Contents
Optimizing operation conditions in the kiln to maximize production& achieve maximum energy efficiency
Before explaining the control variables one has to understand first the meaning of a variable and a controller.
So what is the meaning of a variable?
A variable is a physical quantity that can be measured and /or changed; like weight, pressure, temperature, speed, level, flow, etc.
What is a process control?
A process control is the regulation of the physical variables to obtain a desired end result.
Then the following question should also be answered
What are the goals of process control?
Process controls are for Optimizing operation conditions in the kiln
1- to maximize production.
2-to achieve maximum energy efficiency.
1.BURNING Zone Control
Burning zone temperature is not only one of the most important kiln control variables we have in any rotary kiln system, but
but it is also the hardest and difficult to control, understand and monitor. Now, rotary kilns are equipped with state of the art technology for measuring the different temperature and pressures etc. needed to control burning zone temperature.
Even with the help of this technology, the operator should be trained to be able to make use of these instruments to evaluate the data provided to be able to control the situation in the burning zone.
Apart from this the kiln operator should be trained also to make visual inspection of the burning zone The interference of dust coming from the grate cooler with the secondary air, shifting of the burning zone caused by change in burnability of the raw mix or change flame characteristics, may affect the reading of the pyrometer without any real significant change in the burning zone condition and temperature.
T.V cameras in the kiln hood are there to help the operator to see part of the burning zone, However kiln interior after the flame area, color of the clinker and its granulation size, intensity and momentum of the flame, the type of coat in the burning zone etc, are not revealed by the cameras.
Viewing kiln from the kiln-hood
It is quite dangerous to look at it without protective glass
Appearance of clinker
The visual inspection of the kiln hood can give an indication of the quality of the clinker by the size and color of the hot clinker
If the clinker is overburned, it is burned in a hotter atmosphere, the cascading movement of the clinker bed in the burning zone becomes higher, and clinker grains become bigger. In such condition the color
The feed behind the flame
It is difficult to see behind the flame, but in spite of this the operator should spare no effort in trying to see behind the flame because it is the region of the kiln where early detection of possible kiln upsets can be seen
The dark feed under the flame
Looking into the burning zone, one will observe a color change of the lower part of the feed bed under the flame from dark to bright. This point in the burning zone is of great importance to the operator.
In normal operation this dark feed is stationed nearly at the first quarter of the flame length starting from the flame end. When the burning zone is cooling down the dark feed tend to move furthers towards the direction of the kiln outlet. When the burning zone is warming up the dark feed will start to retreat in the direction of the kiln inlet.
- Whenever the flame is shortened the dark feed will move in the direction of the kiln outlet.
- When the kiln feed is harder to burn than usual and the flame is shortened and when kiln material loading is higher, then the dark bed moves toward the kilns outlet because the burning zone is cooling down
- When the flame is made longer but still strong enough and there is enough heat to raise the temperature of the feed so the dark feed can move toward the kiln inlet area.
- When the feed is easier to burn than usual this dark feed will move in the direction of the inlet area because the feed will need less heat than usual to arrive to the temperature that give it the bright red whitish color.
Color of the coating
Color of coating tells a great deal about the condition in the burning zone. The color of the coating in the intense heat area should be whitish yellow.
When the color changes to red or orange red the burning zone is cooling down.
If it starts to change into white then it is heating up and if the color becomes dazzling
the burning zone is over heated.
The coating can be considered as heat storage in the burning zone. But the coating with its temperature stored in, will not be able to do much if material lumps rush into the
burning zone.
So we can say it is the obligation of the kiln operator look after the changes in the following items since any change in any one of them will surely indicate a change in burning zone temperature.
1- Clinker color
2- Clinker size
3- Type of cascading movement of the clinker under the 4- flame itself.
