Contents
click here to Download the Most Important 13 Books in Cement Industry
click here to Download the Most Important 13 Books in Cement Industry
EVERYTHING YOU NEED TO KNOW ABOUT HEAT TRANSFER IN CEMENT KILN
In this chapter a review of the fundamental concepts of heat transfer is presented. The second law of thermodynamics states that heat always flows from a point of higher temperature to the point of lower temperature. Heat can be transferred by radiation, which is the transfer of heat from one body to another by means of heat waves without the two bodies being in actual contact with each other. Another type of heat transfer is by conduction, where the vibration of molecules of solid bodies collide with adjacent molecules and thus transfer energy between each other while in contact The third type of heat transfer is known as convection which occurs in gaseous and liquid fluids. In this type of heat transfer, the molecules, after having collided with each other, are free to move and circulate and thus are able to transmit more energy to other..molecules having different temperatures.
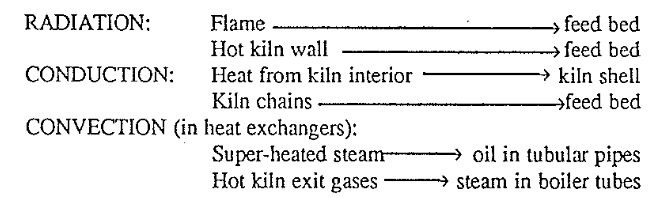
In a rotary kiln, the largest amount of heat transfer occurs by radiation and conduction whereas heat transfer by convection occurs only in small amounts. Although there are many more occurrences of heat transfer, the following examples explain some of the more prominent heat exchanges that take place in a rotary kiln:
Kiln burning can be defined as exercising control over all heat transfers that take place within and in the proximity of the rotary kiln. A kiln operator has little control over the type of heat exchange that takes place. Whether it will be radiation, conduction, or convection is primarily fixed and governed by the design of the equipment. But control over the amount of heat transfer that takes place is possible since the operator’s primary function is to control the temperatures at multiple locations of the kiln system. Temperature and heat transfer are quantities that are dependent on each other and inseparable.
THE THERMAL WORK REQUIRED IN A CEMENT KILN
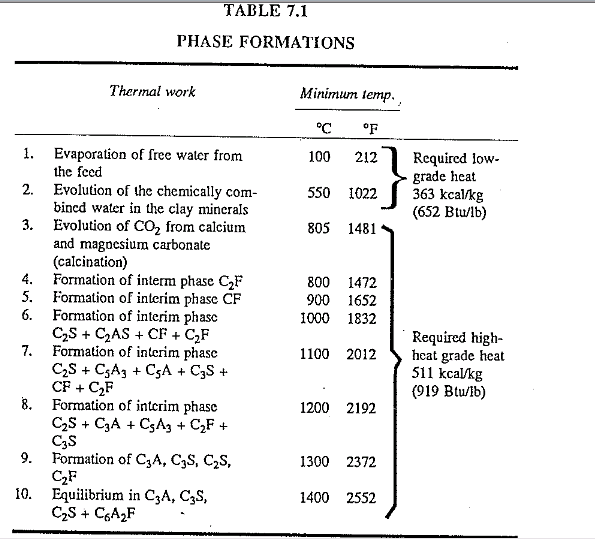
Regardless of what type of kiln is used, there is a fixed amount of thermal work that has to be done within the system to obtain what is known as cement clinker. This thermal process is accomplished in several stages, stages which are discussed in more detail in a later chapter. The key thing to remember is that there must be a minimum amount of heat (temperature) imparted into the feed so that these phases can progress properly. W.L. De Keyser!, based on laboratory investigations, has made determinations as to the temperatures at which these phases occur. Likewise,Martin has done extensive studies of the thermodynamlcs of a rotary kiln, however, he based his investigations on practical kiln data. From these two works the following table has been compiled which informs in very broad terms what actually goes on inside a rotary kiln.
The concept of low-grade and high-grade heat, first advanced by G. Martin, is a very important aspect of kiln operation. It simply means that regardless of how much heat is applied to the rear of the kiln, if that heat is below 805 C (1481 F) there can be no other thermal work done other than drying the feed and driving off the chemically combined water from the clay minerals. No calcination can take place. The same holds true in the burning zone. Unless a minimum of 1400 C (2552 F) is reached for the feed in the burning zone, there will simply be no clinker produced that could meet the quality standards.
