Contents
How to reduce carbon footprint in the cement plant BY LUIS FUENTES
CLICK HERE NOW TO DOWNLOAD MOST IMPORTANT BOOKS IN CEMENT INDUSTRY + PRACTICAL EXCEL SHEETS TO HELP YOU IN YOUR DAILY WORK
The cement industry is responsible for about 7% of the total CO2 emissions that is causing the climate change, which is putting in risk the future of the mankind.
In several forums have been mentioned different ways to reduce the CO2 emissions;
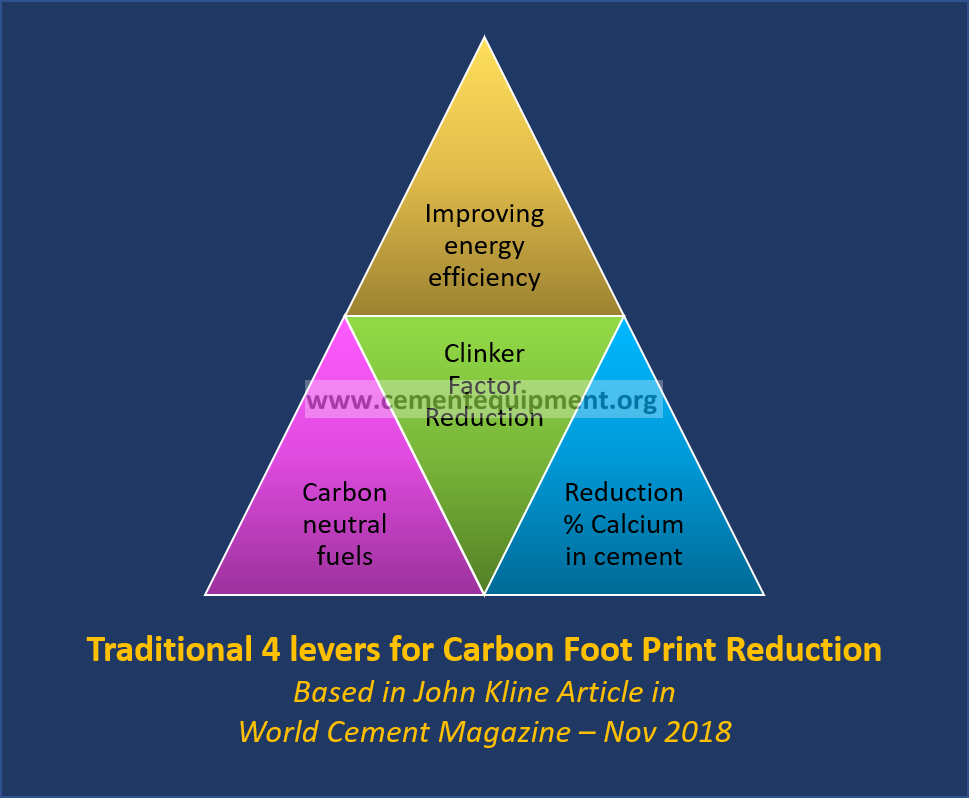
But, What have in common all these systems? Many of them are in the initial phases of development, and almost all require huge investment. Other options require changes in the customer preferences.
