Contents
Bucket ELEVATOR TROUBLESHOOTING Causes, Effects, Solutions
CLICK HERE NOW TO DOWNLOAD 25 MOST IMPORTANT BOOK EVER MADE IN CEMENT INDUSTRY & EXCEL SHEETS FOR OPERATION CALCULATIONS.
Three Categories
- Discharge ( Down-legging – Back-legging)
- Bucket Filling ( Uneven Fill – Incomplete Fill )
- Premature Bucket Failure ( Wear – Cracking )
Discharge Back-legging
-Back-legging describes elevated material falling down the up leg.
-Causes
- Speed too fast
- Buckets worn
- Obstruction in head or throat
- Pressure vent or internal structure
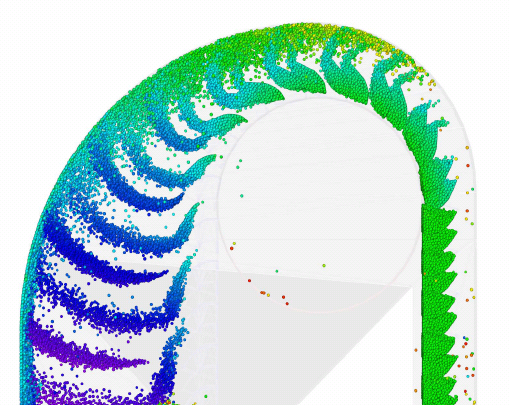
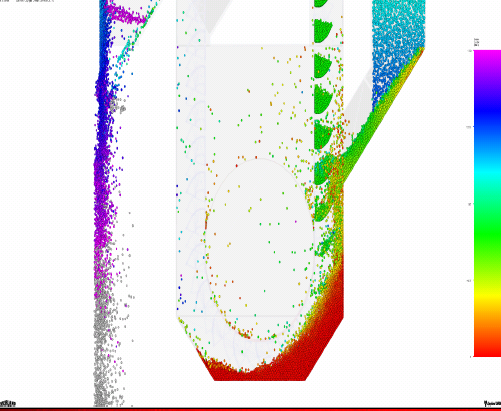
Typical throw Pattern for High Speed Grain Leg
Shroud in Head
Helps control material flow and reduce discharge problems

Discharge Down-legging
Down-legging describes elevated material falling down the down leg.
-Causes
- Speed too fast/slow
- Wiper damaged or missing
- Throat position too high
- Buckets un-vented
- Obstruction in Throat
- High moisture/Sticky Material
- Air Pressure in Leg
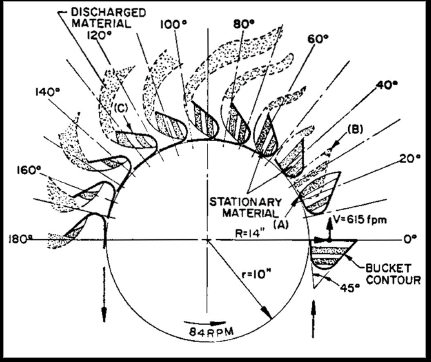
Bucket Discharge
- The point at which material starts to exit the bucket is determined by belt speed, and commodity being conveyed.
- A high speed elevator will begin to discharge at about 30-40 degrees before top dead center
- Complete discharge should occur at approximately 100 degrees below top dead center.
CLICK HERE NOW TO DOWNLOAD 25 MOST IMPORTANT BOOK EVER MADE IN CEMENT INDUSTRY & EXCEL SHEETS FOR OPERATION CALCULATIONS.
Discharge Position
- As speeds and capacities have gone up, throat position has gone down
- Most manufacturers have a minimum position of 45̊ below centerline of head shaft
Bucket Discharge
- In theory, capacity can be gained by increasing belt speed.
- Practical application can be tricky
Speed Increase Effects
- Earlier Discharge
- Higher throw trajectory
- Increased air volume
- Reduction of time window
- Increase in commodity damage
Bucket Fill Problems
-Causes
- Misguided inlet
- Buckets un-vented
- Pulley/inlet position not optimal
- Speed too fast
- Vertical spacing
- Buckets worn
- Obstruction
-Upside Feed Optimal Pulley Position
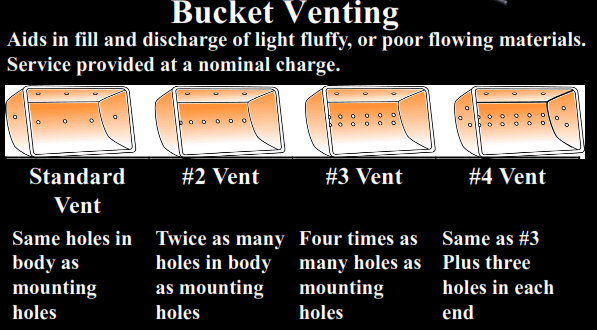
To Vent or Not to Vent
- Conveying meals or soft stock materials
- Sticky or high fat content
- Any light test weight materials
- Powders or flours
- WHEN IN DOUBT, VENT YOUR BUCKETS!