4- Feed bed before the directly before the flame area
5- Dark feed position
6- Appearance of secondary air coming from the cooler and the quantity of dust in it
7- Coating condition
8- Flame shape and color
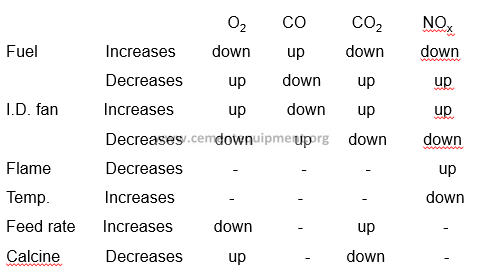
2- Kiln exit gas analysis Control
Oxygen, Carbon monoxide, Carbon di-oxide and NOx measurements are made round the clock in any rotary kiln. The instruments used in determining these compounds must work as long as the kiln is in operation i.e. fuel is fired in the kiln system.
Now the rotary dry kiln works with very high production that normally not less than 4200t/day and any disturbance can represent considerable loss.
Does he work with combusting gas at the inlet? Does he get the correct oxygen content in the kiln-inlet area?
Oxygen should be in the range of not less than 0.7 and that represents the border of insufficient oxygen level in the kiln and not more than 3.5% in the kiln inlet and that represents the border of high excess air in the kiln. for optimum operation the advisable oxygen level should be between 1and 1.5% Same values can be applied to precalciner.
Now if a kiln works steady at maximum production yet with more than 3% oxygen or the kiln works with deficiency of oxygen of 0.7% then in such condition the kiln works in a stable condition, therefore there is no point in introducing any major changes because this may upset the kiln.
The moves in such condition should be delicate and in a slow but steady way, so the balance of the kiln would not be disturbed.
The strategy in such condition is to think first what to do, then starts the process of fine-tuning in a way not disturbing the stability of the kiln in any way. The time between each small change and another should be not less than one hour.
The whole process of fine-tuning should take from 10 to -16 hrs.
With the other control variables in consideration the, following are the basic steps to follow as regards exit gas control:
- Secure sufficient oxygen and no carbon monoxide in the kiln atmosphere.
- Stabilize the kiln oxygen and make it level off and stay within a definite narrow range.
- Optimize by fine-tuning the oxygen in the kiln in small steps to bring the oxygen level to the range of 1-1.5% for optimum kiln efficiency.
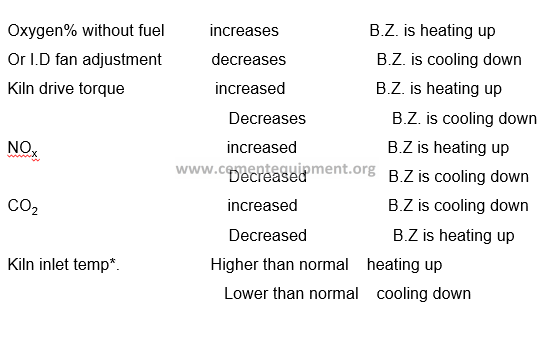
There is a relation between the burning zone temperature and the concentration of NOx in the kiln atmosphere.
- When the temperature of the flame of the main burner changes in the burning zone.
- Also when the Oxygen in the main burner increases in the burning zone, the NOx concentration increases.
In any rotary cement kiln it is nice to work in an efficient way by making the kiln work with as short burning zone as possible i.e. short flame and high flame temperature that in turn means high NOx content. Therefore as a general rule if the kiln work with say 1500ppm of NOx then start to be 2000ppm then the kiln tends to:
- have more draft i.e. excess Oxygen.
- may starts to have higher burning zone temperature.
If a kiln works normally with 1600ppm of NOx concentration in the kiln out let, then the concentration goes down to 600ppm so that indicates the following:
– there is loss of oxygen in the burning-zone.
– the burning-zone temperature is lowering and starts to cool down.
-the operator should not wait until reduction condition prevails in the burning zone but when the concentration of the NOx starts to decrease he should stop that trend of cooling down of the burning zone.
In any rotary kiln the register of oxygen recording of this variable is in the range of 0-5%.It is advisable not work over long period of time at the upper limit of 5%. The operator does not know if the oxygen is 5.4 or 6 or 8-or15%In short the operator does not know what are the combustion conditions in his kiln.
It is the duty of the kiln operator to stabilize the oxygen percent after lit- up of the kiln at a level below 5% Oxygen at the kiln inlet gas analyzer.