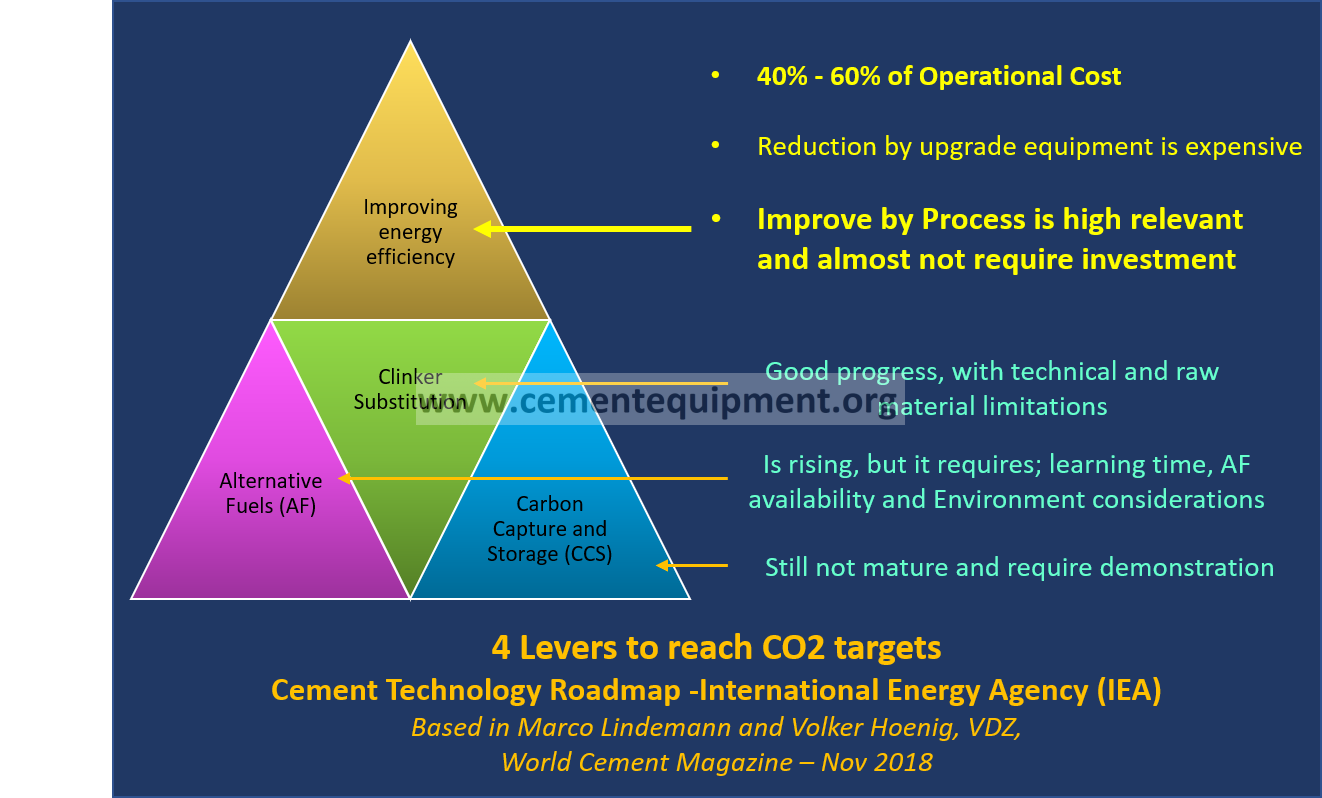
Of course new equipment with more efficient energy consumption is other way. The cement industry has an overcapacity worldwide this is pushing the price of cement down at the same time that the energy prices are increasing, under these conditions the investment in projects is so limited in most of the companies What we can do to reduce the CO2 emissions?
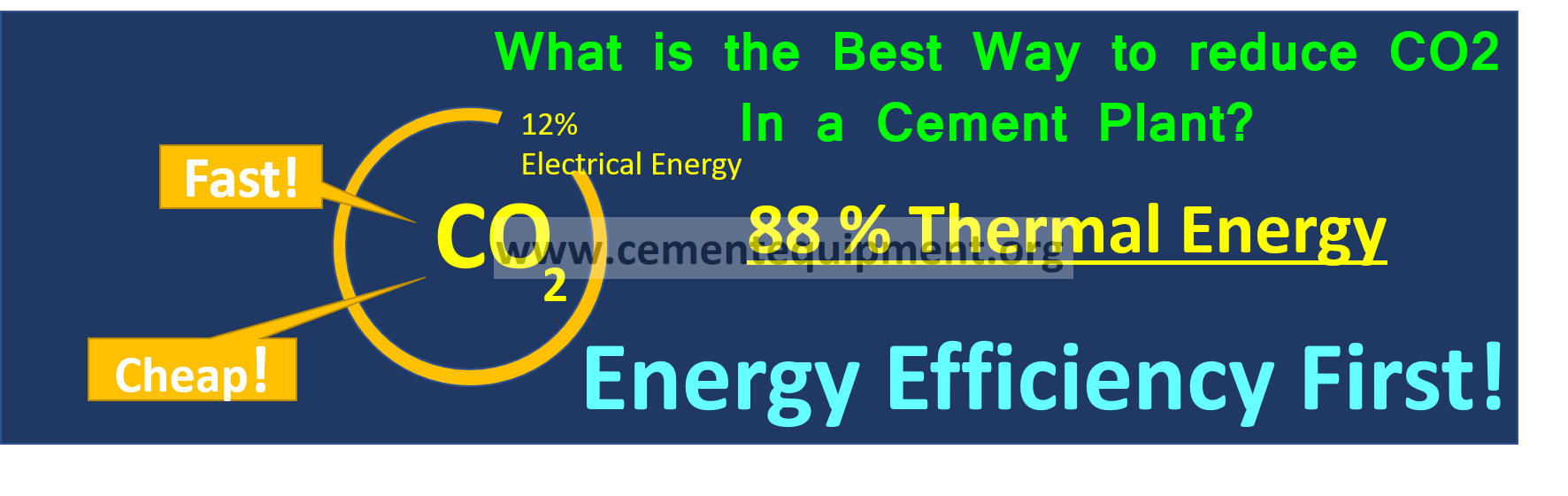
For incredible that it looks, is almost missing the more quick and cheap way to reduce CO2 emissions:
Improve the energy efficiency!
