
Contents
Everything you need to know about Innovative Cements
[wpecpp name=”package” price=”75″ align=”center”]
by J. Francis Young* and Musarrat Ullah Khan Afridi**
While the production of portland cements and blends with pozzolans and slags dominates commercial manufacturing, there exists a variety of innovative cements whose production is quite limited on a worldwide basis. These can be divided into two main categories: low energy cements and cements for specialty niche markets. Included in the former are belite cements, which have received considerable attention worldwide. The latter category encompasses cements with such diverse properties as rapid hardening, expansive characteristics, low alkalinity, and compatibility with high temperatures and pressures. This chapter is confined to consideration of modified port-land cements, which is the emphasis of this volume, despite some interesting innovative cements based on other chemistries.
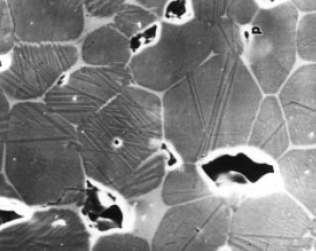
Figure 9.3.1. Microstructure of a low-energy cement showing sintered α’-C2S, stabilized with BaO, showing Ba-rich grain boundary phases and exsolutions.
LOW ENERGY CEMENTS
The use of modern cyclone preheater dry process kilns have brought energy consumption down to less than 3100 kJ/kg (740 kcal/kg) (Locher, 1986). In order to make further energy reductions, three strategies can be considered:
1. Reduction of the burning temperature by the use of mineralizers and fluxes or other approaches
2. Reduction of the calcium carbonate content in the raw mix to reduce the energy demands associated with calcination
3. Blending of clinker with supplementary cementing materials, such as slag or fly ash
Atypical low energy cement is shown in Figure 9.3.1. Fluxes and mineralizers are often used in normal cement manufacture but usually for the purposes of improving the burning characteristics of specific compositions. Klemm and Skalny (1977) claim that reductions of 100-200°C in the clinkering temperature can be achieved in this way with an energy savings as high as 625 kJ/kg (150 kcal/kg). However, this estimate is considered too high by Christensen and Johansen (1979) and Gardeik (1981), who calculate a savings of only 100-150 kJ/kg. However, if the calcining temperature is also reduced, the energy savings will be slightly greater.
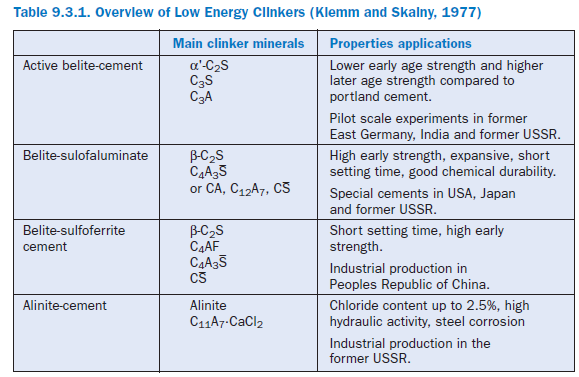
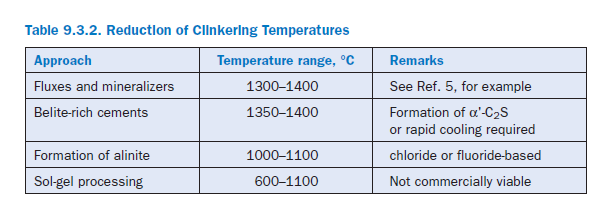
The second strategy involves the formation of reactive lower lime compounds, such as alinite, reactive belite, C4A3Æ,or C11A7·CaF2 (see Table 9.3.1) which will be discussed in the following sections. However, the use of fluxing agents to form several of these compounds also allows clinkering temperatures to be reduced (see Table 9.3.2).
ALINITE CEMENTS
Alinite cements were developed in the 1970s in the former USSR using a special salt flux technol-ogy and have been used commercially (Chatterjee, 1992). Alinite is a chlorosilicate closely related to C3S with the approximate formula Ca21Mg(Si0.75Al0.25O4)8O4Cl2 (Locher, 1986 and Bikbauo, 1986) or C21MS6A·CaCl2 in cement chemistry notation. Chlorine ions (Cl–) partially replace O2– in the original alite structure (Ilukhin and others, 1977) and Mg is essential to the structure (von Lampe and others, 1986). An alinite clinker contains 3%-4% by weight of chloride (Bikbauo, 1980) and forms 60-80 wt.% alinite, 10-30 wt.% belite, 5-10 wt.% calcium chloroaluminate (C11A7·CaCl2), and 2-10 wt.% calcium ferrite (C2F). Clinkering studies of alinite compositions have been reported (Bikbauo, 1980; Agarwal and others, 1986); CaCl2 lowers the calcination temperature for CaCO3 and promotes the formation of spurrite and C11A7·CaCl2 at low tempera-tures. Alinite crystallizes at 1000-1100°C from a chloride-rich liquid of composition (wt. %):
CaO = 35-45, SiO2 = 18-23, Al2O3 = 2-3, Fe2O3 = 2-5, MgO = 1-2, and CaCl2 = 20-35. It is unstable at higher temperatures, decomposing to alite.
Alinite reacts vigorously with water and is considerably more reactive than alite (Bikbauo, 1986) but forms similar hydration products. However, chloride is released during hydration and will promote corrosion of reinforcing steel. For this reason the fluorine analog would be more suitable and can be formed at a similar temperature to regular alite (Agarwal and others, 1986; Ludwig and Urbonas, 1993). However it only has a relatively slow rate of hardening. A sulfide analog, jasmundite, is only weakly hydraulic (Ludwig and Wolter, 1979).
