Contents
Cement grinding Vertical roller mills VS ball mills
Soeren Worre Joergensen
CLICK HERE NOW TO DOWNLOAD MOST IMPORTANT BOOKS IN CEMENT INDUSTRY + PRACTICAL EXCEL SHEETS TO HELP YOU IN YOUR DAILY WORK
Introduction
Around 110 years ago a Danish engineer, M. Davidsen, patented a pioneering invention in France which involved a tube mill with a charge of steel balls or flint pebbles for fine grinding of sand or cement. F.L.Smidth acquired the rights to his patent and started selling an improved version of this mill all over the world. For the cement industry the ball mill was really an epoch-making breakthrough as for almost 80 years it was the predominant mill for grinding of raw materials and coal, and still today is the most used mill for cement grinding.
Over the last three decades the vertical roller mill has become the preferred mill for grinding of raw materials. The grinding efficiency of the vertical roller mill combined with an ability to dry, grind and classify within a single unit gives the vertical roller mill a decided advantage over a ball mill system. However, despite these benefits, applications of the vertical roller mill for cement grinding are less prevalent.
The two-compartment ball mill operating in a closed circuit with a high efficiency separator is thus still the most preferred arrangement for new cement grinding installations although the vertical roller mill now has emerged as a viable alternative to the ball mill system and has increased its share of the market for cement mills over the last decade. There are a number of explanations to this situation, related to issues like cost and ease of operation, cost of installation, cost and ease of maintenance, product quality, versatility, etc.
The following presents a comparison of the two mill systems with reference to these issues.
Grinding process
The grinding process in ball mills and vertical roller mills differ fundamentally. In a ball mill the comminution takes place by impact and attrition. The comminution in the vertical roller mill takes place by exposing a bed of material to a pressure sufficiently high to cause fracture of the individual particles in the bed, although the majority of the particles in the bed are considerably smaller than the thickness of the bed.
It is thus necessary that a stable and consistent grinding bed is formed between the rollers and the table of the vertical roller mill, able to sustain such a pressure without the material being squeezed away from the pressure zone.
A stable grinding bed is usually easily obtained in raw material grinding in a vertical roller mill with a high efficiency separator. However, in cement grinding it becomes more difficult to form a stable grinding bed as
• cement is ground much finer than raw meal
• the feed to a cement mill is often completely dry and is significantly more difficult to grind than raw materials
• requirements to the particle size distribution of the finished product are much more strict when grinding cement than when grinding raw materials
These differences between cement grinding and grinding of raw materials made it a serious challenge to obtain a good performance of a vertical roller mill in cement grinding. Today, however, the OK mill has become an excellent example of a mill design that has overcome the difficult grinding conditions associated with finish grinding of cement clinker and related products.
The OK mill was developed by Onoda Cement Co., Onoda Engineering and Consulting Co. and Kobe Steel in the early nineteen eighties. In 1993 F.L.Smidth-Fuller Engineering obtained a license to manufacture and market this mill.
With respect to forming a stable grinding bed the OK mill’s patented roller and grinding table designs proved to be a major breakthrough
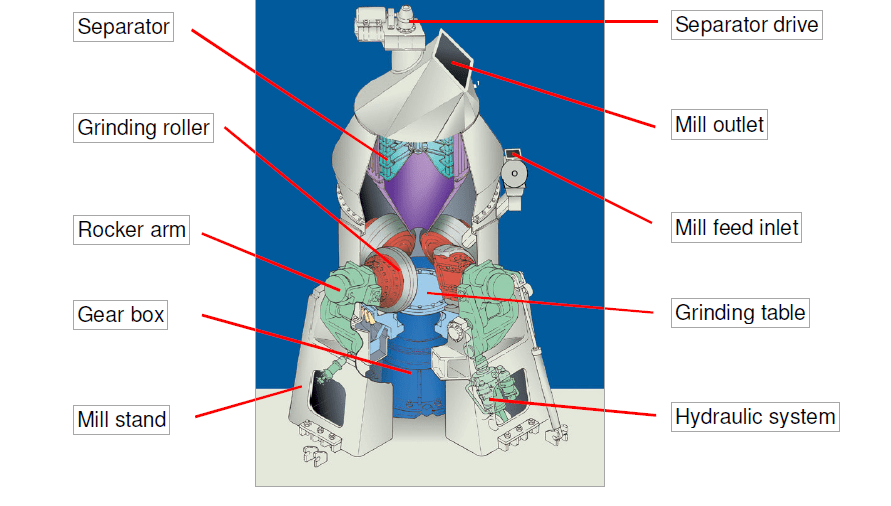
Figure 1:
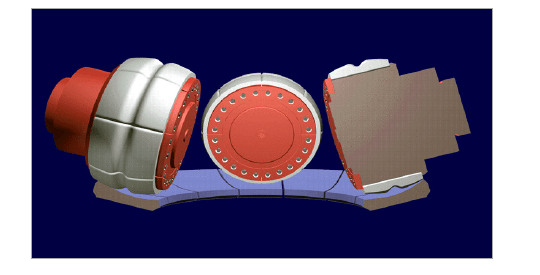
As shown in Figure 1, the rollers of the OK mill are spherical in shape with a groove in the middle. The table is also curved forming a wedge-shaped compression and grinding zone between the rollers and the table.