This should be the first step for any effort in the path of the CO2 reduction.
Do you know that the majority of the 2350 cement plants that exist in the world are running energy inefficiently?
Just one of five plants are running according with its potential lowest energy capacity.
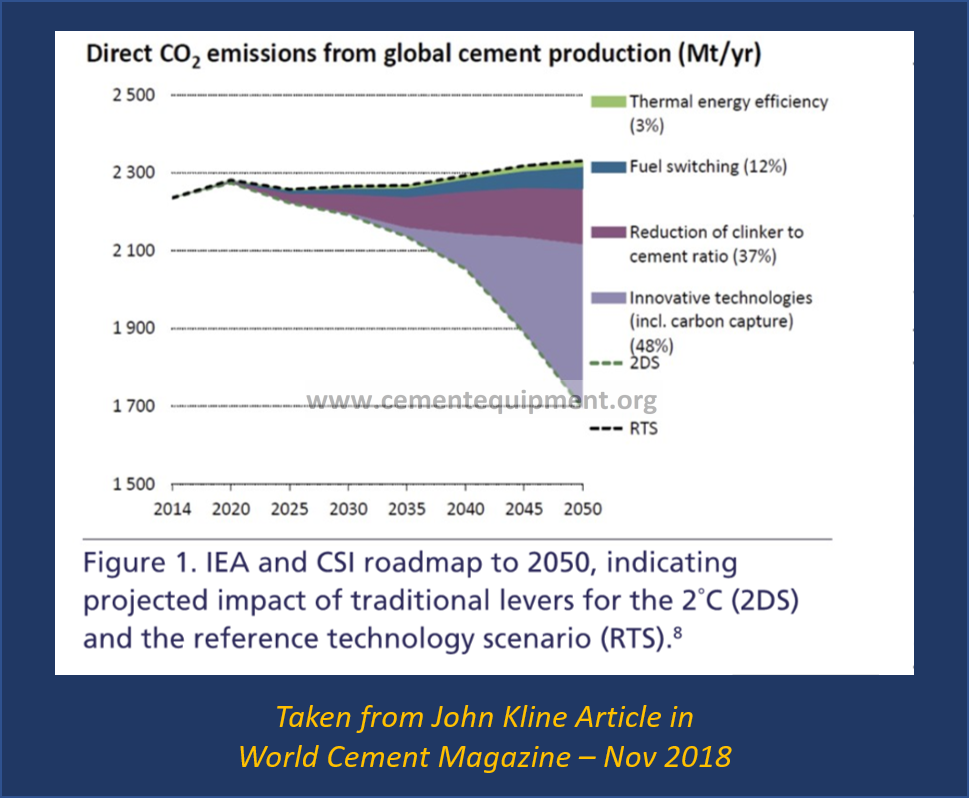
The Road map made by IEA considers 3% of improvement in the thermal efficiency. In my experience the opportunity varies from plant to plant between 2-8 % (12-48 Kcal/kg) ; this is a Golden Mine for savings and CO2 reduction.
