click here to download Holcim , fls smidth , Lafarge , Most importnant manuals , most important excel sheets
click here to download Holcim , fls smidth , Lafarge , Most importnant manuals , most important excel sheets
Every Thing you need to know about Cement Kiln Fuels

Fuels used in burning a rotary kiln are classified into three groups: solid, liquid, and gaseous fuels. In many kilns a combination of two different fuels are used.
SOLID FUELS
Solid fuels used in rotary kilns are generally of the following types and properties:
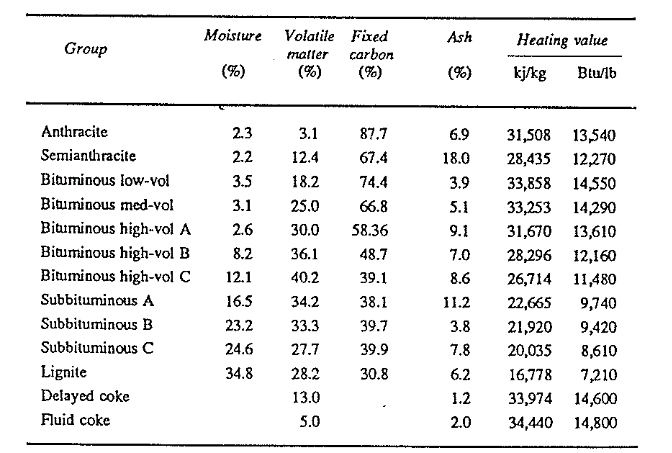
Subbituminous coal, lignite, oil shale, and other low-grade, solid fuels are fired predominantly in tlre flash calciner since these low heating-value fuels are unsuitable to sustain good combustion conditions in the burning zone. As a matter of fac one of the most important advantages of a pre calciner kiln is that low-grade fuels can be used for firing in the auxiliary furnace of the precalciner. Petroleum coke is used either at the precalciner furnace or intemlixed with other fuels·in the burning zone. Several pre heater kilns in various parts of the world are being used to dispose of old automobile tires, others use wood chips, and even garbage for introduction to the back end of the kiln. This method serves two purposes simultaneously. It does away with an environmental problem of waste material disposal and at the same time delivers valuable heat to the kiln which otherwise would have to be supplied by the more expensive conventional fuels. Petroleum coke possesses a much higher ignition temperature [ 590 C (1100 F)] and is therefore suited for intennixing with raw feed in a suspension preheater kiln. In effect, this method upgrades a preheater to precalciner status without the need for installation of an auxiliary firing system at the preheater tower. There is one drawback in using petroleum coke in any rotary kiln, namely its unusually high sulfur content.
One of the inherent disadvantages of coal is not only its explosive potential when finely ground but also its tendency to ignite spontaneously while in storage. High-volatile, high-sulfur, high-moisture coals are especially vulnerable to such ignition. Special precautions have to be taken when stockpiling coal to prevent undesirable temperature rises in the pile. Common precautions taken as standard procedures are:
- Building a coal pile in layers of 2-3 ft and compacting these layers with a bulldozer or roller before tlre next layer is
- No foreign materials such as rags, pieces of wood, or paper should be present and the storage area should contain a concrete floor with proper drainage.
- Testing wells (closed-ended steel pipes inserted into the pile) should be strategically spaced over the entire pile to allow for temperature monitoring by means of thermocouples or thermometers.
- For long-term, strategic, coal reserve piles, coal should be screened with the maximum amount of fines removed, ie., store only coarse lump coal if possible.
- When a smothering “hot spot” is detected, do not apply water in an attempt to put the “fire” out. Instead, dig it out and repack the pile.
Coal firing on rotary kilns is done by either a direct-, semidirect-, or an indirect-fired system. In the direct-fire system, the coal is dried, ground, and immediately conveyed into the burning zone for firing (see Fig. 2.1). Grinding is being done in an air-swept bowl or roller mill with the particle size classification being done within the mill itself. Hot, excess cooler air, tempered down to safe levels is used for drying and conveying of the coal. This system is normally quite safe, easy to control but has the draw back that a large amount of relatively cold primary air must be used for firing. This makes this system less efficient than an indirect-fired one. It also limits the capability of the operator to change the flame shape at will. Most wet- and dry-process kilns, i.e., the older types, are being fired by this method.