This dual-lobed design is optimum for clinker grinding because it supplies two distinct grinding zones – a low pressure zone and a high pressure zone – as shown in Figure 2.
Figure 2:
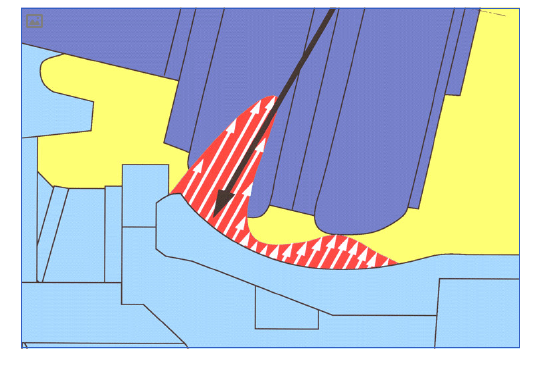
The low-pressure area under the inner lobe de-aerates and consolidates the material to be ground. The proper grinding takes place in the high-pressure zone under the outer lobe. The groove in the middle of the roller facilitates de-aeration of the material without fluidising it.
In order to further ensure a stable operation with low vibrations, the OK mill is provided with a high efficiency separator. This results in a reduced internal circulation of fine material and a correspondingly higher feed rate. The material on the grinding track will thus become coarser and therefore less prone to fluidisation.
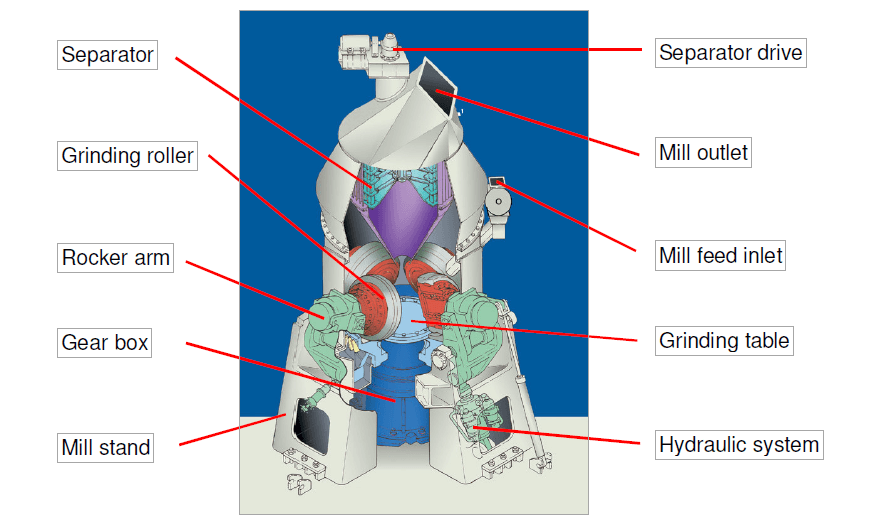
Industrial experience has proven that due to the design of grinding parts and the high efficiency separator the OK mill, Figure 3, adequately addresses all the difficult grinding conditions associated with fine grinding of cement clinker and related products, enabling a high grinding efficiency and stable operation.
Figure 3:
However, despite a generally good performance of vertical roller mills used for grinding of cement and related products the vertical roller mill is still inferior to the ball mill in terms of sensitivity to variations of mill feed quality (fineness) and mill feed rate.
Product quality
The purpose of the mill system is to provide a fineness to the product that will result in the required reactivity and consequently the strength producing potential of the product – the cement. The fineness of cement is usually monitored by measuring the specific surface area (Blaine) or a sieve residue of the product. However, the effects of the mill system on the quality of the product are more complex than what is reflected by a Blaine value or a sieve residue. It includes the following factors associated with the product:
• The particle size distribution
• The degree of dehydration of the gypsum added to the cement
• The prehydration and carbonation of the clinker minerals
Particle Size Distribution
It is characteristic of grinding in vertical roller mills that the energy input to the material per pass between roller and table is small, for which reason a large number of passes are required to obtain the necessary specific energy input to the material. This leads to a very high internal material circulation factor.
.
High circulation factors invariably lead to steep particle size distribution curves, if the separation process is efficient. It has therefore been necessary to adapt special measures to reduce the inclination of the particle size distribution curve, in order to get a cement quality that is similar to the quality of cement ground in a ball mill.
There are a number of ways to adjust the inclination of the particle size distribution curve for cement ground in an OK mill.