3. Fuel rate Control
Before the kiln is fired for any reason i.e. long shutdown or short shutdown the following requirements should strictly be met:
- The gas analyzer is calibrated and working properly.
- Sufficient air is present to achieve complete combustion of fuel
- strong Source of heat enough to ignite the fuel is available.
- The primary air fan is running and the draft is properly set.
- The I.D. fan is running condition and the draft is adjusted in a way that prevent any sudden, delayed, explosive ignition of the fuel.
After the lit-up the operator should:
1- Inspect the gas analyzer for CO
2- Never attempt to control the burning zone temperature by merely increasing or decreasing the fuel in the main burner.
3- The kiln operator should anticipate the reactions caused by the change in I.D fan speed or the fuel rate or both.
He should remember that
- An increase in fuel rate results in higher kiln inlet temperature, low oxygen percent in exit gas and higher burning zone temperature.
- An increase in I.D. fan speed results in higher kiln inlet temperature, and lower kiln burning zone temperature and higher oxygen in the kiln inlet.
Rules in fuel rate control
Always check the oxygen content and CO analyzer in the trends or recorders on the monitor or the panel after any adjustment of fuel rate. It should be mentioned here that the burning zone reacts slowly to any fuel rate adjustment.
There is a time delay until a noticeable change in temperature takes place. Since these time delays can be as much as at least 10 to 15 minutes, especially after an upset condition
This is what is known as a cyclic operation condition.
Due to this time delay the operator should be trained to anticipate these fluctuations of extreme temperatures and make their fuel adjustment before the actual change in temperature takes place.
The early warning signals are:
The kiln operator should control the fuel rate on the basis of the following variables:
First: the burning zone temperature
Second: the kiln inlet temperature
Third: the percent of oxygen in the kiln inlet.
Simple control logic of adjusting fuel rate strictly and solely on the basis of condition on the burning zone alone seldom yields satisfactory stable and efficient kiln operation.
What the kiln operator should do during severe kiln upsets in relation to fuel rate in the kiln?
During kiln severe upsets, the kiln burning zone will be blackened and the unburned fine clinker will over flow the cooler and the visibility in the kiln hood will be nil. The kiln operator natural and spontaneous reaction to the situation will be increasing the fuel rate to the kiln regardless the real situation would be. This is a natural tendency of all operators because he understands that a lot of heat is needed to bring back the burning zone to its normal operation condition.
Since the kiln speed in this condition is greatly reduced and since the visibility is greatly reduced, the operator will think that the burning zone is of very low in temperature and he will leave the fuel rate very high for a long time in the kiln without alteration, waiting for the burning zone to clear. In most cases the kiln will be very hot in the burning zone and the burning zone will be in an overheated condition. The following are to be considered during such condition
4. kiln speed control
Any kiln cannot run over extendd period of time in stable condition at which nothing in operation parameters is changed.
There should be an appropriate action the operator must take in case of kiln upset ; this upset may not be due to operator error but due to
- Change in the physical and chemical characteristics of the kiln feed.
- Change in the mineralogical characteristics of the raw materials.
- Change in the homogeneity of the kiln feed and change in the standard deviation of say L.S.F. or silica modulus.
- Change in the fuel chemical composition or in its temperature in case of fuel oil.
- Change in calcination degree coming from the precalciner.
This action is called slow down procedure
Slowing kiln’s speed depends on the experience of the operator and no literature can teach him how to do it, but actual training and accumulation of experience is the key.
But one rule has to be followed at all times during kiln operation:
Never allow raw and unburned kiln feed to go to the grate cooler
Even if this means to stop the kiln and reheat it on quarter turn Or auxiliary drive.
When the operator slow down the kiln there are number of changes that can take place. The operator should be alerted to be able to notice the indication of these changes and take appropriate actions:-
- Kiln inlet temperature will start to increase, but this is undesirable, since this temperature should be held within ± 20ºC.
- Reducing the I.D. fan speed will help reducing this increase in temperature of the kiln inlet.
