Contents
CLICK HERE TO DOWNLOAD EXCEL SHEETS , BOOKS , MANUALS , OPERATION MANUALS , REFERENCE BOOKS , PROCESS BOOKS
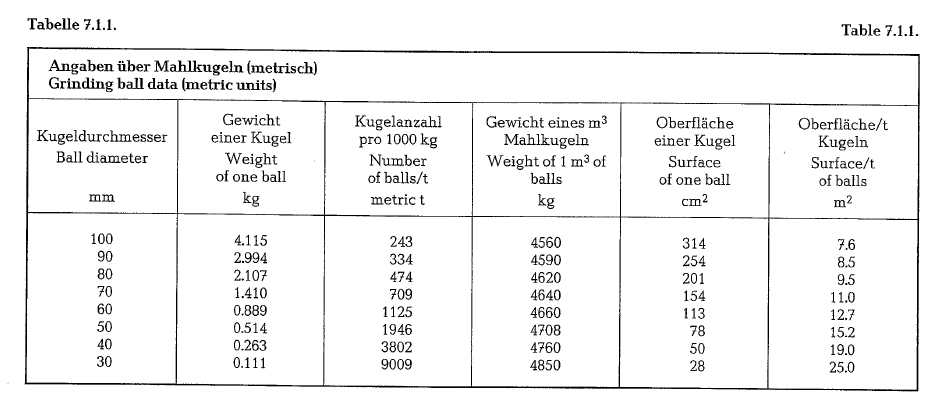
Grinding ball data
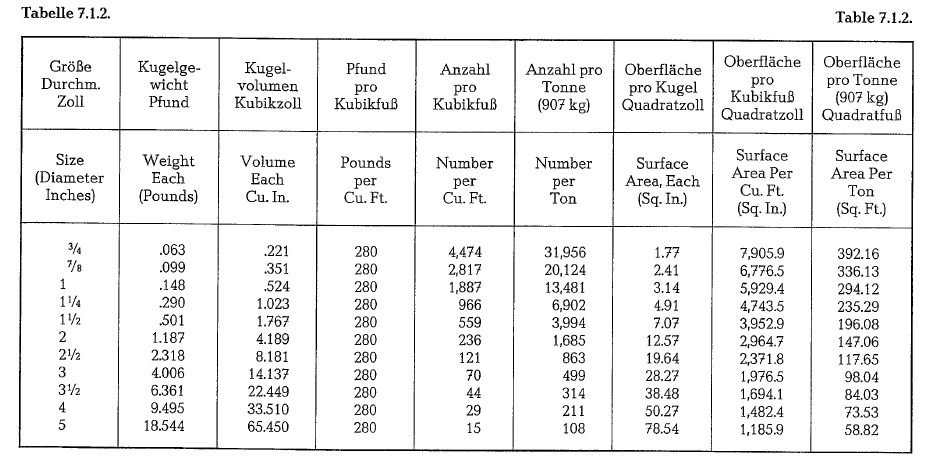
Sizes and weight of grinding balls
Data in metric units
Data in US customary units
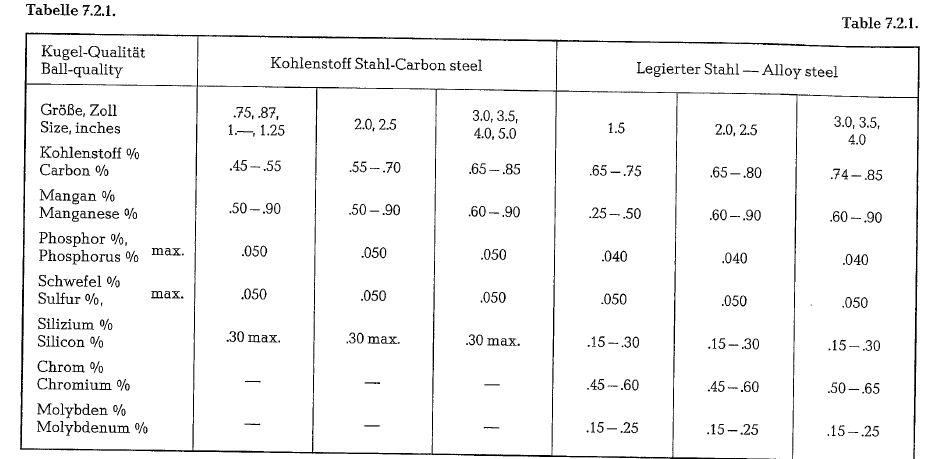
Chemical composition of grinding balls
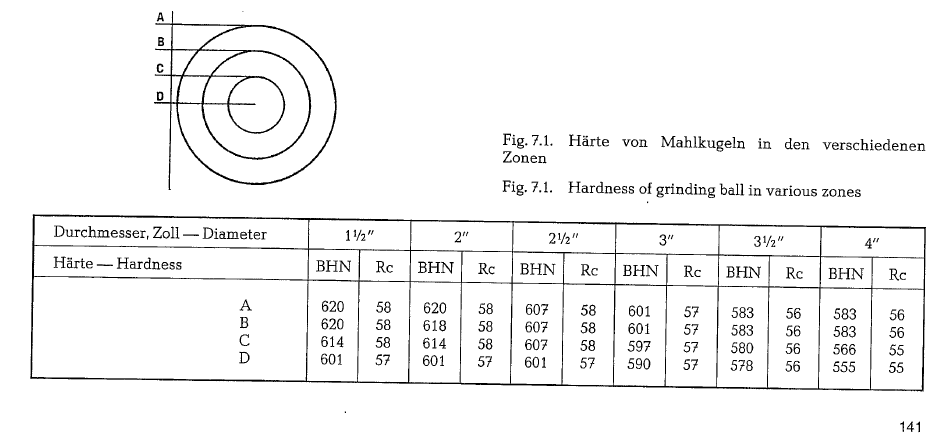
Hardness of grinding balls of forged alloy steel
Average Brinell (BHN) and Rockwell (Rc) hardness of grinding balls of the given sizes in various ball zones. Microstructure: tempered Martensite (Fig. 7.1.).
Metal wear and grinding
Dry grinding requires approximately 30 % more energy per unit weight of ground material. Consequently, dry mills need more mill volume than comparable wet mills [69a].
In Germany, an excess figure of 10 % is generally considered for dry grinding in contrast to the energy consumption for wet grinding [69b].
The increased metal wear of grinding media and mill liners for wet grinding equalizes the additional energy costs of the dry grinding procedure.
When dry grinding cement raw material, a protective coating of ground material covers the mill liners and grinding balls. It is known that cement raw material is much less abrasive than cement clinker. The wear of raw mill liners does not present an urgent financial problem, because extension of their lifetime is of insignificant influence on the grinding costs [70].
The metal wear costs of dry grinding equal only 30- 40 % of the wear costs of wet grinding when grinding the same material.
Mechanochemical reactions
Principal metal wear of the wet grinding procedure results from dissolving of the metal in water. The water acts on the freshly exposed metal surfaces of the grinding balls and liners. These clean metal sur faces are exposed to the corroding and dissolving influence of the water. This action is faster and more intensive in motion than in a state of rest.
The dissolved iron forms iron hydroxides. .Also during wet grinding hydrogen gas is generated by the decomposition of water. In an acidic reaction of the water, the rate of dissolution of iron is increased. At a pH-value of less than 5, the dissolution of iron increases rapidly
Beke also reports on mechanochemical pheno mena in the grinding process. After long grinding of cement an increase in the C02-content was observed. After two hours of grinding, 2.7 % C02, and after 20 grinding hours 4.6% C02 was found, although initially no C02 was detectable. This indicates a carbonatation of the lime.
