Contents
Advanced Training for Kiln Burner Training (For Burner Operators Only)
I. overview of the kiln
1.Kiln Has To Be Reliable and Economical
A good kiln should be able to fire ceramics up to maximum temperatures in the range of 1400˚C
and have the ability to show temperature to the accuracy of 1˚C. A temperature of 1400˚C is a
very high temperature and very few metals and materials can withstand that. A good kiln has to be
reliable and economical in terms of fuel cost.
2.Types of Kilns
There are electric fired kilns, gas fired kiln, wood fired kiln, oil fired kilns and coal fired kilns.
Today, firing kilns with wood, coal and oil is like being an old alchemist, whilst firing kilns with
electricity and gas is like being a modern day chemist who has a great degree of control over the
end results.
2.1.Electric Kiln
kilns operated by electricity were developed in the 20th century, primarily for smaller scale
use such as in schools, universities, and hobby centers. The atmosphere in most designs of
electric kiln is rich in oxygen, as there is no open flame to consume oxygen molecules, however
reducing conditions can be created with appropriate gas input
As soon as your kiln reaches the temperature of 1100˚C, every 1˚C rise in temperature requires
your kiln to draw energy at a very high rate. Depending on the size of your kiln, you can build
temperatures very fast up to 1100˚C using a single phase source of electricity but after 1100˚C
you may need three phase source of electricity (today, electricity is no longer distributed using two
phase alternators). The logic is that the energy needed to raise the temperature from says 1200˚C
to 1210˚C is far much more than the energy needed to raise temperature from 30˚C to 40˚C (this
is especially serious in gas fired kilns as the more gas you add means more cooling) – really? –
yes, the rate of energy loss to the atmosphere increases more at that point and you can only
control the heat loss rate only if you can increase the atmospheric pressure, which you can’t. If
your power source can not allow you to draw that extra power surge, then forget about reaching
stoneware and porcelain temperatures. If you must use a medium to large size kilns, then you
should have electricity power supply in 3-phase, otherwise go for small sized kilns. The other big
drawback with kiln fired with electricity is that it is a bit difficulty to create a reducing firing
atmosphere – you do it by adding moth balls which can strike on electric filaments. A reducing
atmosphere is the creation of an atmosphere inside the kiln that has reduced oxygen so that the
metal oxides can fuse in clay in beautiful colours that you like and that you can not get in an
oxidizing atmosphere.
2.2.Gas Kiln
Gas kilns are the most popular type of fuel kilns used today. If you’re looking for a way to add a
whole different dimension to your ceramic art then you’ll want to investigate gas kiln firing. With
gas firing, you can control the atmosphere your work is exposed to, which directly affects the final
outcome of your glazes and clay bodies. Here you’ll find expert advice from ceramic artists and
potters who use gas kiln firing to add a unique dimension to their work
Gas kilns are heated by either natural gas or propane. The gas is delivered through pipelines
and travels to burners that mix the gas with air. Natural gas is often preferred when operating gas
kilns, as it is safer for the environment and is easier to manipulate and disperse due to its light
weight. Many potters prefer gas kilns because they facilitate reduction firing, which allows more
color manipulation and control over heat. Gas kilns require venting and are often installed
outdoors
2.3.Oil Fired Kilns
Oils are organic and carbon based, they burn readily. Until recently, all kilns were Oil burning;
even now when we have ready access to easily fired electric kilns, many ceramists continue to
use Oil-burning kilns: this kind of firing has an enduring appeal.Very simply, there are certain kinds
of visual effects that can only be obtained from a fuel-burning kiln.
In updraft kilns the firebox is at the base of the kiln: the flame moves up through the ware to an
exhaust and a chimney at the top of the kiln. In kilns of the crossdraft design the flue is on the side
of the kiln – the side opposite the burners – so the heat travels through the ware and is then drawn
up the chimney. In downdraft kilns the flame begins at a firebox in front or on the sides of the firing
chamber. It is directed up over the ware and then back down again through the ware. The flame
is exhausted into an underfloor chamber and from there is drawn up the chimney. The crossdraft
and downdraft designs are the most complex and efficient: it is much easier to reach the high
temperatures required for stoneware and porcelain temperatures using kilns of the crossdraft and
downdraft type.
