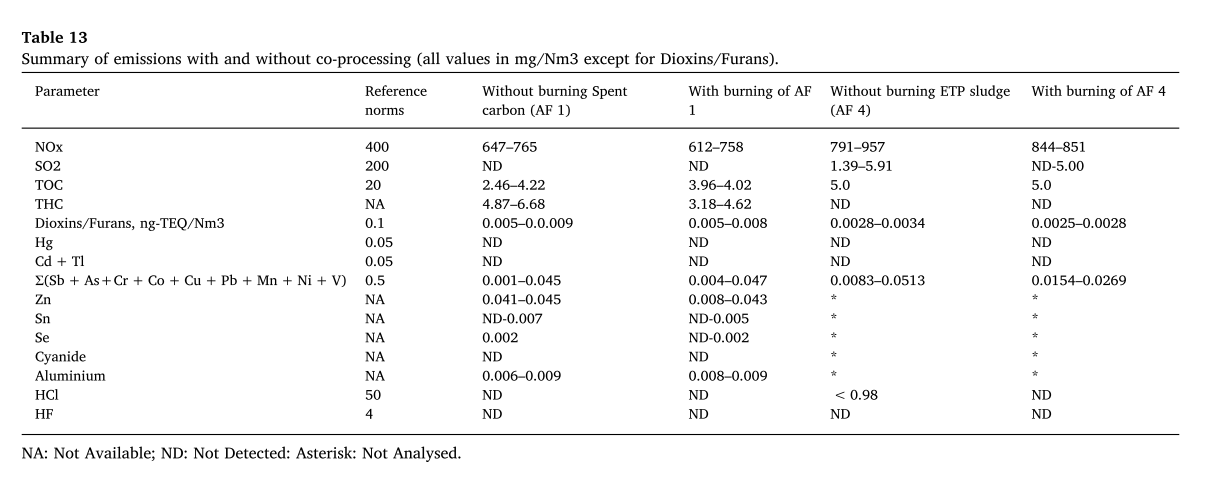
It is evident from Table 10 that the above chemical waste materials could be differentiated well by their TOC values, while the parameters like TPH, TCB and TCP did not characterize them in a distinctive manner; the exception was the high TPH in the ETP sludge of a con-sumer products plant. As far as the heavy and toxic metals are concerned (Table 11), the fuels were first assessed for Cr, As, Cd, Hg and Pb, which had the highest potential to cause harm or toxicity in their combined and elemental forms. The presence of Cd and Hg were below the detection limits but Cr, As and Pb were detectable in varying amounts. Elements such as Mn, Co, Ni, Cu, Zn, Se, Sn, Sb and Tl were evaluated as the next potential group as environmental pollutants. Varying amounts of Zn, Sn, Ni, Cu and Mn were observed. From the volatility angle, special attention was given to Cd, Hg and Pb, although the presence of Cd and Hg in these fuels was very low. The Cl, F, and S contents in AF (1) were relatively high, while AF (4) had high halides and low sulphur. All these waste fuels have been used in preheater-precalciner kilns in five different locations by substituting about 10% of coal. The emissions monitoring was done by adopting the techniques stipulated in the US-EPA standards. The kilns did not suffer from any adverse effects of clinker quality, clinker output, emission norms and specific heat consumption. In order to illustrate the effects of using these fuels, the clinker and emission data corresponding to the use of AF (1) and AF(4) are given in Tables 12 and 13, as these fuels had the additional presence of chlorides and sulphur.
As observed in Table 12, from the aspect of absorption in clinker due specifically to the use of alternative fuels, elements such as Cr, Fe, Mn, Ni, Pb, V, and Zn deserved more attention than the rest of the heavy and toxic metals. In the operating kilns no accumulation of the volatile trace elements due to development of volatilization-condensa-tion cycles was observed. Arsenic, cadmium and mercury did not show any significant process effects. From Table 13 it was evident that the organic emissions were much below the norms. However, the control of emission of NOx without any special mitigation measure, continued to be a problem, although the problem was not specifically related to the combustion of alternative fuels.
Status of co-processing of MSW in China
There are three models currently in China for the co-processing of MSW:
(1) SINOMA model: Direct pre-treatment and co-processing [35];
(2) CONCH model: Gasification pre-treatment and co-processing;
(3) HUAXIN model: Fermentation pre-treatment and co-processing. While each model has its own merits and demerits, the SINOMA
model has proved to be better in its performance in energy saving, emission control, impact on clinker output and quality. The investment in this system is also lower. An outline of the Sinoma model is described below.
