THE BEHAVIOR OF VOLATILE MATTER Cement Kiln
Minor components introduced in the kiln system with raw materials and fuel can give rise to difficulties in kiln operation when present in high concentrations within the system. The minor components normally considered are the alkalies potassium and sodium, sulphur and chlorine but other components such as fluorine and heavy metals, although so far of less practical importance, follow a similar pattern.
The concentration of these components is increased in the kiln system due to internal and external circulation as the components will evaporate at the burning zone temperature, condense when cooled in the kiln back end and be brought back to the burning zone with the material. In many older plants, such problems are unknown because the kiln system design allows the evaporated components to escape through the chimney. However, in installations built in the eighties and nineties with efficient preheaters and filters, it can become a problem.
Mechanism of Circulation of Volatile Matter
Evaporation in the Kiln
Upon approaching the burning zone in the rotary kiln, a fraction of the volatile components will evaporate depending on the degree of volatility of the component and be transported with the smoke gas back to the colder zones in the kiln system. Here the components will condense on either the surrounding relatively colder surfaces or on the raw meal and reenter the burning zone with the raw meal where a fraction reevaporates. This repeated evaporation and condensation results in an internal circulation where the concentration of some components can be increased in the kiln material up to fifty times the input concentration. When an equilibrium state is reached, the output of the volatile components is equal to the total input by the raw materials and the fuels. Especially in a kiln system equipped with a preheater tower, almost all of the volatile matter will finally leave the kiln with the clinker, as only a small fraction succeeds in passing through the cyclones and escape with the exit gas. The concentration of the component in the kiln system at this equilibrium state can be very high, depending on the degree of volatility of the component.
If the concentration of volatile matter in the kiln system becomes too high, either because of a large input of volatile components or due to a high degree of volatility, the installation of a kiln gas bypass is necessary to extract part of the volatile components from the kiln system.
SO2 Gas and Volatile Matter Exiting the Preheater
An often insignificant part of the volatile matter is discharged with the smoke gas into the atmosphere. In the case of sulphur however, a part of the sulphur in the raw meal can be present as pyrite, FeS, or organic sulphur. These are burned to SO2 gas in the preheater upper cyclones in the temperature range of 400-600°C and a part of this gas formed will be expelled as gas from the preheater tower. The small part of the volatile matter that escapes the kiln preheater with the dust in the smoke gas is effectively precipitated in the filters and will normally be reintroduced with the kiln feed. This recirculation of volatile matter from the kiln system to the filter and back again to the kiln is termed the external circulation.
Condensation in the Preheater
The condensing of volatile matter vapour in the colder zones takes place on the raw meal particles and on the surrounding walls. Condensation products are in part complex compounds with low melting points and are therefore present as liquid in the preheater tower. This presence of moisture in the raw meal has xeveral consequences: it reduces the flowability of raw meal and glues particles to the walls. This may cause build-ups on cyclone walls and riser ducts which in turn restricts the passage areas and causes blockage of cyclones when pieces are loosened and sticks in the cyclone outlets. Strictly speaking, the SO2 gas that is liberated in the kiln and passes from the kiln up through the preheater does not condense. It combines with the calcined rawmeal in the lower cyclone stages where CaO is readily available as follows;
Affinity Between the Volatile Components
The volatility of the different compounds differs greatly, and with it the volatility of the individual elements in the compounds. For instance, potassium combined with chloride as KCl will evaporate nearly 100% in the burning zone while potassium combined with sulphate as K2SO4, to a large extent, will leave the kiln with the clinker. Therefore it is of great interest to know what compounds are present in the kiln system. Below is given a schematic and simplified list indicating the order of which volatile components have been observed to combine with other components.
– Chloride reacts primarily with the alkalis, forming NaCl and KCl. Any chloride in
excess of alkali will combine with calcium to form CaCl 2 .
– A part of the alkalis in excess of chloride combine with sulphur to form Na 2 SO 4 , K 2 SO 4
and double salts such as
Ca 2 K 2 (SO 4 ) 2 .
Alkalis not combined with chloride or sulphur will be present as Na 2 O and K 2 O
embedded in the clinker minerals.
– Sulphur in excess of alkali combines with CaO to form CaSO 4 .
Volatility of the Compounds of Volatile Components
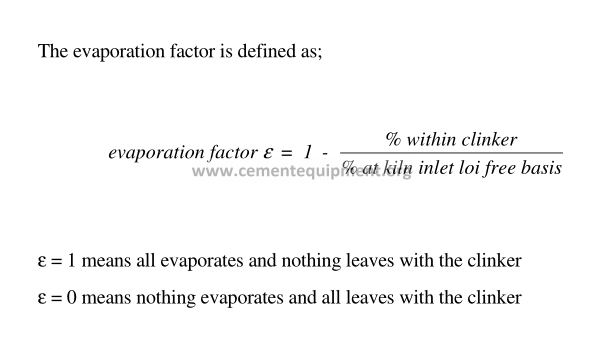
Definition of volatility
By volatility or evaporation factor ε of a volatile element or compound is understood that fraction of the element that evaporates in the kiln burning zone instead of leaving the kiln with the clinker as illustrated in Figure 4.8.
Average Evaporation factors
Average values for the evaporation factor of various compounds is given in Figure 4.9
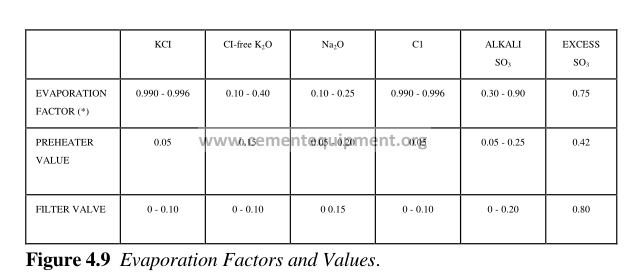
Chloride compounds KCl, NaCl and CaCl2 are seen to have a evaporation factor of 0.990-0.996 in the kiln. At approximately 800°C these compounds are melted (Figure 4.12 and 4.13) and at 1200-1300°C they are almost entirely evaporated.