Most fuel-burning kilns are built by the ceramist rather than a commercial firm. To build them
requires knowledge, time, and skill. Many kilns are the result of innovative and creative thinking
and have a real impact on the life and work of the ceramist
We have two oil fired kilns from IPEG company. So we focus research anh learn about it to
achieve better results when the kiln operation
II. Burner Of Kiln
1. Parts of kiln.
– Fuel supply system: Electric pump, minimum pressure switch, pressure
gauge,filter,…. In this system, the burners are
supplied with liquid fuel, which circulates by
means of a pushing unit made up of a pump, taking
the liquid from an auxiliary tank and sending it, at
a max.pressure of 10 bar, to the kiln main manifold
– Air system : air valve (solenoi valve), combustion fan, atomizing fan,…
– Fuel system : fuel filter, solenoi valve, Ratio ……..
– Electric system : Burner control Box, Flame detector (sensibility probe UV2), Ignetion
Electrode….
2. Fuel supply system
Here below are some simple remarks concerning this system.
The kerosene suction pipe must have a perfect sealing, as even the smallest air
infiltration would reduce the sucked flow rate passing through the burner system,
until annulling it.
A misalignment should always be avoided; possibly the suction pipe joints should
be made through truncated-cone fittings.
The kerosene oil bottom suction valve, with relevant filter, must be positioned to
avoid possible turbulences that can create possible air inlets and at a distance
from the bottom that avoids possiblecondensate water inlets as well: these bottoms
should be kept perfectly cleaned, to avoid sucking impurities.
If the pump operates with suction under pressure or closed circuit, it’s advisable
to install a lock valve on the suction pipe; if instead it operates with vacuum
suction, this valve shouldn’t used. Anyway, aperfect sealing of the stuffing box of the