BELITE CEMENTS
There has been considerable interest over the past 20 years in developing useful cements that have belite as the major calcium silicate component. The advantages of such a cement are 1) lower clinkering temperatures, 2) smaller quantities of carbon dioxide are formed per ton of clinker, 3) use of lower grade limestone, 4) use of lower calorific-value fuels, and 5) a more durable cement paste, since less calcium hydroxide and more C-S-H is formed. The major drawback is the low rate of strength gain due to the more sluggish hydration of β-C2S. The strategies that have been explored to overcome this problem are:
1. Very rapid cooling to form more reactive β-C2S
2. Stabilization of α’-C2S
3. Formation of highly reactive β-C2S at low temperature
4. Presence of sufficient amounts of highly reactive compounds, such as alite or calcium sulfo-aluminate (C4A3Æ), to provide adequate early strength
Rapid Cooling
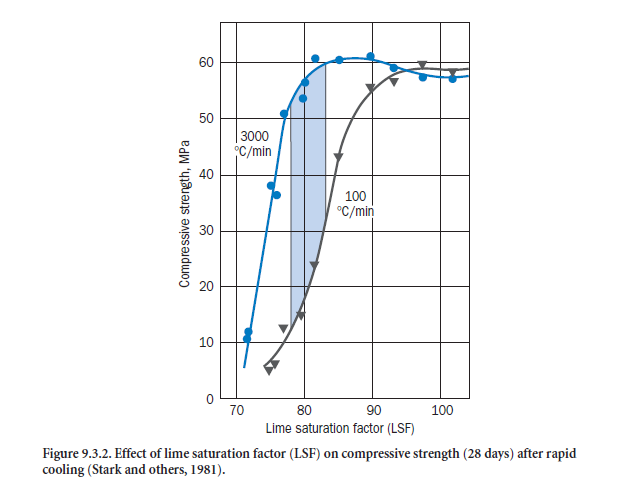
Stark and co-workers (1980-a, 1980-b, 1981, 1984, 1985) have shown that very rapid cooling of belite-rich clinkers can increase the reactivity of the belite and hence the rate of strength develop-ment. The effect is most noticeable in clinker compositions with a lime saturation factor (LSF) in the range 78-83 (Stark and others, 1981) (see Figure 9.3.2), since the reactivity of alite is little changed. Cooling rates investigated (Stark and others, 1980-a) ranged from 100°C/min (normal cooling) up to 3000°C/min (quenching in water or liquid nitrogen). Cooling down to 900°C at a rate in excess of 1000°C/min (Ludwig and Wolter, 1979; Stark and others, 1981) is sufficient to give strength development comparable to conventional portland cement (Figure 9.3.3); this can be achieved by forced air cooling. Clinkering temperatures as low as 1350°C are sufficient, allowing an energy reduction of 300 kJ/kg (70 kcal/kg).
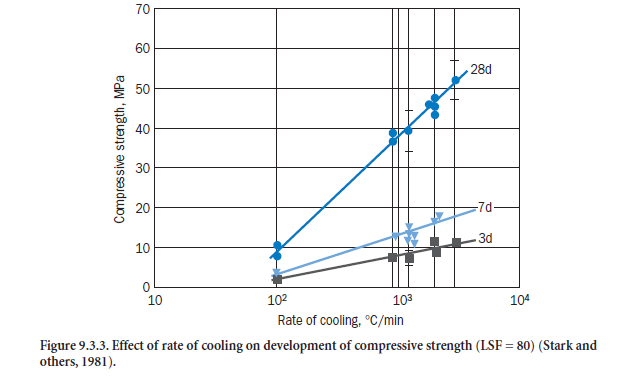
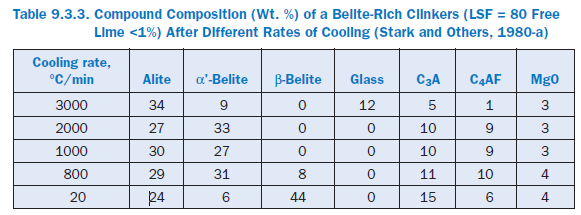
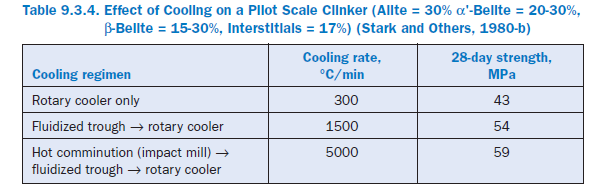
It has been shown by Jost and others (1984) that rapid cooling stabilizes α’-C2S, probably by limit-ing the exsolution of impurities that will occur during slow cooling (von Lampe and Seydel, 1989). The other phases are not greatly affected by the cooling rate (Table 9.3.3) except at 3000°C/min when substantial amounts of glass are formed (Stark and others, 1980-a). However, it should be noted that as cooling rates are increased, the sum of the crystalline phases decrease. High cooling rates can be obtained on a pilot plant scale (Muller and others, 1985) to give good performance (Table 9.3.4).
Stark and co-workers (1987) have considered the effects of some specific minor components on the formation and properties of rapidly cooled belite cements. Alkalis affect strength development in a manner similar to ordinary portland cements, increasing early (3-day) strengths and lowering
28-day strengths. Addition of SO3 (as sulfate) during clinkering promotes the formation of β-belite at low levels, but α’-belite at higher additions. In these mixes C2S forms from the decompo-sition of intermediate sulfo-spurrite (2C2S·CÆ).
Stabilization of α’-C2S
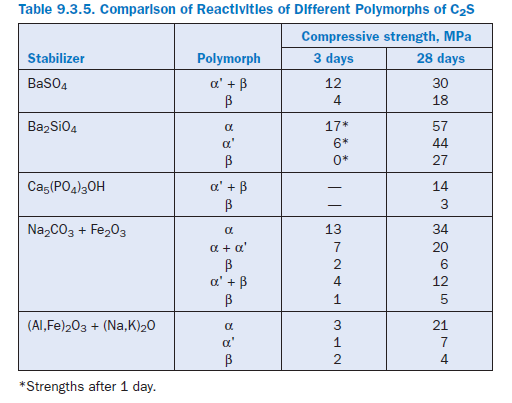
Considerable attention has been paid to the formation of cements in which α’-C2S is stabilized by the presence of foreign ions. Although α’-C2S is also a reactive phase, it is much more difficult to stabilize at room temperature. Most reactive belite cements rely on the formation of a stable α’ polymorph stabilized by an excess amount of an impurity element. A comparison of reactivities of the different polymorphs is given in Table 9.3.5. Chemical stabilization of C2S polymorphs (Ghosh and others, 1979; Moranville-Regourd and Biokova, 1992), and their relative reactivity (Stark and others, 1979; Young, 1998), have been reviewed.
