Contents
click here to Download the Most Important 13 Books in Cement Industry
click here to Download the Most Important 13 Books in Cement Industry
EVERYTHING YOU NEED TO KNOW ABOUT MOVEMENT OF MATERIAL THROUGH THE KILN
KILN LOADING
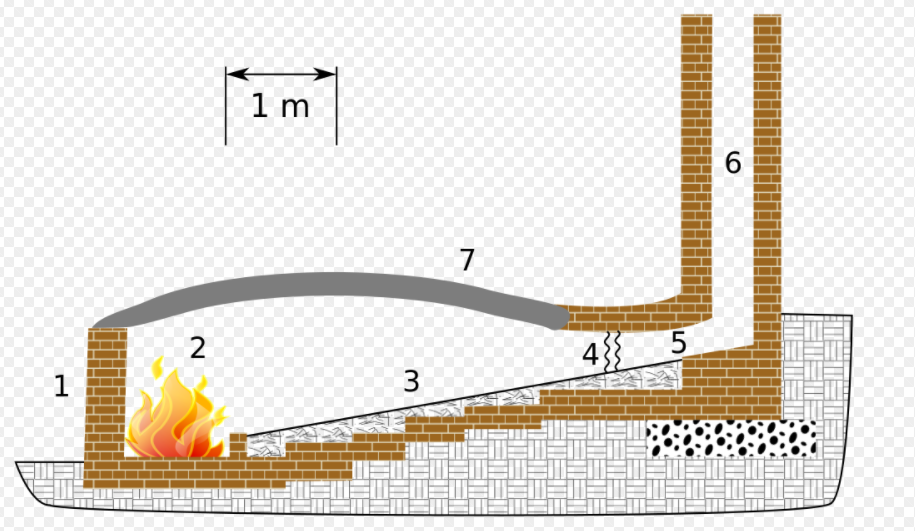
The feed, as it advances through the kiln from the rear, through the several zones, and on to the cooler, does not move at a uniform speed, nor does it move in a straight line along the axis of the kiln. In the dehydration reach of the kiln behind the calcining zone, the feed first enters the chain section in which chains, attached loosely to the interior of the kiln, serve to agitate the feed to facilitate heat transfer. The speed with which the feed advances through this section is largely influenced by the chain pattern and density. The agitation and tumbling action cause considerable mixing of the feed constituents. Upon leaving chain section the feed is raised part way up the arch as the kiln turns, following a path perpendicular to the kiln axis. At a certain point gravity causes the mass to slide down the kiln shell in a forward direction, and the movement is then repeated. In this manner THE feed advances in a zig-zag path, each rise and slide advancing all parts of the feed a few inches. In contrast to the chain section, very lit e mixing takes place in the feed bed in this area.
The feed now enters the calcining zone, and the zig-zag course diminishes progressively as the feed bed travels down the kiln, because, with the evolution of carbon dioxide gas, the feed bed becomes partly fluidized and travels more rapidly, flowing in a manner somewhat akin to the flow of water, as well as continuing the rise-and-slide advancement. A slowdown occurs next in the burning zone. The feed, now transformed into a semi liquid state, becomes sticky, stam to form clinkers, and undergoes a cascading action similar to that in the dehydration zone.
Naturally, there are irregularities that occur in this movement of feed through the kiln. Sometimes, when viewing the burning zone through the observation port, one can observe an onrush of dust waves that flush with considerable speed into the burning zone. These waves, moving much faster than the regularly advancing material bed, originate in the calcining zone because of erratic calcination resulting from some irregularity in kiln operation which caused the bed to become fluidized. They are much more frequent in small-diameter kilns with steep slopes than in large-diameter kilns with smaller inclination.
The opposite condition sometimes occurs in which material is retained for a prolonged period of time in a certain area of the kiln, caused by ring formation in the back of the burning zone or less frequently in the chain section. When any such ring breaks loose the kiln operator is confronted with a so-called “push” in which all the feed retained by the ring enters the burning zone along with fragments of the broken ring.
In both cases these reactions cause an uneven bed depth and constitute difficult operating conditions which can cause the kiln to go into an upset. Such upsets can occur in different magnitudes. Usually only small adjustments to kiln operation are necessary to maintain uniformity of operation of the kiln. At other times the condition may be so severe as to require more drastic measures, even to the extent of taking emergency procedures such as shutting down the kiln to protect the equipment. For these reasons it is useless to attempt to explain the steps necessary to counteract changes in feed-bed movement. Only experience and knowledge of each individual kiln will enable a kiln operator to know what kind of counteracting procedure should be carried out for any given condition. It should be emphasized, however, that it is extremely important to consider the after-effects an upset can have in the feed bed in the areas behind the burning zone. If the operator is content to take care only of the material in the burning zone during either a push or a light load, without anticipating what changes have taken place in the rear of the kiln, the kiln might be permitted to overreact to the opposite extreme. This could lead the kiln into a cycling condition that would require hours or even days to eliminate.
