Contents
Kiln Ring Gap
Introduction
To lubricate or not to lubricate? The area under discussion is the mating surface between the bore of a migrating kiln tyre and the shell or shell bars that the tyre sits on. This issue has been controversial for some years now. To be perfectly clear, this discussion does not involve the lubrication of the rolling surface of the tyre. This surface which contacts the face of the rollers, should only see dry graphite as a lubricant and is a separate issue. Although lubricating the tyre bore may seem to be a natural requirement of good rotary kiln operation, some experts in the industry advise against it. Their case is presented with the article by Mr. Robert P. Chapman. His arguments are that a “grease” type lubricant attracts dust and other debris which acts as a grinding compound which accelerates wear. Secondly, an argument is made that a lubricant promotes slippage and creep which then itself causes more wear since wear is presumed to be proportional to creep and slippage. Promotion of these ideas has led to considerable controversy among those who have been faced with deciding whether to apply lubricant or not. If the action between the tyre and the shell it supports was one of pure rolling, that is the shell rolling within the tyre, then there would be some merit to Chapman’s arguments. This article argues however, that this is clearly not the case and can never be so. The nature of the overwhelming majority of kiln designs dictates this as will be seen. It is believed that statistical or scientific investigation has never been done on this subject. However, the author believes that the action and reaction between the tyre bore and its supporting elements, be that the shell or intermediate spacer bars, is only a variation of combined rolling and sliding action between surfaces of similar metals. The common knowledge associated with rolling and sliding is applied, and the special circumstances imposed by a kiln tyre are discussed. The following anecdotal incidents and personal experiences though not proof in themselves, help to illustrate the issue.
• Case study 1
• Case study 2
• Comparisons
• What is creep and why is it necessary?
• Some creep is actually desirable
• Tyre retainers
• Lubrication
• The real culprit
• References
Case study 1
In the first case study, pier no. 2 (from the hot end) of a 4 pier cement kiln had to have the shell under the riding ring and the riding ring replaced. The kiln had been in operation for approximately ten years and the gap between the shell and the tyre had grown to about 2.5 in. This was an intolerable condition and seriously damaged the refractory, considering only a 0.125 in. gap is considered normal during a kiln’s operation. Once the old components had been removed the damage was fully exposed. The gouges scarfed from both the bore of the tyre and the surface of the pads were remarkable because they were so deep. Some of the shell support pads had grooves so deep they were almost cut in half. The mating surface on the inside of the tyre was in similar condition which, if it were made of soft butter, looked as it is had been systematically subjected to an ice cream scoop. It is believedthat no lubrication was ever applied to the mating areas of the tyre and its support elements.
Case study 2
In the second example, pier No. 2 (from the hot end) of a 4 pier lime kiln had to have the shell under the riding ring changed out. This kiln had also been in operation for about ten years but the gap, shell to tyre was normal. Improperly proportioned shell plate thickness and/or lack of tapers where the plate thickness changes had caused severe circumferential weld cracking on each side of the tyre. Inability to keep these cracks from re-appearing, resulted in the decision to replace the shell under the tyre with extended heavy plate which would be fully tapered to meet the thinner plate of the existing kiln shell. The tyre would be re-used. Once the tyre was slipped back to allow removal of the damaged shell, its bore was fully visible. The exposed mating surfaces were as remarkable in appearance, for opposite reasons, as those described in the first case study. These surfaces were not only smooth and relatively unmarked but the inside of the tyre had the appearance of being chrome plated. The result was striking and was due to the application of a lubricant. Further investigation showed that the gold coloured ‘grease’ was a commercially available lubricant specifically formulated for kiln tyres. After ten years of operation, the condition of these surfaces were visibly better than the originally machined surfaces, suggesting the adage, ‘better to lubricate than not to lubricate’, those areas in contact between the kiln tyre and its support elements.
Comparisons
The reason for failure in the first case study could have been lubrication since the author only observed the mating surfaces at the time of repair. They were dry, rusty and had the general appearance of never having seen any lubricant of any type. The reason for the chronic scarfing of material was naturally the subject of many discussions. Although it was claimed that areas were not lubricated, no one could prove it. Case study 2, however, allows a more concrete conclusion. For the sake of impartiality, one should not conclude that systematic lubrication maintained those parts for ten years or arguably improved them, even though it is an irresistible conclusion. Instead, one can simply say that periodic lubrication with proper materials had in no way contributed to any premature wear of the mating surfaces simply because there was no wear visible.
What is creep and why is it necessary?
Due to thermal expansion, a typical kiln grows in length by 4-6 in. from dead cold to its operating condition. Similarly the circumference also increases in size. Because the tyre is much thicker than the kiln shell and somewhat proud of the general body of the kiln, its average temperature rise is less than that of the shell. Thermal expansion, therefore, increases the diameter of the shell by a greater amount than it does the tyre. If this differential expansion is not carefully accommodated the tyre may restrict shell expansion, distort it permanently and the refractory in this area can be crushed, yielding undesirable results. Hence the tyre must be loose on the shell. As the kiln warms to operating conditions, the shell circumference grows to more closely match the tyre. It is desirable for this shell growth to never quite catch up with the tyre. Damage to either shell or refractory is thus avoided. If there was an ideal process wherein the operating temperatures were completely constant, it would be possible to design it in such a way that at operating conditions the shell just matches, but is not pinched by the tyre. (The splined tyre support designs, although an expensive capital cost, do eliminate this problem. But since they are very few in number, they are not the subject of discussion here.) Such an ideal process would then avoid having to deal with the problems associated with the differential motion of the tyre and the shell. Ideal processes may be theoretically possible but reality dictates that a range of operating temperatures must be accommodated. A residual gap between shell and tyre is therefore a matter of safety.