HEAT PROFILE
Temperatures differ throughout the kiln and a very important factor is the temperature difference between the material and the gases at any given point in the kiln. A recorder chart of the gas temperature shows gas temperature only, and this temperature never corresponds to the temperature of the material in the same location; Also, conditions could change in such a way that the gas temperatures would show a considerable change hut the material temperature remains unchanged for several minutes after. this applies to the feed-bed behavior within the rotary kiln itself since the rotary cylinder in itself is a relatively poor heat exchanger.
HEATING THE FEED
Radiation of heat from the hot gases to the feed bed occurs only at the surface of the bed that is exposed to the gas. Thus the temperature of the bed is lowest in the center and highest on the surface. In the burning zone the kiln feed, being now in a rather sticky condition, is in a constant state of agitation as, aided by the rough and uneven kiln coating, it rises along the upward-moving side of the kiln, then tumbles back. Because of this tumbling action, the surface layer is constantly being folded back into the mass of the feed, where the hot particles then transfer heat to the colder particles by conduction. Meanwhile, new particles are being exposed to radiation from the hot gas and the process is continuously repeated. In the calcining zone and toward the back end of the kiln, where Ll,e surface of the lining is much smoother and the feed still in a more or less fluid state, the ·bed is turned over very little, as it slides in a zig-zag course down the kiln. The bed is first lifted up the kiln wall, then when it reaches a certain height it slides down and forward without turning over to any extent. However, the turnover is larger in kilns with pelletized feed, such as wet or semi wet process kilns.
Heat exchangers, in the form of chains, steel cylinder chambers, or cross section, are employed in all wet-process kilns and are now being used in dry-process kilns also. When exposed to the hot gases they rapidly reach a high temperature and, once they come into contact with the feed bed, transfer heat to the material by conduction.
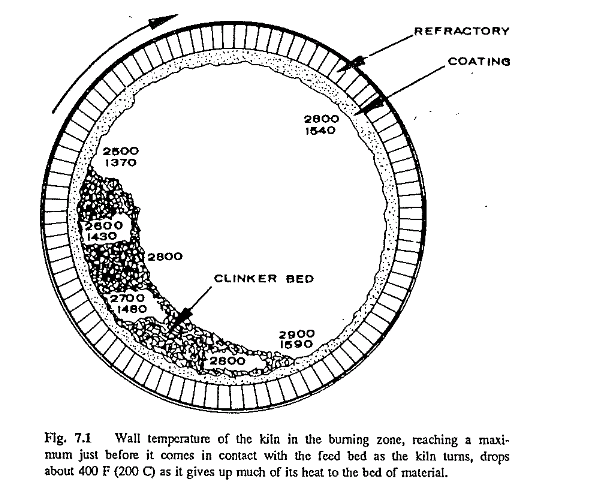
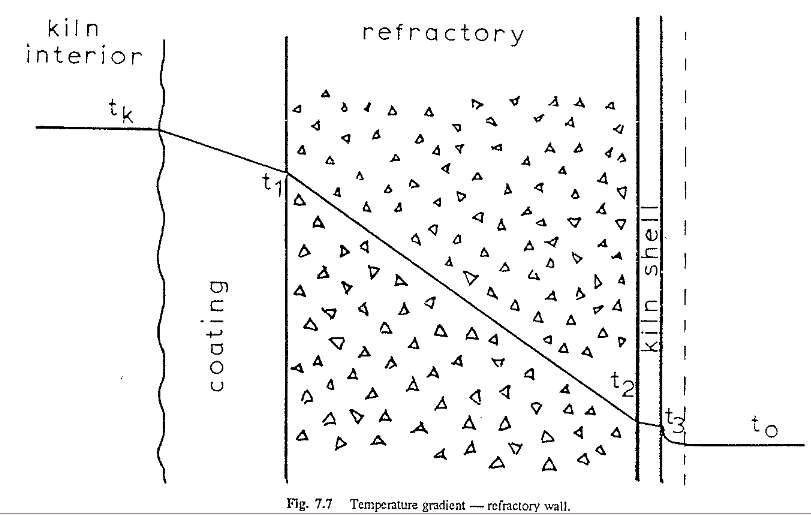
A similar action takes place when heat transfers from the kiln wall to the feed. The flame radiates heat to the coating adhering to the kiln. Part of the heat then radiates to the bed, and part is transferred to the feed by conduction when the wall turns into the bed. Fig. 7.1 shows that the wall temperature is lowest when it emerges from the bed and highest immediately before it comes into contact with the feed bed. The slower the kiln speed and the smaller the cross-sectional loading (feed) of the kiln, the larger will be the temperature difference between these two points.