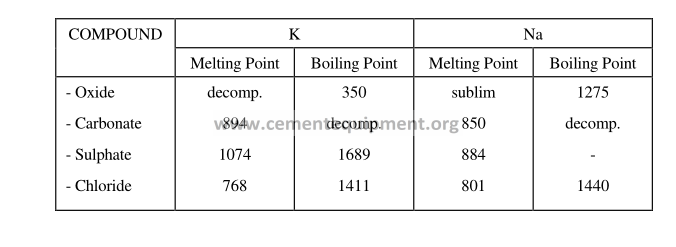

Sulphate compounds with alkalis such as K2SO4 and Na2SO4 will in general be more stable than CaSO4, which is the form that sulphur in excess of alkalis take. Alkali sulphates have evaporation factors in the range of 0.30-0.90 and are normally in the lower part of the range, while excess sulphur has a value of 0.75. It is therefore desirable that all sulphur is combined with alkalis to the widest extent. This can be investigated by looking at the molecular ratio of sulphur to alkalis.
Molecular Ratio of Sulphur and Alkalis
The concentration of sulphur and alkali may increase to a point where it affects kiln operation by causing build-ups. Both overall quantity and relative proportions may be the cause. Individually they are more damaging to kiln operation than their sulphate compounds. K2SO4 and Na2SO4, as K2SO4 has such a high evaporation temperature, that it enters the clinker without evaporating. The same applies to approximately half the Na2SO4, despite the fact that this sulphate begins to split into Na2O and SO3 at temperatures as low as 900°C. Sulphur in excess of alkalis will form the more volatile CaSO4 which has a high evaporation factor in the kiln burning zone.
A number of equations have been developed for the estimation of the optimum molecular ratio between sulphur and alkalis in the kiln system. Two such equations are mentioned below:
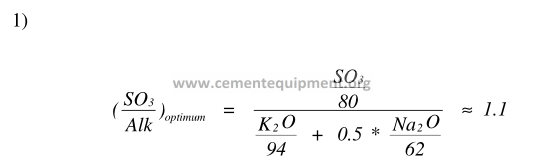
The sulphur and alkalis is the total input. If the ratio exceeds 1.1 it is held that an amount of sulphur is present in the kiln material which is not covered by alkalis, and as “excess” sulphur will form CaSO4.
The amount of excess sulphur (E.S) is expressed in gram SO3 per 100 kg clinker and calculated according to the equation

E.S = 1000 x SO3 – 850 x K2O – 650 x Na2O [gr SO3/100 kg cl]
The limit on excess sulphur is given to be in the range of 250 – 600 g/100 kg cl. For easy burning raw mix the high value 600 gram SO3/100 kg cl should present no problems for the kiln operation, but for a hard burning raw mix the lower value is the limit. Above these limits, the sulphur will give rise to coating problems in the preheater tower.
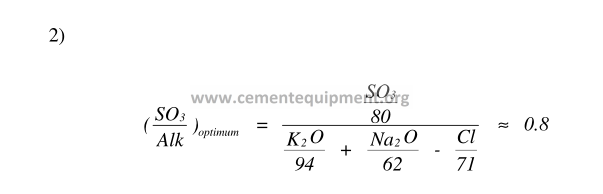
The equation subtracts the chloride from the alkalies and states that the optimum range is approximately 0.7-1.2
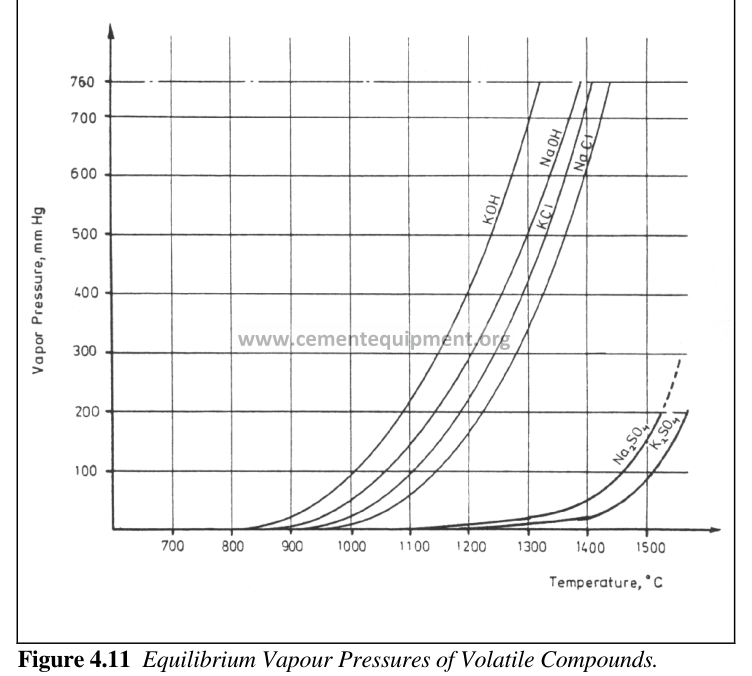
Vapour Pressure
The equilibrium vapour pressure for compounds of volatile components is seen in Figure 4.11 as a function of the temperature. Recalling the principle of vapour pressure curves, the equilibrium vapour pressure of a component is the partial pressure exerted by the components gas phase when the liquid phase and gas phase are in equilibrium. For instance, on the curve the vapour pressure for NaCl is seen to be 340 mmHg at 1300°C, which means that if we start with vacuum above an infinite amount of pure NaCl liquid of 1300°C in a closed container, NaCl will evaporate until the NaCl(gas) has a pressure of 340 mmHg. If we were to remove the NaCl(gas) as it is formed, NaCl liquid will keep evaporating, striving to obtain the equilibrium vapour pressure. The driving force for the evaporation is then proportional to the difference between the equilibrium and the actual vapour pressure.
Inside the kiln, the vapour is constantly removed and the vapour pressure is therefore practically zero. In this case, the equilibrium vapour pressure shown in Figure 4.11 can be assumed proportional to the volatility of the compound. A high equilibrium vapour pressure at a given temperature therefore indicates a high evaporation factor. For instance, a vapour pressure of 760 mmHg means that the boiling point is reached of the component. The nature of the compounds in which the volatile matter is present is seen to be important and it is inferred from the graph in Figure 4.11 that the alkali chlorides will evaporate before the alkali sulphates. This is in accordance with the experience that chlorides evaporates nearly 100% in the burning zone and that chloride facilitates the evaporation of alkalies.
Vapour pressures are seen to be exponential functions of the temperature, increasing sharply with higher temperatures to the point where the vapour pressure can almost double within 100°C. It follows that high temperatures in the kiln burning zone will promote high evaporation factors and that small changes in the temperature will have a big influence on the evaporation factor.