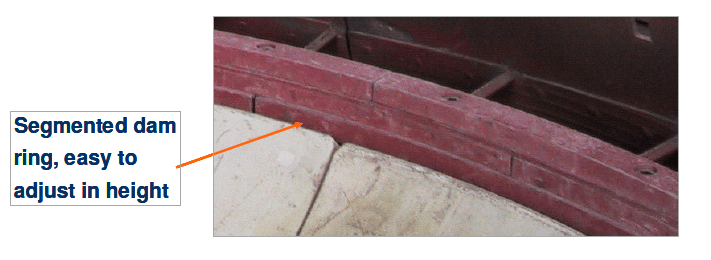
In order to reduce the circulation factor, the grinding track on the grinding table has an upward curved shape that helps to retain a certain minimum amount of material under the rollers. The grinding table is further – at the periphery – equipped with an adjustable dam ring (Figure 4). A higher dam ring will result in a thicker grinding bed corresponding to a longer retention time of the material on the grinding table. The material will thus receive a higher energy input before leaving the grinding table, resulting in a lower circulation factor via the separator and thus a particle size distribution curve with a lower inclination.
Figure 4:
Also the grinding pressure has an influence on the particle size distribution. The higher the grinding pressure, the higher the energy input per pass between roller and table, and the lower the circulation factor, and consequently the lower the inclination of the particle size distribution curve.
An example of the influence of the dam ring height and grinding pressure on the inclination of the particle size distribution curve appears from Figure 5. The trend shown is quite typical, whereas the indicated figures may vary depending on – among other factors – the method of particle size analysis applied.
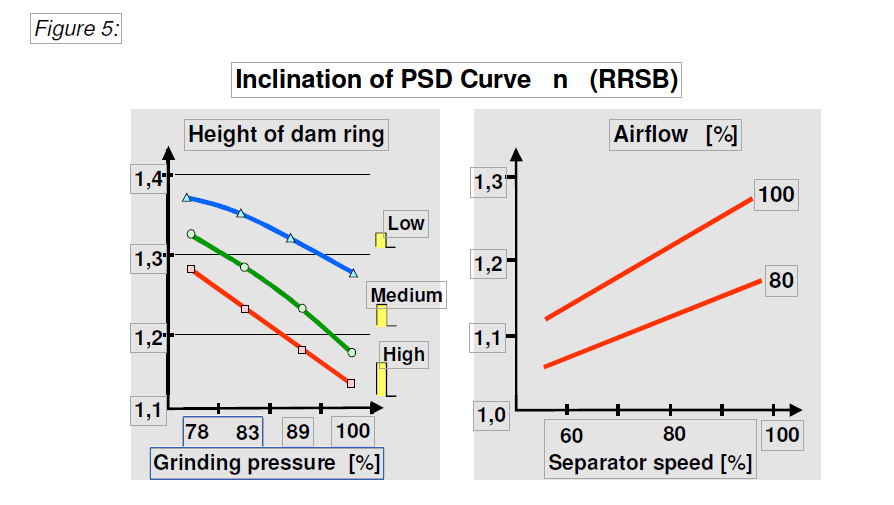
Further, the ratio between mill airflow rate and separator speed influences the particle size distribution. A lower air flow rate will lead to a lower inclination of the particle size distribution curve.
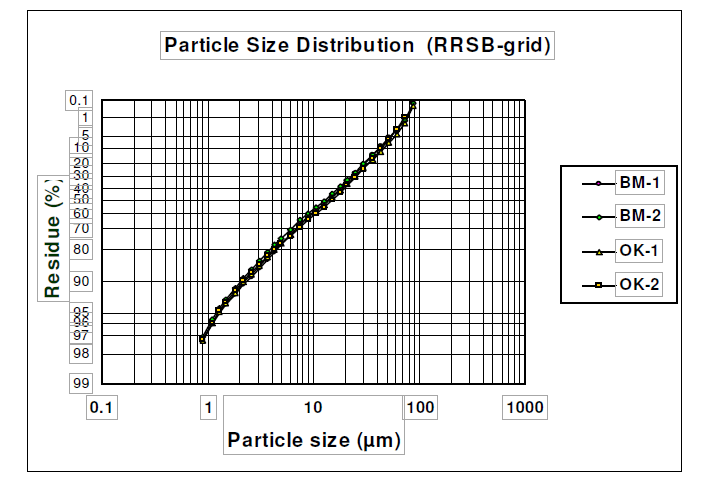
By these measures it has been possible to obtain particle size distributions for cement ground in OK mills similar to those for cement ground in ball mills (BM), as shown in Figure 6.
Figure 6:
It should be noted, however, that operation to achieve a wide particle size distribution (low n-value) has a cost. The measures taken to achieve a low inclination of the PSD curve – i.e. a high dam ring, a high grinding pressure with unchanged feed rate, and a low airflow rate – all result in a lower grinding efficiency and consequently a higher specific energy consumption than achieved with the mill optimised with a view to low energy consumption and a correspondingly steeper PSD curve.
Dehydration of the gypsum added to the cement
In the grinding process heat will be generated and the cement will be heated up. The temperature of the cement leaving the mill will be dependant on the temperature of the materials (especially the clinker) fed to the mill and to features of the mill and the grinding process. It will typically be in the range from 90 to 120 deg. C. At this temperature-level the water of crystallisation of the gypsum added to the mill will partially be lost, i.e. the gypsum will be partly dehydrated.