Other things being the same, there is an important relationship between the wall effect described above and the rotational speed of the kiln, as higher kiln speeds are more favorable than slow speeds for the heat exchange because of the smaller temperature difference between kiln wall and feed bed. These details must be taken into consideration by the kiln operator in deciding whether the kiln speed can be increased at any time.
In the preheater vessels this material-to-gas temperature relationship works differently. Here the heat exchange takes place more readily and thus the temperature difference between these two is much smaller. When discussing heat transfer in a kiln attention must be focused upon the decarbonation rate of the kiln feed for this requires by far the largest amount of heat in the entire process. In dry- and wet-process kilns, the total amount of heat for decarbonation must be transferred to the feed within the rotary kiln itself. Since these cylinders are so inefficient in accomplishing this heat transfer, these types of kilns must be extremely long and wide. In a preheater kiln, the feed is calcined up to 30-35% in the preheater tower and thus the heat required, in terms of kcallkg clinker, within the rotary kiln proper, is much less, This makes it possible to obtain either higher pro duction rates on kilns of equal size or to maintain the same production rate by sizing the kilns much smaller.
With the advent· of the precalciner kiln this heat transfer efficiency has been taken a step further. On these kilns, the kiln feed is up to 90% calcined when it enters the kiln, in other words, most of the thermal work is done in the preheater tower. Theoretically, it would be possible to achieve even higher calcination rates in the precal ciner but this is practically not possible as this would lead to the formation of viscous clinker phases and subsequent plug-ups in the lower stage of the preheater. Most operators therefore limit their precalciner to a maximum of 90% calcination prior to the feed entering the rotary kiln to prevent the material from sticking to the walls of the preheater tower.
Preheaters and precalciners have tl1e advantage that the heat transfer is different from the transfer conditions found within the rotary kiln itself. In the kiln, the material bed runs practically undisturbed along the bottom of the kiln where the hot gases primarily heat only the surface layer of the bed. Hence, the contact between gas and material, i.e., the heat exchange, is relatively inefficient and takes a long time to complete. In the preheater and precalciner, the material is in suspension resulting in an immediate contact of feed particles with the hot gases.
This can be explained in simple terms when one looks at the time
factor that is associated witlh calcination in these various kilns. A dry process kiln requires approximately 45 m (150 ft) to achieve 90% calcination and the feed takes more than an hour to travel through this section of the rotary kiln. On the other hand, in the precalciner kiln, the same amount of thermal work is done in less than a minute. The feed in a precalciner and preheater kiln is much more uniformly calcined leading to better and more uniform kiln operating conditions than in the rotary kiin. Despite the sophisticated appearance of the preheater and precalciner kilns compared to the “old” wet and dry workhorses, they are easier to control from an operator’s viewpoint. It can be safely stated that a good wet- or dry-kiln operator will also make a good preheater operator provided that he is properly retrained.