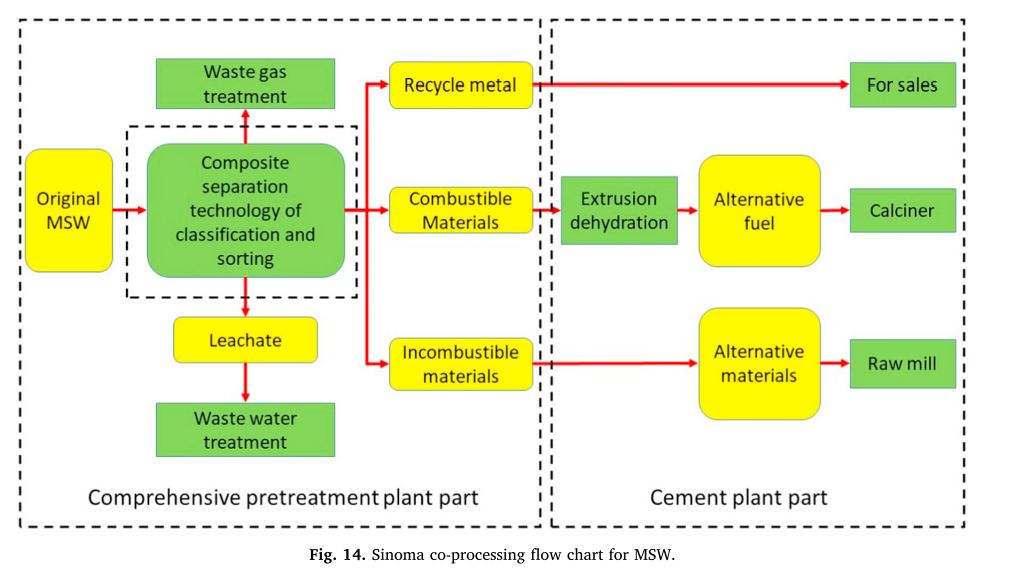
The first demonstration project for co-processing MSW was set up in 2013 at Liyang in Jiangsu province with a population about 800,000. It had a capacity of treating 450 tons of MSW per day to feed a cement kiln having a capacity of 5000 tons of clinker. A flow chart covering the pre-treatment process up to the receiving station of the cement unit is shown in Fig. 14.
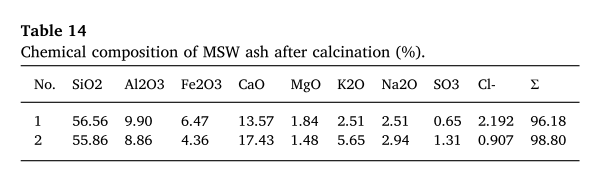
The original MSW normally contains 50–80% moisture and 5–15%ash, depending on the season and geographical location. The MSW ash will eventually go into cement production system and become part of clinker. The typical chemical composition of MSW ash is given in Table 14.

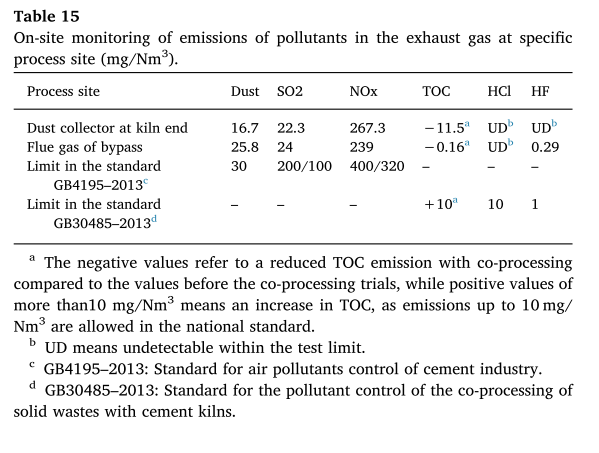
The MSW collected by the municipal sanitation system is sent to the comprehensive pre-treatment plant and separated into four fractions, which includes leachate (as-received and after squeezing), metal wastes, combustible materials (CM) retained on the sieve, and in-combustible materials (ICM) passing through the sieve for different processing routes. Two main streams of the MSW are co-processed in kiln. Since the CM fraction, constituting 35% of the total stream of MSW, has less moisture content (45%–60%) and higher heat value, it is fed directly into the pre-calciner without pre-drying and further grinding. The other ICM fraction, accounting for 65% of the total stream of MSW and containing higher moisture (50–80%), is blended with other raw materials for subsequent grinding in vertical raw mill (Table 15).
It is important to mention that modification of the existing cement plant facilities is indispensable in order to maintain the clinker quality and output and to minimize the environmental and process impact of co-processing of MSW. An on-line raw meal composition monitoring and feedback system is necessary to adapt to the fluctuation of MSW ash composition and to keep the process perturbations below certain level. A by-pass system may also be needed to balance the process impact and clinker quality.
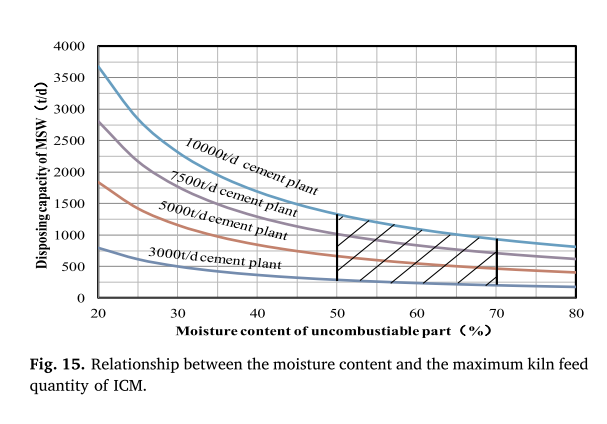
Effect of moisture content in ICM & CM on the co-processing capacity
Relationship between moisture content and the maximum accep-tance of ICM in different capacities of kilns as obtained by thermo-dynamic modelling is shown in Fig. 12. It can be seen that the 5000 t/d kiln system could burn 450 t/d-650 t/d MSW when its moisture content is 50%–70%. The quantity can be increased to 850 t/d MSW, when its moisture content is reduced to 40%. The process design then becomes more flexible (Fig. 15).