The mentioned zig-zag movement of the feed in the calcining zone is not conducive to good heat exchange between the gases and the feed. For lack of a tumbling action, the center of the feed bed experiences little contact with the gases whereas the particles on the surface get maximum exposure and thus maximum heat exchange. This action causes an uneven calcination within the cross section of the feed bed. Only shortly before the feed enters the burning zone will the increased tumbling action cause the “cold” core of the bed to be exposed to the gases. At that time, feed will then undergo its final and rapid calcination. This action is especially noticeable and pronounced in long wet- and dry-process kilns. Uneven calcination of the feed bed can often give an operator the false impression that the kiln-feed composition is too difficult to burn, i.e., the laboratory is mistakenly blamed for having prepared a tough-burning mix.
On wet- and dry-process kilns, lifters and cam linings are designed to promote mixing of the feed bed in the calcining zone and thus obtain a more uniform and better heat exchange for the bed as a whole. Many plants, however, experience higher and sometimes unacceptable dust generation as a result of these heat exchanger installations. A new type of lifter, called a disperser, has been tried on a few dry and wet kilns with good initial results. The intention of this disperser is to accomplish a stirring of the feed bed without causing the feed to be lifted into the gas stream. The dispersers are designed so that the feed slides across the uphill side and tumbles over a ledge on the downhill side. Operating data on these kilns has shown improved kiln stability, lower specific fuel con sumption, and in one instance an increase in kiln output. Most sig nificantly, the internal dust cycle and dust-waste rates do not increase noticeably after these dispersers are installed. On the negative side it must be mentioned that these dispersers are difficult to maintain and show a high wear and spall rate.
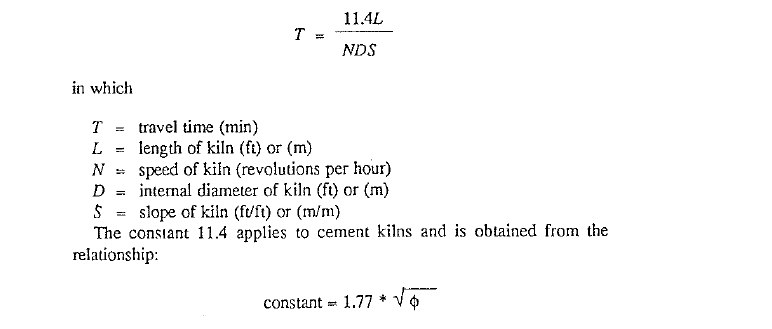
Under normal conditions, it is possible to compute, with reasonable accuracy, the time required for the feed to move through the kiln. Gibbs! proposes this equation:
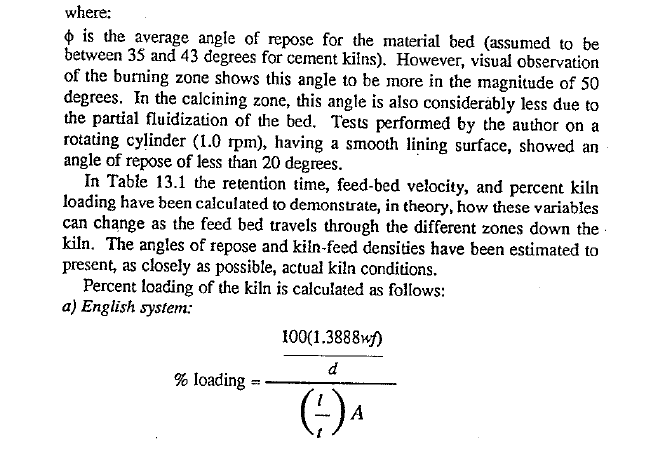
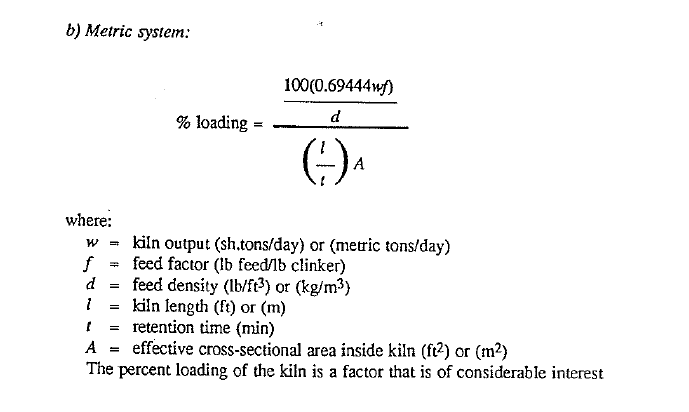
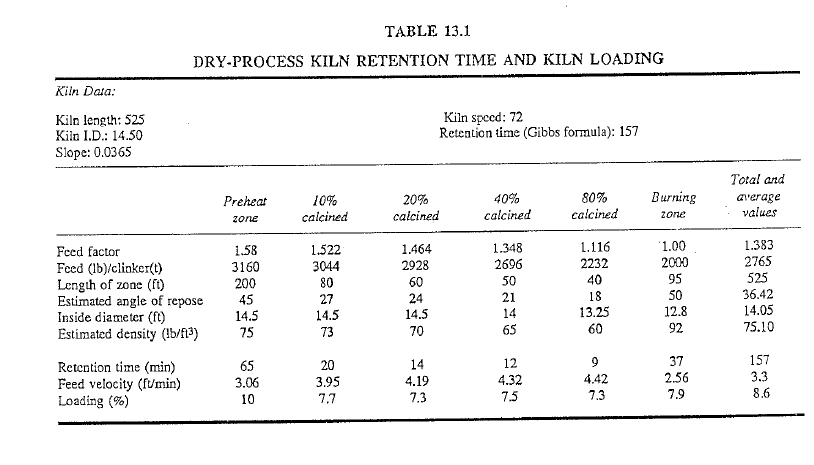
to the engineer and operator. It is also a subject that can generate considerable disagreement among operators for one might prefer to run the kiln at higher speed and lower percent loading whereas another might prefer the opposite, namely, slow speed with a corresponding deeper bed. Operators can vary this loading by adjustment to:
- the kiln speed, or
- the feed rate
Most kilns operate at 6-10% loading while kilns with a steep slope tend to operate at the higher end and kilns with shallower slopes on the lower end of this scale. The optimum setting can usually only be found by trial and error. To find this optimum setting, a kiln is usually operated for a few days at various percent loadings and its effect on kiln operating stability and efficiency investigated. The apparent “ideal” setting will then become the standard for all future operations on that kiln. More discussions on this subject follow later when kiln-speed and feed-rate controls are individually discussed.