However, the stabilization of high temperature polymorphs by impurity elements have physical as well as chemical mechanisms. On cooling, complex microstructures develop as a result of poly-morphic transformation (Moranville-Regourd and Biokova, 1992; Chan and others, 1992). Lamellar structures form during the α→α’ transformation and twinning during α’ →β,while the β→γtransformation is martensitic and hence strongly dependent on crystal size and matrix restraint (Matkovic and others,1981). Stabilization of α’ by rapid cooling must be due in large part to inhibiting the nucleation of β or γ structures. Ghose and others (1983), and Chan and others (1988) observed that during cooling, exsolution of impurity atoms form second phases at grain boundaries or between lamellae (see Figure 9.3.1). These second phases can be glassy or crystalline and must play an important role in determining reactivity, since the behavior of a particular poly-morph depends on the nature of the stabilizer (Young, 1998). For a given stabilizer, α’ is always more reactive than β,but some preparations of β-C2S may be more reactive than certain α’-C2S preparations, depending on the nature of the stabilizer.Belite-rich clinkers have been prepared in the laboratory by Bobesic and others (1981), Matkovic and others (1986), and Gies and Knöfel (1986), but although some pilot scale studies have been carried out, there appear to be no belite-rich clinkers produced that do not contain calcium sulfoaluminate to provide high early strength.
Reactive Dicalcium Silicates
During the 1990s, considerable interest has focused on the preparation of highly reactive forms of β-C2S, spurred by reports (Ishida and others, 1992) on the hydration of β-C2S formed from the thermal decomposition of hillebrandite (β-C2SH). The subject has been reviewed in detail by Ishida and Mitsuda (1998). Since then, Nettleship and others (1993), and Hong and Young (1999), have prepared reactive C2S by the Pechini method of sol-gel processing. Reactive β-C2S is more reactive than C3S prepared by conventional solid state sintering. The very high surface areas (>5m2/g) are indicative of small crystallite size which probably have high defect concentrations. Although sol-gel processing is used successfully to produce advanced ceramics, it cannot be the commercial basis of cement production, which is a commodity market. Nevertheless a modified version of the Pechini method has been used to prepare the four major clinker compounds (Lee and others, 1999). The possibility of using this approach for specialty products cannot be entirely ruled out as a future production approach.
Additions of Reactive Components
The reactivity of even the most reactive forms of α’-C2S cannot reach that of C3S without a very rapid cooling regimen. Therefore the strength development of belite cements will remain lower than that of ordinary, alite-rich portland cements unless a reactive component is included in the formulation. Alite can serve that purpose for both β-belite (Ludwig and Pohlman, 1986) and α’-belite cements (Bobesic and others, 1981). In the latter case, strengths are comparable to ordi-nary portland cements by 3 days. According to Mehta (1980), and Raina and others (1978), the inclusion of reactive aluminates (eg. CA, C12A7,C4A.3Æ) is a more widely used approach. The use of C4A3Æ is discussed more fully in the section on sulfoaluminate-belite clinkers.
CALCIUM SULFOALUMINATE CEMENTS
Cements which contain anhydrous calcium sulfoaluminate (C4A3Æ) as an important constituent are produced commercially in several countries. China, in particular, has pursued this technology vigorously as a means of making optimal use of available raw materials. C4A3Æ is a very reactive compound and combines with calcium sulfate to form ettringite, which can provide high early strength in the matter of a few hours. Alternatively, in the presence of free lime, ettringite forma-tion will be slower but more expansive, and forms the basis of expansive or shrinkage compensat-ing cements.
Phase Equilibria
The phase equilibria underlying C4A3Æ formation are reviewed by Blanco-Varela, and others (1998). In the C-A-CÆ system the only stable ternary compound is calcium sulfoaluminate (C4A3Æ), and it can readily be formed from mixtures of bauxite, gypsum, and lime at 1350°C. At this temperature, C4A3Æ has a much lower dissociation than CÆ,but it is not stable at temperatures greater than 1400°C. When silica is added to the system, calcium sulfoaluminate forms below 1200°C (and perhaps as high as 1400°C), while C3S does not appear as a stable phase in the lime-rich region. The compatible phases above 1200°C are C, C2S, and C4A3Æ.At lower temperatures, sulfospurrite (2C2S·CÆ or C2S2Æ) occurs as a stable phase and can co-exist with C4A3Æ, as can C3A. When iron is added to the system, C4AF is the stable iron phase; an iron analog of C4A3Æ cannot be formed although there is limited solid solution of iron in the latter.
Therefore, clinkering mixtures of iron-containing bauxites with limestone and gypsum in the range of 1300°C-1440°C readily produces mixtures of sulfato-belite cements containing “C4AF,” C4A3Æ,and C2S. The ferrite phase composition will vary depending on the A/F ratio in the raw mix, but generally tends to an iron-rich composition even when the A/F ratio is high because of the consumption of Al in C4A3Æ (Boikova and others, 1992). The α’-C2S polymorph is favored by a combination of Al2O3 and SO3 (the latter being a particularly influential component), but appar-ently is destabilized by MgO.
Over the past 20 years or so, the formation and properties of belite-sulfoaluminate cements have been widely examined by several workers including Ikeda (1980), Sudoh and others (1980), Deng and others (1980), Ali and others (1992), Beretka and others (1993), and Majling and others (1993). Appropriate mixtures of limestone, bauxite, and anhydrite (or gypsum) can yield a wide variety of compositions covering binary (C4A3Æ-C2S), ternary (C4A3Æ-C2S-CÆ) and quaternary (C4A3Æ-C2S-CÆ-C), formulations by firing at 1300°C. This temperature seems to be optimum for burning. Above 1350°C, C4A3Æ decomposes to C3A, while below 1200°C sulfospurrite (2C2S·CÆ ) is the major silicate phase and is non-hydraulic. These clinkers can be prepared using industrial by-product materials such as fly ash or slag as sources of alumina as well as silica and phosphogypsum. Dolomitic limestones can also be used since up to 10% of MgO can be fixed as merwinite
(C3MS2) without deleterious expansion.
Deng and others (1980) blended clinkers with appropriate amounts of gypsum in order to control the early formation of ettringite, which is responsible for rapid hardening, and later formation, which provides expansive properties. The presence of free lime is not necessary for early strength, although an optimum amount has been identified in one study. Early strengths, as might be expected, increase with decreasing C2S content; this latter phase is primarily responsible for long term strength. Optimum compositions appear to lie in the range of 40%-50% C4A3Æ,~35% C2S, and 15%-25% CÆ. The proportions of C4A3Æ and C2S are controlled by the A/S ratio.