This dehydration will increase the solubility of the gypsum and make it more effective as retarder for the aluminate reaction in the cement and thus more effective in setting control. Another consequence is a general increase of the strength during the hardening of the cement. However, too high content of dehydrated gypsum can lead to early precipitation of gypsum crystals between the cement grains in the paste and cause early stiffening (false set). Although some dehydrating of gypsum usually is advantageous, too high a degree of dehydration (or too much dehydrated gypsum) can lead to problems.
As less grinding energy is used in producing a cement of a required fineness in an OK mill and the retention time in the mill is shorter, the product will not be heated up as much as in a ball mill. This means that a lower degree of dehydration of the gypsum must be anticipated. This may not be a problem if the gypsum is sufficiently reactive to control the setting reactions, which is normally the case. If in special cases this is not so, different measures may be applied to cope with the problem:
• Addition of more gypsum (if it is possible within the SO3-limit)
• Increase dehydration of gypsum by adding more heat to the mill system
• Addition of a more reactive form of gypsum.
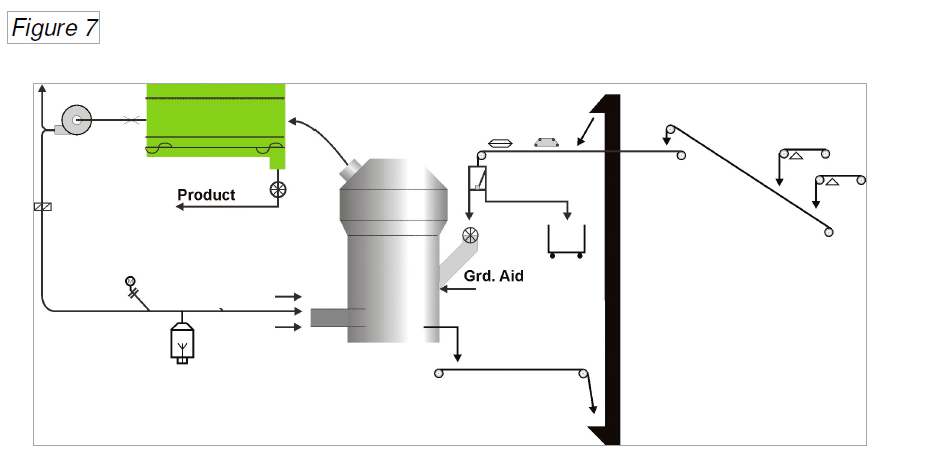
In order to ensure an adequate dehydration of the gypsum also when grinding cement in a vertical roller mill, the lay-out, as shown in Figure 7, is prepared with provisions for recirculation of hot mill exit gas to the mill inlet to maintain a proper temperature in the mill circuit. In case of cold clinker or wet additives in the mill feed material, more heat may be added to the mill system by an auxiliary hot air generator.
If the temperature of the clinker fed to the mill is very high, the mill exit temperature controls a cold air damper at the air inlet to the mill or – in extreme cases – water injection into the mill.
Prehydration of the clinker minerals
Another chemical aspect to be considered in connection with cement grinding is the prehydration of cement particles that may take place during the grinding. The moisture for prehydration can come from moisture in the feed materials, from internal cooling systems, and/or from dehydrating gypsum. The latter is mainly a problem in connection with storage of hot cement in a silo.
Prehydration of cement can, when exceeding a certain level, lead to reduced reactivity of the cement and thus longer setting times and reduced strengths, particularly early strengths.
Prehydration can also enhance the tendency of false set in cement with a high content of dehydrated gypsum.
Prehydration is normally not as problematic in an OK mill as in ball mill systems where internal water-cooling systems are often required. However, if cement is produced at a relative high temperature and still has a lot of gypsum that is not dehydrated, one should be aware of the problem of possible gypsum dehydration coupled with clinker prehydration which can take place during storage in the cement silos. If a problem of this kind is present, it can be remedied by one (or more) of the following options:
• Ensure that the cement is cooled to a lower temperature before entering the silo.
• Provoke a higher dehydration level to the gypsum in the mill (see above).
• Replace part of the gypsum by natural anhydrite.
Comparisons of products from OK and ball mills.
To get an impression of similarities or differences between cement products of the same composition but produced in OK and ball mills (BM) respectively, cement samples from plants having both types of mills producing the same product have been collected and tested. The ball mills in the plants of the tests have all been closed circuit mills. The main results of the comparisons can be read from the following Table 1.