A Mathematical Model
For evaluating the behaviour of the volatile matter in an existing system and for predicting, with reasonably accuracy, the behaviour of the matter in an installation where major alterations are planned, a mathematical model can be used.
Rather pragmatically a simple model of the circulation circuit is established and then this model is applied to actual measurements in order to obtain actual values for the factors in the formula.
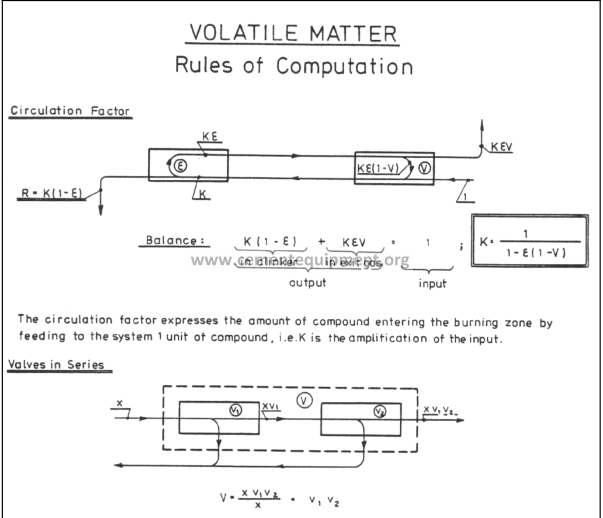
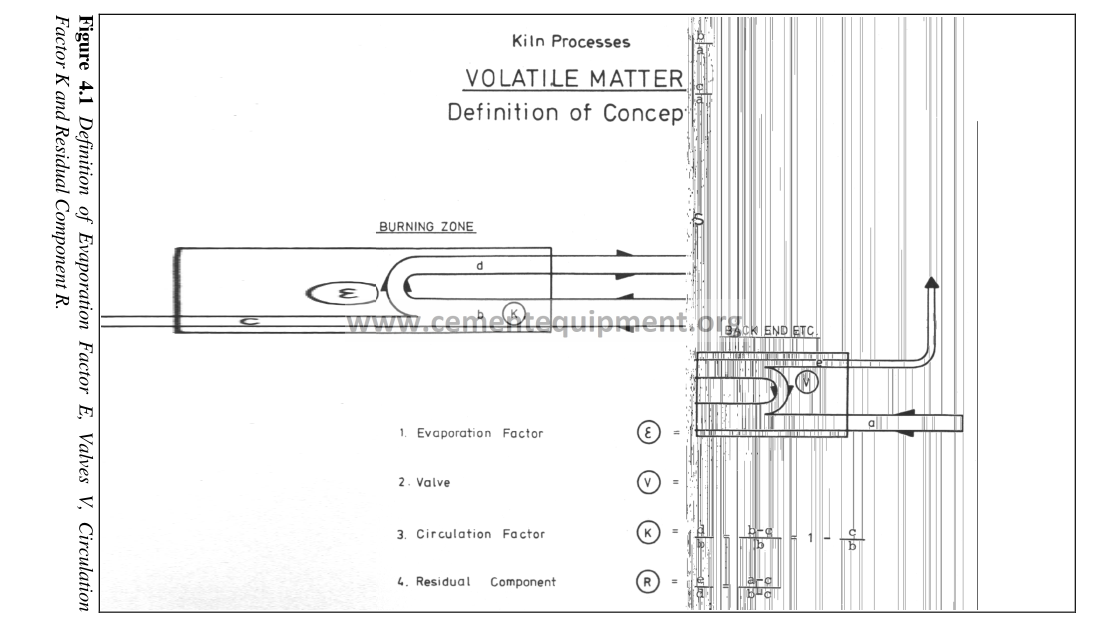
Definitions; Evaporation factor and Valves
The definitions of the factors are given in Figure 4.8. The fraction of the total which
evaporates in the burning zone is, as seen earlier, termed the “evaporation factor”, ε. The fraction escaping through the back end is termed the “valve”, V, and the circulation
factor, K, is the factor by which the concentration in the burning zone of a component is
increased by circulation.
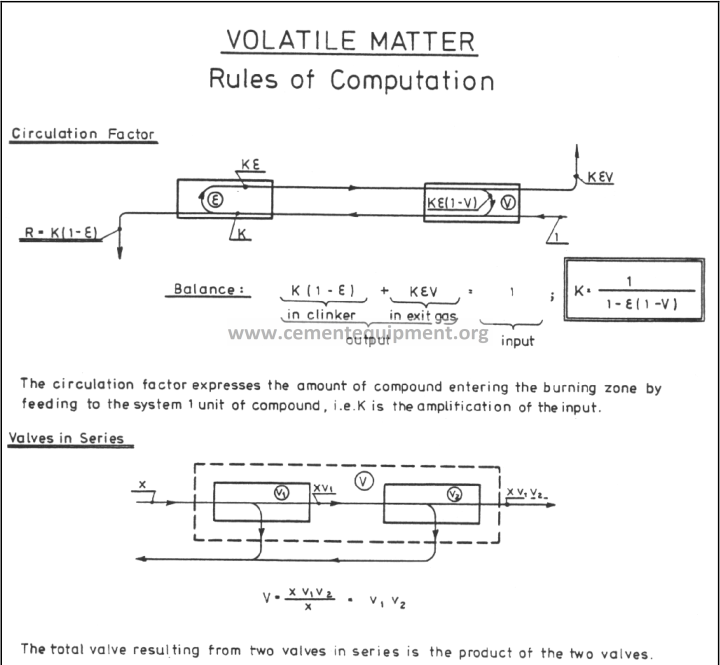
Figure 4.12 shows that the circulation factor K and the content in the clinker, R, per feed
unit can be calculated when the evaporation factor ε and the valves (V) are known.