Some creep is actually desirable
Since there is a difference between the bore diameter of the tyre and the diameter of the surface it runs on (the tyre to shell ‘gap’), a revolution for the tyre takes proportionately longer than it does for the shell. This is usually relatively small but measurable and is seen as a slow migration of the tyre around the shell. This differential motion is commonly referred to as ‘creep’. Excessive gap is as much of a problem as no gap. The tyre not only facilitates the rotary motion of the kiln but is also responsible for maintaining its roundness and consequently the mechanical integrity of refractory. The shell at the points of support would collapse were it not for the girdling effect of the tyre. The shell can be thought of as a bag of water filling the confines of its supporting tyre. The difference in diameters therefore manifests itself near the top and is not distributed as cotangent circles. In other words when the gap becomes large, there is a flattening effect at the top. This continuous change of curvature during rotation, analogous to the flat spot of a car tyre where it contacts the road, can aggravate the mechanical integrity of the refractory to the point of collapse. Good kiln operationtherefore requires that the correct tyre to shell fit or gap of which creep is the normal indicator, must be maintained.
Tyre retainers
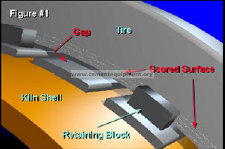
Since the tyres are loose around the shell they must be retained from shifting along the length of the shell. This is done in a variety of ways but is usually accomplished by a simple set of blocks welded to the support pads or directly to the shell on either side of the tyre. Kiln tyres will normally sit against the uphill side retaining blocks. The migration of the tyre produces a circumferential sliding action of the tyre against its retainers. The force with which the tyre sits against its retainers depends on a number of factors, mainly roller skew, slope and alignment. Radial sliding between the retainers and the tyre also occurs due to the gap discussed previously. Consequently the scoring marks on the side of the tyres caused by the retaining blocks are a combination of radial and circumferential sliding and look like the pattern shown in Figure 1.
Lubrication
Graphite is most frequently used for this application. Lubricants specifically formulated for this service are colloids containing graphite as well as molybdenum, copper, aluminium etc. These are solid lubricating materials in a carrier that is designed to flash off at low temperatures. In no way should this carrier be confused with ‘grease’ implying that a ‘high lubricity grease’ is being applied. The carrier quickly dissipates leaving the solids as a non sticky residue which closely adheres to (at the microscopic level) the surface of the steel components as witnessed in case study 2. These lubricants are far superior to graphite alone but are correspondingly more expensive. Kilns, as has already been indicated, are not ideal machines. The action between the tyre and the support pads and how to measure it is widely understood and aptly described by Chapman. Chapman also astutely points out that due to heat distortion the support surface presented to the tyre is not circular but has localized perturbations. Because this mechanism is not ideal, slippage will occur with or without lubrication. True rolling action can never be assured and at best is a transient condition. Lubrication therefore is not applied to induce slippage but to prevent any local area from galling and hanging up to the point where metal failure occurs. A greater amount of creep may be seen with the use of a lubricant than without, which if it acts to polish the surfaces is infinitely more desirable than creep which is limited because it tears metal as it proceeds .
The real culprit
Whether an attempt should be made to eliminate slippage and hopefully achieve pure rolling action between tyre and shell is admittedly at the centre of the lubrication controversy. But is that not skirting the real issue? The action between the tyre retainer blocks and the sides of the tyre is always sliding as long as the tyre is not in the undesirable condition of being locked to the shell due to excessive thermal expansion. Debris getting into the mating surface between the tyre and the shell pads has been cited as the origin of galling and creating self-enlarging slugs that plow through the bore zone. Over the average thirty year life of a kiln in operation it is not weld rod stubs nor air borne material that cause most of the problems. The occasional weld rod stub may in some cases be at fault but how often are they present over the years? Only infrequently. Air borne material, usually kiln product, is gritty and will be ground up, especially at the discharge end tyre. But this grinding action crushes the debris which is brittle and friable, consuming it rather than galling the steel. Galling occurs when dry steel slides against dry steel and the surfaces attach themselves on the microscopic level thereby destroying each other. The mutual destruction of these surfaces causes the steel to ‘ball up’ forming slugs or spitzers. These particles are overwhelmingly created at the sides of the tyre where they contact the retaining blocks. These then can fall between the tyre bore and its mating surface causing further and potentially more severe damage to the shell pads etc. Even where poor alignment conditions do not cause excessive force, the nature of a typical kiln design necessitates that sliding action exists in these areas. Getting a tyre to ‘float’ between its uphill and downhill retaining blocks is every operator’s objective but is commonly not achieved. Some of the forces causing the tyre to sit towards the feed end of the kiln or towards the discharge end of the kiln, the operator simply cannot control. Lubricating here is as essential to preventing undercutting the tyre and consuming the stop blocks as is vigilant control of alignment. With that accomplished, the bore will unavoidably also see lubrication. Lubricating the bore in this context may seem almost secondary. However, few practitioners doing the lubricating will make such subtle distinctions, so lubricating the complete area, short of letting lubricant hit the rolling surfaces, is completely appropriate. Understanding how a kiln is designed, and all kiln manufacturers must cope with the same laws of nature and mechanics of materials, is the first step to understanding the benefits of maintenance procedures such as lubrication. Lubrication does not correct misalignment, alignment does not correct poor operating habits and poor operating habits should not be excused for poor kiln conditions and so on. All maintenance procedures are important and contribute to achieve a reliable operation. Lubrication in the areas discussed, with appropriate solid lubricants is one such step contributing to a well-maintained kiln.
References
1. CHAPMAN, R.P Lime Kiln differential Motion Measured Between
Pads and Tires, Pulp & Paper, October 1991.