Table 1:
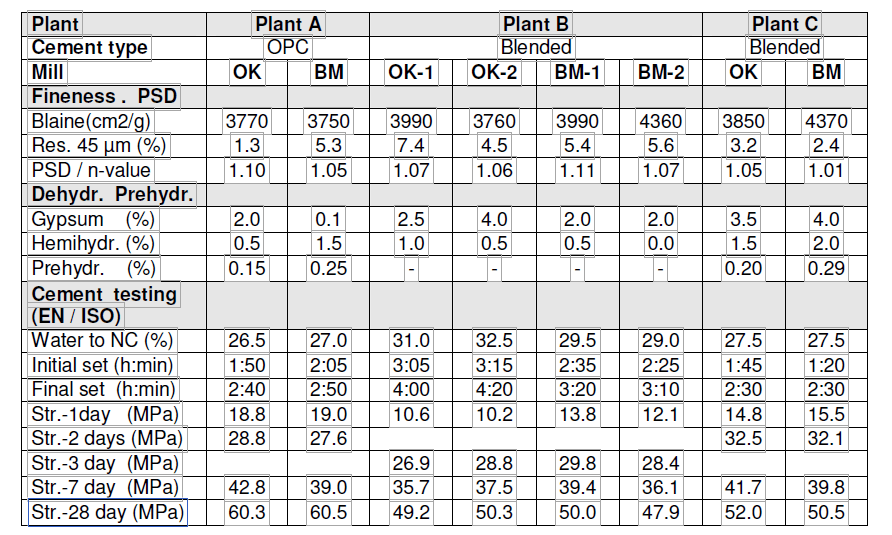
One conclusion from the comparisons is that the quality of cements produced in OK mills is very similar to the quality of those produced in a ball mill grinding installation operating in closed circuit with a modern separator. For the OK mill products, there is a tendency towards a lower dehydration level of the gypsum in the cement and a steeper PSD, but generally the cements end up with very similar cementitious properties. Major differences found were typically caused by other non-mill derived factors such as mix proportions of constituents in product.
That fully acceptable cements can be produced is also supported by the fact that more cement manufacturers already have acquired their second OK mill for their cement grinding.
Cost of operation
Specific energy consumption
The most significant advantage of a vertical roller mill compared to a ball mill system is related to the consumption of electrical energy of the two systems.
The following Table 2 shows samples of performance figures from cement plants operating OK mills as well as ball mills (BM).
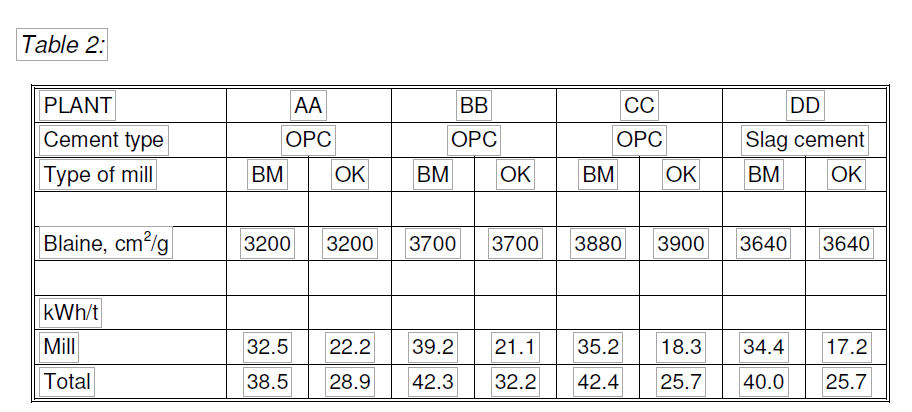
It appears from the table that the specific energy consumption of the OK mill system is 25% – 40% lower than for the ball mill system. The benefit of the OK mill is in particular pronounced when grinding to a high fineness and/or when slag is included in the cement.
Grinding aid
For ball mills grinding OPC to a fineness of up to around 3600 cm2/g (Blaine) grinding aid is usually not required; it may not even be feasible considering the cost of grinding aid.
However, a vertical roller mill for cement grinding generally requires the use of grinding aid to achieve the most efficient operation with a stable grinding bed and a low level of vibrations. Vertical roller mills grinding an OPC of low fineness, say around 3000 cm2/g (Blaine) can operate without grinding aid, but even when grinding to that low fineness, grinding aid improves the output rate as well as the specific energy consumption. Recent experience has shown that water has an effect similar to that of a grinding aid. If conditions, i.e. the combination of clinker temperature, energy consumption and ambient temperature, allow or require water injection in the mill, a part of the grinding aid may thus be replaced by water. The amount of grinding aid that can be substituted by water depends on the feed granulometry, the feed moisture and the product fineness.
The consumption of grinding aid when grinding OPC in a vertical roller mill is typically in the range from 100 g to 300 g per ton of cement.
With respect to the use of grinding aid for grinding of OPC, the ball mill system thus has an advantage compared to the vertical roller mill.
For grinding of slag or slag cement in a vertical roller mill, grinding aid is generally not required.
Fuel for control of mill outlet temperature
As mentioned previously, in order to ensure an adequate dehydration of the gypsum when grinding OPC from cold clinker in a vertical roller mill, it may be necessary to use a hot air generator to provide sufficient heat to the grinding circuit. This will usually not be necessary with a ball mill due to its higher energy consumption resulting in a sufficiently high temperature in the mill.
Grinding of blended cement with wet additives may require supplementary heat from a hot air generator whether the mill is a ball mill or a vertical roller mill. Obviously, also in this case the vertical roller mill will need more heat than the ball mill from the hot air generator.