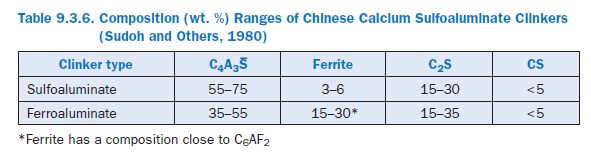
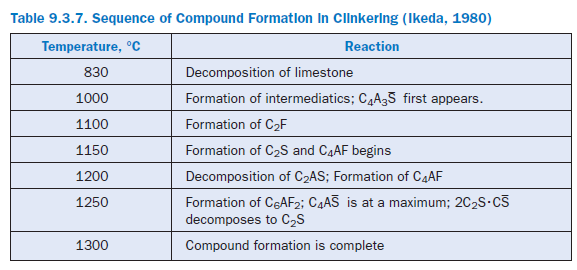
Chinese scientists Deng and others (1980), and Wang and others (1985-a, 1985-b, 1986, 1993), have developed a suite of calcium sulfoaluminate cements with fairly low belite contents. The cements are now widely used in China (~ 1 million tons in 1995) and have been called “The Third Series.” Table 9.3.6 shows the compositional range of the two classes of cements which are produced. Widely avail-able low grade limestones and bauxites with high contents of silica and iron are used for clinker for-mation, together with natural anhydite or gypsum. The clinkers are burned at 1300°C, and this low temperature, combined with good grindability, reduces energy requirements. The sequence of clink-ering reactions is summarized in Table 9.3.7. The clinker is ground with varying proportions of gyp-sum (and sometimes limestone) to provide appropriate high early strength or expansive properties.
CALCIUM FLUOROALUMINATE CEMENTS
The influence of calcium fluoride on the phase equilibria has been extensively reviewed by Blanco-Varela and co-workers (1998). In the lime-rich field fluoro-spurrite (2C2S·CaF2) exists below 1000°C, while the ternary compound 3C3S·CaF2 exists in a narrow temperature range (1050-1175°C). The ternary calcium fluoro-aluminate (C11A7·CaF2) forms in preference to C3A. This compound is isostructural with C12A7 (or C11A7·CH) and can form a complete solid solution with it. The fluorine analog of C4A3S (3CA·CaF2) is a much more stable compound than its sulfate analog, melting at about 1500°C. The reduction in the temperature of liquid formation (about 40°C) due to the pres-ence of CaF2 is expected. Furthermore, the phase field of C3S is extended and can form below 1250°C. Therefore portland cement compositions with C11A7·CaF2 replacing C3A are readily obtained.
This is the basis of calcium fluoroaluminate cement first developed and patented as regulated set cement by Greening (1971). Subsequent development of this cement took place most extensively in Japan under the tradename of Jet® cement. The high reactivity of C11A7·CaF2 produces a flash set which can be controlled by the addition of varying amounts of calcium sulfate hemihydrate. Rapid formation of ettringite causes set and allows useful strength to be developed within an hour or two.
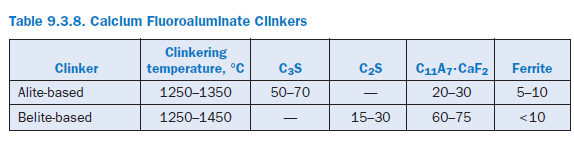
The A/F ratio needs to be optimized in order to maximize early strength and minimize expansion. To achieve this, the burning temperature should be maintained in the range of 1250°C-1350°C. According to Knöfel and Wang (1994), Liu and others (1992), and Ikabata and others (1994), rapid setting belite-fluoroaluminate cements can also be produced (see Table 9.3.8). The reactivity of C11A7·CaF2 depends on the burning temperature and the lime content of the clinker. Above 1300°C C11A7·CaF2 will decompose to C3A so the burning temperature should not exceed 1350°C. In low-lime belite compositions, burning temperatures up to 1400°C can be used.
SPECIAL INORGANIC CEMENTS
In addition to the cements covered above, several other innovative cements and cementitious materials also exist for special applications. A number of these materials are already in commercial applications but some are still in the developmental stage that do carry significant scientific inter-est (Odler, 2000). These cements/cementitious materials are listed in 4 broad categorized as follows:
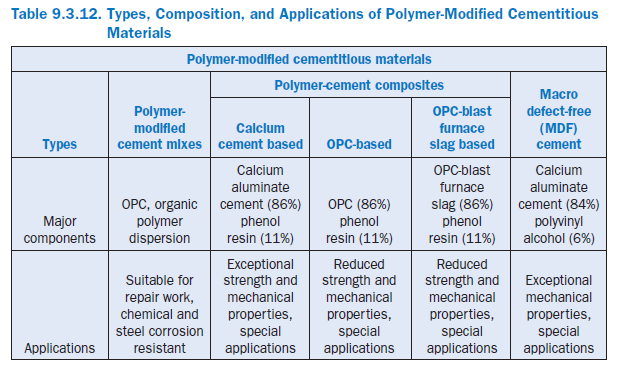
• Special portland cements
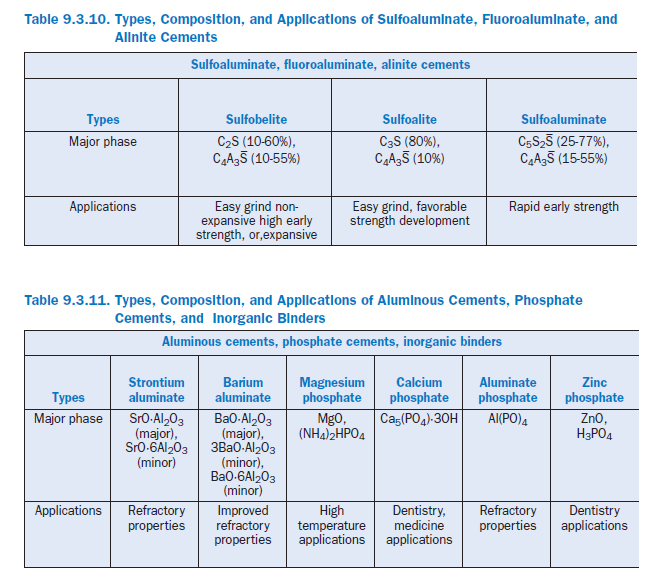
• Sulfoaluminate, fluoroaluminate, alinite cements
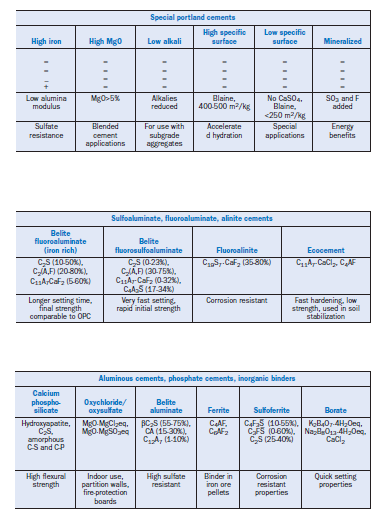
• Aluminous cements, phosphate cements, inorganic binders, and
• Polymer-modified cementitious materials
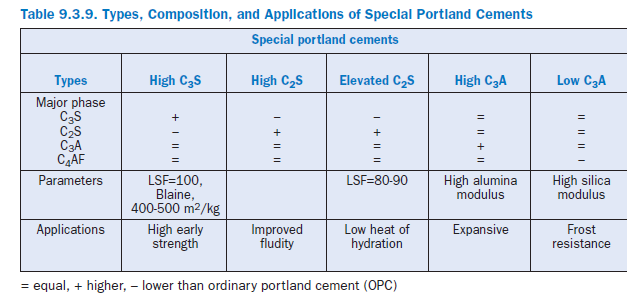
The types, composition (major phases/components), and applications of these materials are summarized in Tables 9.3.9 – 9.3.12. Towards the end, two sections, one each on polymer-modified cementitious materials and superplasticized cements are included. Therein the commercial development of these materials and data on salient properties extracted from on-site case studies are also presented to benefit the readers.