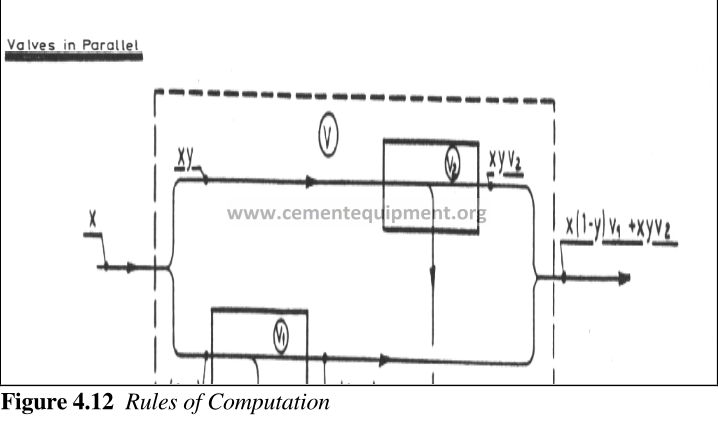
Rules of Computations
Rules of computations are shown in Figure 4.12 where valves in series are seen to be the product of the individual valves. Hence the valve of a 4-stage preheater tower in theory is a product of the four valves of each cyclone stage. The valve of the stack is a product of a number of valves, namely one for each settling point, V-kiln, V-cyclones, V-raw mill etc.
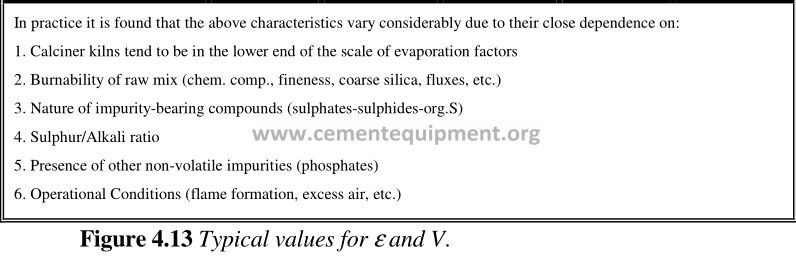
Average values for ε and Valves
Average values for evaporation factors and valves are compiled in Figures 4.13 and 4.9. These values are based on a number of complete mass balances for circulating components in various kiln systems. A valve of 1.0 means that nothing is retained, i.e. all components leave the system with the gas. Figure 4.13 shows that values for kiln valves can vary widely according to the kiln type. For instance, from 0.20 valves for a long dry kiln to 1.0 for a precalciner kiln.The preheater valves are small and of course very small for 4-stages of cyclones as the valves for each stage theoretically should be multiplied by each other to give the total valve.
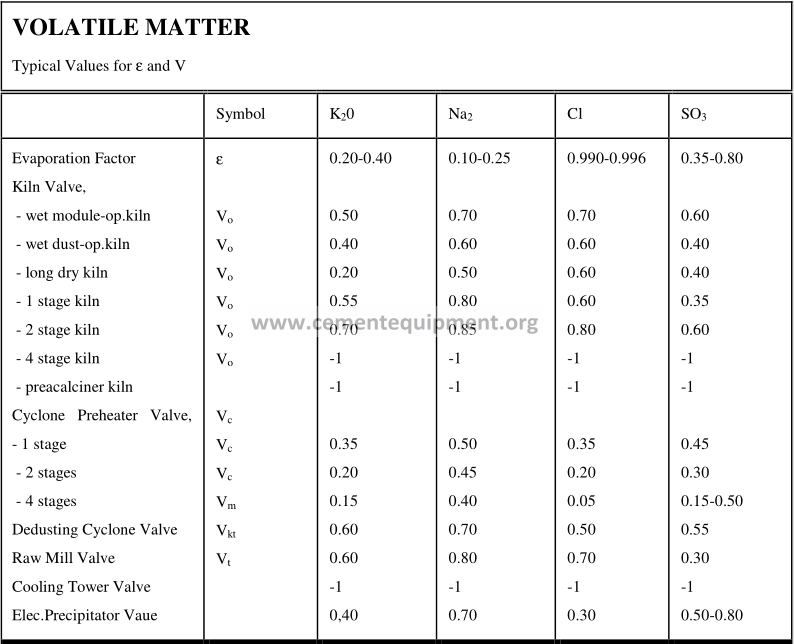
The valves and evaporation factor for sulphur are difficult to evaluate. As previously discussed, sulphur combined with alkali has a different behaviour than sulphur existing as excess sulphur. Therefore, in Figure 4.9, it is seen that alkali sulphur and excess sulphur are given different evaporation factors and valves. Excess sulphur is seen to evaporate more rapidly and furthermore to pass more willingly through the preheater tower than alkali sulphates.
Three Aspects of Volatile Matter
There are three aspects to consider when regarding volatile matter
Content of volatile matter in clinker
The introduced alkali, sulphur and chloride will end up in the clinker if not removed elsewhere. A high alkali content in the clinker may not be desired and limitation on the content of all such matter in the cement have to be taken into account.
Emission to the environment
Evaporated sulphur discharged through the stack as SO2 gas and the amount of enriched dust from the EP that is either discarded or blown away, constitutes a troublesome emission source.
Operational aspects
Operational problems often arise when the circulating components reach high concentrations within a kiln system. In the kiln there is the formation of rings in the inlet section and formation of dusty clinker. Problems in the preheater cyclones include the formation of build-ups, unsteady material flow and frequent blockages of cyclones.
Content of Volatile Matter in The Clinker
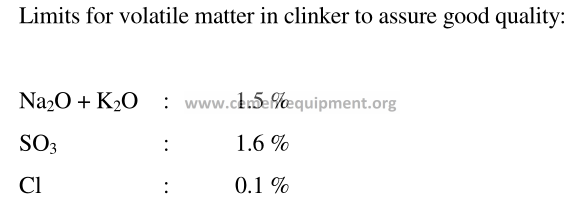
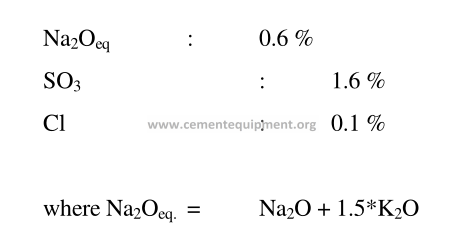
To comply with the most common cement norms and for maintaining a high clinker quality, the following limits on the content of volatile matter in the clinker apply
Low Alkali clinker
Limits for volatile matter in the clinker when producing low alkali clinker are often given in the standards as:
When the objective is to obtain a low content in the clinker of a certain volatile compound, i.e. for the production of low alkali clinker, the ideal is to have raw materials with a low content of volatile matter. If this is not the case, the volatile component will have to be evaporated and removed in the kiln system. When producing low alkali clinker with a raw material containing more alkali than can be tolerated in the clinker, it is necessary to have a high evaporation factor ε and preferably a large preheater valve V.