This article is focus in a
Methodology that I have developed after years optimizing cement plants (SHC)
Benchmark
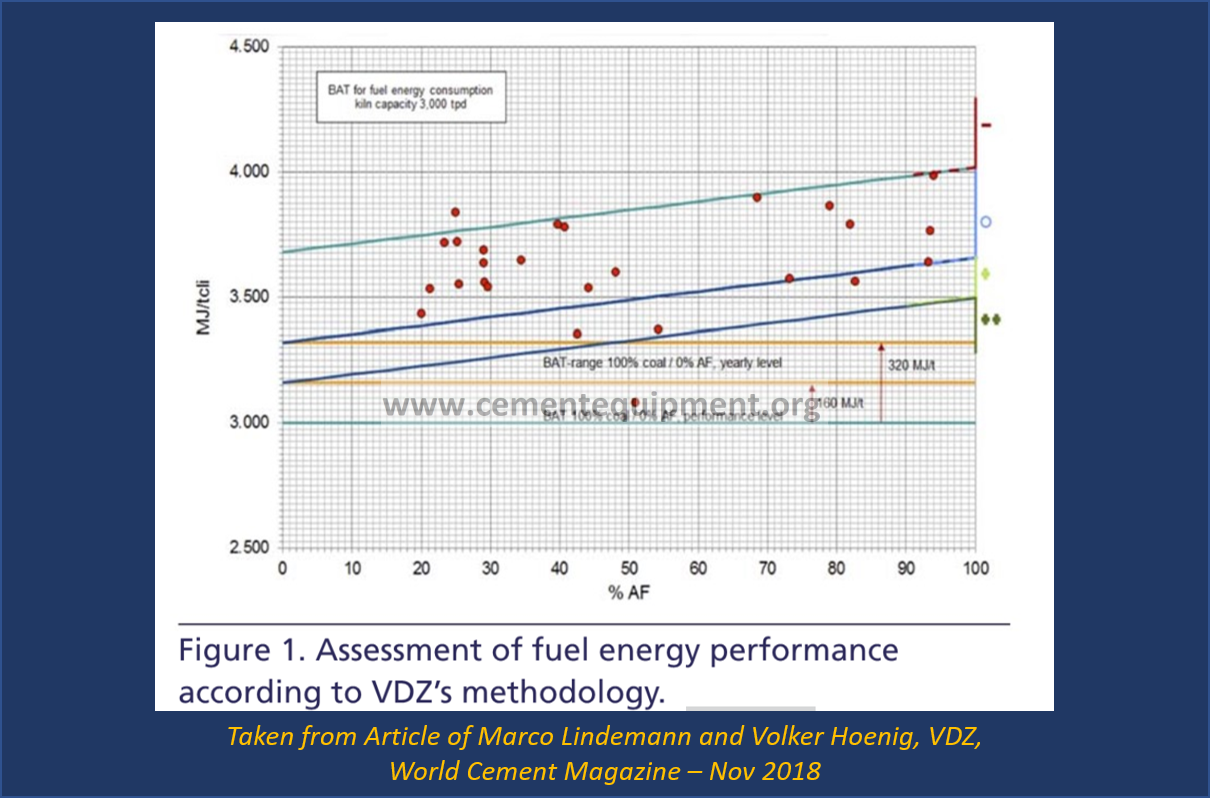
1.- Benchmark. This is one of the more difficult steps, we need to know if our kiln SHC is in the right range of the energy efficiency. For example VDZ (Verein Deutscher Zementwerke / German Cement Works Association) has developed a very useful tables of SHC vs %AF according with the Kiln capacity, with reference lines with the BAT (Best Available Technology) in performance/yearly levels. In my opinion this VDZ approach cover all the angles of a Benchmark.
Optimize the Quarry Explotation Plan
2.- Optimize the Quarry Explotation Plan.- The raw materials provide the main compounds to produce the clinker but as well it could have other elements that it will affect the kiln operation; increasing the SHC. Every year it should be review if still is valid the assumptions of the Explotation Plan.
Review the Raw Meal Design
3.- Review the Raw Meal Design.- The use of Alternative fuels, cheap traditional fuels, changes in equipment, raw materials, etc. requires an update of the design according with the chemistry and the energy optimization.
- Improve the Burnability.- The burnability depends of a combination of factors; chemical, physical and mineralogical. For example the size of the raw meal, the % of quartz in the raw meal, the % of Silice (SiO2), the alumina module (AM), the Silica Module (SM), etc.
- Reduce the LSF (Lime Saturation Factor). – This is one of the most powerful ways to reduce the CO2 emissions, but frequently is the most unlikely to review it.
