
Contents
Improving Mill Shoe Bearing Reliability and Productivity
Improving Mill Shoe Bearing Reliability and Productivity
This week’s tip goes back to a question that was recently asked by a member of the Mobil SHC Club: “What is the cause of high temperature in a slide shoe bearing on a ball mill?”
While the answer is very specific, it got me thinking, how many of us know what a slide shoe is, where it is used, what it does, and how is it lubricated? Probably not too many!
So, this week we’ll discuss mill shoe bearings and how to enhance their reliability and productivity.
Cement Ball Mills
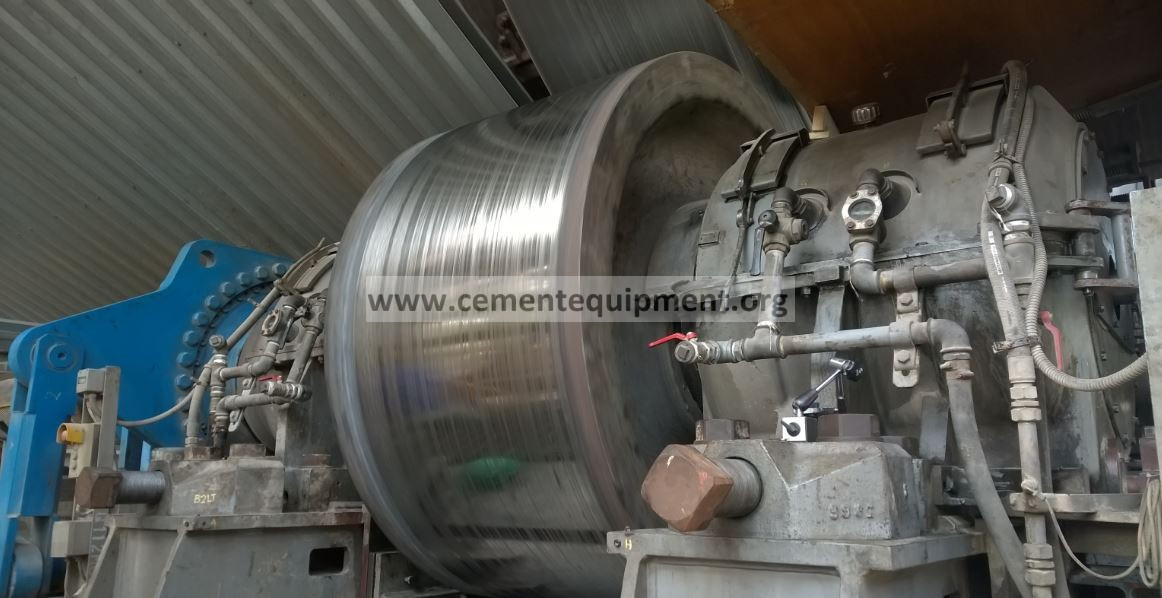
A cement ball mill is designed to grind clinker, gypsum and for the drying of cement additives. It is a component in the cement making process. Today’s Ball Mills are typically designed with a slide shoe bearing.
These bearings have replaced the more traditional trunnion bearings, as they are less expensive to purchase and maintain. The function of the slide shoe bearing is to keep the mill aligned to the mechanical process while allowing for mill rotation. The advantages provided by the slide shoe bearing includes:
- Lighter mill weight (less energy to operate)
- More compact mill while maintaining capacity
- Reduced mechanical stress
Design and Lubrication
Slide shoe bearings are hydrodynamic bearings cast of a steel with a babbit overlay applied. They are fixed in relation to the sliding ring and the shoe itself rests on a ball to allow for lift, flexibility and alignment.
During mill start-up, the slide shoe bearings requires pre-lubrication. This is provided by a high pressure oil pump which delivers oil between the bearing and journal. The oil, injected under pressure, lifts the mill and helps to reduce the friction between the shoe and ring, providing alignment. The minimum oil viscosity for most mills is 44 cSt at 100°C and typically requires an oil with an ISO 460 Cst viscosity.