Increasing the evaporation factor
For the production of low alkali clinker, the evaporation factor can be increased by various measures such as by increasing the temperature of the burning zone. This is widely done by simply increasing the silica ratio of the raw meal and burning the clinker hard to low free lime values. Other means of increasing the volatility of alkalis is by reducing the sulphur input and by adding chloride to the system, such as CaCl2 or by the burning of chlorinated organic solvents in the kiln.
When producing a clinker with a normal or low content of alkali from alkali rich raw materials that contains more alkalis than desired in the clinker, it becomes necessary to remove the alkalis with a kiln gas bypass. This is to avoid operational problems due to a large circulation of alkalis in the kiln system.
Emission to the Environment
Emission of Particulate Matter
When the particulate volatile matter is found as ultra fine particles it can escape through the precipitator, but normally there is no substantial emission of solid circulating matter.
Emission of Gaseous Matter
The only gaseous volatile component in the preheater exit gas is the SO2, of which a fraction will escape through the stack. The amount escaping depends mostly on the kiln system. SO2 gas is formed by the combustion process in the rotary kiln and in the calciner vessel where the sulphur in the fuel will be liberated as SO2 gas. SO2 is also formed in the burning zone by the thermal decomposition of the sulphates as described previously.
In a SP and calciner kiln the SO2 gas formed in the kiln is swept with the smoke gas through the preheater tower where the SO2 is almost completely absorbed by the calcined raw meal in the lower stages to form CaSO4. This is due to the good contact between the gas and the material. Investigations show that the SO2 gas formed in the calciner by the combustion process, is instantaneously and completely absorbed by the CaO simultaneously formed in the calcining process.
In the raw meal a small part of the sulphur can be present as pyrite FeS or organic sulphur which combusts to SO2 gas in the upper cyclones in the temperature range of 400-600°C. Part of this will be expelled as SO2 gas from the preheater. However, a considerable part, 30-95%, of the SO2 gas that exits the preheater is absorbed by the raw meal in the raw mill installation. Thus the emission from the stack under normal operating conditions is minute.
For the wet and long dry kiln, the SO2 gas formed in the kiln will only to a very limited degree be reabsorbed in the kiln due to a poor contact between material and gases. Here, the amount of SO2 gas that escapes through the stack is normally in the range of 30-50% of the total sulphur input to the system.
Operational Aspects
Operational Problems Due To Circulating Components
The day to day kiln operation can become seriously hampered by formation of build-ups in the system when the concentration of circulating components increases in the kiln system.
As a consequence of the build-ups in riser pipes and cyclones, the pressure drop in the system increases and maintaining the draft in the kiln becomes increasingly difficult. The first consequence of the reduced draft will often be that the maximum kiln production is reduced. It is very tempting to compensate for the reduced draft in the kiln by operating with less excess air, but this will only make things worse as the circulation of sulphur increases significantly at low oxygen levels.
Another consequence of high levels of sulphur circulation is an increasing tendency to the formation of a very dusty clinker. The reason for this phenomena is not very well known. The operational problems encountered with a dusty clinker are foremost linked with the moving of heat from the burning zone up towards the kiln inlet, as the hot dust is transported with the smoke gas. This creates an undesired heating of the zones before the burning zone and has a detrimental effect on the kiln coating, leading to the formation of an unstable coating at the burning zone inlet.
The resulting kiln operation is poor with symptoms as:
– Frequent kiln stops due to cyclone cleaning and clogging problems
– Higher heat consumption
– Reduced kiln production rate
Limits on volatile components within the SP kiln system
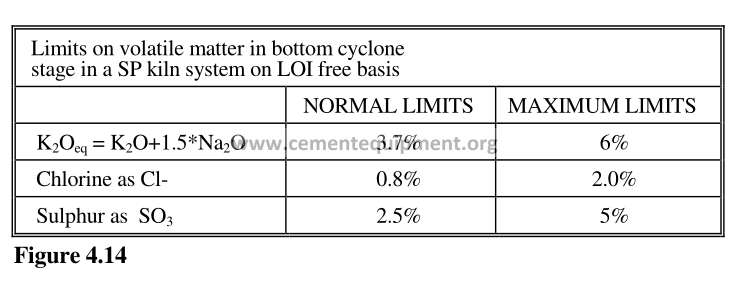
Experience shows that surpassing the normal limits of volatile matter, shown in the table in Figure 4.14, will lead to a growing tendency of cyclone blockages and the formation of build-ups in exposed areas of the kiln system. Frequent cleaning must be expected.
Kiln operation frequently becomes impossible and frequent kiln stops are to be expected for cleaning away deposits and blocked cyclones if values are beyond the maximum limits shown in Figure 4.14.
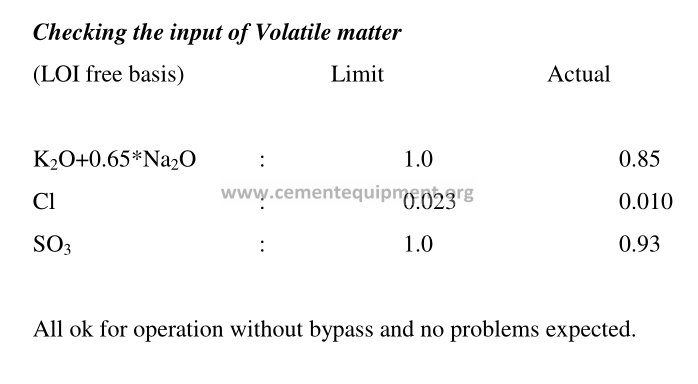
Limits on input of volatile matter to the SP kiln without bypass
The circulation process naturally sets an upper limit to the acceptable input of the different volatile components with the raw mix and the fuel for kiln system without bypass. These limits are given in Figure 4.15 with a normal and a high limit. The high limit only applies when the raw mix is easy burned and the alkali/sulphur ratio, as discussed in Section 4.3.1 is ideal.
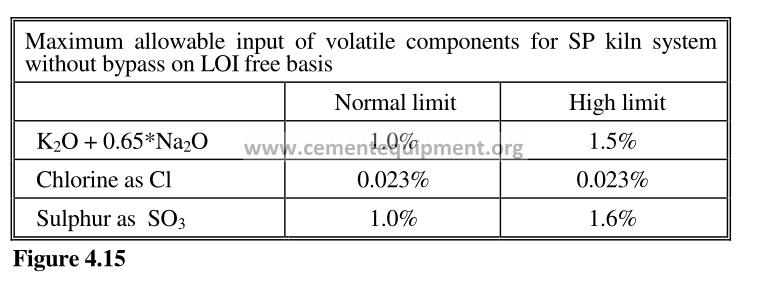
Note!