Semidirect-fired systems mostly use an air-swept ball mill from where the pulverized coal is conveyed to a small cyclone (holding bin) above the primary air pipe. The coal then discharges through a variable-speed rotary feeder directly into the primary air pipe from where it is being blown into the kiln (see Fig. 2.2). Since these holding bins are usually relatively small, the mill, just as in the case of the direct-firing system, must be op erating at all times while the kiln is running. When compared to the direct system, semidirect firing requires less primary air to be used, can operate at higher primary air temperatures, and can still supply the kiln with coal when the coal mill is shut down for up to 10 min.
In the indirect-fired system the coal is dried and ground in a roller or ball mill system that is separate from the actual kiln firing system. The ground coal is stored in a large silo from where it is withdrawn at metered rates to the primary air pipe (see Fig. 2.3). This grinding system does not have to be operated continuously as the capacity of the coal silo is usually sufficiently large to hold a supply of coal for up to 10 h. This is the type of system that most n<:w cement kilns employ. Several kilns can be fired from this single grinding plant and coal rates, to the kiln, can be adjusted instantaneously by the operator. It also allows for optimum primary air flow control. This indirect system is the most complex of the three systems. It needs special controls, safety devices, and a dust (coal dust) collector because of the presence of vast quantities of finely ground coal.
It is important to strongly emphasize to kiln operators how important it is to keep close control over any coal-firing system.
These systems have been designed for safety, are safe, and can remain so provided they receive the proper attention and maintenance. There are no shortcuts that can be used here: standard operating procedures must be fully understood and adhered to for the simple reason that fine pulverized coal can be an ingredient for a highly explosive mixture when certain condition..;; prevail. There is no reason to have any fear of d1ese systems as long as the opera tor fully understands what must be controlled and knows exactly what to do when something goes wrong. An operator must show respect toward coal firing and should periodically review the operating procedures to have himself prepared for any eventuality. Most important of all, if an operator has some doubts about d1e accuracy of any instrument reading in the coal grinding and firing system, or when he knows something is not function ing properly, he must have it fixed right away.
LIQUID FUELS
Liquid fuels used for combustion in a rotary kiln ar:e almost exclusively of the Bunker B or Bunker C class. These are residual oils from refineries after the more volatile products in the oil have been removed. Because both types fall into the class of heavy oils, they have to be preheated before they can be pumped and atomized. Steam plants usually deliver the necessary heat to the heat exchangers where the fuel is raised to the temperature that ensures the correct viscosity.
To obtain good combustion, fuel oil has to be atomized, which means the oil has to be broken into small droplets to promote easy combination with the oxygen. This is done by means of an atomizer nozzle in which the oil is forced through an orifice at high pressure, creating a turbulent motion. The orifice size determines the pressure of the fuel at the burner tip, which in tum influences the flame shape. A small orifice results in higher fuel pressure and less fuel passing through the burner than a large orifice. Because certain high and low limits are set for a given orifice, it is often necessary to exchange the orifice for one with a different size of opening when a large change in fuel rate is required.
Fuel pressure is of utmost importance for the shape of the flame and consequently has to be frequently checked by the kiln operator. If the pressure, for example, is too low, complete combustion of the poorly atomized oil particles cannot take place, resulting in impingement of the unburned fuel on the coating and the feed bed.
GASEOUS FUELS
Although other gaseous fuels such as liquefied pelroleum gas, hydrogen and coal gas are used in some industries, gaseous fuel firing of rotary kilns in the cement induslry is done almost exclusively with nitural gas, one reason being that it is the cheapest of all gaseous fuels. Natural gas offers several advantages for the kiln operator, as it needs no preparation such as drying, grinding, or preheating, and combustion takes place readily once the gas has been mixed with the proper amount of air and ignition tem perature has been reached. The burning zone atmosphere is much “cleaner” because a natural gas flame is not as luminous as an oil or coal flame. A natural gas-fired burning zone appears “hotter” to the operator than one with other fuels, making a short adjustment period for the kiln operator necessary whenever frring is switched from another type of fuel to natural gas.
Another important advantage of natural gas firing is the need for very little or no primary air, thus more valuable hot secondary air can be used for combustion in the kiln.
COMPOSITION AND HEAT VALUE
A basic knowledge of heat generation and fuel efficiency is essential for any kiln operator, who should remember that the cost of fuel is one of the major expenditures in the manufacturing process of cement. Efficient use of the fuel depends in a large measure on the kiln operator’s skill.