lock valve should be kept, to avoid air inlets.
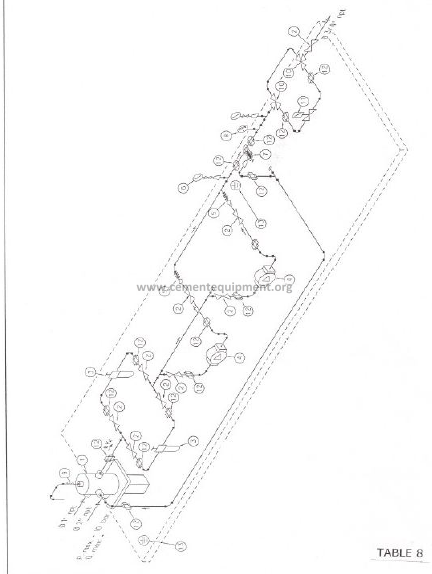
TABLE OF THE FUEL SUPPLY UNIT COMPONENTS:
-Pos. 1 – degasser tank
-Pos. 2 – kerosene on-off ball valve
-Pos. 3 – kerosene filter
-Pos. 4 – Electric pump, capacity = 1500 l/h – 1.5 kW
-Pos. 5 – check valve
-Pos 6 – pressure gauge with cock
-Pos. 7 – flow rate adjuster
-Pos. 8 – minimum pressure switch
-Pos. 9 – ball valve for tank gas vent
-Pos. 10 – three-way ball valve
-Pos. 11 – safety solenoid valve
-Pos. 12 – three-part joint
-Pos. 13 – grounding
3. Air system
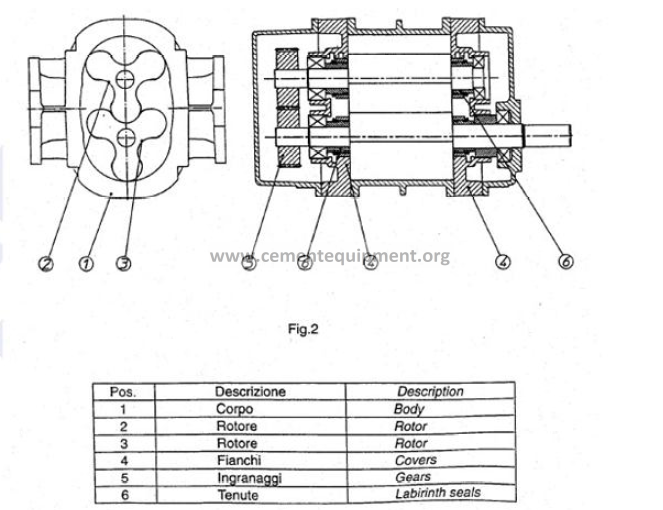
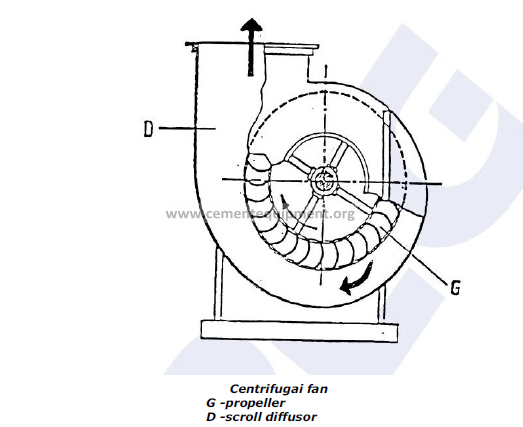
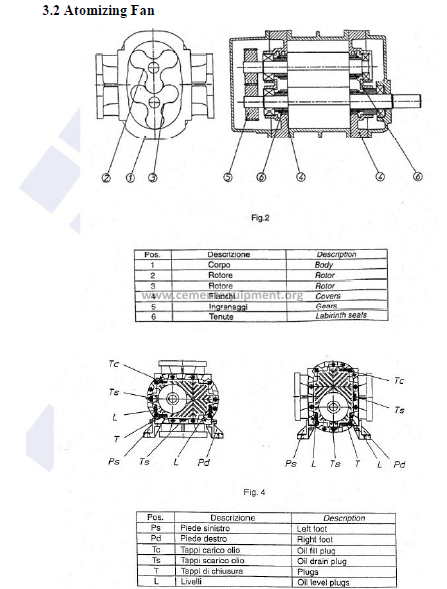
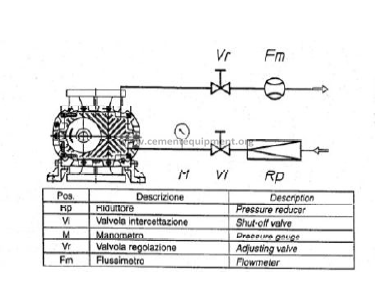
3.1 Conbustion Fan
The centrifugal fan installed on the kiln with the double function of combustion and
cooling air is of the high head type.
A common feature for all the fans is that the vacuum created in the central point because
of the propeller generates an air flow entering the fan axially and exiting radially. As
manifold for such air flow exiting the wheel a scroll diffuser is used, that is also used for a
pressure recovery, that is an increase of the fan static pressure.
The blades of this fan are “flat and reversed” and enable, with the same motor power, to
reach high performance. The building structure of the used fan is directly coupled with the
motor. The motor bearings are life lubricated with a remarkable grease reserve. The
labyrinth seal ring prevents the grease from being contaminated, ensuring an efficient
lubrication in time.
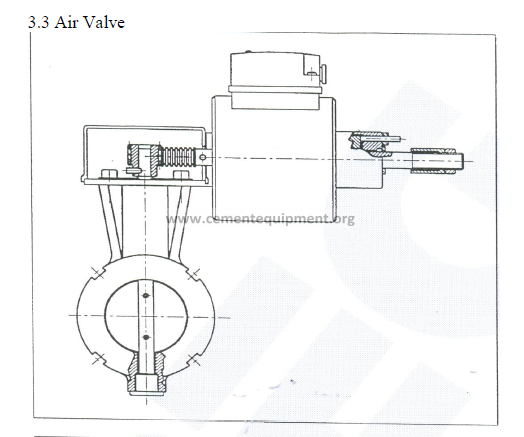
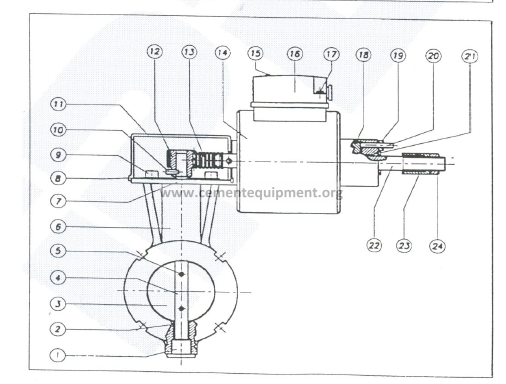
Assembly
The solenoid valve standard position is vertical (the electromagnet is vertical). The solenoid valve has a flow
direction, thus it must be fitted according to the printed instructions.
