Contents
click here to Download the Most Important 13 Books in Cement Industry
click here to Download the Most Important 13 Books in Cement Industry
EVERY THING YOU NEED TO KNOW ABOUT HEAT BALANCE IN CEMENT KILN

Before modem developmenls in kiln technology, there were efficient kiln operators that never had a complete understanding of what actually took place within a given kiln system. These operators were proficient in controlling the temperatures, pressures, and material flow rates and did their job so well that some of them remained kiln burners for the rest of their career. Still today, there is no absolute requirement for an operator to be knowledgeable about heat balances. These are usually of more interest to the plant engineer.
Nevertheless, it is appropriate to devote a separate chapter to this topic in order to gain a deeper understanding of the process being controlled. The operator who can keep calm and adjust to unusual situations without losing composure deserves credit. For most erratic actions there is a plausible explanation and these explanations can become legitimate reasons when a deeper understanding of what really goes on inside a kiln is reached.
Kiln operating efficiency covers a broad spectrum of considerations, each one having equal importance. On one occasion interest in ti1e output efficiency may be of concern, at another time concern might shift to cooling efficiency because the clinker cooler might not be doing the kind of work it was designed to do. On an almost daily basis consideration must be given to how efficiently the fuel, given to the kiln to do the true thermal work within the system, is being used. This chapter focuses on the fuel factor because it is one of the major cost factors in ti1e manufacturing process of cement. It might surprise some kiln operators when they learn that the fuel bill for the kiln alone can amount to 3-4 million dollars in a year. Not so long ago, fuel prices were so cheap in the United States that nobody was concerned with the quantity of fuel burning in the kiln. Today, this aspect can not be ignored.
A heat balance, simply stated, consists of compiling all the heat that is given to the kiln and then comparing this total to the total of thermal work done and heat losses that occur in the system. Whatever heat put into the kiln (INPUT) must be accounted for in one way or another by the heat that goes out of the system (OUTPUT). To do this requires actual testing of the system under normal operating conditions. Some plants have done this by means of very elaborate and sophisticated instruments, others have used average operating data from the kiln operator’s log to compile and calculate heat balances.
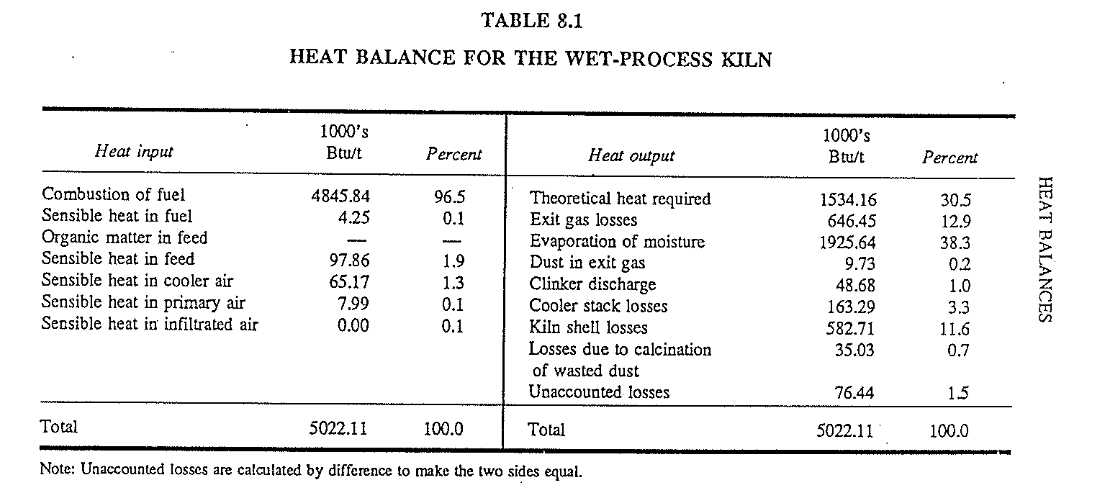
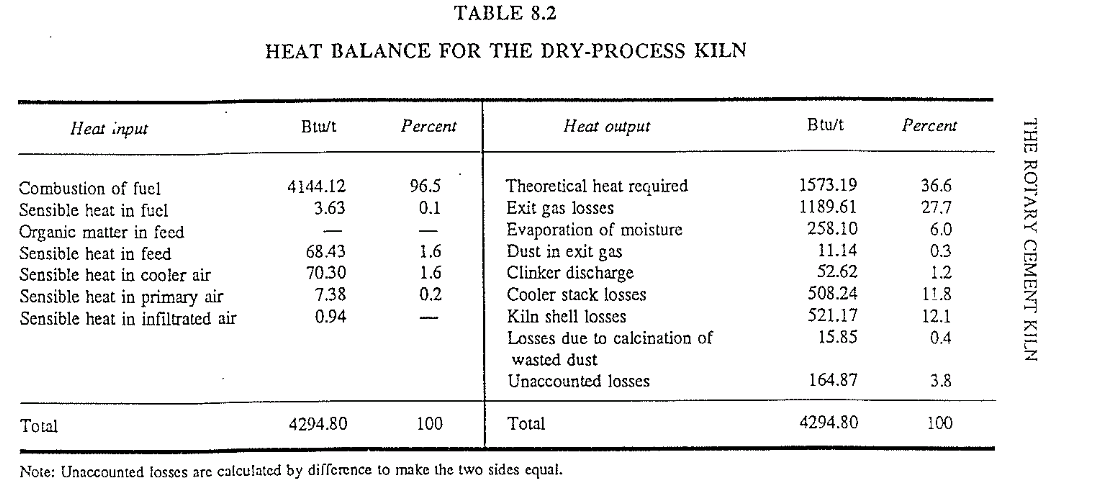
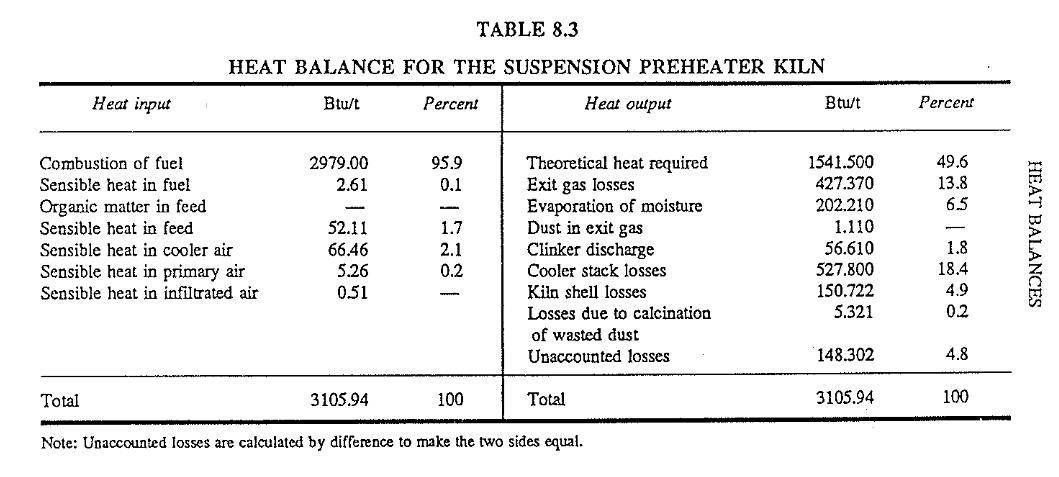