In the expression for alkalis, it is not the K2Oeq that is calculated. Rather it is an empirical formula where the sodium is given less weight in accordance with the volatility of sodium being lower than the volatility of potassium.
If these limits are surpassed and the total input of volatile matter is higher, the kiln system must be equipped with a bypass through which some of the kiln gas can be extracted from the system before reaching the preheater.
Limits on input of volatile matter to the Calciner kiln without bypass
As a consequence of the many different designs of precalciner kilns, some aspects regarding their behaviour with volatile matter is different for each calciner system. Calciner kilns and SP kilns, both without bypass, can tolerate equal amounts of alkalis. However, the calciner kiln can tolerate less sulphur
The allowable limits on inputs are given in Figure 4.16 with a normal and a high limit. The high limit only applies when the raw mix is easy burning and the alkali/sulphur ratio as discussed earlier is ideal.
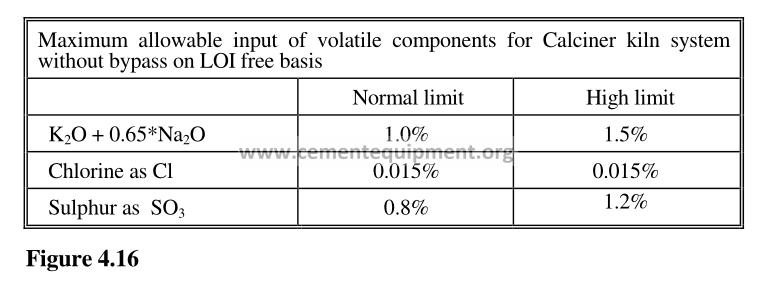
If these limits are surpassed and the total input of volatile matter is higher, the calciner kiln system must be equipped with a bypass through which some of the kiln gas can be extracted from the system before reaching the preheater.
Why Calciner kilns are more sensitive to Volatile matter
Calciner kiln systems will to a larger extent than SP kilns be sensitive to input of chloride and sulphur and will require kiln gas bypass installations for lower input levels of these components than SP kilns.
The reason for this higher sensitivity is found in the lower kiln smoke gas to clinker ratio [Nm3/kg clinker] in the calciner kiln where only 320 kcal/kg clinker or 40% of the total combustion takes place. The concentration of the volatile matter in the smoke gas from the calciner rotary kiln expressed as gram/Nm3 will therefore reach critical values with less chloride and sulphur in the raw material.
Discarding filter dust
To reduce the level of circulating matter in the kiln system, the input of circulating matter can in some cases be reduced by discarding the fine fraction of the filter dust which is enriched with volatile matter. This is an interruption of the external circulation. The impact on the internal circulation within the kiln will normally be very limited, but can in every case be evaluated by establishing a mass and volatile balance as described under the mathematical model.
More effective in combating high levels of circulating components, is the reduction of the volatility of the component. This can be done by reducing the burning zone temperature and by other measures described in the following.
Reducing the volatility of compounds
When kiln operation is troubled by coating formations and high concentration of volatile matter in the system, the aim is to reduce the circulation factor K. Such problems are foremost found in 4-stage preheater kilns which have small natural valves combined with high temperature in the kiln. Reducing the circulation factor can be achieved by reducing the evaporation of the volatile components, for instance by lowering the burning zone temperature. Reducing the volatility is the most practical measure when dealing with problems caused by excessive amounts of alkali and sulphur.
Solving Problems With Sulphur
Reducing Burning Zone Temperature
Volatility of the sulphur compounds and especially of CaSO4 is an increasing function of the temperature. CaSO4 will start to decompose slowly at temperatures above 1220°C and this thermal decomposition is best avoided by lowering the burning zone temperature. This may be achieved by making the raw meal easy to burn, which means finer grinding of the raw meal and if necessary changing the chemical composition, i.e. lowering the silica ratio, to make an easier burning raw mix. For kiln operation it also implies that unnecessary overheating of the material has to be avoided and a higher free lime content may have to be accepted.
Molecular Ratio
Observing the optimum molecular ratio of sulphur to alkali and ensuring that the excess sulphur is minimized are important steps for reducing the sulphur volatility.
Kiln Atmosphere
Oxygen in Kiln atmosphere
The dissociation of sulphur compounds can be described as

The equilibrium of this balance is shifted to the left favouring the formation of Alk-SO4 with increasing O2 and SO2 partial pressure. It is therefore important that enough oxygen is present in the kiln atmosphere. It is known that for increasing oxygen content up to approximately 2%, volatility of sulphur is progressively reduced while increasing the oxygen beyond 2% has a limited effect.
Reducing Conditions in Kiln atmosphere In a generally reducing atmosphere or with local reducing conditions in the charge due to incomplete combustion of fuel, the presence of free carbon in the charge will give rise to the following reactions:

This significantly increases the sulphur circulation as it promotes the decomposition of the otherwise reasonably stable CaSO4, as well as the stable alkali sulphates. It is therefore important that oxidizing conditions are maintained in the kiln with O2 > 1.5-2% and CO < 0.1% at the kiln inlet. The incomplete combustion of fuel and coal dropping out of the flame is strictly to be avoided.
Thermal Load
Reducing the thermal load in the kiln has shown to have a positive effect on the sulphur circulation. The use of a precalciner kiln system or implementing secondary firing in the kiln riser will thus have a positive effect. Furthermore the implementation of firing in the kiln riser pipe will increase the content of oxygen in the kiln atmosphere adding to the positive effect.
Discarding EP Dust
For dry process kilns with 4-stage preheaters, no perceptible reduction in sulphur circulation can be achieved by discarding precipitator dust as there is only a relatively minor amount of settlement due to the cleaning effect of the cyclones.
Solving Problems With Chloride
Reduction of Volatility of Chloride
Evaporation of chloride is always high and can hardly be significantly reduced due to their extremely high volatilization degree in the burning zone. Measures against chlorides will therefore not be centred around the reduction of the evaporation. Other ways of reducing the chloride content in the kiln system is therefore necessary.