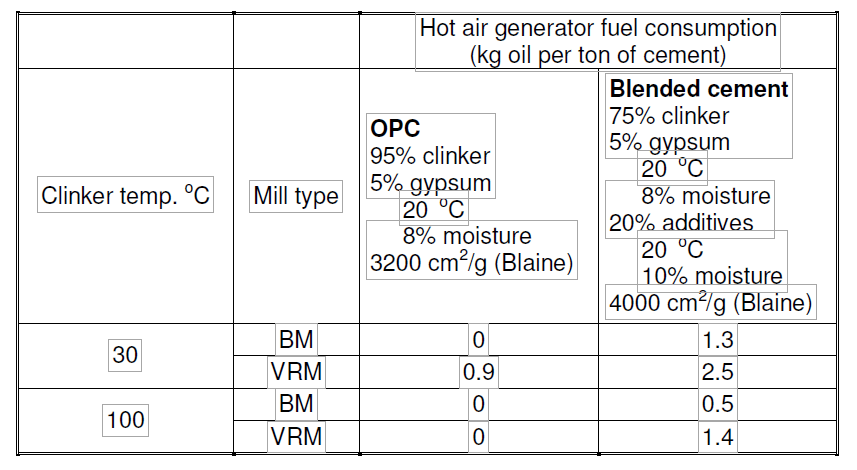
Examples shown in the below Table 3 indicates the fuel consumption for temperature control for the two mill systems grinding OPC and a blended cement.
Table 3:
Water injection for temperature control
For a vertical roller mill, water injection for temperature control is usually not required. The heat generated by the grinding process is low due to the high grinding efficiency, all air to the mill air inlet may be ambient air, and the air flow through a vertical roller mill is much higher than through a ball mill.
For a ball mill the situation is quite the opposite. The heat generated by the grinding process is high and the air flow through the mill is relatively low. Therefore most ball mills grinding OPC operate with internal water cooling. The amount of water required is not only dependent on the clinker temperature, but also on the operation of the separator. The separator circuit may be arranged for air cooling using from 0% to 100% of ambient air for the process.
Examples shown in the below Table 4 indicate the amount of water required for internal water cooling in a ball mill dependent on clinker temperature and mode of operation of the separator. The figures are calculated on the basis of typical clinker grindability and grinding to a fineness of 3200 cm2/g (Blaine)
Table 4:
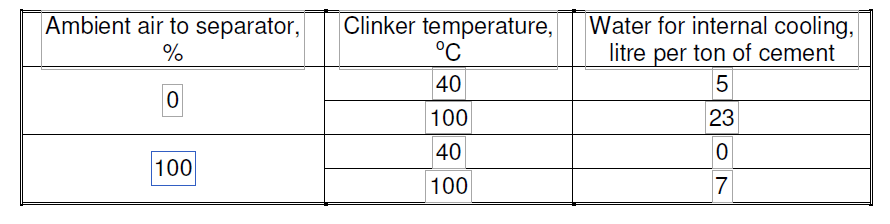
Full air cooling in the ball mill separator, i.e. 100 % ambient air to the separator, will not only reduce the requirements to internal water cooling in the mill, but will also make a powder cooler for the final product redundant.
Versatility
A vertical roller mill is a very versatile mill capable of grinding a wide range of products. The OK mill has proved suitable for grinding not only pure slag and Ordinary Portland Cement, but also blended cements with a wide range of additives such as slag, pozzolana, limestone and fly ash. Several OK mills grind two or more products in alternate grinding. Shifting from one product type to another is easy and with only a very short transition period. A decided advantage of the vertical roller mill compared to a ball mill is its ability to dry feed materials with high water content, like for instance slag. Further, the operational parameters of a vertical roller mill are easily adapted to suit alternative products. Even adjustment of the dam ring, should that be required, is an easy task compared to moving the diaphragm of a ball mill. With respect to versatility the vertical roller mill can thus be considered to be superior to the ball mill.
Upgrading
Over the last two decades quite a large number of ball mill installations for cement grinding have been upgraded by installation of pre-grinders, mostly roller presses.
Dependent on the complexity of the upgrade the system capacity may be increased by, say from some 30% up to around 100%.
This option may not only be interesting as regards existing ball mill installations, but may even be taken into consideration in relation to new installations that are included in a two-phase investment program, i.e. a low capacity first phase engineered with a view to the second phase – a later upgrade.
Such a scenario is not applicable to a vertical roller mill system.
Maintenance of wear parts
Wear parts for a ball mill, i.e. grinding balls, liner plates and other mill internals are either very easy to maintain or they have a long life time. The grinding charge is simply maintained by adding more grinding balls to the mill as the mill charge becomes worn and the power consumption and the output capacity decrease.
Liners and mill internals for the first compartment have typical lifetimes from at least two years (grate plates for the intermediate diaphragm) to around 5 years (shell liners). Parts for the second compartment last even longer, typically from around 4 years (outlet grates) to around 9 years (shell liners).
Also for a vertical roller mill the performance will deteriorate as a consequence of progressive wear of the grinding parts. This, however, is not only reflected in a reduced capacity, but also in a higher specific energy consumption and a higher level of mill vibrations.
Works for remedy of progressive wear of the grinding parts for an OK mill may involve reversal of roller segments, hardfacing of roller and table segments and/or eventually replacement of worn out parts.
These works are obviously more complicated than just adding more balls to a ball mill.