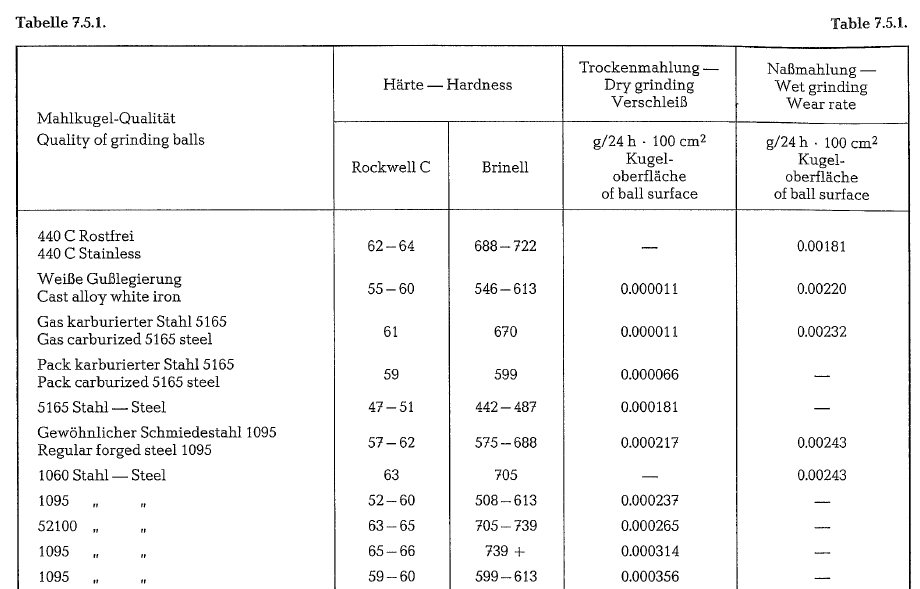
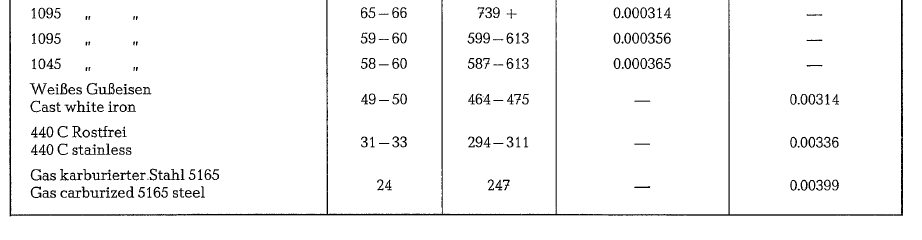
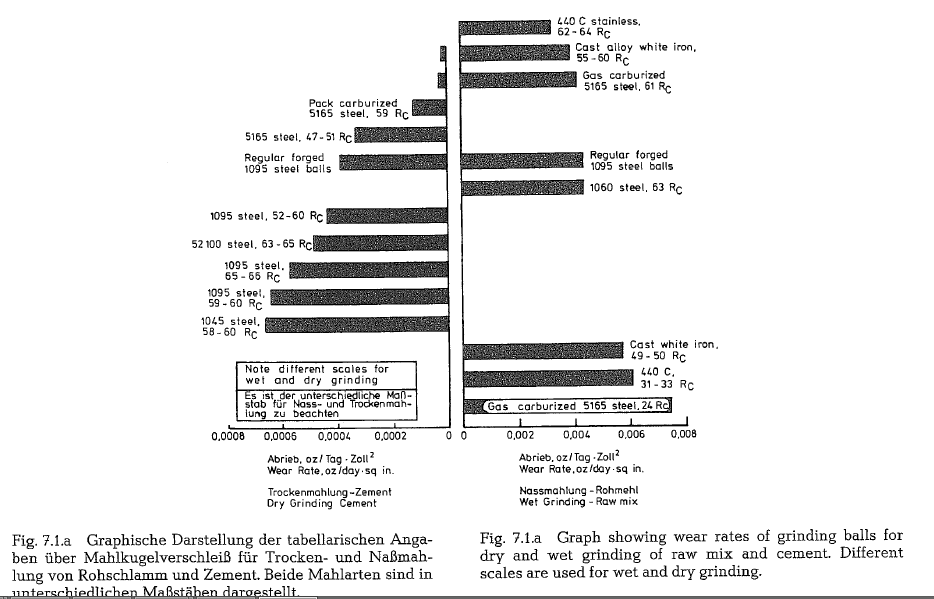
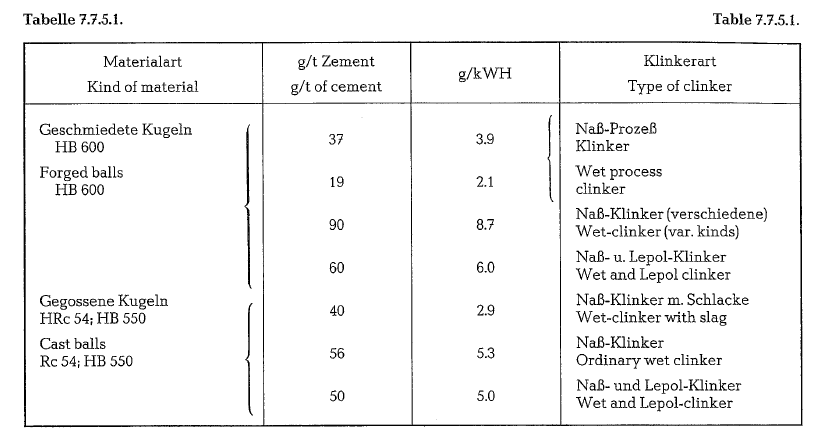
Wear rates of grinding balls