POLYMER-MODIFIED CEMENTITIOUS MATERIALS
Portland cement is mostly used in the form of mortars and concretes in field applications. However, mortars and concretes made by cement have some disadvantages because of the inor-ganic nature of the material. Such limitations include 1) low tensile, flexural, shear, impact and bond strengths, 2) large drying shrinkage, 3) tendency to crack with changes in temperature and moisture, 4) relatively high moisture absorption and permeation, 5) low resistance to corrosive agents, and 6) rapid loss of gauging water in thin surfacings by evaporation and substrate absorp-tion. Figure 9.3.4 is an electron micrograph of a hardened unmodified cement mortar where an abundance of cracks and pores is evident. Mortar constituents i.e. cement hydration products and sand grains are loosely joined suggesting weak adhesion among themselves (Afridi and others, 2003).
Polymer-modified cementitious materials are developed to mitigate these limitations (Omaha, 1998-a). These materials are mostly developed by using the following polymers, 1) aqueous polymers in dispersion form (latexes and emulsions) like styrene-butadiene rubber (SBR) latex, poly(ethylene-vinyl acetate) (EVA) emulsion, and poly-acrylic ester (PAE) emulsion, 2) redispersible polymer powders based on poly(ethylene-vinyl acetate) emulsion and poly(vinyl acetate-vinyl carboxylate) (Va/VeoVa) emulsion, 3) water-soluble polymers like cellulose derivatives of methyl cellulose (MC), hydroxyethyl cellulose (HEC), polyvinyl alcohol (PVAL), polyacrylamide and acrylate monomer, and 4) liquid polymers like epoxy and unsaturated polyester resins. Among these polymers, usage of latexes and emulsions for modifying cementitious mixes is growing fast. In general, properties of polymer-modified cemen-titious materials depend significantly on the type of polymer used, polymer content or polymer-cement ratio, P/C (defined as the mass ratio of polymer solids in a polymer-based admixture to the amount of cement in the polymer-modified cementitious material) rather than the water-cement ratio as considered in conventional cement mixes or both (Omaha, 1998-a, b).

Figure 9.3.4. SEM photomicrograph of hardened unmodified cement mortar showing an abundance of pores and cracks. Mortar constitu-ents are loosely connected resulting in brittle and inferior water-proof-ness and durability characteristics.
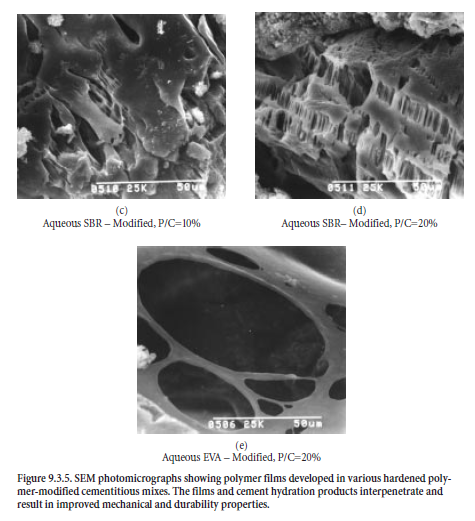
Latexes and emulsions are added to cementitious mixes in ranges 5% to 20% as a polymer-cement ratio. Process technology of mixing and using the polymer-modified cementitious mixes is similar to the conventional cement mixes. However, polymer-modified cementitious mixes are usually moist cured for a few days, and then air cured under their service conditions (Omaha, 1989). Upon hardening, a monolithic matrix phase with a network structure is developed in them in which cement hydrate phase and polymer phase (polymer films) interpenetrate. Figures 9.3.5 (a-e) shows scanning electron micrographs of several polymer films developed in various polymer-modified cementitious mixes after hardening [Afridi and others, 2003]. These polymer films are responsible for improved mechanical and durability characteristics of such systems that results in enhanced properties compared with conventional cement mixes (Omaha, 1998-a).
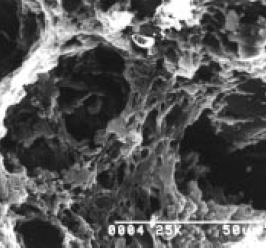
Figure 9.3.5. SEM photomicrographs showing polymer films developed in various hardened poly-mer-modified cementitious mixes. The films and cement hydration products interpenetrate and result in improved mechanical and durability properties. (Continued on next page.)