Capacity adjustment
The (min. and max.) capacity adjustment is made by the screws and lock nuts ( 19-20 and 23-24) places
at the back of the electomagnet.
It is advisable to carry out the capacity adjustment while the burner is opereting
Cleaning and maintenance
Maintenance must be caried out inside the terminal board box(11) , disassenble the letter and remove
dust and possible foreign bodies.
Grease the gears (12-13) again and reassemble the box.
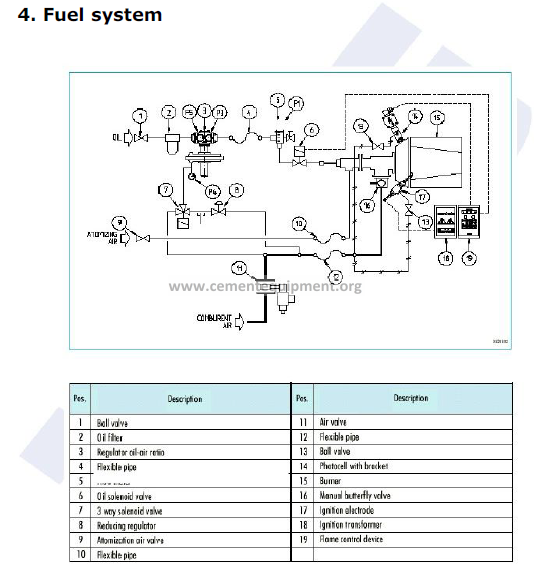
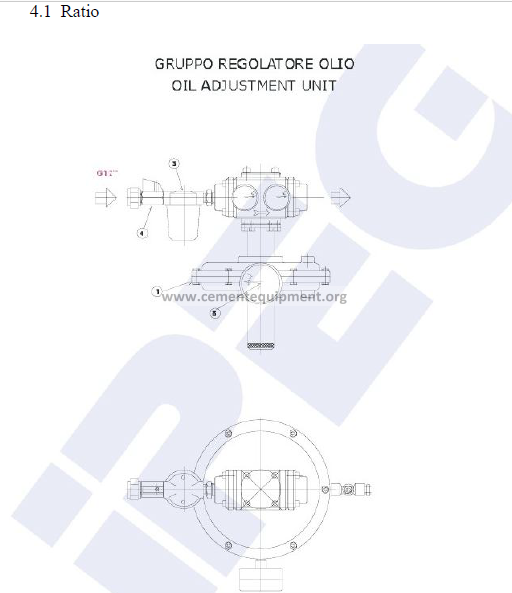
TABLE OF THE COMPONENTS FOR THE OIL ADJUSTMENT UNIT
Table no. 15
Pos.1 – flow adjuster
Pos .2 – kerosene filter 1/4”
Pos. 3 – ball valve 1/4”
Pos.4 –
Pos.5 –
Pos.6 –
Pos.7 –
Pos.8 – pressure gauge, scale 0-10 mbar
The RFG adjuster is used as fuel flow proportioner in the oil modulating burners. A
pressure signal is taken from the comburent air pipe and, applied to the adjuster directly
or indirectly, defines an oil outlet pressure that is proportional and steady to the signal.
The capacity variation is obtained by the servocontrol of the combustion air valve,
operated by the temperature adjuster and by the logic electric control. The direct pressure
signal can be by-passed
by a three-way valve and maxitrol adjuster(indirect type).
A constant oil pressure is required at the RFG inlet. A variation of 0.35 bar at the inlet
can cause a 2% error in flow control.
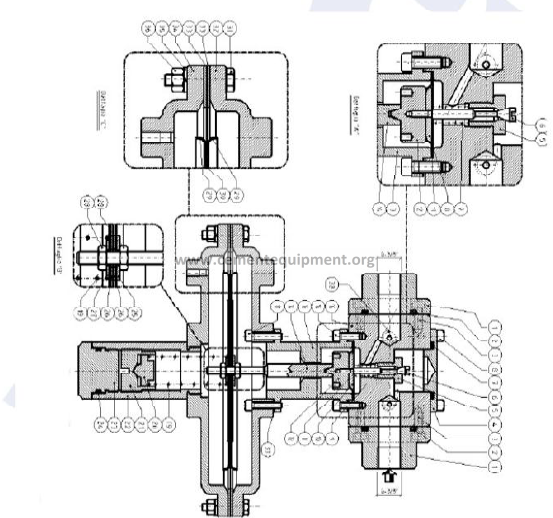
The comburent air pressure, through the charging line, operates on the main diaphragm,
opening the housing of the kerosene flow adjuster valve.