Wear rates of grinding balls for wet and dry grinding of cement raw mix slurry (wet) and cement clinker (dry) (see table 7.5.1.).
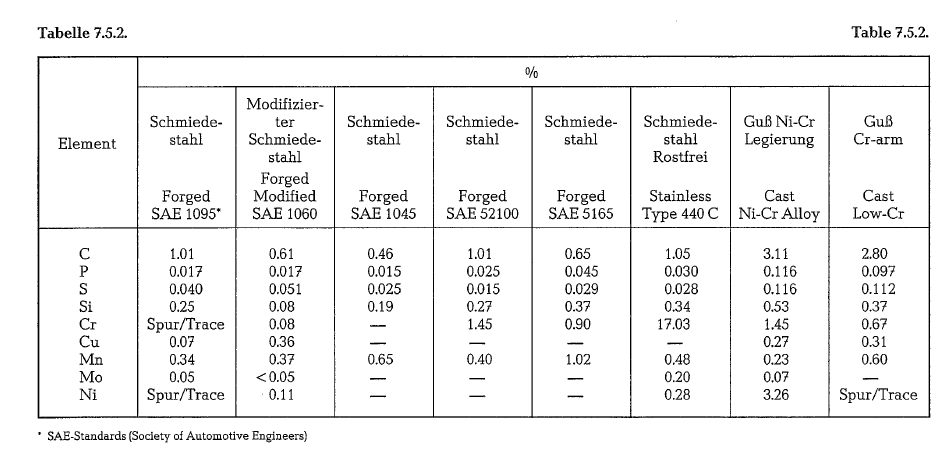
Chemical composition of test grinding balls listed in table 7.5.1. (see table 7.5.2.).