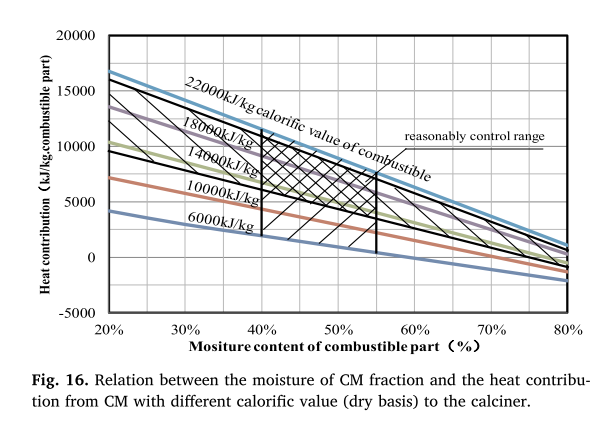
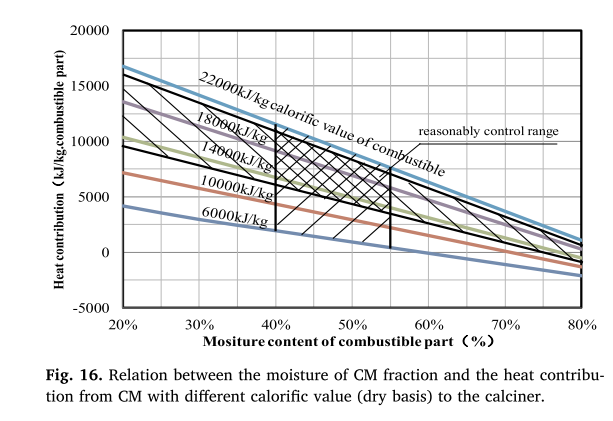
The moisture content also influences the extent of direct addition of CM to the calciner as AF. Relation between the moisture contents of CM and the heat availability from CM on dry basis is modelled, assuming that a 5000 t/d clinker kiln disposes 150 tons of CM (Fig. 16). When the calorific value of CM on dry basis is 6000 kJ/kg, the moisture of CM has to be controlled to < 60% in order to ensure positive heat contribution, or when the calorific value of CM (dry basis) is 10,000 kJ/kg, the moisture of CM should be < 70% in order to give a positive heat con-tribution. Therefore, the moisture of CM must be controlled in a rig-orous manner. The suggestion is to control the moisture content in the range of 40% to 60%. The lower it is, the better to control the system and the larger the co-processing capacity.
Interfering elements in MSW and the dosage of MSW for co-processing
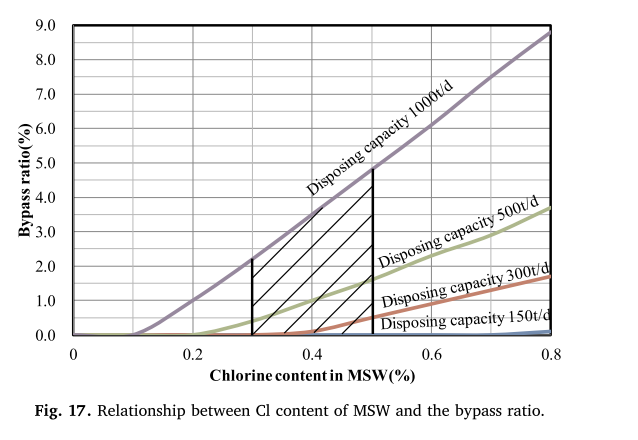
Among all the interfering elements, Chlorine imposes the largest impact on co-processing of MSW in modern kilns. The Cl content of MSW is normally 0.3%–0.5% [36], which is much higher than normal raw material for cement making. The Chinese standards specify the limit of 0.06% Cl in Portland cement. As a result, the limit of Cl content in raw meal is normally recommended as 0.02%. Otherwise, a bypass system has to be adopted, when the limit is exceeded. In this context, the effect of Cl content in MSW on the bypass ratio under varying disposing capacity of MSW is shown as Fig. 17. From Fig. 17 it is evident that there is no need to set up a bypass
system, when the chlorine content reaches 0.8% and the MSW feed is limited to 150 t/d. When the feed rate of MSW increases to 500 t/d, a bypass system becomes necessary with the chlorine content in MSW exceeding 0.2%. In order to achieve better investment/performance ratio, it is advisable to maintain the Cl content in MSW feed below 0.5%.