COMMERCIAL PRODUCTION OF POLYMER-MODIFIED CEMENTITIOUS MATERIALS
Availability of polymers as redispersible polymer powders has helped to develop prepackaged poly-mer-modified cementitious mixes requiring only water to be added at construction site prior to applications. Prepackaged polymer-modified cementitious mixes are highly helpful in improving the handling procedures and to avoid mixing errors (Afridi and others, 2003). Figure 9.3.6 (a-c) shows various types of pre-packaged polymer-modified cementitious materials being produced commercially in Pakistan. Their typical applications have been in the areas of 1) in-situ waterproofing, 2) as adhesives, 3) coating, 4) water-proof patching, 5) repairs, and maintenance, and
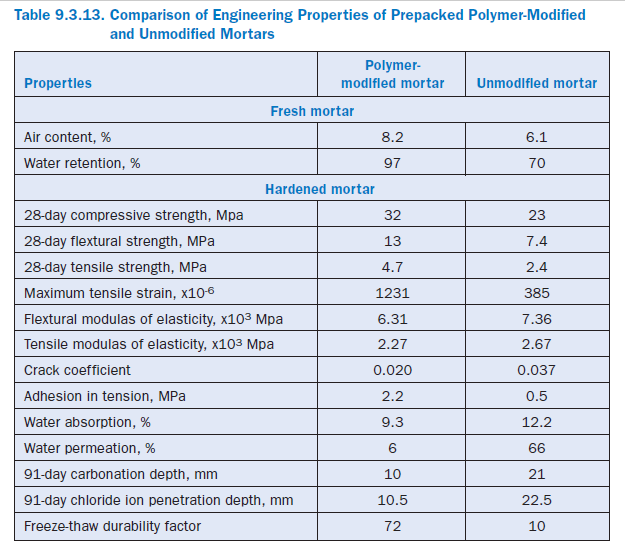
6) durability improvement. A comparison of typical properties between prepacked polymer-modified mortar and unmodified mortar cement is given in Table 9.3.13. Evidently the data shows improved engineering properties of the prepacked polymer-modified mortar than the unmodified one. Because of the availability of high quality redispersible polymer powders, it has now being con-templated that aqueous polymer dispersions will be replaced by the redispersible polymer powders for the production of polymer-modified cementitious mixes in near future (Omaha, 1999).

SUPERPLASTICIZED CEMENTS
Superplasticizers (SP) or high range water reducing admixtures (HRWRA) are chemicals which are mostly added on the job site to concrete mixes in modern concrete technology throughout the world due to the great benefits attainable with their use in terms of performance, reliability and economy. Superplasticizers are now available in both liquid and powdered form [Ramachandran, 2001]. The basic advantages of using superplasticizers in concrete mixes include, 1) high workabil-ity of concrete without additional water, resulting in easy placement without reduction in cement content and strength, 2) high strength concrete with normal workability but lower water content, and 3) a concrete mix with less cement but normal strength and workability. Use of superplasti-cizers in concrete mixes may also produce increased rate of strength development at early ages.
Nonetheless, on-site addition of superplasticizers to concrete mixes may have critical limitations such as the possibility of wrong dosage administration in the field and therefore lesser assurance of a centralized quality product, pilferage in the admixture, extra costs due to usage of dispensing equipment and labor, etc. To mitigate the above limitations, the latest concept is the development and use of superplasticized cements (SPCs) that have preblended, powdered superplasticizers in them and hence there is no need for separate addition of a superplasticizer (Ramachandra and others, 1998; Rossetti and others, 1992).
Rossetti and others [1992] and Afridi and others (2003) have reported regular industrial produc-tion of superplasticized cements (SPCs) in Italy and Pakistan respectively. Superplasticized concrete made by such superplasticized cements has consistently shown improved and reliable performance.
SUPERPLASTICIZED CEMENT DEVELOPMENT AND APPLICATIONS – A PAKISTANI EXPERIENCE
Both superplasticized ordinary portland cement (SPOPC) and superplasticized sulfate resistant cement (SPSRC) are produced commercially in Pakistan and are supplied in market. They are produced as 50-kg bags similar to those of portland cement (Figure 9.3.7).
There are two ways of producing SPSRC and SPOPC, 1) either the powdered superplasticizer is introduced in the ball mill along with the grinding of clinker and gypsum or, 2) powdered super-plasticizer is mixed with finished cement in separate mixers specially designed for this purpose. As regards the quantity of powdered superplasticizer to be added, it depends upon the type of powdered superplasticizer and is adjusted according to the instructions from the manufacturer of such powdered superplasticizer and after proper testing at plant laboratories. Afridi and others [2003] have evaluated the newly developed SPSRC and SPOPC and made recommendations for their usage.
On-Site Applications
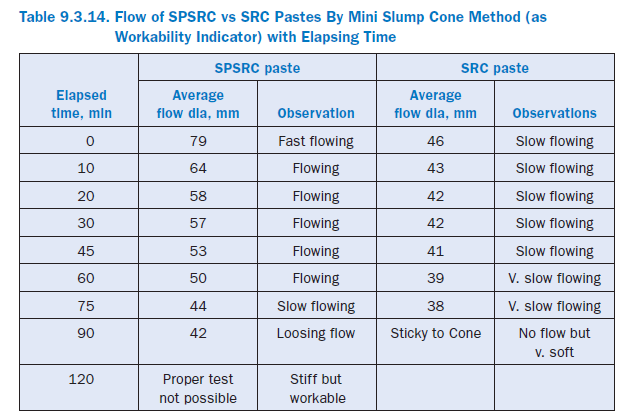
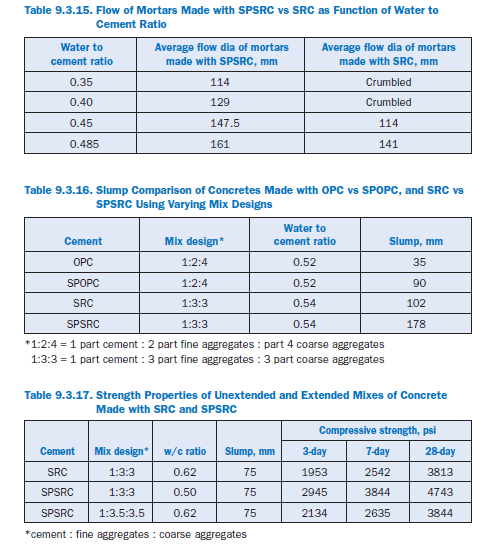
Both SPSRC and SPOPC have been used in field successfully. They show improved flowability at reduced water requirements without segregation and produce high strength/high performance concretes. Comparison of flowability in terms of flow areas for pastes and mortars); and slump for concrete batches made with SPSRC (superplasticized sulfate resistant cement) vs SRC (sulfate resistant cement), and SPOPC (superplasticized ordinary portland cement) vs OPC (ordinary portland cement), are shown in Tables 9.3.14, 9.3.15, and 9.3.16 respectively. Data in Table 9.3.14 clearly shows that the pastes made with SPSRC has higher flow than those made with SRC at each stage of testing. The pastes prepared with SPSRC are workable for longer periods than those made with SRC. Table 9.3.15 shows the effect of water on the flow of mortars made with SPSRC vs SRC as a function of water demand. Mortars made with SPSRC are more flowable as compared to the mortars made with SRC at the given w/c ratios. Furthermore mortars made by SRC achieve a flow of 114 mm at a w/c ratio of 0.45 while the mortars made by SPSRC achieve the same at a signifi-cantly reduced w/c ratio of 0.35; thus confirming high workability for SPSRC mortars at lower water contents. Table 9.3.16 shows data on concrete mixes made with SPSRC vs SRC and SPOPC and OPC. Concrete mixes made with SPOPC and SPSRC have significantly higher slumps than those made with OPC and SRC respectively at the given w/c ratios; for improved performance such concretes are preferred in situations where flowing concretes are desired.