- Reduce the Kiln feed Variation. – The LSF Kiln Feed (KF) Standard Deviation (S.D.) should be the lowest possible. The high variability of the LSF requires frequent changes in the amount of kiln feed or/and the amount of fuel affecting the clinker quality and increasing the consumption of fuel and power due the over adjustment process.
- Repeat the Cycle.- After you reduce the LSF kiln feed variation you could come back to the point 1 and review again the targets. Because it could be possible that you could reduce more the LSF raw meal target.
- Evaluate use Mineralizers as CaF2 (Fluorite).- Potentially you could reduce 30 Kcal/kg clinker, the changes in the process are minimal, and the benefits additional to the SHC reduction a better quality clinker that possible it reduce the SPC in the cement grinding area.
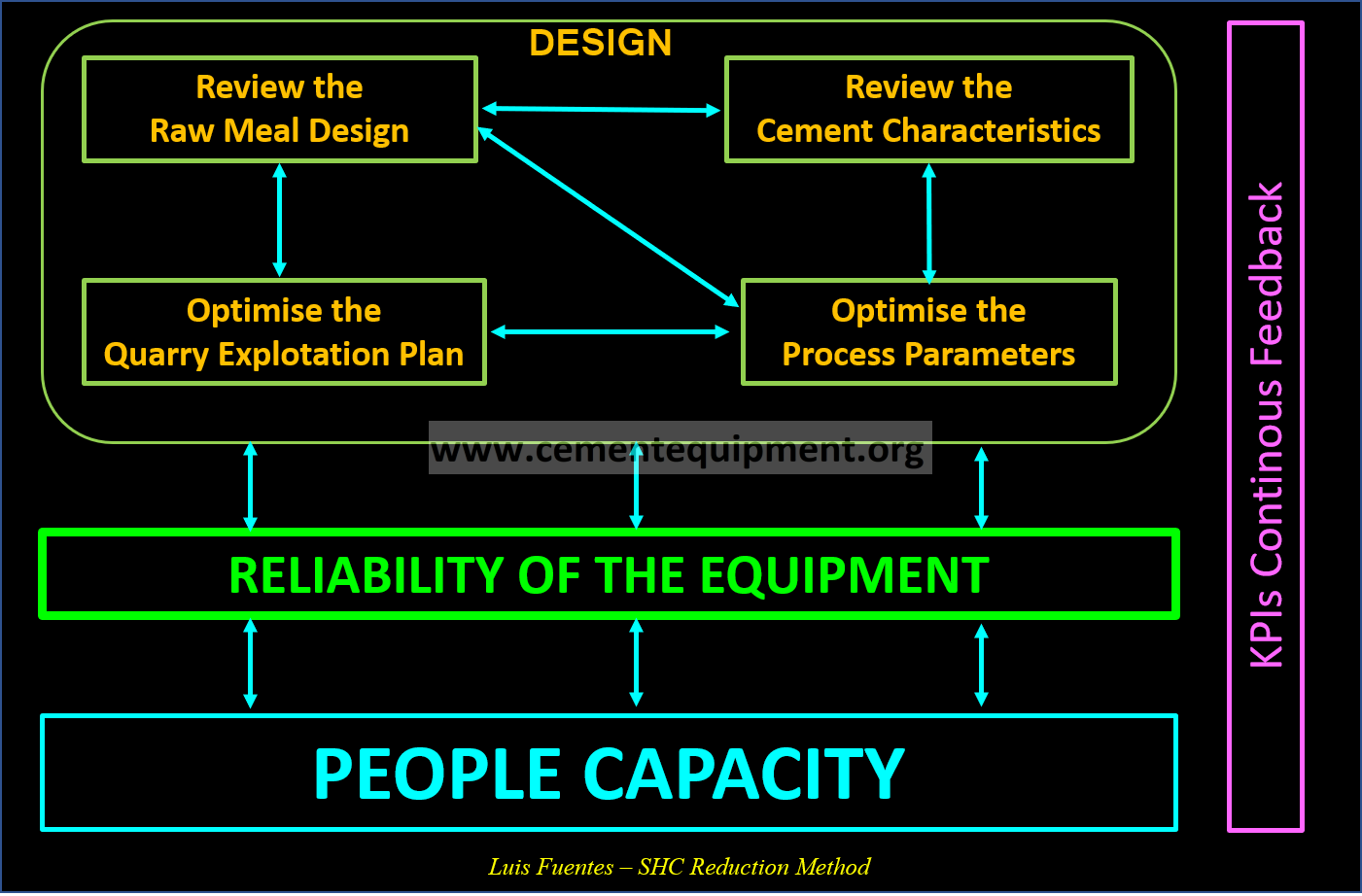
Optimize the Process Parameters
4.- Optimize the Process Parameters.- This is an important step to reduce SHC, frequently the solution to save energy is buy a new efficient equipment but why not check first if the actual equipment is running efficiently.