Air pressure from the load line forces the main diaphragm upwards opening in the outlet
chamber applies pressure on the oil piston which opposes movement of the main
diaphram and tends to close the oil outlet valve.
Since the main diaphragm has an area 30 times larger than the piston area, oil flows
from the regulator at a rate that produces an outlet oil pressure 30 times the inlet air
pressure.
The regulator should be installed in a horizontal line with the adjustment stem down.
The arrow cast on the valve body indicates direction of flow
.
Inlet oil pressure to the regulator should be 0.7 bar higher than the maximum outlet
pressure.
A filter must be installed upstream of the regulator to prevent clogging of the valves.
STRAINER FILTERS WITH FILTERING ELEMENT IN WIRE GAUZE
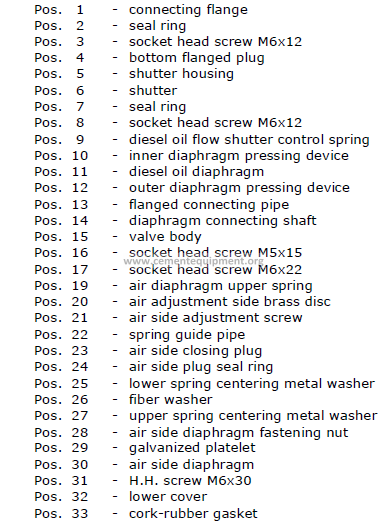
TABLE OF FLOW ADJUSTER COMPONENTS
Table no. 16
Assembly, maintenance and cleaning
The flow direction, indicated by an arrow on the filter, must be respected scrupulously.
The filters can be installed in any position, however we recommend to mount them in
vertical position, with the
cup turned downwards, in order to facilitate the separation of the water traces and the
deposit of the filtered impurities. Due to their constructive simplicity and their high
reliability the filters don’t need any maintenance.
For their cleaning it is sufficient to screw out the drain plug placed under the cup.
For a more complete cleaning, screw out the screws on the cover, take away the cup,
wash accurately the filtering element with gas-oil or gasoline and blow compressed air
from inside to outside, mount the whole and control that the seals are good and in their
place.
For the models without drain plug, remove the cup as indicate above.
For the model 70450, screw out the cup by taking it manually, clean as indicated above
and reassemble by tightening moderately.
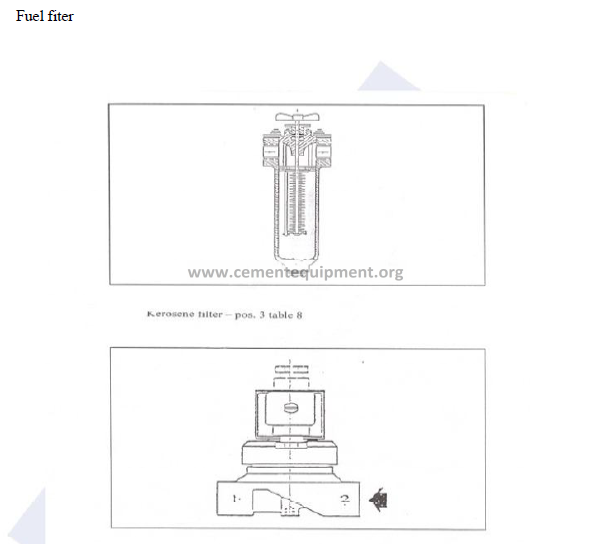
4.2 Fuel Fiter
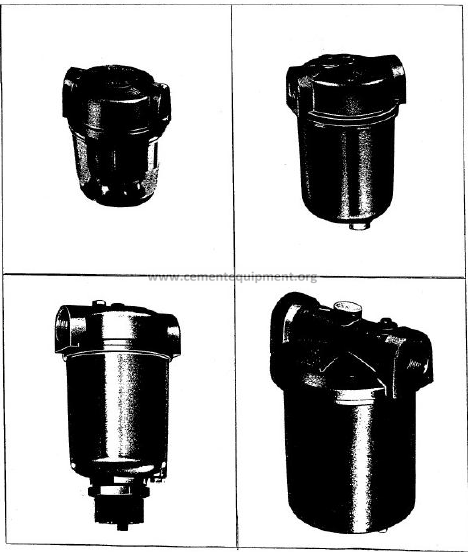
Diagram of flow and loss of head referring to filters for gas oil and fuel oil.