Bucket Venting
PREMATURE BUCKET FAILURE
-Causes
- Improper hardware selection
- Over-torqued hardware
- Incorrect bucket or belt size
- Misaligned belt
- Excessive digging
- Poor inspection practices
-Solutions
- Must install a locking device
- Use proper torque settings
- Ensure buckets and belting are proper widths
- Install digger buckets
- Regular inspections to replace damaged buckets
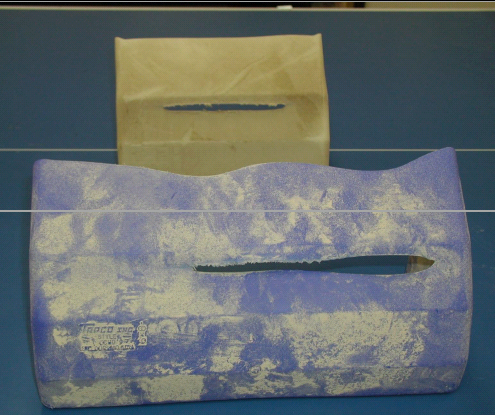
Excessive Bucket Wear
- Misguided or poor feeding
- Improper bucket Material
- Application tends to cake or build up in trunking
- Severe downlegging causing heavy digging
-Bucket with holes in belly
Urethane buckets in mash leg at Prestage Farms.

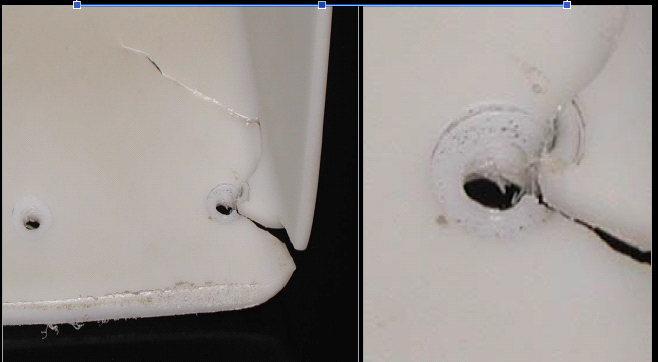
-Cracked bolt holes
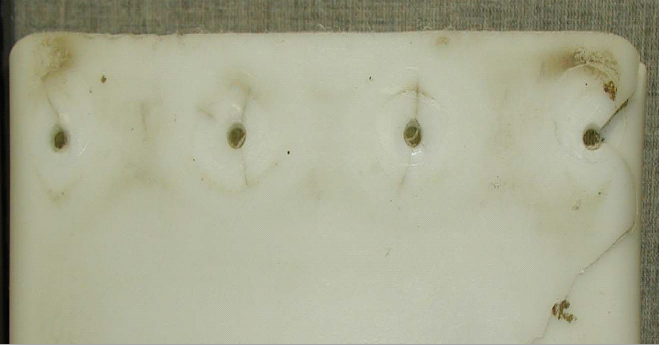
Cracked Bolt Holes – Cause
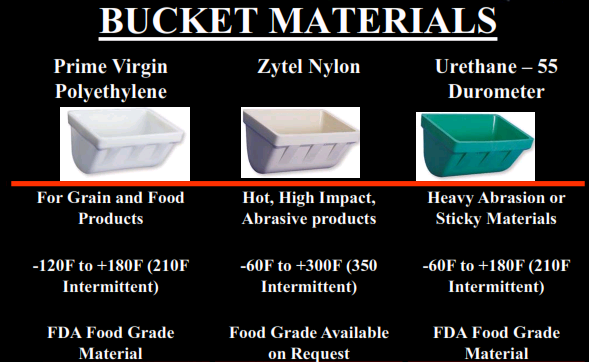
BUCKET MATERIALS
- Prime Virgin Polyethylene
- Zytel Nylon
- Urethane – 55 Durometer
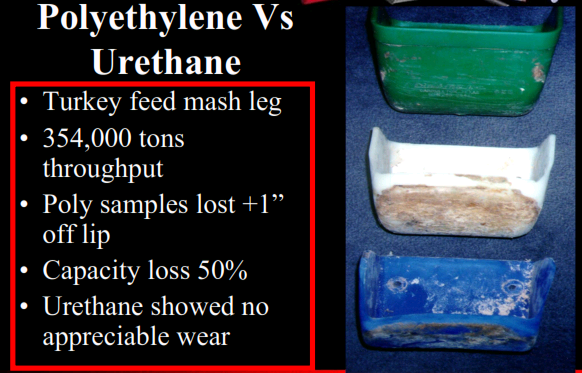
Polyethylene Vs Urethane
The Cost of Bucket Wear
- 10×6 poly bucket
- 10×6 poly bucket
- 1” wear on front lip =164.15 cubic inches
- 1” wear on front lip =164.15 cubic inches
- Water level new = 356.4 cubic inches
- 1” wear on front lip = 265.35 cubic inches
- ,Loss of 25.5%
CLICK HERE NOW TO DOWNLOAD 25 MOST IMPORTANT BOOK EVER MADE IN CEMENT INDUSTRY & EXCEL SHEETS FOR OPERATION CALCULATIONS.
Flyash elevator tripped again and again by zss fault and bottom boot got full from flyash