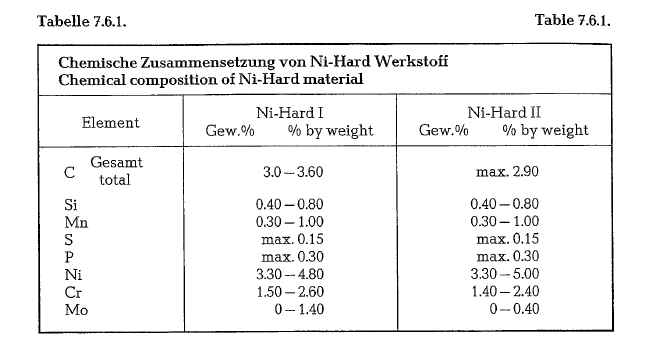
Comminution with Ni-Hard material
Ni-Hard is an alloyed white cast iron with a low silicon-content and approximately 2 % chromium, and 4 % nickel; it is resistant to wear by sliding or jet action) but less resistant to wear by impact.
Two types of Ni-Hard are produced:
Ni-Hard L the standard type, which is resistant to wear by sliding and jet action but less resistant to wear by impact, and Ni-Hard II with resistance to impact and bending
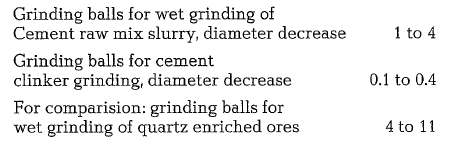
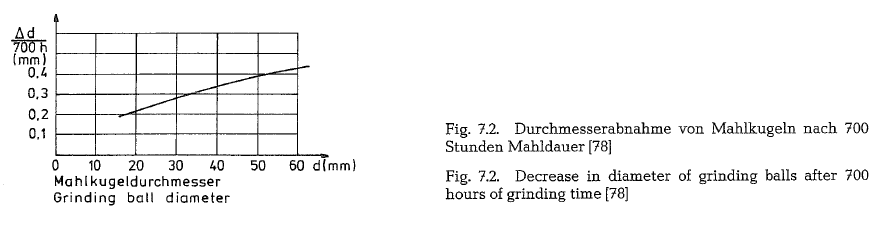
Generally Ni-Hard grinding balls are manufactured in diameters up to a maximum of 60 mm. The lifetime of Ni-Hard balls is 4 times longer than of balls made from hardened forged steel
Linear wear rate of Cr-Mo-Steel in microns per hour of grinding
Specific wear
When using ordinary, non-wear resistant material, the specific wear amounts to 1000 grams/ton of cement; of this 85 % is charged to the wear of grind ing balls and 15 % to the wear of mill liners.
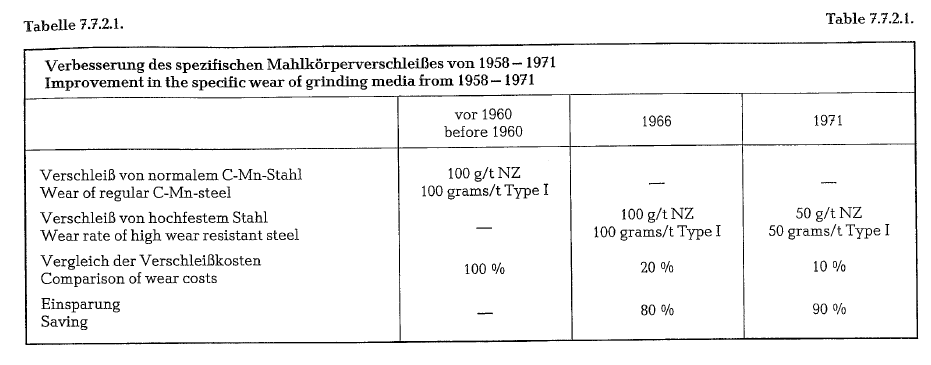
Improvement in the specific wear rate of grinding media