- Eliminate False Air.- The kiln system has many points in which it could have false air, this condition could lead to cooling the system after that it will be necessary to put more fuel to keep the temperature target, this condition will increase the SHC and SPC. Tip: audit the false air.
- Optimize the O2 % in the Kiln.- The amount of Oxygen in the Kiln affect many variables of the process as: the gasses velocity, temperature, reduction conditions, amount of coating, etc. The excess of oxygen should be the lowest possible.
- Optimize the Flame.- The evaluation of the flame is a frequent omission in the majority of the plants, for that reason they have some problems as: excess of primary air cooling the flame, not optimal flame momentum causing not burnt fuel, wrong flame shape (long, lazy, wide, misaligned, etc) producing bad quality clinker and damaged the refractory . Microscopy studies and Flame evaluation could help to improve the flame shape and operating parameters.
- Improve the cooler efficiency.- The secondary air provide the amount of oxygen to allow the combustion of the fuel but at the same time is cooling the system for that reason the cooler is a critical equipment to recover as much heat to putting back into the kiln. Together with the raw meal design prevent appear the “red river”, “snowman”, etc.
- Optimize the refractory.- The PHT (Pre Heater tower), the Kiln and the Cooler have a great area to loosing heat in the daily operation, for that reason chose the right one is so important. In the other hand a bad installation of refractory or not chosen it with the right characteristics for the area it could produce stops that it will increase the SHC.
In the last years many companies have been chosen the cheapest refractory and possible in most of the cases it is costing more in fuel and power than the savings made it.
- Improve the Fuel preparation.- The preparation of the fuel, for example solid fuel size, % humidity, contaminants, in case of fuel liquids the viscosity, etc. Tip: Clinker Microscopy analysis, Tip: Fuel combustion evaluation.
- Optimize the Bypass.- The % of bypass produce a losing of energy, for that reason a master operation of the bypass system is critical to reduce the SHC. Tip: make a mass-energy balance in the Bypass system.
Improve the Reliability of the Equipment
Increase the Reliability Factor and the MTBF (Mean Time Between Failures).- The frequent and or long stops increase the SHC and SPC due the cooling and warming time in which is used energy without production. The reliability concept should be extended to cover as well the measuring and control equipment, because this affect the Performance of the Equipment.
Improve the People Capacity (Training, and Coaching)
- Improve the Kiln Operator Training.– If you compare the energy performance operation of the kiln operators you could find differences of the 10% mainly for a lack of training. Tip: Measure the Kiln Operator Performance.
- Improve the Coaching of the Operators.- Sometimes the Shift Leader, Production Manager, Operator Coach, Process Engineer, etc. do this activity, for that reason is important that he/she has a very good technical training and skills for coaching.
- Improve the organisation.- Count with enough operators to cover training, vacations, absences, etc. is paramount as well to reduce the rotation for people leaving the company. The level of motivation should be high to reach the high performance levels; the leadership is key factor to reduce the SHC.
- Management Skills and Training.- The caliber of the Managers define if the organisation could have or not systems working efficiently as ISO 9000, Lean Manufacturing, Six Sigma, or any other related with Continuous Improvement Energy Consumption.
Continuous Feedback of KPIs
All the KPIs related directly or indirectly with energy should be monitoring 24/7 for all the levels of the organisation to take quick actions in case of problems and detect the best practices.
Summary.- The advantage of use this methodology is the quick implementation and non capex requirements, but definitely it requires a team with enough technical skills and experience to improve the energy optimization. For this reason is important training your people or hire it with this profile. Other solution is contract technical consultants that implement together with your team this methodology or any other Energy optimization System (STAR for example).
this great Article by Luis Fuentes