A strength comparison of concrete prepared with SPSRC and SRC (see Table 9.3.17) confirms that SPSRC are capable of developing economical mixes by lowering cement content or by partially replacing it with aggregates. As can be seen, the 7-day compressive strength of concrete made with SPSRC is higher than the 28-day compressive strength of concrete made with SRC, that strongly suggests a potential for developing high early strength concretes with the given mix design. Hence, SPSRC could also potentially be used in situations where high early strength development is required with the same mix design and slump (Table 9.3.14). In case, higher compressive strengths are not desired, cement content can be reduced or the mix can be extended by addition of aggregates. The concrete made by extended SPSRC mix 1:3.5:3.5 (cement:fine aggregates:coarse aggre-gates), shown in Table 9.3.17, has achieved higher strengths at all ages than the concrete made by un-extended mix (1:3:3) of SRC. Therefore, such extended concrete mixes, because of lessercement contents, would produce lesser heat of hydration and may as well be useful for large concreting operations. Furthermore, with proper mix alteration(s), they can also be highly useful where pumped or flowing concrete is required.
REFERENCES
Afridi, M. U. K.; Khan., A. A.; Shah, N.; and Taqvi, N. H., “Evaluation of Newly Developed Superplasticized Cements and Recommendations for their Usage”, Paper Presented at 3rd International Civil Engineering Congress, Institute of Engineers, Karachi, Pakistan, February, 2003.
Afridi, M. U. K.; Ohama, Y.; Demura, K.; and Iqbal, M. Z., “Development of polymer films by the coalescence of polymer particles in powdered and aqueous polymer-modified mortars”, Cement and Concrete Research, V-33, 2003, pages 1715-1721.
Agarwal, R. K.; Paralkar, S. V.; and Chatterjee, A. K., “Chloride Salts as Reaction Medium for Low Temperature Clinerisation – a Probe into Alinite Technology,” 8th International Congress on the Chemistry of Cement, Proceedings, Vol. II, Secreteria Geral do 8°CIQC, Rio de Janiero, Brazil, 1986, pages 327-333.
Ali, M. M.; Sharma, P. S.; and Bhargava, R., “Potentials of Using Dolomitic Limestone in Making Sulfoaluminate-Silicate Cements,” Proceedings, 8th International Congress on the Chemistry of Cements, Vol. III, National Council for Cement and Building Materials, New Delhi, India, 1992, pages 227-232.
Beretka, J.; de Vito, B.; Santoro, L.; Sherman, N.; and Valenti, G. L., “Hydraulic Bheavior of Calcium Sulofaluminate-Based Cements Derived from Industrial Process Wastes,” Cement and Concrete Research, Vol. 23, No. 5, Pergamon Press, Oxford, UK, September 1993, pages 1205-1216.
Bikbauo, M. K., 8th International Congress on the Chemistry of Cement, Proceedings, Vol. II, Secretaria Geral do 8°CIQC, Rio de Janiero, Brazil, 1986, pages 352-357.
Bikbauo, M. K., “Mineral Formation Processes and Phase Composition of Alinite Clinker,” 7th International Congress on the Chemistry of Cement, Proceedings,Vol. IV, Editions Septima, Paris, France, 1980, pages 371-376.
Blanco-Varela, M. T.; Palomo, A.; Puertas, F.; and Vazquez, T., “Fluxes and Mineralizers: Fluoro-sulfate Compounds,” Materials Science of Concrete V, Ed. J. Skalny and S. Mindess, American Ceramic Society, Westerville, Ohio, 1998, pages 45-118.
Bobesic, B.; Halle, R.; Mikoc, M.; Matkovic, B.; and Young, J. F., “Influence of BaSO4 on the Formation and Hydration Properties of Calcium Silicates: II. Laboratory Belite-rich Clinkers,” Ceramic Bulletin, Vol. 60, No. 11, American Ceramic Society, Westerville, OH, November 1981, pages 1164-1167.
Boikova, A. I., Fomicheva, O. I. and Grishchenko, L. V., “Effect of SO3 and MgO on Phase Relations and Crystal Chemical State of Phases in Belite-Aluminoferrite Clinkers,” Proceedings, 9th International Congress on the Chemistry of Cement, Vol. II, National Council for Cement and Building Materials, New Delhi, India, 1992, pages 413-419.
Chan, C. J., Kriven, W. M. and Young, J. F., “Analytical Electron Microscopic Studies of Doped Dicalcium Silicates,” Journal of the American Ceramic Society, Vol. 71, No. American Ceramic Society, Westerville, Ohio, 1988, pages 713-719.
Chan, C. J., Kriven, W. M. and Young, J. F., “Physical Stabilization of the b →γTransformation in Dicalcium Silicate,” Journal of the American Ceramic Society, Vol. 75, No. 6, American Ceramic Society, Westerville, Ohio, June 1992, pages 1621-1627.
Chatterjee, A. K., “Special and New Cements,” 9th International Congress on the Chemistry of Cements, proceedings, Vol. I, National Council for Cement and Building Materials, New Delhi, India, 1992, pages 177-212.