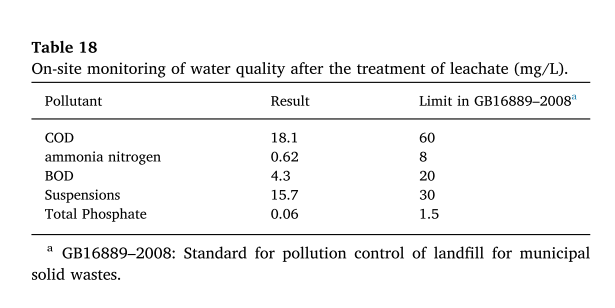
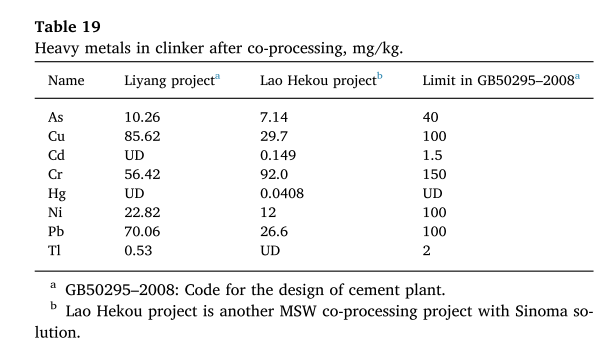
On-site emissions monitoring for MSW co-processing
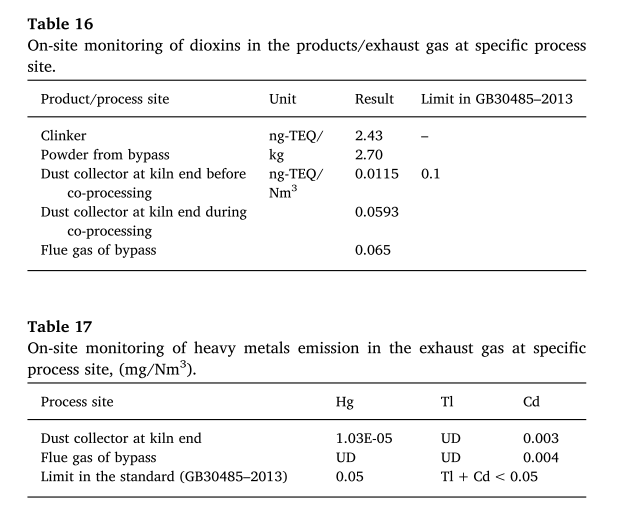
The on-site emissions monitoring of pollutants during the course of the demonstration of co-processing in a 5000 t/d capacity clinker line was conducted systematically by a third-party certified testing agency. The findings indicated a better environmental performance in terms of air and water quality and heavy metal elements in clinker, as shown in Tables 15–19 in comparison with the existing Chinese standards. The emission of odorous gases was also lower than the limits prescribed in the existing code.
It is worth mentioning that several advantages were obtained in feeding ICM directly into the vertical raw mills. It is important to use fermentation inhibitor to control the degradation of the organic matters in MSW. The operational data indicated that the need for water spray into the vertical raw mill was either reduced or totally avoided, when the surplus heat from the low temperature exhaust gas is effectively utilized to dry the wet ICM. The organic materials contained in ICM could act as grinding aid to reduce the grinding energy consumption and to improve the mill output by 10%. The exhaust gas temperature could thus be increased by about 15 °C by harnessing the surplus heat. Specifically interesting was the remarkable reduction of 40% of TOC emission after the deployment of co-processing (see Table 15), which might have been because of the higher molecular weight of the organic compounds in the kitchen waste and/or the adsorption of these polar substances in the powders [37]. Further study is necessary to clarify the mechanism.
Benefits of co-processing and future recommendations
With the continuous operation of the project in co-processing 450 t/d of MSW in a 5000 t/d clinker kiln since 2014, the following social, environmental and economic benefits have been achieved on yearly basis:
• Clinker quality and output: comparable to the parameters prior to co-processing;
• Dioxin emission: 0.0593 ng-TEQ/Nm3;
• NOx and TOC emission: 40% reduced than without co-processing;
• Minor elements: comparable to runs prior to co-processing;
• Power saving: 6,046,000 kWh, equivalent CO2 emissions reduction: 6027.9 tons;
• NOx and SO2 emission reduced: 90.7 tons and 181.4 tons;
• Standard coal saving: 16,000 tons, equivalent to reduction of CO2 emissions of 38,720 tons and NOx emissions of 738.7 tons;
• Indirect saving: 3.3 acres of landfilling area
• With the operation of co-processing demonstration project in Liyang city with a population of eight hundred thousand, MSW is 100%recycled, creating a model of sustainable city in China.