KILN CAPACITY
A multitude of formulas have been advanced by various writers pertaining to the determination of the kiln capacity. Results obtained from these calculations can vary to a considerable extent The choice of formulas narrows down to the question of what is meant by the word capacity. A kiln manufacturer, for example, will state the kiln capacity in terms of what is considered attainable, reasonable output rates, i.e., conservative. It is not unusual to exceed this stated capacity by as much as 10-15% for this author has consistently worked kilns that outproduced their rated capacity. Often, too, the operators are heard mentioning that a given kiln is capable of producing a lot more clinker but that either the I.D. fan, the cooler, or the raw-grinding capacity is a bottleneck. Then
there are numerous cases where operators might be of the opinion, sometimes rightfully so, that the kiln is being “force” fired, i.e., being crammed with feed to such an extent that it causes undue operating problems.
G. Martini made a strong point in 1937 when he determined that the kiln capacity is not a function of the overall kiln volume but that the kiln diameter is the governing factor in determining how much a kiln is capable of producing. At the time when he wrote his book, there were no precalciner kilns in existence to give him the proof that his reasoning was correct .The formulas he advanced for determining the kiln capacity have also become outdated with the installation of induced draft fans on kilns because his calculations were based on natural kiln drafts.
The kiln-gas velocity is calculated by the well-known formula:
Velocity = volume/area
and is thus influenced by the following:
– the effective cross-sectional area of the kiln
- kiln diameter inside lining
- percent loading of kiln
- inserts such as chains, lifters
- coating and ring formation