The following shows three different heat balance models, one each for a wet, a dry, and a preheater kiln. In comparing these tile differences in over all specific heat consumption, heat requirements, and heat losses between these kilns can be observed.
For the uninitiated, it should be noted that the actual heat required for clinkering the feed, i.e., the true thermal work required, is only about 431 kcal/kg (1.55 MBtu/sh.ton). In the kiln models presented, the wet-process kiln with its 5.022 MBtu/sh.ton (1396 kcal!kg) specific heat consumption is thus only about 31% efficient, the dry-process kiln at 4.295 MBtu/ sh.ton (1194 kcal/kg) is slightly better at 37%. The best fuel efficiency at 50% efficiency is found in the preheater kiln with 3.106 MBtu/sh.ton (863 kcal/kg).
The best reported efficiencies are near the 2.7 MBtu/sh.ton (750kcal/kg) levels all of which are found in either suspension preheater or precalciner kilns. This would represent a 57% efficiency which by itself approaches close to the optimum possible limit since the most efficient heat-transfer engine in the world works with an efficiency of around 68%. In short, there are iimits to how efficient a kiln system can tiecome. When kilns approach these limits it becomes increasingly more difficult and almost impossible to squeeze aCI extra kJ, kcal, or Btu out of the system to perform useful thermal work. Expressed in another manner, it most probably would be easier to lower the fuel consumption on a wet process kiln from, e.g., 6.8 MBtu/t to 5.9 MBtu/t than to squeeze another 50,000 Btu/tout of it when the kiln is already operating at 4.95 Btu.
It should be of interest to the reader to compare the right column, which expresses the heat output in percentages, for each of these three kiln models. Each one of these given percentages are revealing by themselves. But there is more to it than just testing the kiln to answer the question:
“Where does all that heat go?” Heat balances are the foundation for an engineer to identify the opportunities for possible heat savings. There are several areas where heat could possibly be saved to make a kiln operate more efficiently in matters of energy consumption. Some of these potentials are:
Lower kiln exit gas losses by:
- installing more chains and inserts such as trefoils, lifters, and slurry preheaters on wet- and dry-process kilns.
- reducing the clinkering zone and extending the length of the calcining zone.
- operating ti1e kiln at optimum oxygen levels with minimum excess air in the kiln exit gases.
- designing proper fuel burners that deliver optimum flame shapes and temperatures.
- on dry kilns: using tile high exit gases to produce steam and generate electrical power or using tl1is excess heat for drying raw materials.
- on preheater kilns: improving the heat existing adding additional exchange between preheater cyclones or gas and solids within cyclones.
- operating preheaters witl1 only as much bypass as is absolutely necessary to control tl1e alkali in the clinker.