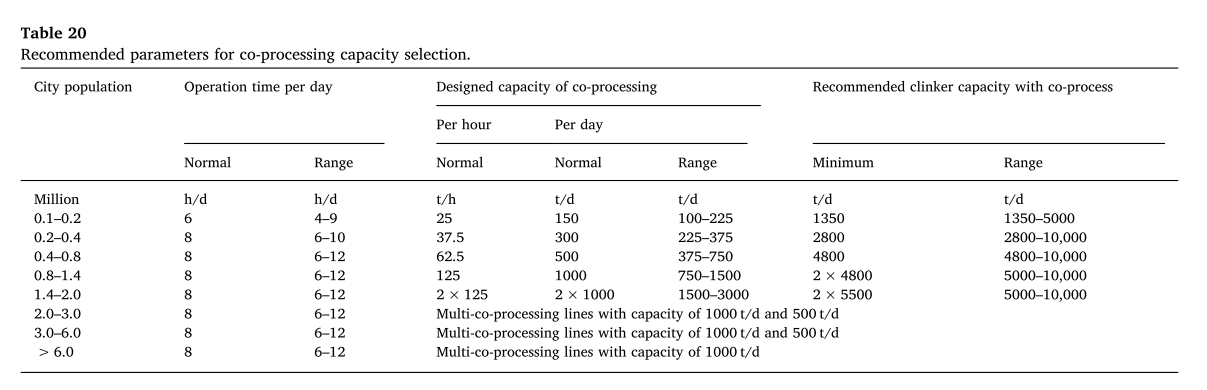
Based on such benefits realized, certain recommendations for planning and designing MSW treatment facilities have been drawn up in China (see Table 20). Four different levels of treatment have been recommended in order to match the capacities of cement kilns, popu-lation of the cities, the collection, transport, shipping of MSW and equipment maintenance and management.
Co-processing of hazardous waste in China
As already mentioned earlier in the article, the cement kilns have a long history of using hazardous waste as alternative fuels. In fact, it was reported way back in 2005 that chemical and hazardous waste mate-rials, such as spent solvent, obsolete pesticides, paint residues, and anode wastes, accounted for approximately 12% of global fuel sub-stitution in cement kilns [38]. In 2006, the ‘Guidelines on Co-Processing Waste Materials in Cement Production’ were brought out, specifying the scope, the process, and the environment controls necessary for the purpose [39]. The types of hazardous waste that should not be co-processed in cement kilns have been elaborated in Section 3.2 above. China took cognisance of the above developments in initiating its ef-forts for co-processing the hazardous waste in cement kilns.
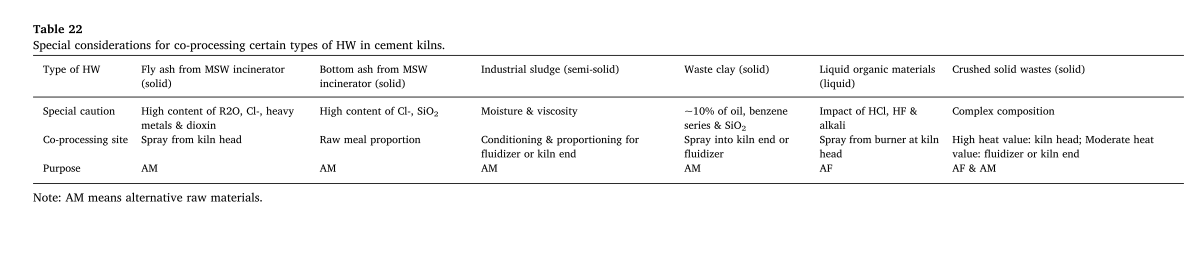
Currently the annual generation of industrial HW in China is about 28 million tons, among which about 94% have been re-used and dis-posed. Typical capacity of co-processing of HW is 30,000–100,000 t/d in line with a clinker capacity of 5000 t/d. Special attention and li-censes are mandatorily required for each process of handling HW. Besides the normal analysis of chemical composition and the heat value
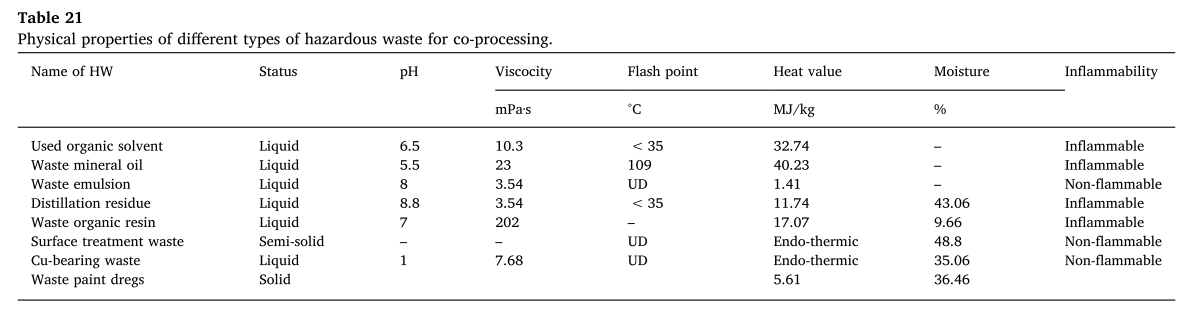
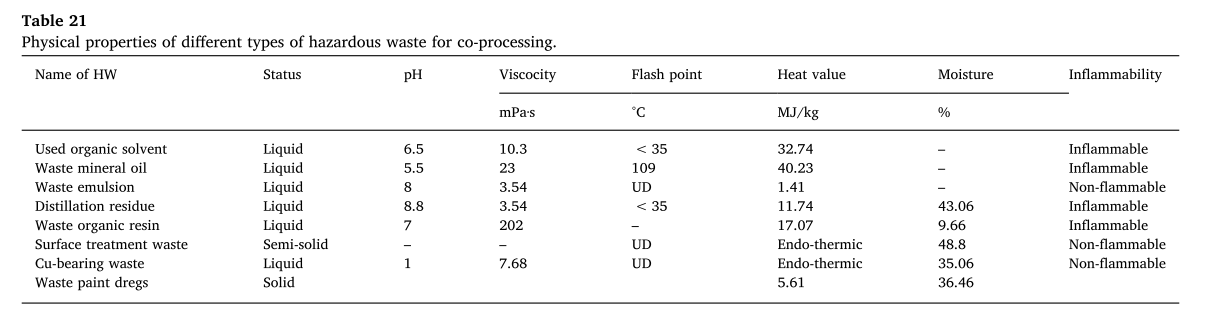
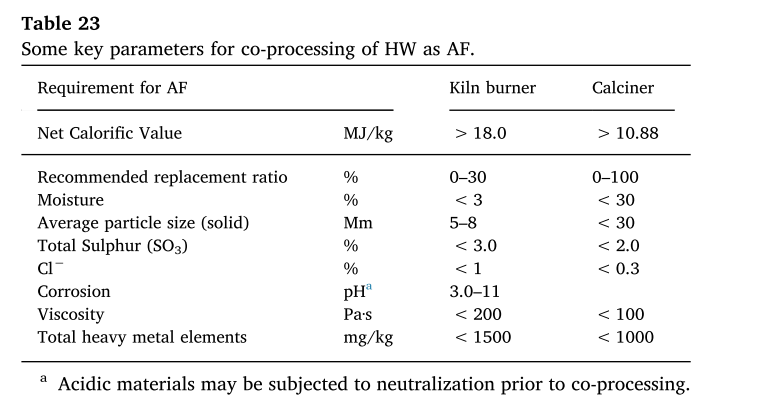
of the HW and the control of heavy metal elements in HW, special at-tention has to be paid to their physical, thermal and toxic properties to ensure safety, compatibility and applicability. The types, properties and key parameters of processing HW in China are highlighted in Tables 21–23.
Similar to co-processing of MSW, the HW disposal also requires proper control of the interfering elements such as alkali, sulphur, and chlorine. It is recommended that interfering elements introduced by the HW to be co-processed shall follow the following criteria:
➢ Na2Oeq ≤ 10 g/kg clinker;
➢ Excessive SO3 after deducting sulphur alkali balance ≤32.5 g/kg clinker;
➢ Cl ≤ 0.6 g/kg clinker
Concluding remarks