However, the wear rate for grinding parts of an OK mill grinding OPC is fairly low and maintenance of wear parts, i.e. reversal, hardfacing or replacement, can usually be scheduled to take place say once per year to follow the plant’s kiln maintenance program.
The wear rate measured in gram per ton of cement produced is much higher for a ball mill than for a vertical roller mill. However, the unit cost for wear parts for a ball mill is much lower than for a vertical roller mill.
For a ball mill grinding OPC to a fineness of 3200 to 3600 cm2/g (Blaine) the cost of wear parts (ball, liners and mill internals) is typically 0.15-0.20 EUR per ton of cement.
For an OK mill grinding a similar product, the cost of wear parts depends on the maintenance procedures, i.e. whether hardfacing is applied. If hardfacing is not applied the cost is as for the ball mill, i.e. 0.15-0.20 EUR per ton of cement. If hardfacing is applied, the corresponding figure will be 0.10-0.15 EUR per ton of cement.
Costs of equipment and civil works
The total specific costs associated with a new mill system can be broken into the following sections:
1. Equipment
2. Civil works
3. Erection
Relative equipment costs of the two alternative grinding systems – the vertical roller mill system and the ball mill system – depend on a number of factors such as the application; whether a separate drying facility is required for the ball mill, system capacity, requirements with respect to country of origin of the equipment and a number of other factors. The comparison of equipment costs outlined in the following is based on mills grinding OPC, i.e. without separate drying facilities for the ball mill, and with most of the equipment being of European origin. Relative equipment costs estimated on this basis are fairly constant irrespective of location of installation.
In contrast to equipment cost, the costs for civil works and erection show large regional variations. Further, the specific details of building requirements vary from plant to plant. Predominant climatic and weather conditions will have a significant impact on the final building design, and ball mill and vertical roller mill installations have significantly different foundation and layout requirements.
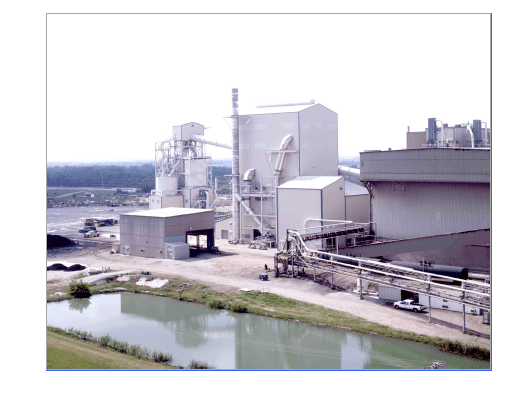
In general, ball mill grinding systems are fully enclosed in a building regardless of geographic location or predominant weather conditions. The use of a building has as much to do with noise abatement as with protecting the equipment. The ball mill area is one of the noisiest parts of a plant with a noise level over 100 dBA. By enclosing the mill it is possible to obtain a reliable control of noise emissions to the surrounding environment. Figure 8 shows the exterior of a ball mill building.
The size of the ball mill building when the system is fully enclosed will be dictated by the equipment footprint and elevation. The foundations for a ball mill system consist of multiple piers for the mill supports, drive, reducer and fan.
Figure 8:
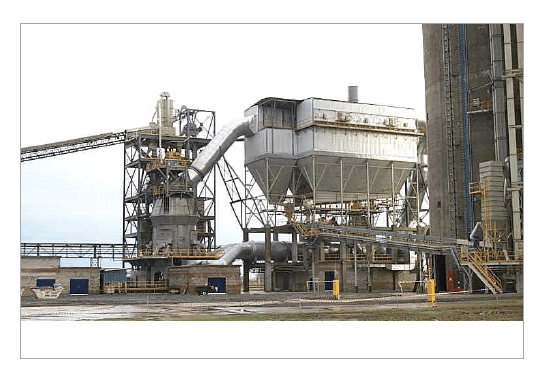
Cement vertical roller mills are not typically fully enclosed in a building (Figure 9). In many cases the mill is covered with a roof to protect the separator drive. The noise level from a VRM is significantly lower than a ball mill, typically 80 – 85 dBA, and does not require the same noise protection. In areas of high precipitation or extreme weather conditions such as sub-freezing temperatures an enclosure may be required; however it is not the standard. The equipment footprint for a VRM is more compact than a ball mill; there is only a single foundation for the mill and one for the mill fan.
Figure 9:
Comparison of relative prices:
The price comparison below comprises
• a ball mill with side drive in closed circuit with a high efficiency separator enclosed in a building. Installed ball mill power: 7430 kW. System capacity: 220 t/h.
• a vertical roller mill installed with a minimum of civil works, i.e. as shown in Figure 9. Installed mill power: 3750 kW. System capacity: 204 t/h
The comparisons are exclusive of mill feed arrangement, silo battery for mill feed materials, cement transport and cement silos, as these items are identical for the two systems.
In the following “Specific price and weight” means price and weight per ton of cement produced.