Lubricant Selection
A mineral based gear or R&O oil (and oil specifically formulated to better combat rust and oxidation) may be used to lubricate the slide shoe. Mobilgear XP 460 has been used successfully in many instances. However, the use of Mobil SHC 600 Series synthetics should be considered. Specifically Mobil SHC 632 or 634. These are PAO synthetics which offer:
- Proper viscometrics
- Improved pumpability at start-up due to lower pour points and the lower fluid friction provided by a synthetic oil. This allows for enhanced oil flow to the shoe bearings. This is particularly important in cold climates where fluid flow is a concern.
- And improved filterability over gear oil, providing longer lubricant life, improved filter longevity, and again better oil flow to the bearings.
Maintenance Tips
If high bearing operating temperatures cause the mill to trip offline, consider increasing the trip set points. Consult your OEM when doing this, making sure to evaluate the maximum operating temperature for the bearing materials used. Remember, just because the oil can handle the operating temperature, doesn’t mean the bearing can. Other causes of high heat at the shoe bearings include:
- Lack of oil flow
- Oil ports clogged
- Filters plugged – remember these system may (should) have fine filtration
- Pump malfunction – many of these mills will have a high pressure (lift) and low pressure (system) pumps; does the high pressure pump de-energize or turn off when the mill runs?
- Low ambient temperatures – this will inhibit oil flow.
- Mill process temperature too high
- Mill cooling temperatures inefficient or not effective.
Once again, thanks for the opportunity to provide a little bit of knowledge. I hope you enjoyed this week’s tip and let me know if you have any suggestions for future tips in the section below!
What may be the probable reason of high temperature in slide shoe bearings of cement mill?
First thing to do is to check the position of the temperature sensor installed on the slide shoe. Second analyze the high/low pressure oil system. Look for manuals and see working range parameters for oil temp, oil pressure, initial high pump pressure, low pressure pump oil flow and speed, and then observe those in operation. Once the mill is stopped for regular maintenance check with a portable thermometer the slide shoe from the outside, look for temperature highest point, look for temperature difference. Metal contact first comes to mind. The root cause analysis might be tricky though. It might be high pump failure, you should see the development of pressure of the oil at the start up, if the max range pressure is reached or not. Pump failure for oil lack of cleanliness are frequent (you might control as well filters status here, or if the slide shoe bearing sealing is properly tight). Pumps just lose their prevalence and increase recirculation when damaged by dust, sand slowly. Go for over-sized pump, sturdy long life ones. Not having a proper sealing leave no choice to the cement or ground powder but to enter and clog your system. Dust don’t flow out easily, and rest in tanks forever. Make oil samples and analyze your results, looking for metal, especially the characteristic one made of your bearings. Consult the supplier of the bearing and ask for the limit in ppm when they should worry about metal to metal contact. Contact the oil supplier and ask for chemical analysis of your oil, and ask them for limits as well, you will get a good insight of your system and oil quality though .Another way to check your system, is to make sure during the start up the high pump are actually able to lift the mill (0.2-0.3 mm) before losing pressure out of the slide shoes for increase of oil flow (use accurate tools which enable to measure this details. You can as well lift up your mill on a side, and observe the sliding parts, but indeed to do that in a proper and safe way you need some time, plus an expert to look at your bearings. It might also be that bearing shape is not properly done and oil doesn’t flow around it. Check in this case the low pressure oil intake and outtake parts at shoe bearing boards look for symmetric faces between them. Metal failure and lack of roughness are less frequent. You might check at the surface of yours, (with proper tools) in case you have the suggested metal roughness suggested by the bearing supplier with the right oil.
What are the causes for an increase of Cement Mill trunnion Bearing temperature and what are the possible solutions
Cement mill trunion bearing temperature may increase due to following reasons:
- 1. HP pump pressure is low.
- 2. Cutoff time of HP pump after mill start up
- 3. Mixing of contamination with oil
- 4. LP pump oil flow is less
- 5. Between the two slide shoe the is a oil tray, we have to check whether mill tyre is passing duly dipped tyre bottom are must be dipped in the oil.
- 6. Proper functioning of heat exchanger
Informacion cualea son los puntos criticos para una inspeccion