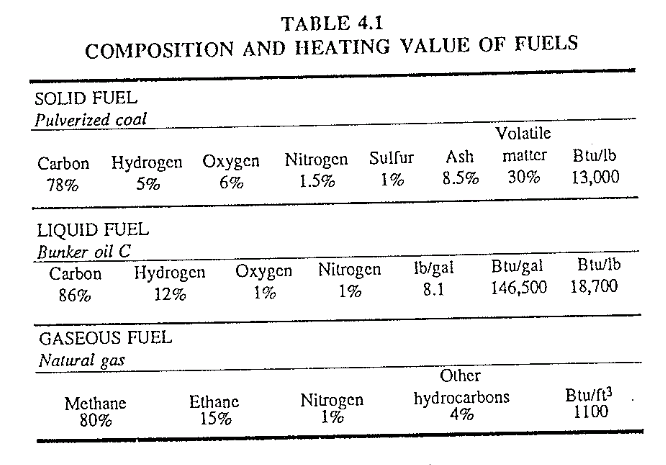
Composition and heat value of fuel are of significant importance to everyone concerned with operation of a rotary kiln, as they are the basis for heat transfer calculations and for investigation of the fuel efficiency of a kiln. Fuels differ considerably in the amount of heat they give out when burned, hence it is desirable to measure their heating values by means of an instrument called a calorimeter, expressing the heating value as the number of calories or British thermal units (Btu) given off when a ‘measured amount of fuel is burned. One gram-calorie, or small calorie, is the amount of heat required to raise the temperature of one gram of water one degree centigrade. Similarly, a kilogram-calorie, or greater calorie, is the amount of heat required to raise the temperature of one kilogram of water one degree centigrade. In the English units, one Btu is the amount of heat required to raise the temperature of one pound of water one degree Fahrenheit. In North America, heating value of fuels is usually expressed as the number of Btu per pound for coal, Btu per pound or gallon for liquid fuels, and Btu per cubic foot for gaseous fuels. See Table4.1. Metric units may be either gram-calories or kilogram-calories per kilogram or liter. Conversion factors are given in the appendix.
With the recent world-wide (except USA) standardization of the system of units, fuel heating values are now expressed in kiloJoules per kilogram (kJikg) or per cubic decimeter (kJ/dm’). Conversion factors are given in the appendix.
Divergent views still exist about the manner in which specific fuel consumptions are expressed. If it is stated that a particular kiln consumes 3722 kJ/kg of clinker (3.2 million Btulsh.ton), then more information wOuld be necessary. Determination of whether the gross or net heating value of the fuel was used and whether the fuel consumption was under steady-state kiln operating conditions or based on month-end fuel inventory figures would have to be made. If the cement industry would adopt the “NET HEATING VALUE/STEADY STATE” meth0d, then efficient and accurate determinations of fuel consumption could be made. Gross heating values are the heat produced by a unit quantity of coal in a bomb calori meter. The net heating values are based on both the heat produced at constant atmospheric pressure and the water in the combustion product remaining in vapor form. Net heating values can be calculated from the results of the calorimeter test by subtracting the hydrogen component as follows:
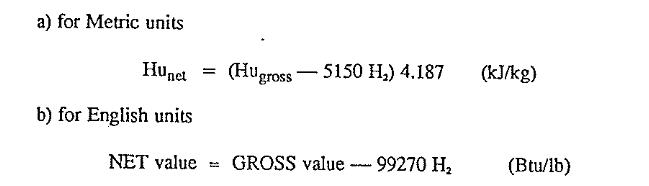
The gross heating value is approximately 3.5% higher than the net heating value. It is quite possible that a particular kiln might show a spe cific fuel consumption of 4886 kJ/kg (4.2 MBtu/sh.t) in steady-state condition but the month-end figure reported might show this as 5375 kJ/kg (4.62 MBtu/sh.t.) because these month-end figures include the clink er and fuel losses due to frequent kiln stops and starts or material losses that might not be associated at all with the operation of the kiln itself. It is easy to get on the wrong track in the matter of fuel conservation when coal and clinker storage areas are inadequate to prevent these materials from being blown by the wind over the countryside, or washed down the road during heavy downpours;. These areas can not be overlooked in a fuel conservation program. It is therefore essential to check the specific fuel consumption under steady-state conditions and then compare this with the specific fuel consumption that is derived from the month-end inventory figure. If the latter is higher than 3% from the former, it is necessary to take a serious look at the existing clinker and fuel handling and storage systems. Attention to this can save the company many thousands of . dollars every year.
I need It
It’s very valuable and tremendous information