Specific equipment price and weight (with equipment of European origin):
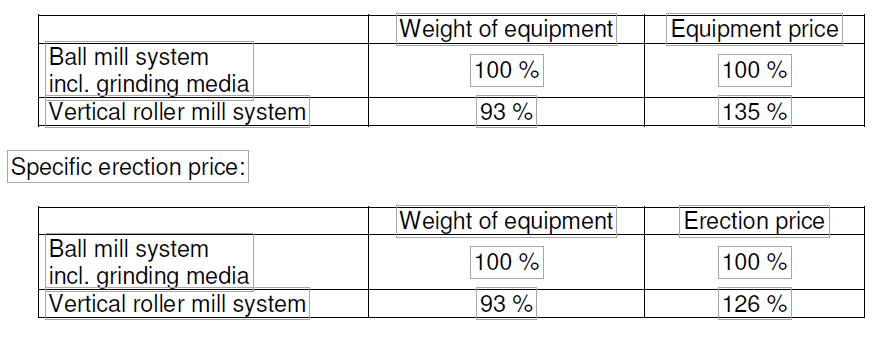
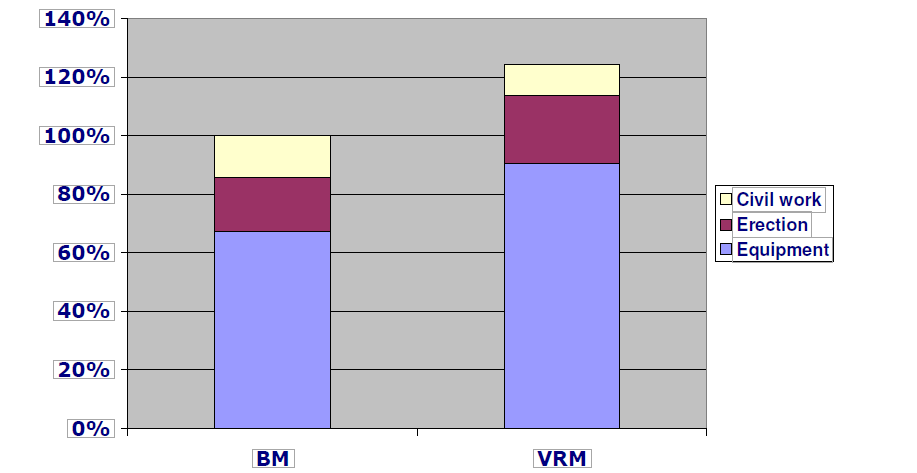
It should be noted that grinding media make up around 40% of the weight of equipment procured and erected for the ball mill system, which explains why the unit cost for equipment and erection is significantly higher for the vertical roller mill system than for the ball mill system.
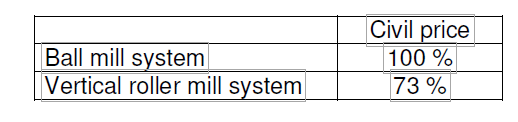
Specific price for civil works:
Since erection prices and price for civil work show large regional variations it is not possible to make a globally applicable comparison of total prices.
However, to give an example of the relative total prices Figure 10 below has been prepared on a basis of European prices for equipment, erection as well as civil works. In many countries prices for erection and civil works may be significantly lower.
Figure 10:
Relative specific costs, %
Conclusions
Vertical roller mills and ball mills represent two clearly distinct technologies. However, with proper adjustments to the operational parameters of the vertical roller mill almost identical cement properties can be achieved by the two mills that satisfy the cement user’s demands.
Nevertheless, the two types of mills have their distinctive merits.
The grinding efficiency of the vertical roller mill combined with an ability to grind, classify and – if required – dry within a single unit gives the vertical roller mill system a decided advantage over a ball mill system.
However, the grinding process applied in a vertical roller mill has the effect that the vertical roller mill is more sensitive to variations of mill feed quality and mill feed rate than a ball mill, which makes the ball mill easier to operate. Likewise, in terms of ease of maintenance, the ball mill has an advantage over a vertical roller mill.
Aside from the consumption of electrical energy, in which respect the vertical roller mill is superior compared to a ball mill, other factors – although to a lower extent – affect the cost of operation, such as cost of grinding aid, cost of fuel for a hot air generator and cost of water for cooling.
Cost of maintenance related to the two mill systems is quite similar and therefore a factor of minor significance for a comparative evaluation of the two systems.
Compared to a ball mill, a vertical roller mill is a very versatile mill suitable for, and easily adaptable to, a wide range of products. However, a ball mill can be subject to an upgrading to a higher capacity, which is not an option for a vertical roller mill.
Although cost of erection and cost for civil works show large regional variations the total cost of installation is in most cases somewhat higher for a vertical roller mill system than for a ball mill system.
It appears that quite a number of factors should be taken into consideration to make a comparative evaluation of a vertical roller mill system and a ball mill system for cement grinding although cost of electrical energy and total installation cost may be the most significant. Since the significance of those factors may vary substantially dependent on the location of the installation, it is not possible to make a ranking order for the two grinding systems that is globally applicable. Such evaluation must be made for the specific project taking into consideration that the effects of the various factors depend on local conditions and specific demands.
CLICK HERE NOW TO DOWNLOAD MOST IMPORTANT BOOKS IN CEMENT INDUSTRY + PRACTICAL EXCEL SHEETS TO HELP YOU IN YOUR DAILY WORK