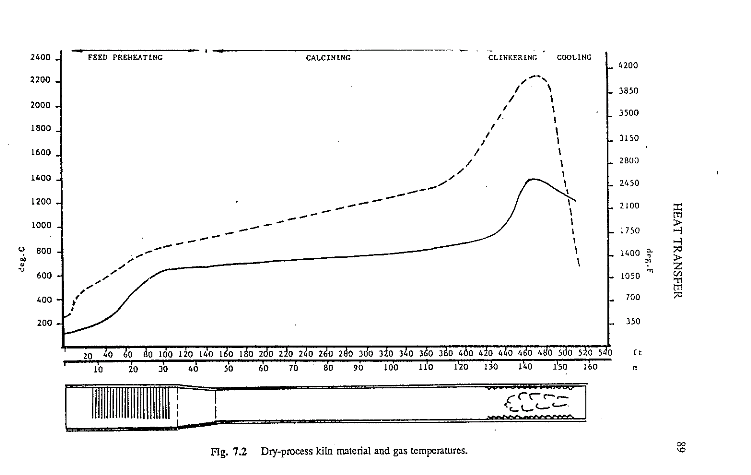
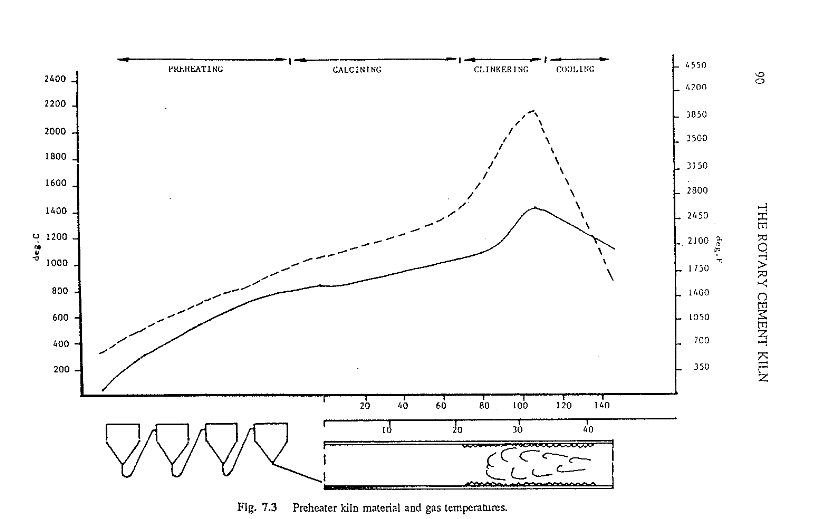
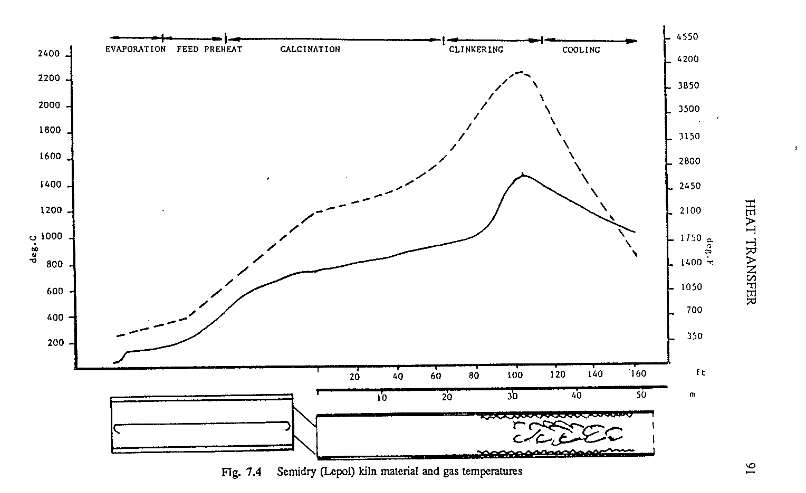
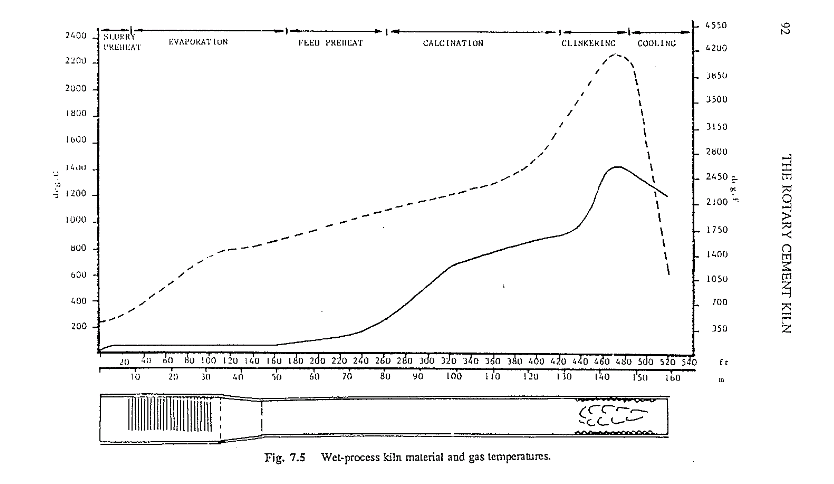
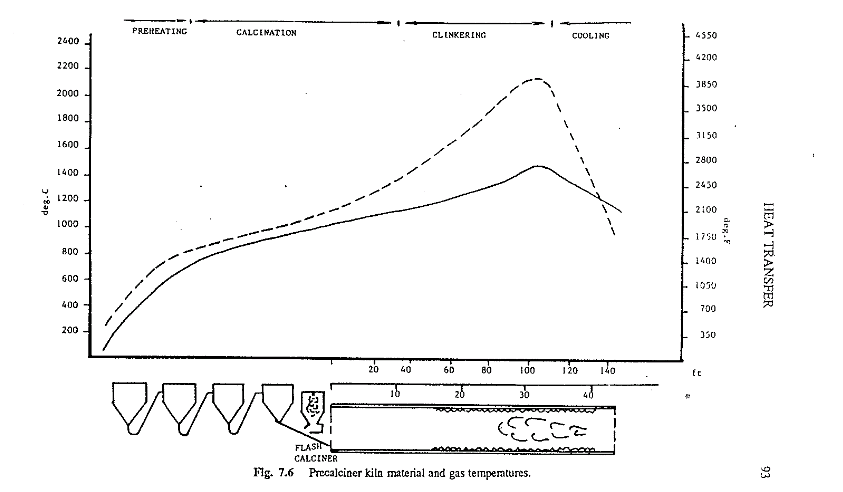
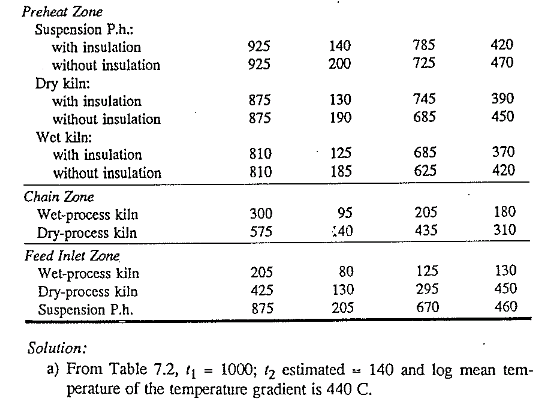
There have been a vast number of technical papers published by various authors on the subject of temperatures within different kiln systems. From these, comparative heat profiles can be drawn that approximate the temperatures typically found in such kilns. These are shown in Figs. 7.2 through 7.6.
A glance at these heat profiles shows the great difference in coating in relation to the overall kiln length. In the precalciner kiln, coating takes up 45-60% of the total kiln length whereas in the wet-process kiln this coating length is only 12-20% of the kiln length. Also significant is the temperature differential between material and gas in the preheat zones of a wet and a preheater kiln. It clearly shows the aforementioned superior heat exchange in a preheater cyclone when compared to the rotary cylinder.
Detailed discussions of the mathematics involved in the different types of heat transfer are beyond the scope of this book. It would not serve a kiln operator in the daily performance of the job. There is, however, one area of paramount importance to the kiln manager tht deals with an essential part of kiln control; it is the heat transfer that takes place through the refractory walls of a rotary kiln which in turn governs the temperature of the kiln shell. Kiln managers frequently have to deal with questions that involve the selection of appropriate refractory types and sizes to minimize heat losses through the kiln wall and to hold the kiln shell temperature within acceptable limits.
Some of the fundamental steps and formulas that allow for the determination of shell temperature and heat losses when different refractories are used in a rotary kiln are discussed below.