Use of alternative fuels and raw materials is an integral part of the modern cement production process all over the world. It started in the nineteen eighties as a mere cost-saving measure and in the last few decades, it has grown into an environment management strategy for energy conservation, abatement of greenhouse gas emissions, and sus-tainable development of our society. Energy and resource recovery from refuse and rejects generated in agriculture, industry and human habitat, technically defined as ‘co-processing’, occupies an important position in the waste management hierarchy after ‘prevention’, ‘mini-mization’, ‘reuse’ and ‘recycling’.
Although the cement industry by itself is an insignificant generator of solid and liquid process waste, it is characterized by high material footprint, large consumption of energy, and high CO2 emissions, all of which have serious environmental implications. In 2016, the global cement industry, having a production volume of about 4.2 billion ton, consumed about 11 EJ of energy and emitted about 2.2 Gt of CO2. Although there are no definite statistics, one may tentatively estimate that the industry would have consumed raw materials and cement blending materials in total quantity close to its production volume. These negative features of the industry are projected to increase many folds by 2050, adding to the problems of climate change and un-sustainable development. Hence, a technology roadmap for the cement industry to move towards a low-carbon production process has become an indispensable need to pursue.
The roadmap drawn up by IEA and WBCSD-CSI provides a per-spective of the role that the alternative fuels play now and needs to play in future. By 2050, the world cement industry depending on its pessi-mistic or optimistic trend of growth, may touch a production level in the range of 4.7–5.2 billion ton per year. Even at the lower level of production increase and after taking into account all the commitments and pledges of countries under the Paris agreement on energy and emission reduction (RTS), the CO2 emissions will continue to rise by 4%and there will be significant departure from pursuing the target of re-stricting the global temperature rise below 2 °C. A more rigorous pathway has been set for 2DS, in which 60% reduction in energy sector emissions by 2050 is considered imperative. Under both RTS and 2DS, the growth in use of alternative fuels is projected to be substantial, ranging from 18 to 30% substitution of coal and petcoke from the current global level of only 6%. The EU countries, however, have taken the leadership position in using alternative fuels, which in 2018 was 43%, although there were wide variations within the countries.