- Reducing kiln draft resulting from I.D. fan speed decrease, will make the oxygen content less in the kiln exit gas and there will not be enough oxygen for fuel to complete combustion
What is the effect of slower kiln speed on the cooler and secondary and tertiary air temperature?
when the operator decreases kiln speed, less material will enter the cooler. The direct result will be lower secondary and tertiary air temperatures and the under grates pressure will decrease
When should the operator decide to increase the kiln speed again in the time of upset periods in the kiln?
- Never increase kiln speed before there is definite sign of burning zone warming up, due to less feed coming to the kiln burning zone. The behavior of the operator during this period should be as follows:
- Never hold the kiln on very low speed until the kiln reaches normal clinkering temperature.
- Start increasing the speed as soon as there is a sign of warming up of the burning zone.
- The more the kiln speed increases, the smaller should be the increments and the longer the time intervals between each speed increase.
- The operator should remember that:
The way the kiln speed is increased is the most important factor in getting the kiln into stable conditions again
1- EXAMPLE
An operator started to increase the kiln speed in large steps at a time of 15rph i.e 0.25rpm, until the kiln reached 150rph i.e.2.5rpm, then he extended the time between each speed increment and also he carried out the increase in smaller steps. The rate was 9rph i.e.0.15rpm from150 to186rph i.e.3.1rpm, 6rph from 186 to 198rph i.e. 3.3rpm and 3i.e.0.055rph from 198 to 210rph.i.e 3.5rpm.
Time interval is irrelevant here because it depends on many factors we can’t put into consideration during explaining this example.
EXAMPLE 2:
In the last example if the kiln operator started to increases the speed say at 0.5 rpm for a short period, then he went at 1rpm then quickly jumped to 2 rpm then to 3rpm and finally to 3.5 rpm then surly he will be obliged to backup on the kiln speed since the burning zone was not ready for these speeds. Since every time he increases the speed the kiln inlet temperature will drop, he therefore has to start reheating the kiln-burning zone all over again.
EXAMPLE 3:
Here in this example the condition is opposite to what the second example showed:
The operator waited too long to increase kiln speed. The result he suddenly found that the burning zone gained heat very rapidly, forcing him to increase kiln speed in large increments and in short time intervals. In such case full kiln speed can be maintained but very soon the kiln would be overloaded and the operator had to slow the kiln speed and eventually decreased feed
The important rule in kiln speed increase is that:
Whenever the operator increases kiln speed, kiln inlet temperature will decreases, requiring increasing fuel rate to the kiln. Any increase in the fuel rate will require an adjustment in kiln fuel rate and an increase I.D. fan speed. Both should be increase in a manner equal to that practiced in increasing kiln speed.
5. Clinker cooler control
Cooler conditions influence the burning process in the kiln and consequently the quality of the clinker. The cooler upset condition or the bad operation practices of the grate cooler can lead stable condition to pass through extended periods of upset condition with the eventual results of losing production and higher fuel consumption and perhaps damage of the equipment.
5.1 Variables in cooler control
- Clinker temperature should be as low as possible to save valuable heat and protect clinker-conveying system.
- Secondary and tertiary air temperatures should be as stable and as high as possible especially for secondary air temperature, because this is important for kiln operation stability and good fuel efficiency.
- Cooler exit gas or excess gas temperature should be as low as possible, and volume as small as possible to decrease the amount of heat wasted to the atmosphere.
- Kiln hood pressure should be negative.
- Depth of the clinker-bed is kept at its optimum height to the keep the free passage of air through clinker bed.
- To keep the cooler controlling parameters in such a way that protect the cooler components from overheating.
The basic control variables in the cooler
- The cooler grate speed determines the clinker bed depth and its residence time in the cooler.
- The quantity of air delivered by cooler fans to the different grate compartments and the way of distributing it on these compartments.
5.2 Under-grate pressure and air flow rate
Under-grate pressure is governed by:
- Depth of the clinker bed over the grate
- Average particle size of the clinker in the cooler
- Temperature of the clinker in the cooler
- Amount of air introduced into the cooler
The thicker the clinker bed over the grate plates in any cooler stage, the higher the resistance and require more pressure and force from the fan to push the air through this bed.
Control of the clinker bed thickness:
The clinker bed thickness is controlled by the speed of cooler grates. A deeper bed can be obtained by slowing of the grate speed. Therefore, it is logical to obtain and maintain a constant clinker bed depth by keeping the under grate pressure constant regulating cooler’s grate speed.