FUNDAMENTAL FORMULAS FOR HEAT-TRANSFER CALCULATIONS
The fundamental law for heat transfer
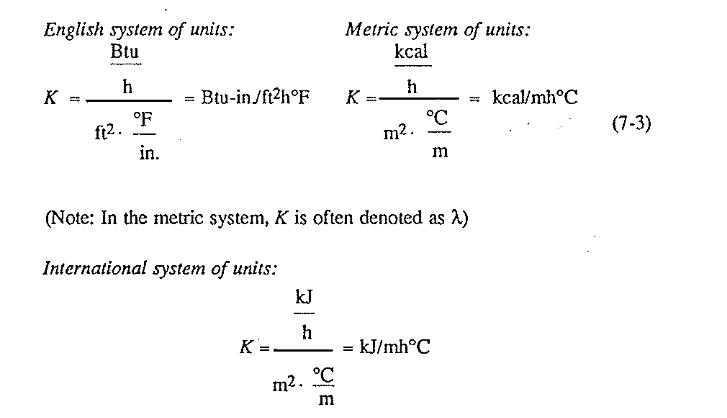
Either English, Metric, or S.I. units can be applied in tHis formula. The heat-transfer coefficient is commonly expressed in tHe following terms:
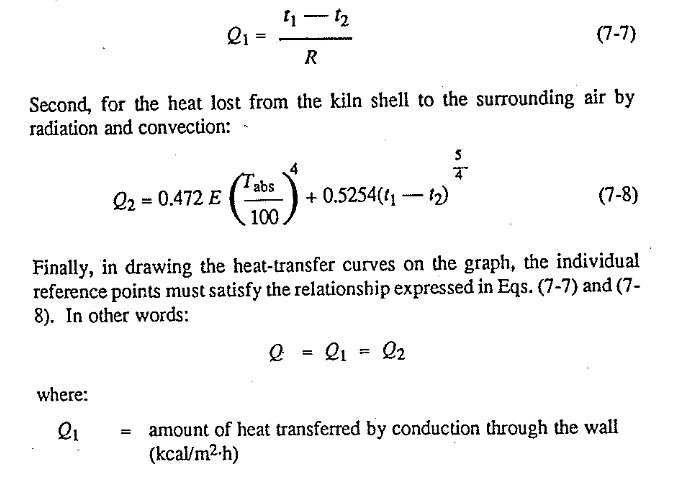
same. The values obtained by using the attached graphs are applicable to conditions where the surrounding air temperature is taken as a constant 21 C (70 F) in still air. It is also 1-nown that different colors and shell surface characteristics can produce different emissivities for radiation from the shell. For example, a kiln s ell painted with aluminum. paint shows an emissivity of 0.60 where a typical steel shell, slightly oxidized, shows an emissivity of between 0.80-0.88. For the purpose of this discussion, a value of 0.82, is used as a constant Convection losses, likewise, can also vary depending on the characteristics of the fluid film immediately adjacent to the kiln shell. Shell cool ing fans, wind velocities, and temperatures of the surrounding ambient air play an important role in the amount of heat lost by convection from the shell. A roof over a kiln section, another operating kiln nearby, and a variety of other reasons can cause modifications in the amount of heat lost from a given kiln section. All these intangible factors reemphasize that results obtained by this method of calculation are to be viewed as approxi mate values only.
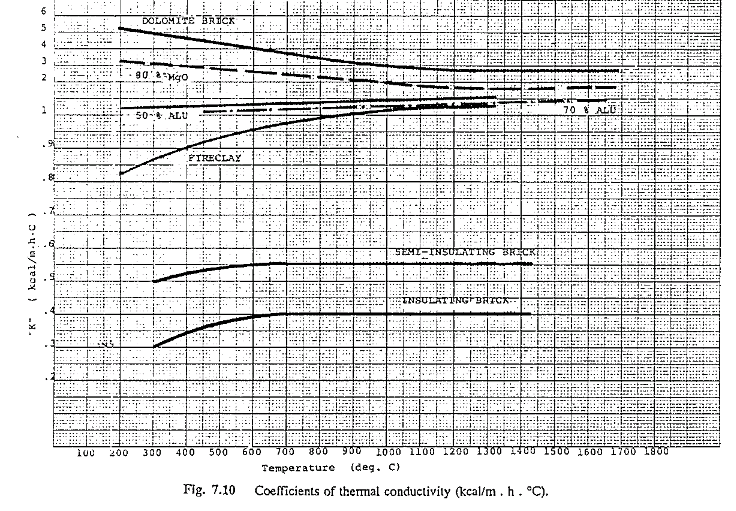
The graphs in Figs. 7.7 and 7.8 have been developed by using two fundamental heat-transfer equations. First, for the heat transferred through the wall by conduction:
References
- De Keyser, L., Reactivity in the solid state between the oxydes of the cement system.
- Margin, G. Chemical eng. and thermodynamics applied to the cement rotary kiln.
click here to Download the Most Important 13 Books in Cement Industry
click here to Download the Most Important 13 Books in Cement Industry