Since about 1955, a considerable reduction in the wear of grinding media has been achieved, due to the selection of proper alloys. Table 7.7.2.1. shows the improvement in the specific wear rate of grinding media in finish grinding mills, during the period from 1958 to 1971, relating to grinding of standard cement (Type I)
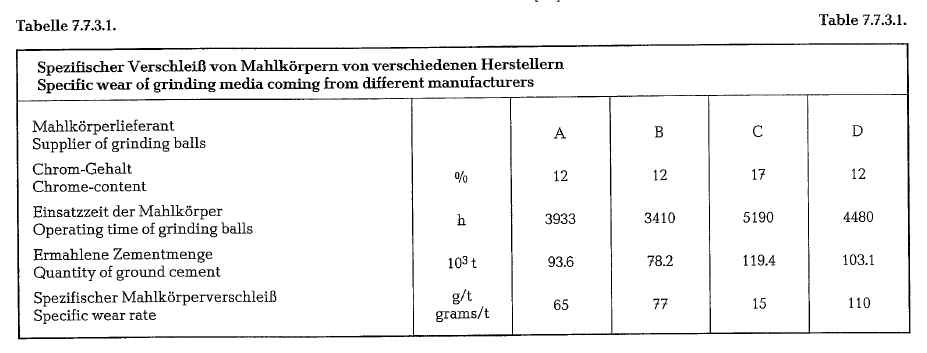
Wear of high wear resistant grinding balls (59 Rc) in open circuit finish grinding mills
Independent of the chrome-content of the grinding balls, the specific wear rate of the grinding media var ies approximately from 15-110 grams per ton of cement. This depends on the different tempering pro cess of the grinding media. Table 7.7.3.1. contains a compilation of wear rates of grinding media with 59 Rc hardness (comparable approximately to 600 BHN), as exemplified by four different manufac turers [78].
Specific wear rates of wear resistant grinding balls in finish mills
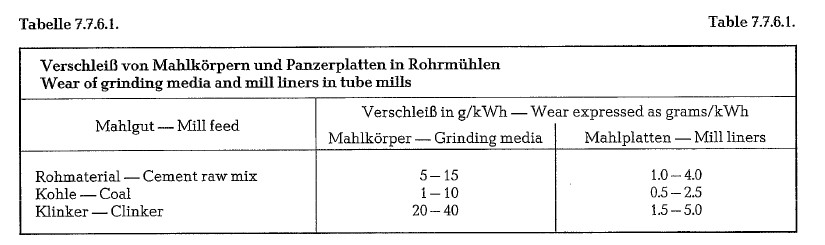
Suhrmann quotes the following wear rates of grinding media and mill liners in g/kWh.
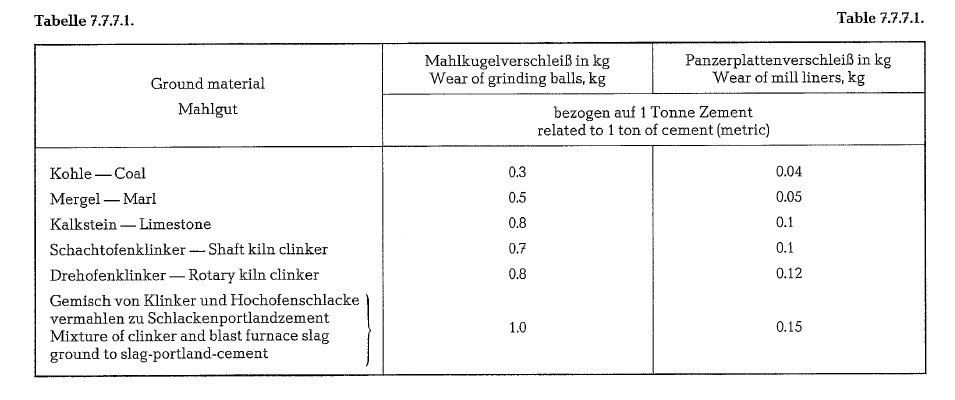
Wear rates of grinding media and mill liners of the Soviet cement industry (see table 7.7.7.1.).