-the volume of gas passing through this cross section
- fuel firing rate (exclude fuel to precalciner)
- gases emanating from the feed
- temperature of the gas
- amount of excess air in kiln
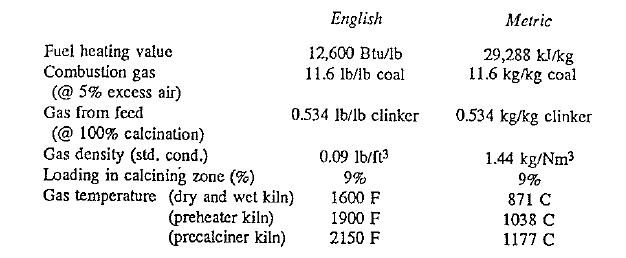
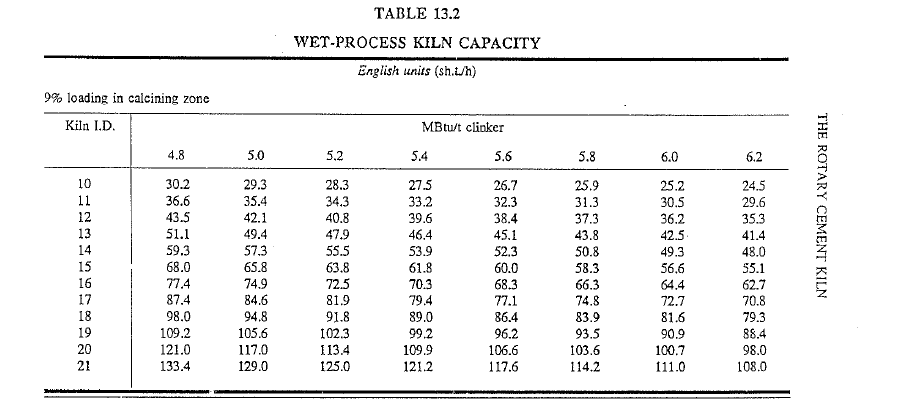
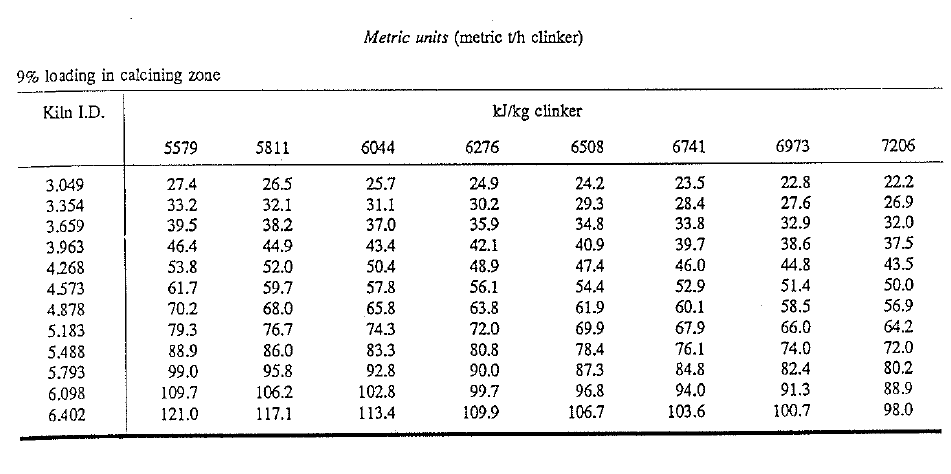
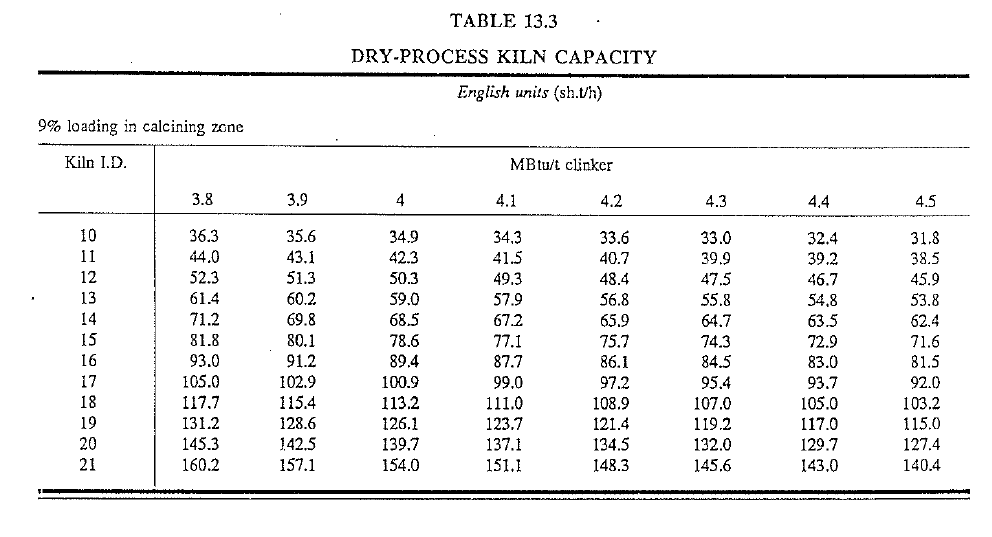
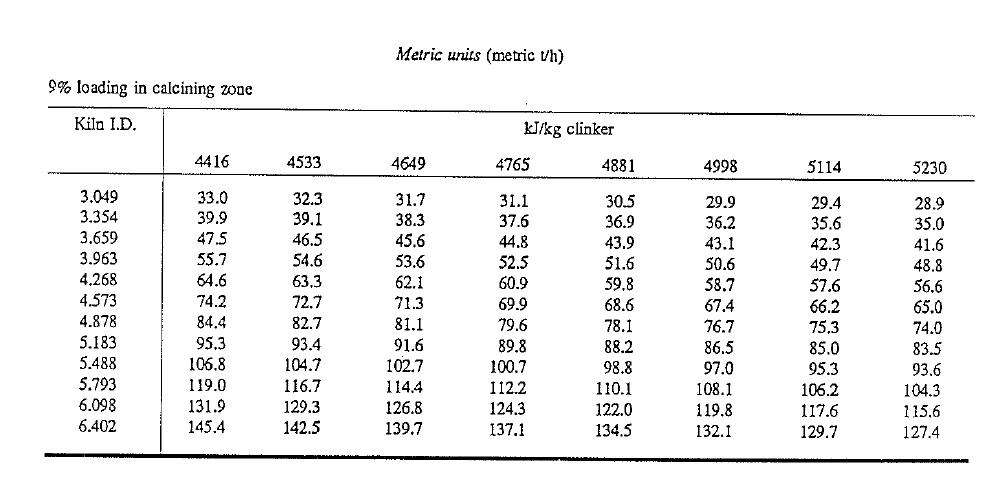
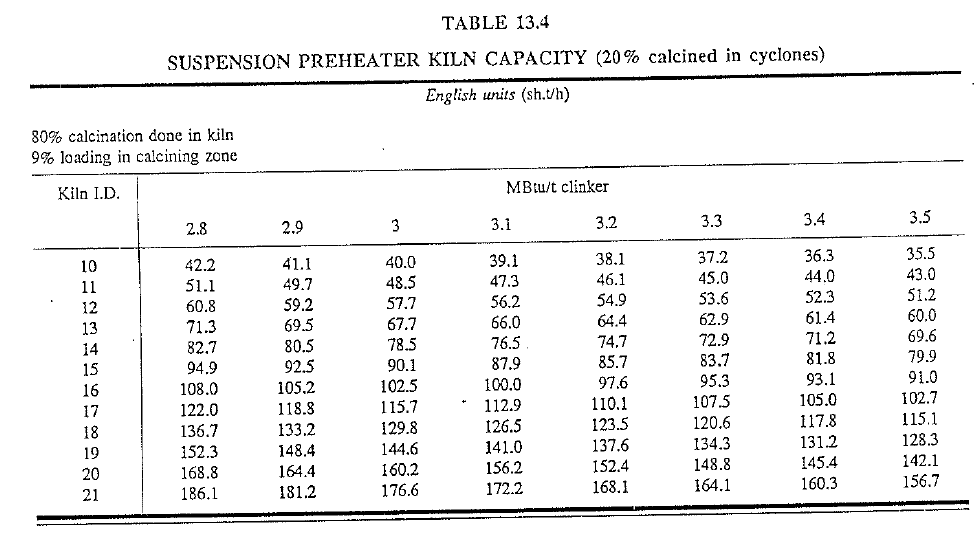
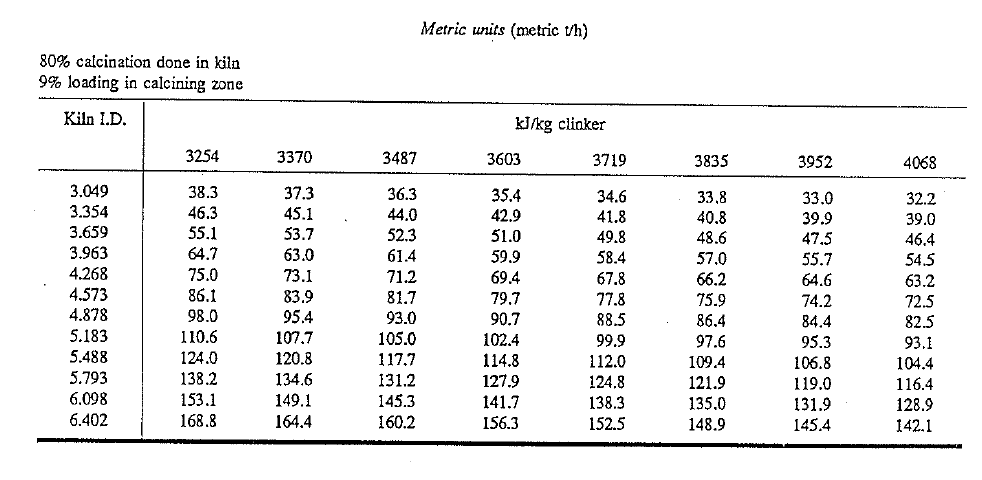
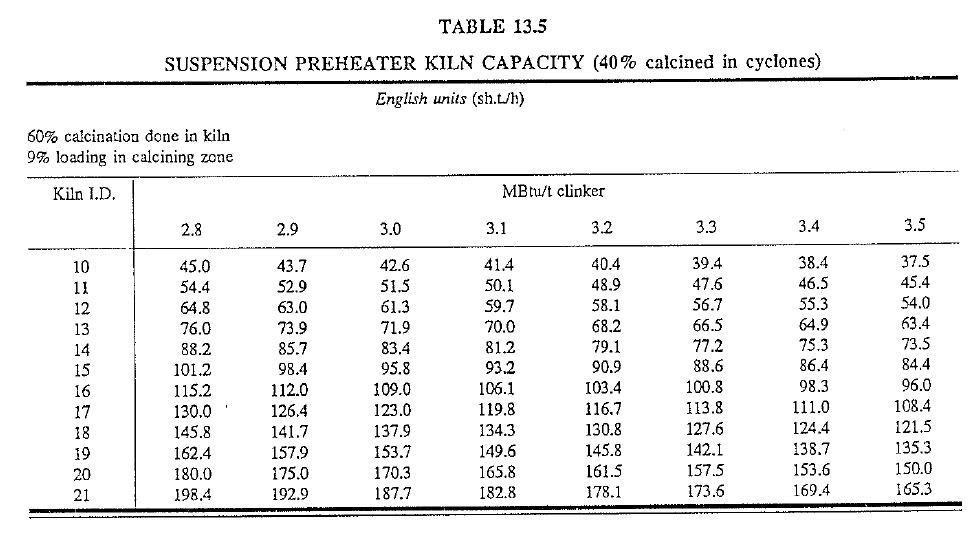
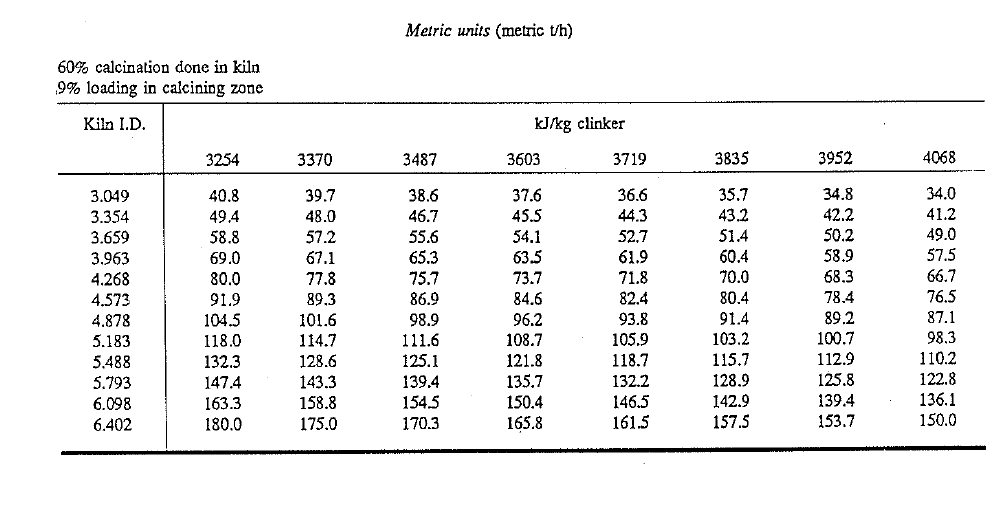
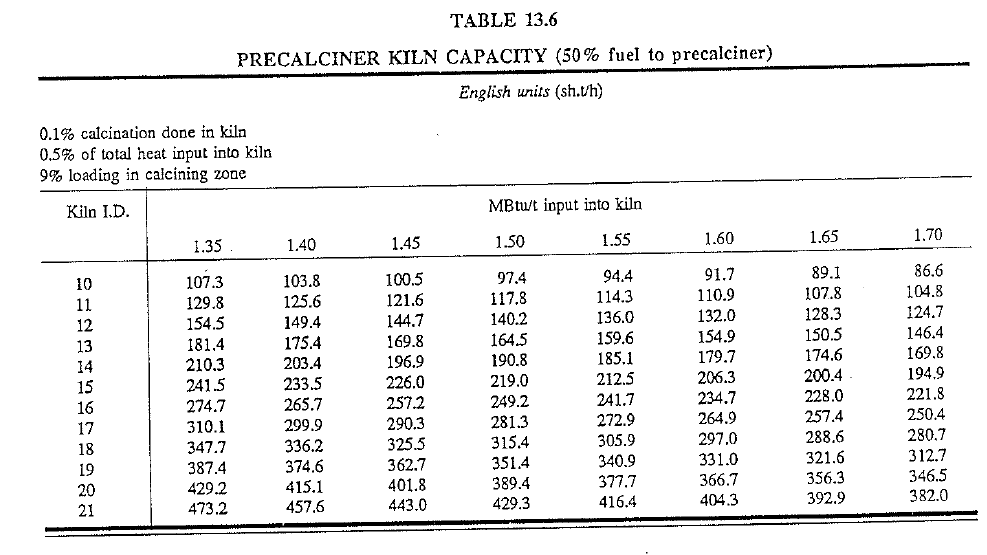
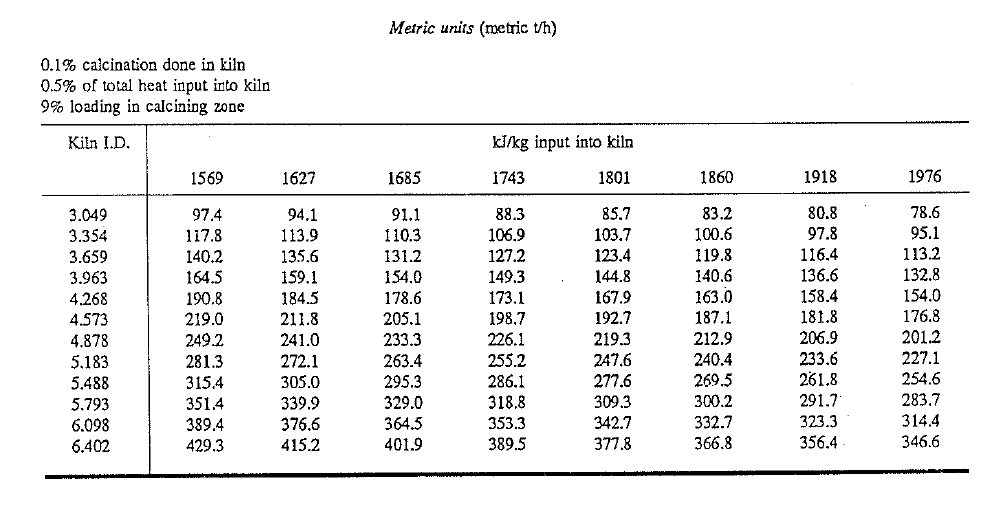