Air low rate:
Sometimes the kiln suddenly starts to discharge high amount of clinker due to the falling down of a coat in the kiln-burning zone. The reaction of the cooler control is to speed up the grate to maintain the under-grate pressure constant. This will result in reducing the residence time of the clinker in the cooler resulting hotter clinker leaving the cooler.
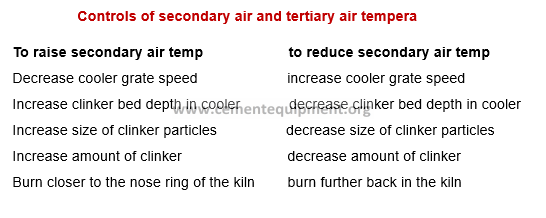
6. Secondary and tertiary air temperature control
The source of both of the secondary and tertiary air is the grate cooler first stage.
Both of them are drawn form either the kiln hood or in some cases the tertiary air is drawn form the middle of the roof of the first stage of the grate cooler. This ensure that the temperature of the secondary air to be higher than the tertiary air.
Secondary air temperature has a direct influence on the shape of the flame and the point of ignition of the fuel; therefore irregular secondary air temperature can cause irregular flame characteristics that can cause shifting in the burning zone.
Control of the secondary air temperature during normal kiln operation:
Every kiln operator understands that he must maintain the secondary air temperature as high as possible because it contains the maximum amount of heat that can be recovered from the clinker.
The second advantage of higher secondary air temperature is that it gives the operator the chance and therefore the advantage of burning the clinker nearer to the nose ring of the kiln.
Tertiary air temperature, should not be more than 900ºC since the temperature in the precalciner should not exceed this limit.
Factors affecting secondary and tertiary air temperature:
- The speed of the clinker bed on the grate cooler in relation to the volume and temperature of air introduced into the cooler to cool that bed of clinker.
- The grain size distribution of the clinker and the temperature of that clinker discharged from the kiln to the cooler.
The rule of thump in secondary air temperature is that
1.The higher the speed of the grate the less bed clinker thickness will be and the lower the secondary and tertiary air temperatures.
2.The lower the speed of the grate the higher bed clinker thickness will be and the higher the secondary and tertiary air temperature.
This can simply be explained if all other factors are remained unchanged as follows:
- When the grate cooler speed is reduced the clinker speed is lowered, the direct result will be higher clinker bed thickness and the air will find more chance to absorb more heat from the clinker in the cooler and visa versa.
- When the cooler speed is increased the clinker bed is lowered and the chance of cooling air to absorb heat will decrease resulting in lower secondary and tertiary air temperature.
Clinker grain size and its effect on secondary and tertiary air temperature:
For example consider a kiln in an upset condition and the clinker produced was either small nodules, or in worst case condition is dust. The operator in this condition would reduce kiln speed; so amount of clinker discharged to the kiln is reduced. This would lead to lower secondary air temperature.
The operator should never attempt to hold the secondary air temperature At its normal operating level in an upset condition in the kiln And the clinker is dusty or having lower liter weight
Temperature of clinker discharged from and its effect on secondary and tertiary air temperatures
By changing the character of the main burner flame, the burning zone can be shifted very near to kiln nose ring outlet, thus the clinker can be discharged to the cooler very hot, and so the secondary air temperature will be higher.
7. kiln hood pressure control
The kiln I.D. fan draws certain amount of air through the kiln and another amount of air is forced into the cooler by the cooler fans. In any modern kiln the excess air volume resulting from the fact that the amount of air from the cooler and used as secondary and tertiary air is smaller than the amount of the air forced into the cooler for cooling of clinker. In any modern kiln system will have excess air in the cooler.
Factor affecting kiln hood drafts
- The I.D. fan speed
- The volume of air intruded by the cooler fans
Never to operate with positive pressure in the kiln hood
This will result in very troublesome operation condition. Clinker fine particles will be blown into the kiln hood area and causing the following problems:
The kiln outlet seal will be damaged
Flying red-hot dust will cover the kiln platform
Dust emission will make viewing the burning zone very poor.