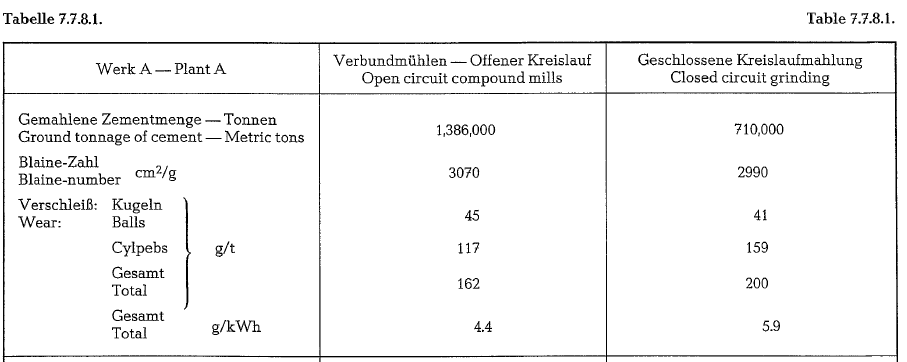
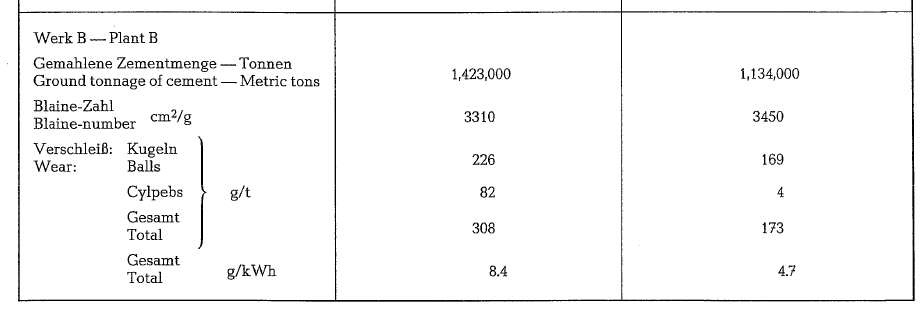
Naredi quotes wear figures observed in cement plants belonging to the Skanska Cement trust in The grinding balls in use (manufactured in Sweden), are generally forged, and have a hardness of approximately 600 BHN. Cylpebs are manufactured from special cast steel. Cement and gypsum were ground with no other components.
Wear of grinding media (Skanska Cement Co., Sweden) (see table 7.7.8.1.).
Mill diameter and mill liner wear
Dettmer claims that with increasing mill diame ter, the mill liner wear per ton of mill feed decreases. This statement is expressed by the above mentioned author in the following quantitative terms: with increasing mill diameter, the mill capacity increases as a function of the diameter to the 2.6 power, but the exposed mill liner surface increases only as a function of the diameter. With the help of a hypothetical calculation an attempt is made to prove that the spe cific liner wear of a 3.95 m diameter mill amounts only to 52 % of that of a 2.90 m diameter mill.
However, the following deliberation proves, that the above statement is not quite correct:
An increasing mill diameter reduces the ratio of the mill liner surface to the mill throughput, as well as to the grinding charge. As a result of this, the portion of the size reduction work performed between the grinding media itself increases, whereas the portion of size reduction performed between the grinding media and the mill liners decreases. This could prod uce a decrease in the specific liner wear rate, but could also increase the wear rate of the grinding balls. However, this tendency can be offset by the higher grinding pressure acting upon the liners in large size mills.
Bernutat [54a] responds to this that the liner wear is at least proportionate to the energy spent per unit of area of the mill lining. There will always be a certain constant fraction of the energy supplied to the mill destroyed on the lining independent of the mill’s revolutions and the mill’s grinding ball charge.
The formula for mill liner wear developed by Bernutat , reads:
According to the above formula, the wear rate of mill liners is higher than linear, but not as a quadratic function of the mill’s diameter.