The cement kilns are, thus, well proven to thermally treat the combustible waste materials, in many cases better than the conven-tional incinerators. This is because of the fact that the cement kilns are suitable for safe destruction of hazardous and toxic organic substance, for providing an alkaline and oxidizing environment, for trapping heavy metals in clinker, and certain other operational merits. These advantages of the cement kiln systems opened up an avenue to solve the problems of massive quantity of waste generated outside the boundary of the industry from manufacturing and material processing plants, agriculture and municipalities. A severe problem is the increasing generation of urban solid waste, which is > 2 billion ton in 2016 and is projected to touch 3.4 billion ton in 2050. The unrecyclable combus-tible part of this waste can be treated in cement kilns after necessary pre-processing. The technological and engineering developments in this respect have been significant.
Success of using alternative fuels in the cement kilns lies in under-standing their process implications and influence on the properties of clinker. Modelling and simulation studies are extremely important in this context. Certain studies have shown that at higher substitution levels the process parameters like the waste gas volume, the primary air quantity, the kiln temperature profile, etc. are affected, which calls for proper intervention in kiln operation. The kiln emissions and the pre-sence of heavy and toxic metals remain within norms with lower sub-stitution rate. The process effects are related to the volatile compounds present in the fuels, and more particularly, the chlorine compounds. Significant changes in the microstructure of clinker and properties of cement have been noticed. The microstructural changes are seen in the alite crystal size and the nature of the matrix phase. Formation of alkali aluminate and incorporation of alkali in the belite phase are plausible under certain operational conditions.
China, India and the United States are the first three cement-pro-ducing countries in the world and all the three countries have made notable progress in using alternative fuels, keeping their respective national perspectives in the backdrop. Salient information of these countries has been highlighted along with scenario prevailing in Japan, which has been traditionally a very large user of AFR. The strategy for making the populated cities sustainable through co-processing of MSW has been discussed with the help of a case study of a Chinese township.
Rising population, rapid urbanization, and fast pace of in-dustrialisation are bound to cause problems of sustainability and cli-mate change. Use of alternative fuels and raw materials will turn out to be a strong waste management strategy but its success would depend on deployment of circular economy, strengthening of waste management regulations, prioritisation of co-processing vis-à-vis landfilling and in-cineration, adopting international best practices, and developing public awareness.
Acknowledgements
The Authors gratefully acknowledge the support received from various sources in preparing the paper. The first Author is particularly thankful to PCA in the United States and to Dr. Ulhas Parlikar, a well known expert in the field of Co-processing as well as to Dr. Rattanlal Sharma, a reputed specialist in AFR evaluation in India. The second Author wishes to acknowledge particularly the support of the Key Research Projects in the 11th Five-Year Program of Ministry of Science & Technology of China and all the members involved in these projects. Special thanks are due to Dr. Yuliang Cai, Sinoma, Dr. Wensheng Zhang, CBMA, Prof. Dr. Mingzhang Lan, Beijing University of Technology and Mr. Yongbin Fan, deputy secretary general of China Cement Association for their kind support and useful discussion.
References
[1] Silpa Kaza, Lisa Yao, Perinaz Bhata-Tata, Frank Van Woerden, What a waste 2.0: a global snapshot of solid waste management, Urban Development: the World Bank Group, Washington DC, USA (Available on https://openknowledge.worldbank.org/handle/10986/30317).
[2] Anjan Kumar Chatterjee, Alternative fuels and raw materials, chapter 4, Cement Production Technology: Principles and Practice, CRC Press, Taylor & Francis Group, New York, USA, 2018, pp. 103–139.
[3] K.B. Rameshkumar, B. Sabulal, Plant resources as source of biofuels, Everyman’s Science LII (6) (2018) 381–385.
[4] A.K. Chatterjee, Veering towards carbon capture and transformation – An emerging technological need for carbon dioxide abatement strategy, 3rd International Conference on Alternative Fuels and Raw Materials in Cement Industry, Cement Manufacturers Association, New Delhi, 2017March.
[5] IEA, http://www.iea.org/tcep/industry.
[6] IEA, WBCSD-CSI, Technology roadmap: low-carbon transition in the cement in-dustry, France, March, 2018. www.wbcsdcement.org.
[7] Vito Albino, Rosa Maria Dangelico, Angela Natalicehio, Devirim Murat Yazam, Alternative energy resources in cement manufacturing: a systematic review of the body of knowledge, Network for Business Sustainability (2011), http://nbs.net.
[8] IEA, Energy Technology Perspectives, OECD/IEA, Paris, 2017www.iea.org/etp2017.
[9] http://www.iea.org/tcep/industry/cement.
[10] ECOFYS, Status and Prospects of Co-Processing of Waste in EU Cement Plants, April, 2017. http://cembureau.eu/media/1612/2017-05-11_ecofys_publication_ aternativefuels_report.pdf.
[11] Koen Koppenholle, The EU Debate, World Cement, 2018, pp. 14–18 September.
[12] Japan Cement Association, www.jcassoc.or.jp/cement/2eng/e.OID.pdf.