Instrumentation in the area of kiln hood will be greatly damaged.
8. Kiln exit – gas temperature control
The kiln inlet area conditions are:
- Kiln inlet’ temperature.
- The percent of oxygen in the gases in the kiln inlet.
- The pressure and draft condition in the kiln inlet area
8.1 Kiln inlet temperature
The kiln inlet temperature means the temperature of the exit gas from the kiln exit that leaves the kiln tube to go to :
- By pass system
- Kiln riser duct
- The precalciner if the system has inline-precalciner
- The lower most cyclones if the system has off line-precalciner
What are the ideal conditions in the kiln-inlet?
Factors affecting kiln inlet temperature:
- I.D. fan speed increase or decrease
- Fuel rate increase or decrease
- Kiln feed rate
- Kiln speed
1- If all other factors remain stable without change and the operator increases the I.D. fan speed then the kiln inlet temperature increases.
2- If all other factors remain stable without change and the operator increases the fuel rate to the kiln main burner then the kiln inlet temperature increases.
3- If feed rate decreases then the kiln inlet temperature increases.
If the operator decreases I.D. fan speed, decreases fuel rate or increase feed rate, the kiln inlet temperature increases.
Kiln speed and its relation to kiln inlet temperature:
Since sometimes the kiln material charge is changed say due to ring in the kiln or mechanical default or electrical failure in the feed dozing equipment, this will require change in the kiln speed.
Whenever kiln speed is increased, the kiln inlet temperature decreases. In kiln operation, any change in kiln speed, kiln fuel rate, and /or I.D. fan speed cause changes at both the kiln inlet and the kiln out let i.e. burning zone.
8.2 Kiln inlet draft control
The draft in the kiln inlet area is created by the action of the kiln I.D. fan. This local static pressure is negative and the suction is measured and indicated by the instrument. This explains why the negative pressure is changed by either decreasing or increasing under certain kiln condition.
indication of the negative pressure decreases.
The physical meaning of changing of draft in the kiln inlet area is, the speed of the air in side the kiln either becomes higher or lower depend on the change in the draft.
The main cause of changing the draft in kiln inlet is changing the speed of the I.D. fan or the speed of the by-pass fan.
9. Feed rate control
One of the most important factor in the control of the feed into the kiln is the accuracy of the kiln raw meal feed weigh-feeder i.e the dosing system is reliable and working properly.
The factors which are determine the kiln feed rate are
- Kiln speed
- Kiln cross-sectional feed loading or volumetric load
- Kiln cross sectional thermal loading
- What is the relation between kiln speed and the kiln feed rate?
1- If the feed rate changed but kiln speed is kept constant, the burning zone conditions is remains unchanged from 25 to30 minutes until the different feed rate arrives to this zone. After a short time, the kiln inlet temperature will start to change making it necessary to readjust the I.D. fan speed and fuel rate
2- If the feed rate held constant and kiln speed is changed, there will be an immediate reaction in the burning zone and the kiln inlet temperature and this will demand an adjustment in I.D. fan speed and fuel rate in the same time with the changing in the kiln speed
But when the operator after achieving stable condition in the kiln try again to add more feed and what are the criteria to be questioned before he takes such act?
The operator or kiln manager can try to add extra tons to the kiln production when :
- He has additional grinding capacity in the raw grinding department to cover the additional kiln feed and/or enough raw meal in kiln feed storage silos.
- The kiln operates in stable condition over reasonably extended period of time with stable burning zone temperature and kiln inlet temperature prior to the intend feed increase.
- The oxygen reading in the kiln inlet is above 1.5 for at least one shift.
- The black feed in the burning zone, during the last shift is consistently located behind or directly under the end of the flame inside the kiln.
- In the addition to the excess oxygen the kiln has, it is preferably to have some reserve rpms in the I.D. fan speed to be utilized if needed.
It is necessary that the kiln department manager evaluate what effect the proposed change will have on the overall prospects of kiln condition, fuel efficiency, clinker size, burnability and adjustments that may have to be made to fuel rate, I.D. fan speed, kiln speed, and other variables.