The flow of the scale N. 1 referring to the viscosity 1,5 Engler degrees hasbeen got by
utilizing cartridges with filtering degree of mm. 0.1
The scales N. 2 and N. 3 referring to the viscosity of 3 Engler degrees and 15 Engler
degrees have been got with cartridges having filtering degree of mm. 0.3.
All tests have been made with filters having the biggest connections foreseen from
production, and with filtering cartridge perfectly clean.
Eventual choices of filters with reduced connections (inlet and outlet) will
influence negatively on the flow or loss of head; furthermore, it is opportune to bear in
mind, in order to avoid of doing frequent cleanings, to size rightly the filter, according to
the type of fluid to filter.
4.3 Three-way-valve
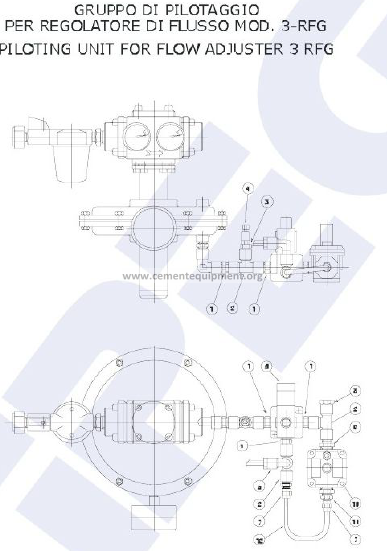
TABLE OF THE COMPONENTS OF THE PILOTING UNIT FOR FLOW
5. Electric system
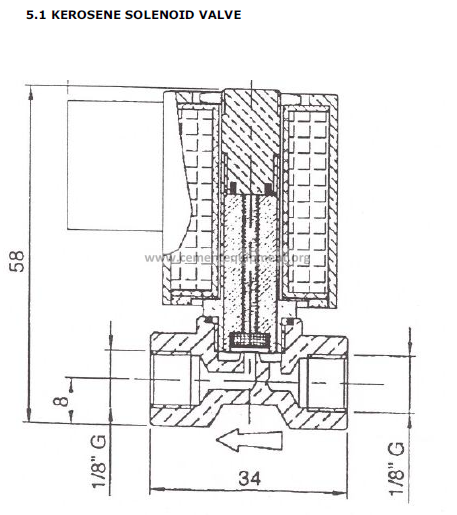
Is a normally one-way solenoid valve with direct action. Applications as The body is of stamped
brass, the core is blued steel and the seal is synthetic rubber which is suitable for use with air, natural
gas, petrol, chlorate thinners, alcohol, light distillate oils and other fluids compatible with the above.
Not suitable for use with water.