[13] Anonymous, Development of Alternative Fuels in the US Cement Industry, ZKG International, 1–2, 2019.
[14] US Cement Industry Annual Yearbook, PCA, Skokie, USA, 2017.
[15] PCA, www2.cement.org/DC/Alternative Fuels.pdf.
[16] US-EPA, Introduction to Hazardous Waste Identification (40 CPR), Part 261, Training Module, September (2005).
[17] Waste Classification, Environmental Protection Agency, Wexford, Ireland, 2015 June.
[18] Margareta Wahlstrom, Jutta Laine-Ylijoki, Ola Wik, Anke Oberender, Ole Hjelmar, Hazardous Waste Classification: Amendments to the European Waste Classification Regulation – What Do they Mean and What Are the Consequences, Norden, Temaford, 2016.
[19] International Finance Corporation, Report on Increasing the Use of Alternative Fuels at Cement Plants: International Best Practices, IFC in association with ABCP and SNIC, Washington DC, USA, 2017.
[20] Lindner Recyclingtech GmbH, SRFs: A Sustainable Solution, World Cement, 2018, pp. 47–50 July.
[21] P.M. Moses, Chinyamama, alternative fuels in cement manufacturing, in: Maximini Manzanera (Ed.), Alternative Fuels, Intech Open, 2011, pp. 263–284 Chapter 11.
[22] Azad Rahman, M.G. Rasul, M.M.K. Khan, S. Sharma, Impact of alternative fuels on the cement manufacturing plant performance: an overview, Procedia Eng. 56
(2013) 393–400.
[23] Bodil Hokfors, Matias Eriksson, Erik Viggh, Modelling the cement process and ce-ment clinker quality, Adv. Cem. Res. 26 (6) (2014) 311–318.
[24] K.T. Kaddatz, M.G. Rasul, Azad Rahman, Alternative fuels for use in cement kilns: process impact modelling, Procedia Eng. 56 (2013) 413–420.
[25] Con G. manias, Brad Wilson, Alternative fuels and combustion efficiency – im-plications for the cement process, https://www.cementequipment.org, Infinity for Cement Equipment Website, 2011.
[26] Ursula Kaantee, Rom Zevenhoven, Rainer Backman, Miko Hupa, Cement manu-facturing using alternative fuels and the advantages of process modelling, Presented at the Conference on Recovery, Recycling, Reintegration, Geneva, Switzerland, Feb 12–15, 2002. (http://www.R2002.com).
[27] S. Enestam, Modelling the Alkali and Sulphur Chemistry in the Cement Kiln – The Influence of Using Car Tyres as Additional Fuel, Abo Akademi, Abo, Finland, 1998.
[28] Ricardo C. Carpio, Francisco de Sousa Junior, Leandro dos Santos Coelho, Rogerio Jose da Silva, Alternative fuels mixture in cement industry kiln employing particle swarm optimisation algorithm, J. Braz. Soc. Mech. Sci. Eng. 30 (4) (2008) 1–11.
[29] A.K. Chatterjee, Role of volatiles in cement manufacture and in the use of cement, in: S.N. Ghosh (Ed.), Advances in Cement Technology, Pergamon Press, Oxford, UK, 1983, pp. 203–264.
[30] Ali Hazanbeigi, Lu Hongyou, Christopher Williams, Lynn Price, International best
[31] WBCSD/CSI, Low Carbon Technology Roadmap: Status Review for the Indian Cement Sector, (2018).
[32] B.C. Srinivasulu Reddy, Reaping twin benefits, Indian Cement Review (2019) 18–20. April.
[33] Milind Murumkar, Past, present and future trends in AFR, Indian Cement Review, 2019, pp. 22–24. April.
[34] SRI, Co-Processing of Non-recyclable Hazardous Plastic Waste in Cement Kilns, Confederation of Indian Industries, Hyderabad, India, 2016.
[35] T. SUI, Y. CAI, Progressing towards a green and low carbon cement industry –China’s experience, Proceedings of the Fourth International Conference on Sustainable Construction Materials and Technologies, SCMT4, 968–977, 7th -11th August 2016, Las Vegas, Nevada, USA, 2016.
[36] X. Yang, Y. Cai, An effective way towards reducing volume and resourcing of MSW,
J. Chin. Cement 3 (2003) 28–30 (in Chinese).
[37] Cai Yuliang, Xing Tao, Bo Li, Yang Xuequan, Xiao Guoxian, Investigation of TOC emission in cement kilns when disposing municipal solid waste, Chin. J. Environ. Eng. 11 (2015) 1–9 (in Chinese).
[38] WBCSD/CSI, Guidelines for the Selection and Use of Fuels and Raw Materials in the Cement Manufacturing Process, http://www.wbcsdcement.org/index.php/publications, (2005).
[39] GTZ/Holcim, Guidelines on co-processing waste materials in cement production, http://www.coprocem.org, (2006).
CLICK HERE NOW TO DOWNLOAD 25 MOST IMPORTANT BOOK EVER MADE IN CEMENT INDUSTRY & EXCEL SHEETS FOR OPERATION CALCULATIONS.