- equipping the dry-process kiln with a single-stage preheater.
Lower the heat losses associated with evaporating the free water from the kiln feed in wet-process kilns by:
- using slurry thinners.
- grinding the slurry consistently to the lowest possible moisture content.
- using filter presses to dewater the slurry before it enters the kiln.
Lower the dust in the exit gases by:
- improving the chain system and other insert designs in dry- and wet-process kilns to prevent escape of dust at the feed end.
- optimizing kiln operating procedures and kiln loading to minimize turbulence and excessive gas velocities within the kiln itself
- returning (reclaiming) the maximum possible amount of kiln dust to the kiln by means of insufflation, lenching, or other means.
- enlarging the feed end and the shell in the chain section to lower the gas velocity in these areas.
Lower the clinker-discharge temperature by:
- operating the clinker cooler at the minimum necessary air-flow . rates but doing the maximum possible cooling (This is primarily governed by the design of the cooler and its components which, even today, leaves a lot to be desired and offers plenty of room for improvement.)
Lower the cooler stack (exit) losses by:
- (same as mentioned above)
- recycling excess cooler air from the lower cooler area to the upper cooler compartment (Watch tlre wear on the fan blades.)
- reclaiming excess cooler air for drying of raw materials, coal grinding, heating of fuel oil or for combustion air in the auxiliary flash furnace of a precalciner.
Note: Cooler stack losses are closely related to amount of combustion air needed in tl1e kiln. Unfortunately, the more efficient (in specific fuel consumption) a kiln becomes, the higher tlre cooler exit losses will be. The heat-balance examples show this clearly where the inefficient wet-process kiln shows 3.3% cooler losses compared to the more efficient preheater kiln which shows 18.4% losses.
Lower kiln radiation losses by:
- using insulating refractories in the areas above the burning zone. (Watch tlre maximum permissible service temperature of these bricks. )
- selecting the proper mix design and refractory that delivers heavy coating in the burning zone without leading to excessively large ring formations .
- using back-up insulation on all equipment linings outside the rotary kiln, e.g., the air ducts, kiln hoods, cooler walls, and thepreheater tower.
Lower cold-air inleakage into the kiln system by:
- closing up all unnecessary openings in the kiln hood, cooler, and kiln feed end.
- providing for efficient kiln seals both at the lower as well as the upper end of the kiln.
- operating the kiln with as high a primary air temperature as is safe and possible.
Most of the above-mentioned improvement factors are part of the inherent designs of the kiln systems where a kiln operator has usually little influence. It is primarily a concern to the engineering department. There are, however, many other factors, directly under the control of the operator, that will have a bearing on the overall kiln-energy efficiency. These factors are discussed in more details with the discussion of the actual control functions of the kiln.
When striving to lower the energy requirements on a kiln, it must be remembered that energy saved in one particular area might lead to a higher energy loss in another. For example, adding more chains on a dry or wet kiln might help to reduce the kiln exit-gas losses but invariably raises the kiln drive-power requirements. An engineer must therefore always balance the obtained savings by the resultant, possibly higher energy requirements this action might cause before proceeding with the project. From an operator’s viewpoint it might be more meaningful to explain the theoretical savings obtainable in monetary terms.
Using a computer program, a simulation was run on a wet-process kiln to show the effect on overall fuel efficiency when certain changes in the process variables were made. Here then are the results of this particular run:
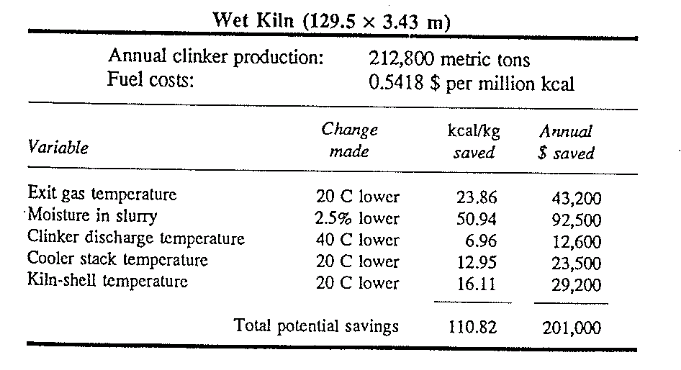
This example shows the resultant savings for only one relatively small kiln. There have been reports where up to a million dollars annually have been saved on larger kilns after extensive modifications were made on existing systems. Naturally, in such plants energy conservation was a high priority item and a well-defined conservation program must have been in place. The middle 1970’s was a difficult period when the so-called energy crisis occurred. At the time of this writing (1985) fuel costs have gone down and there appears to be an energy glut on the world markets. Unfortunately, fuel conservation efforts seem to have taken a back seat again in many cement plants because of the apparent easy availability of fuels. This false sense of security should not exist for the simple reason that world market conditions change and when a kiln has a potential for fuel conservation it should be implemented regardless of the present availability of fuel.
click here to Download the Most Important 13 Books in Cement Industry
click here to Download the Most Important 13 Books in Cement Industry