Input From Raw Materials and Other Sources
As the evaporation factor of chloride is high, limiting the input is one of the few ways to control the chloride cycle. While it may not be possible to avoid the chloride in the main raw materials, avoiding a minor component with significant chloride content is often feasible. The natural inhomogeneity of the raw materials can sometimes lead to substantial peaks in the input of chlorine to the system, which must be avoided. Here the prehomogenization of the raw materials together with a good knowledge of the quarry deposit can help to avoid such peaks.
Discarding of Dust
In a preheater kiln, this measure is normally not very effective as the amount of chlorides escaping the preheater is small. If there is a sizeable external circulation where the filter dust is enriched with chloride, discarding this dust will have some effect. A mass and volatile matter balance will help to clarify the effect on the internal circulation of this measure.
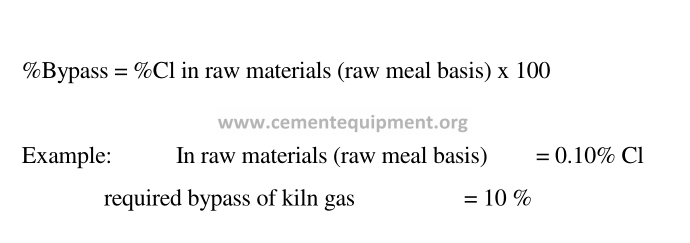
Installation of a Kiln Gas Bypass
If the total input of chloride to the SP kiln system exceeds 0.015% Cl on raw meal basis, 0.023 %Cl on clinker basis, the installation of a bypass is normally required and a kiln gas bypass is most frequently used for the removal of chloride. For SP kilns the rule of thumb applies that the percent bypass should be total input %Cl on raw meal basis times 100
Reducing the Sulphur Evaporation
As the clogging of cyclones and formation of build-ups in riser ducts can be viewed as a process where both sulphur and chloride is involved, the reduction of the sulphur evaporation will probably enable the system to function with a higher level of chlorides.
Solving Problems With Alkali
Alkali Volatility
If not covered with sulphur, the volatility of alkali is very high. In such cases the addition of sulphur to the kiln system in the form of gypsum can be contemplated to reduce the volatility.
As the alkalis are normally combined with either sulphur or chloride they have been dealt with under Sections 4.4.6 and 4.4.7.
Setting Up a Mass and Volatile Matter Balance
An example is provided below to illustrate a simple balance of volatile matter:
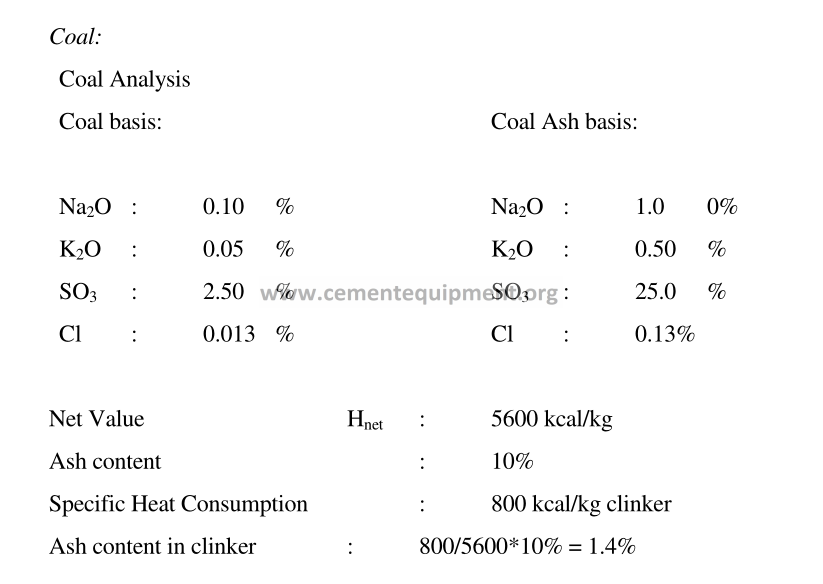
Inputs
Raw meal:
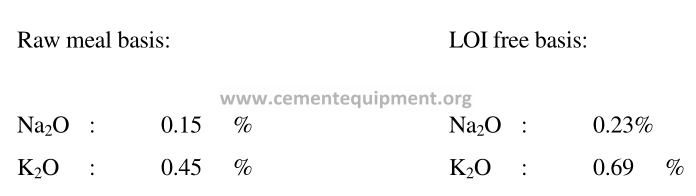
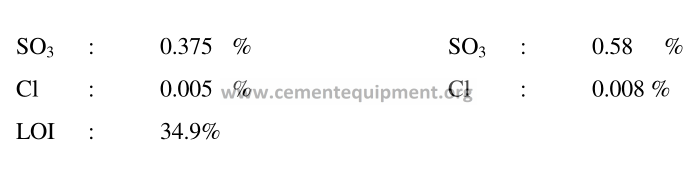
The amount of K2O, SO3 and Cl leaving the kiln with the clinker is apparently smaller than the input with the raw materials and the coal.
Small deviations are quite normal due to sampling not being representative. In the case of sulphur, part of the sulphur in the raw meal could be sulphides which burns off in the preheater tower and leaves as SO2 gas.
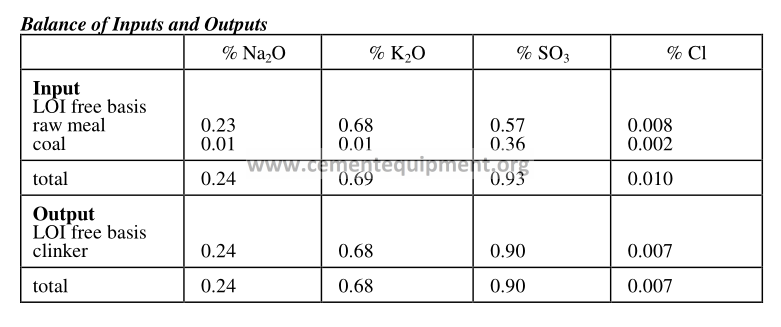
Sulphur to Alkali ratio
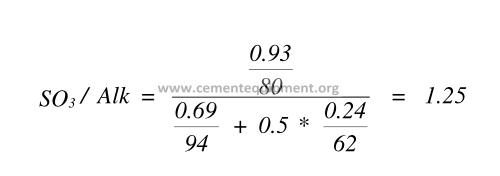
The ratio is higher than the limit of 1.1 and therefore there is excess sulphur in the system present as CaSO4.