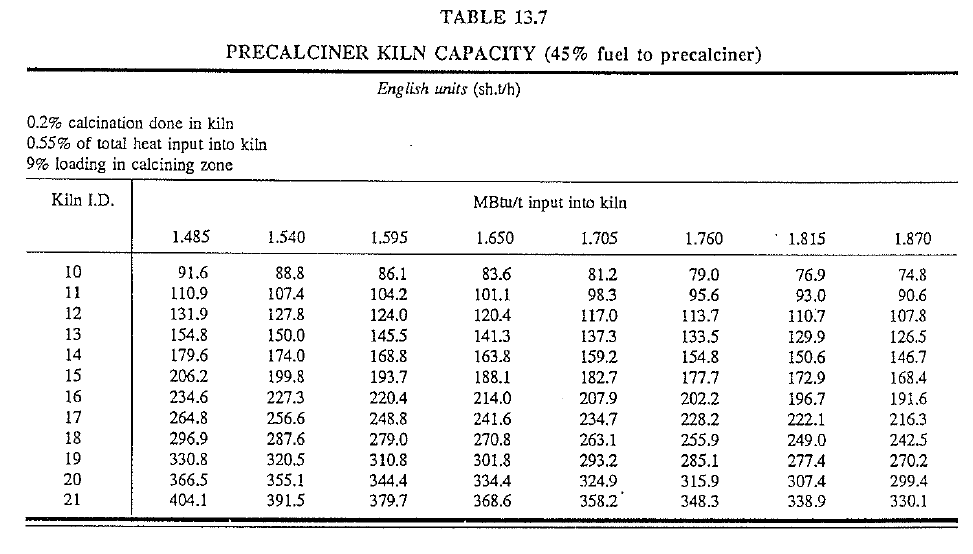
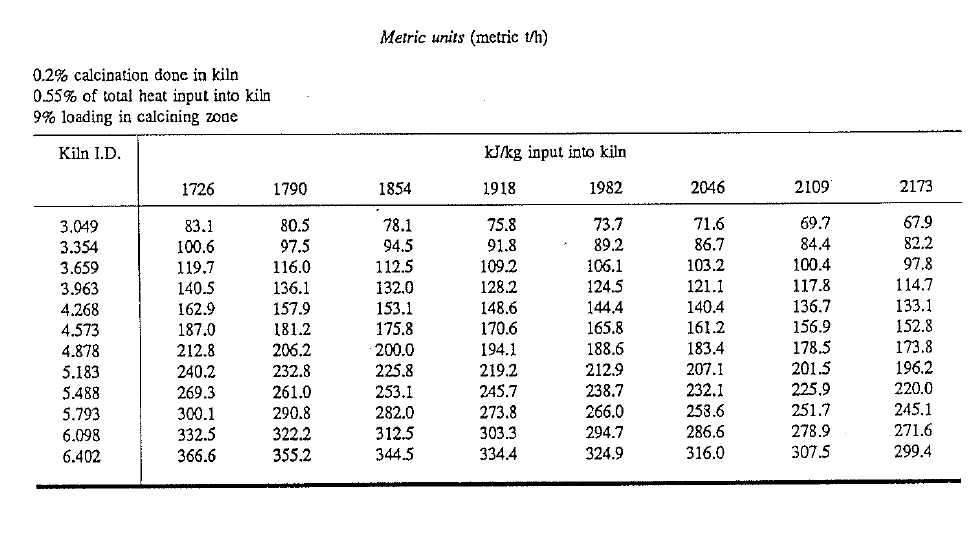
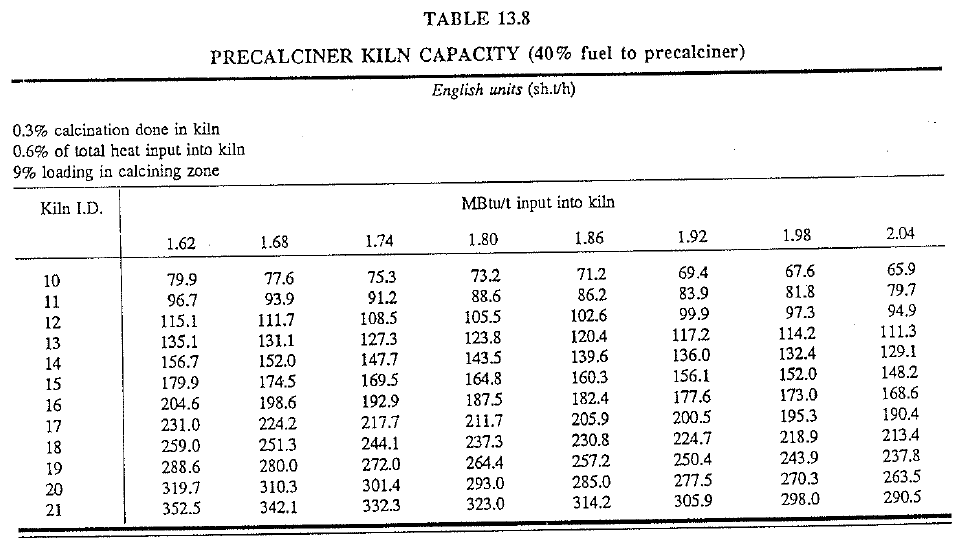
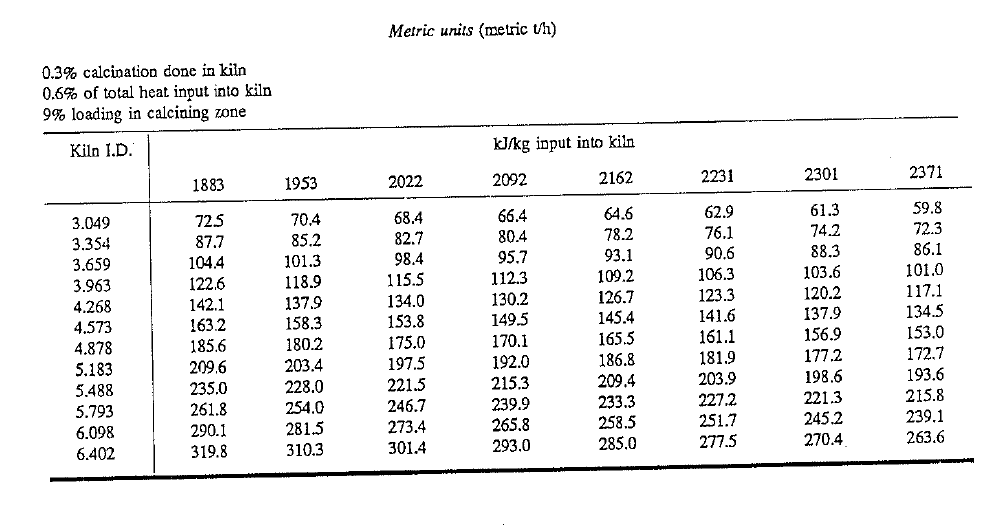
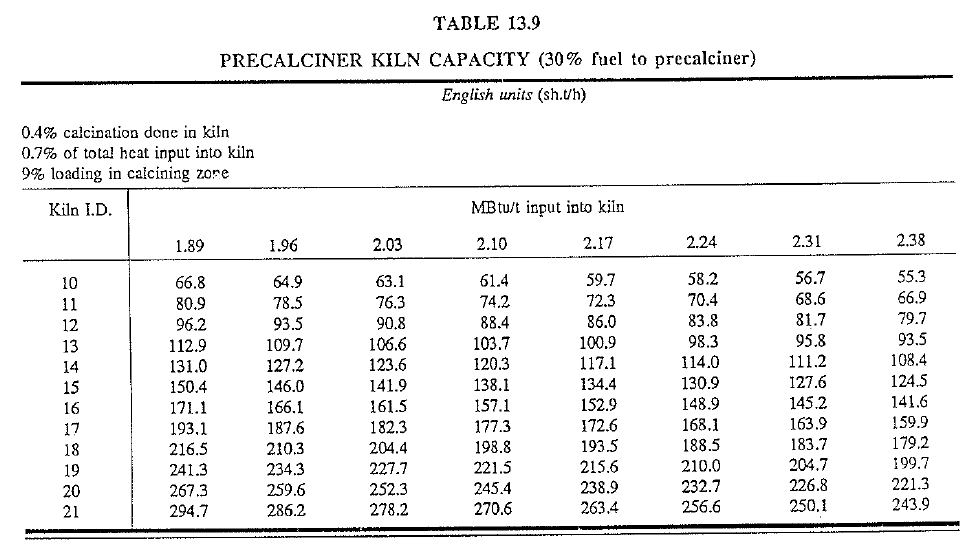
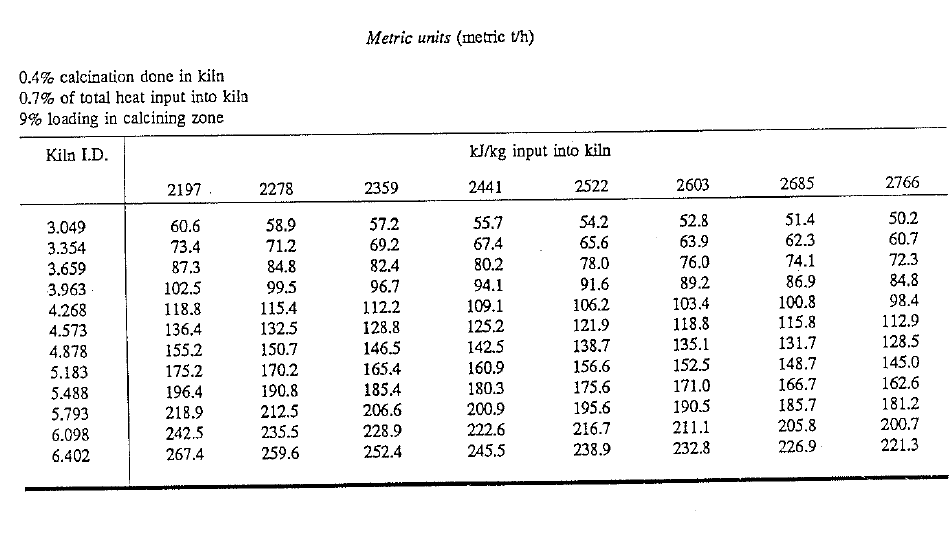
with the help of a computer the capacity tables (Tables 13.2-13.8) have been developed to show the threshold (limit) output rates for various kiln systems. The tables are printed in both the English and Metric systems of units, hence, care has to be taken to read the appropriate tables. To simplify computations, the following constants have been used in the development of these tables:
These tables can be used to answer the questions if a given kiln is being “force fired” or if the output is considerably below its capacity. If a kiln· output is higher than indicated in the table, and if this kiln is plagued with instability, an effort should be made to lower the production rate. On the other hand, when a given kiln consistently produces less than 80% of the indicated capacity, efforts should be undertaken to raise the output provided the auxiliary equipment can handle this increase.
click here to Download the Most Important 13 Books in Cement Industry
click here to Download the Most Important 13 Books in Cement Industry