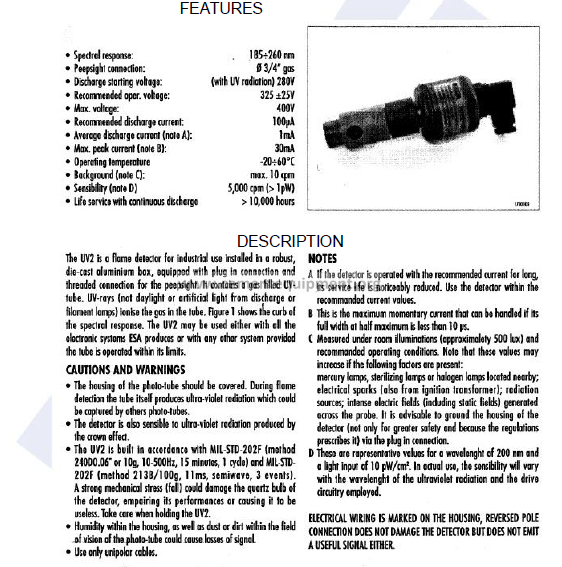
5.2. HIGH SENSIBILITY PROBES UV-2 SERIES
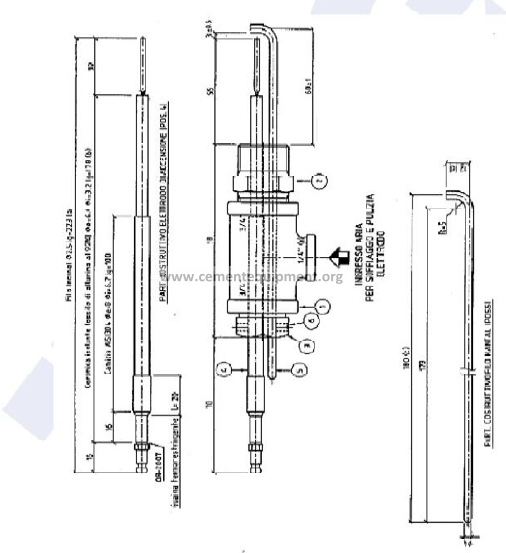
5.3. IGNITION ELECTRODE
5.4. MICROPROCESSOR-OPERATED BURNER CONTROL DEVICE – ESA ESTRO SERIES
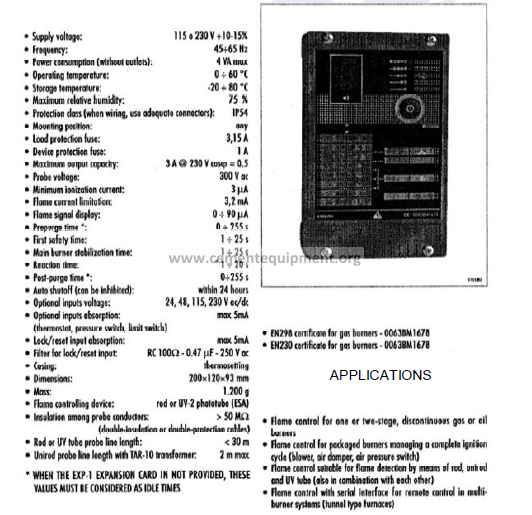
Aplications.
Esaquad is designed for the management of a the directly ignited sign burner, with UV scanner or
Flame rad detaction (flame rad can even be shared with the ignition rad)
Since time and cycle can be progammed, the same device can be used to control any gas and oil burner
and meet al relevant requirement. Some application standard, wheareas others are available for
programmation by user , who can change the several funtion of the equiment to fit its application
requirements.
The front plate is equipped with a LED-bar flame signal indicator An advance self-diagnostic system
provides the display of either the cycle status, the cause that produced shutdowns or the immediate
diagnostic of the fuilures that effect the equipment or th burner.
Remove control and supervision of the burner can be im plemented through traditional electrical
wiring, or through buit-in communication line , which provides an easy management of multiple-burner
systems featuring great simplicity and low cost. The pull-out terminal blocks allow the control device to
be easily replaced during maintenance operation.
6. Setup to the burners
The adjustment system is pulse type (“PULSAR”) with three stages: OFF – LOW FLAME (stoichiometric
or oxidizing) – HIGH FLAME, with a reciprocal cycle by groups of individual burners or in pairs.
In the high and low flame stages, by increasing or decreasing the combustion air pressure, different
potentiality levels can be selected; spray-drying air is fixed.
6.1 Preheating drying step
The switching-on of each single burner occurs with the max. quantity of combustion air
and kerosene.
Data with max. Capacity:
Max. combustion pressure 40-50 mm H2O
Max. direct charging air pressure 500 mm H2O
Max. kerosene pressure 1.5 bar (2.5 l/h)
After 3”, air feeding on the flow adjuster from direct into indirect, with exchange on the 3-way
solenoid valve.
The status of burners on has a min. kerosene quantity and combustion air excess, alternated with off
burners and air min. flow rate.
Data with burner in air excess:
Comburent air pressure 40-50 mm H2O
Charging air pressure on the kerosene flow adjuster 150 mm H2O
Kerosene pressure 0.6 bar (1-1.5 l/h).
6.2 Firing step
The alternation of the burners occurs between one burner at max. capacity and two burners with
min. combustion air and kerosene capacity: