Contents
To download the below and all other Useful Books and calculations Excel sheets please click here
To download the below and all other Useful Books and calculations Excel sheets please click here
Failure Modes, Material Selection, and Lubrication of Cement mill Gear System
Introduction
In order to properly design gears so that wear is minimized and failure eliminated, failure modes and their underlying causes must be understood. The following report documents typical gear failure modes and the tribological phenomena that cause those failure modes. In addition, this report will discuss how material selection and gear lubrication increase the life of a gear system.
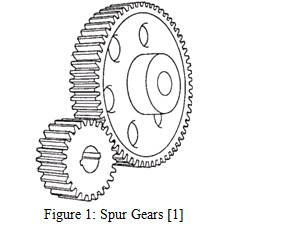
Gear systems are extremely susceptible to wear due to the large number of cycles in which gear teeth are in contact with one another. In addition to the large number of loading cycles, a tribological characterization of gear teeth contact has been recognized as extremely complex. Even for the simplest of gears, such as the spur gears in Figures 1 and 2, contact between gear teeth consists of a complex combination of both rolling and sliding.
In Figure 2 below, contact starts at point K2, where the tip of the driven gear initiates contact at the pitch circle of the driving gear. As the gear moves, the contact point moves down the side of the gear tooth to point K1. The contact consists of mostly sliding after the initial contact and transitions to a rolling movement. When the contact point is collinear with the gear axes, the contact consists of no sliding and only rolling.
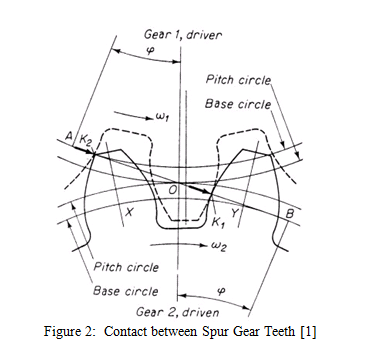
Another difficulty in characterizing and predicting contact in gears is that the load sharing is not constant and for one instant is carried by only one pair of teeth. As illustrated in Figure 2, the load is being shared between two pairs of teeth along the line of action AB. However, as contact point K1 moves down the tooth of the driven gear and past the line labeled “Y”, there exists a time when the entire load is supported by the preceding pair of teeth.
Failure Modes
There exist at least four major types of tribological failure modes: macro-pitting or spalling, micro pitting or gray staining, scuffing, and mild wear. The following section defines each failure mode and describes the physical phenomenon that causes the failure.
Macro-Pitting
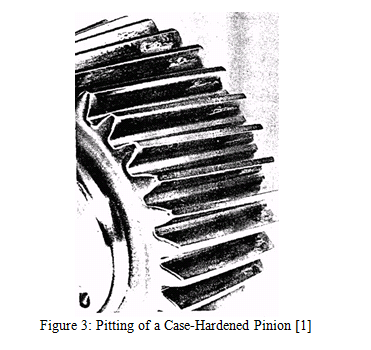
Contact between surfaces of gear teeth leads to shear stresses which reach a maximum value just under the contact surface. The relative motion between gears in the form of rolling, sliding, or both, creates a band of material that is repeatedly stressed. Eventually, cracks form at subsurface stress concentrations and work upward until they reach the surface. Once they reach the surface, a flake of material is released and a pit is formed in the gear tooth [2]. Pitting can appear anywhere on the gear tooth that experiences contact, however most pitting in spur gears has been shown to occur near the pitch line, as shown in Figure 3. Macro-pitting due to Hertzian contact is shown to be greatly reduced with the use of lubrication. Lubrication reduces the intensity of the near-surface stresses by spreading the area of contact. Many gears also utilize case hardened materials so that the area that experiences the maximum Hertzian contact stress is more suited to withstand the stress without cracking.
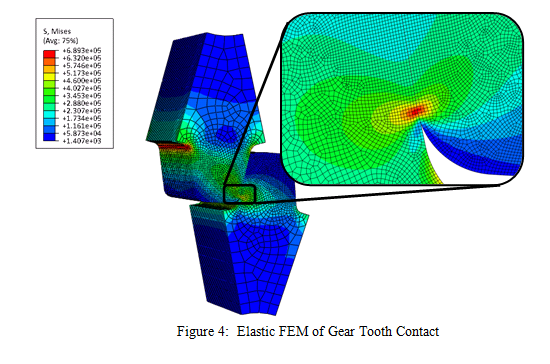
Pitting has also been shown to occur in the subsurface region of a gear due to a material inclusion, similar to the classical case of subsurface fatigue in bearings and rollers [2]. For subsurface macro-pitting due to material inclusions, lubrication does not greatly reduce its effect. Instead, the subsurface stress is a function of the inclusion’s size, density, and material characteristics. Investigations of gear pitting have revealed that spherical particles of about 1 μm are discharged from the gear cracks prior to the formation of pitting [2]. Figure 4 shows a detailed Finite Element Model (FEM) consisting of two gear teeth in contact with linear elastic material properties. As mentioned, the maximum stress due to contact pressure occurs just under the contacting surface.
Micro-Pitting
While a gear system is lubricated, asperities on the surface of contacting gear teeth do not contact one another. However, after the lubrication deteriorates, contact between the gear teeth is mainly through asperities. When the asperities contact one another, groups of very small cracks propagate quickly through the material and create grey patches on the gear teeth. The patches of grey, also called “grey staining” and “frosting”, are comprised of individual pits on the scale of a micron. Micro-pitting is shown to degenerate the material very slowly, and unless it leads to macro-cracking, is considered to be nondestructive.
Scuffing
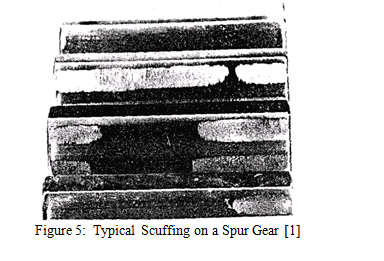
The tip and root of the gear tooth, where the slide-to-roll ratio is the highest, temperatures can elevate and break down the lubrication. Once the lubrication is broken down to a point where it is no longer able to keep asperities on the surface of the gears from contacting, the asperities plastically deform. Failure can occur due to the rapid wear and transfer of material between gear teeth and in severe cases scuffing can cause seizing of the gears. Figure 5 shows a spur gear experiencing substantial scuffing at the tip and the root of the gear teeth.
Mild Wear
Operating conditions that do not cause pitting and scuffing may still slowly remove material from the gears through mild wear. Mild wear exists due to the adhesion, abrasion, and corrosion that slowly remove surface asperities while sliding across one another. The rate at which the asperities are adhered, sheared, and removed depends on the asperity contact temperatures. If the unlubricated area reaches a critical temperature, scuffing will begin to occur.
Another type of mild wear is called corrosive wear in which lubricant additives slowly corrode rough asperities. The result of the corrosion is a smooth polished surface. If the corrosive wear is controlled so that material is not abraded away too quickly, it is desirable to have a polished surface between gears contacting. Doing so increases the lubrication film thickness and reduces the risk of pitting and scuffing.
Material Selection and Coatings
The ideal material selection for two bodies bearing and sliding against one another would be selecting two hard, smooth surfaces, perfectly aligned with no edge contacts. Due to the cost and fabrication limitations with such precise gears, there are very few applications where this is cost effective. Another approach is to make one of the two materials softer than the other so that material plasticity can distribute discrete Hertzian pressures. Since the softer alloys that are better for bearing have limited structural strength and fatigue resistance, they are generally used as thin overlays on steel, bronze, or aluminum bodies. These alloy overlays are applied with the following methods: casting, sintering, or electroplating of individual layers.
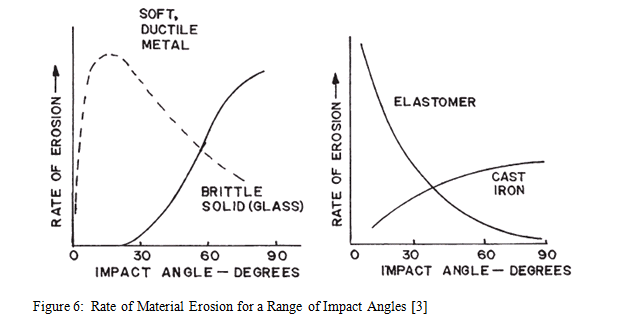
As previously discussed, wear of gears is a possible failure mode. Abrasive wear is caused by material penetrating and cutting the surface. Two-body abrasion is the main cause of abrasion which is caused by asperities on one surface removing material on the other surface. Three-body abrasion is wear caused by foreign matter being trapped between two moving surfaces, which happens when particles are trapped in bearing clearances. It has been indicated that abrasive particles or asperities must have an angle of attack of about 80 to 120 degrees to cut the surface, which means that two-body abrasion will generally cause more wear than three-body abrasion [3]. Figure 6 illustrates that at large angles of impact, hard materials show more erosive wear than soft materials. Also illustrated is that elastomeric coatings are very capable of resisting erosion at high angles of impact.
For annealed steels and nonmetallic hard materials such as ceramics, wear resistance is directly proportional to penetration hardness. For this reason, many steels used in gear design are hardened through a number of different processes. Case hardening, which was previously discussed, must penetrate deep enough into the material to provide sufficient hardness without allowing penetration of foreign particles.
Lubrication
Predicting lubrication performance in gears is done by using the Hertzian theory of two contacting cylinders or ellipsoids and the kinematics of determining relative surface velocities. The two main concerns in determining which lubricant is best for the gear system are: locating the area with the thinnest film thickness that can lead to contact fatigue; and locating the areas of high contact temperature which can initiate scuffing and the levels of contact temperatures. The following are a list of boundary lubricant properties that can be used to characterize which lubricant should be used for a given application: entrainment, cushioning, thermal insulation, and coherence and friability [4].
For gear systems, entrainment is important because not only does the film need to cover the macroscopic surfaces in contact, but it must also be carried by microscopic surfaces in between material asperities. The entrainment, or ability of a lubricant to conform to a surface, for a liquid is based on the liquid’s viscosity while the entrainment for a solid lubricant based on its modulus of elasticity. Another important characteristic of a gear system lubricant is its thermal insulating properties. The reduction of bearing surface temperatures reduces the risk of scuffing and increases the entrainment tendencies of the boundary film. Increasing the film entrainment, increases surface separation, and reduces stress on asperities. Another benefit of increasing film entrainment is reducing the corrosive wear created when boundary film containing substrate material is forced along the surface.
Conclusion
Considering tribological failure modes is a requirement for the design of any gear system. Most gear teeth are loaded with a very large number of cycles, and each cycle consists of a combination of sliding and rolling. The relative motion of the gear teeth give way to several failure modes that are each caused by different phenomena. Hertzian contact pressure causes pitting under the surface, contact between asperities only causes micro-pitting, high friction-induced temperatures create scuffing, and the removal of gear tooth asperities causes general wear.
All of these failure modes can be controlled with the correct material selection, material treatment, and lubrication. Material treatments and material selection ensure that if gear teeth are not precision machined, that they will be able to either distribute the load over more area or be able to withstand more load. The use of lubricants also helps to better distribute the load between surfaces by creating a film between surface asperities. Lubricants have also been shown to reduce the temperature of gear systems which reduces the risk of scuffing and creates more separation between surfaces.
References
[1] H. Cheng. “Modern Tribology Handbook, Two Volume Set”, CRC Press LLC.
[2] F. Harwell. “Handbook of Lubrication (Theory and Practice of Tribology), Volume II”, CRC Press LLC.
[3] S. Murray. “Wear Resistant Coatings and Surface Treatments”, CRC Press LLC.
[4] R. Fein. “Characteristics of Boundary Lubrication”, CRC Press LLC