Excess Sulphur:
E.S = 1000*0.93-850*0.69-650*0.24 = 187 gram SO3/100 kg clinker
O.k, not too much excess sulphur and no problems are expected.
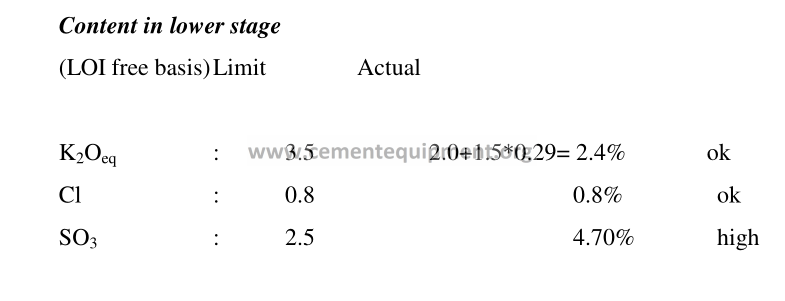
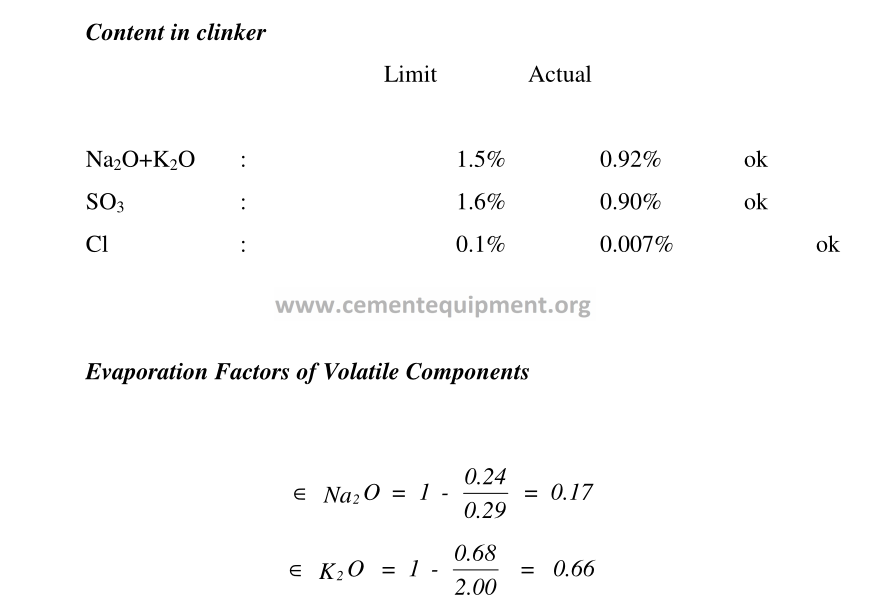
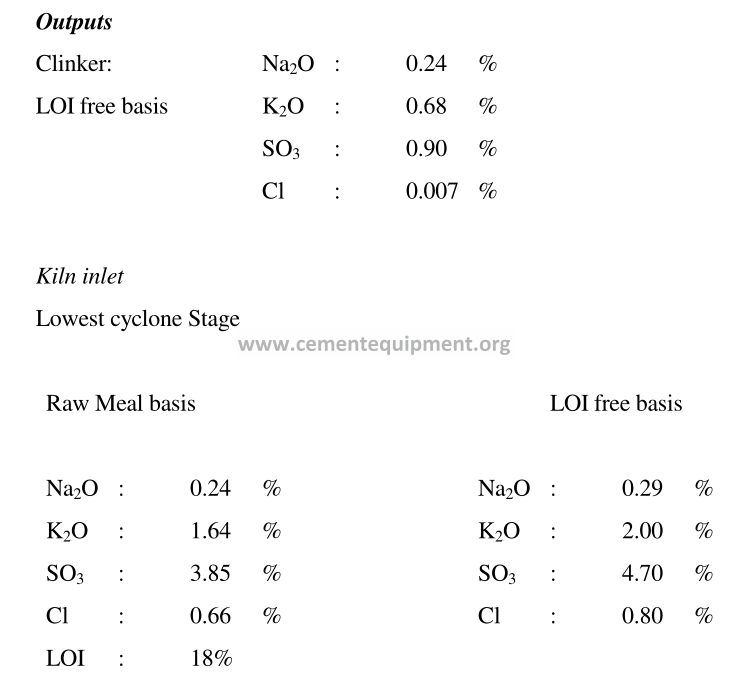
The evaporation factor of K2O must for a more detailed study be calculated separately for the evaporation of KCl and Cl-free K2O. The typical evaporation factors for these compounds are seen in figure 4.9.
The evaporation factor for Na2O is seen to be in line with factor shown earlier. The content of SO3 in the lower stage material is very high and is caused by a high evaporation factor of 0.81 in the kiln. Operation of the kiln is expected to be very problematic with many kiln stops for cleaning of the cyclones. The high evaporation factor of sulphur must be investigated further to determine the cause.
CONCLUSION
This module has related the characteristics of the raw mix to burnability clinker formation and the circulation phenomena of volatile matter in a kiln system. It has been demonstrated that the average burning zone temperature is dependent on raw mix characteristics and kiln operation. It has also been demonstrated that a high burning zone temperature may adversely affect the clinker formation and produce problems in the preheater tower as regards circulating volatile matter.
Further, it has been demonstrated that the specific choice of raw materials has a large impact on the behaviour of the kiln. It may cause cyclone blockages or increase the need for frequent cleaning in the riser ducts. It has likewise been shown that the coating formation in the kiln and the clinker size may be greatly affected by the substitution of one minor component by another, even if the chemical analysis of the two appears to be practically identical. It can be difficult to identify the factors responsible for the change in the kiln behaviour. Sometimes the use of a specific material has to be abandoned due to the problems caused in the kiln system.
Some disturbances introduced in the kiln by changing the type of raw mix are difficult to counter in the daily operation of the kiln. It is therefore important to learn to identify the symptoms in kiln behaviour which can be traced back to the raw mix so that corrections can be made. Other disturbances can to some extent be alleviated by taking appropriate measures in the kiln operation as has been discussed.
Finally, the volatile content of the raw material has been discussed and a model presented for analyzing and evaluating the behaviour of the volatile matter.
Very nice report and have a great value n cement manufacturer