Christensen, N. H. and Johansen, V., “Role of Liquid Phase and Mineralizers,” Cement Production and Use, Engineering Foundation, New York, 1979, pages 5-69.
Deng, J.-A.; Ge, W.-M.; Su, M.-Z.; and Li, X.-Y., “Sufoaluminate Cement Series,” Proceedings, 7th International Congress on the Chemistry of Cement, Vol. IV, Editions Septima, Paris, France, 1980, pages 381-386.
Gardeik, H. O., “Influence of the Sintering Temperature on the Energy Consumption with the Burning of Cement Clinker” Zement-Kalk-Gips, Vol. 34, No. 4, Bauverlag GmbH, Wiesbaden, Germany, April 1981, pages 169-174.
Ghose, A.; Chopra, S.; and Young, J. F., “Microstructural Characterization of Doped Dicalcium Silicates,” Journal of Materials Science, Vol. 18, No. 10, Chapman & Hall, London, UK, October 1983, pages 2905-2918.
Ghosh, S. N.; Rao, P. B.; Paul, A. K.; and Raina, K., “The Chemistry of Dicalcium Silicate Minerals,” Journal of Materials Science, Vol. 14, No. 7, Chapman and Hall, London, July 1979, pages 1554-1564.
Gies, A., and Knöfel, D., “Influence of Alkalis on the Composition of Belite-rich Cement and the Technical Properties of the Resulting Cement,” Cement and Concrete Research, Vol. 16, No. 3, Pergamon Press, Oxford, UK, May 1986, pages 411-422.
Greening, N. R., “A Process for the Manufacture of Regulated Set Cement,” U.S. Patent No. 3,628,973, December 1971.
Hong, S.-H., and Young, J. F., “Hydration Kinetifcs and Phase Stabilization of Dicalcium Silicate Synthesized by the Pechini Process,” Journal of the American Ceramic Society,Vol. 82, No. 7, American Ceramic Society, Westerville, Ohio, July 1999, pages 1681-1686.
Ikabata, T.; Miyama, Y.; and Sah, M., “The Effects of Clinkering Temperature and Silicate Phase on the Hydration of C11A7CaF2,” Cement Technology, Ed. Gartner and Uchikawa (Ceramic Transactions, Vol. 40), American Ceramic Society, Westerville, 1994, pages 27-35.
Ilukhin, V.; Nevski, N.; Bikbauo, M.; and Howie, R., “Crystal Structure of Alinite,” Nature, Vol. 269, No. 5627,MacMillan Publishing Co., London, 1977, pages 397-398.
Ishida, H., and Mitsuda, T., “Science and Technology of Highly Reactive b-Dicalcium Silicate: Preparation, Hydration and Gels,” Materials Science of Concrete V., Eds. J. Skalny and S.Mindess, American Ceramic Society,Westerville, Ohio, 1998, pages 1-44.
Ishida, H.; Sasaki, K.; and Mitsuda, T., “Highly Reactive β-Dicalcium Silicate: 1. Hydration Behavior at Room Temperature,” Journal of the American Ceramic Society, Vol. 75, No. 2, American Ceramic Society, Westerville, Ohio, February 1992, pages 353-358.
Jost, K; Seydel, R; vonLampe, F; Müller, A; Stark, J; and Mielke, I, Silikattechnik, Vol. 31, No. 2, Verlag für Bauwesen, Berlin, Germany, December 1984, pages 276-278.
Klemm, W. A., and Skalny, J., “Mineralizers and Fluxes in the Clinkering Process” Cements Research Progress 1976 American Ceramic Society, Westerville, Ohio, 1977, pages 259-291.
Knöfel, D., and Wang, J. F., “Early Hydration of Quick Cements in the System C11A7CaF2-C2S-C2 (A,F),” Advanced Cement-Based Materials, Vol. 1, No. 2, Elsevier, Amsterdam, The Netherlands, 1993, pages 77-82.
Knöfel, D., and Wang, J.-F., “Properties of Three Newly Developed Quick Cements,” Cement and Concrete Research, Vol. 24, No. 5, Pergamon Press, Oxford UK, 1994, pages 801-812.
Lee, S.-J.; Benson, E. A.; and Kriven, W. M., “Preparation of Portland Cement Components by Poly(vinyl alcohol) Solution Polymerization,” Journal of the American Ceramic Society, Vol. 82, No. 8, American Ceramic Society, Westerville, Ohio, August 1999, pages 2049-2055.
Liu, K.; Deng, Z.; Yuan, M.; and Tang, T., “Study on Cement in the C11A7CaF2-C2S System,” Proceedings, 9th International Congress on the Chemistry of Cement, Vol. III, National Council for Cement and Building Materials, New Delhi, India, 1992, pages 268-276.
Locher, F. W., “Low Energy Clinker,” 8th International Congress on the Chemistry of Cement, Proceedings, Vol. I, Secreteria Geral do 8°C1QC, Rio de Janiero, Brazil, 1986, pages 57-67.
Ludwig, U., and Urbonas, L., “Synthesis and Reactivity of Fluoralinites and Fluoroalinite Cement,” Zement-Kalk-Gips, Vol. 46, No. 9, Bauverlag GmbH, Wiesbaden, Germany, September 1993, pages 568-572.
Ludwig, U., and Wolter, A., “Formation and Stability of Tricalcium Silicate and Alinite,” Zement-Kalk-Gips, Vol. 32, No. 9, Bauverlag GmbH, Wiesbaden, Germany, September 1979, pages 455-459.(Engl. Transl. Vol. 32, No. 11, pages 248-250).
Ludwig, V., and Pohlman, R., “Investigations on the Production of Low-Lime Portland Cements,” Proceedings, 8th International Congress on the Chemistry of Cement, Vol. II, Secretaria Geral do ICQC, 1986, pages 363-371.
Majling, J.; Sahu, S.; Vlna, M.; and Roy, D. M., “Relationship Between Raw Mixture and Mineralogical Composition of Sulpoaluminate Belite Clinkers in the System CaO-SiO2-Al2O3-Fe2O3-SO3,” Cement and Concrete Research, Vol. 23 No. 6, Pergamon Press, Oxford, UK, November 1993, pages 1351-1356.
Matkovic, B.; Carin, V.; and Young, J. F., “Dicalcium Silicates Doped with Phosphates,” Proceedings, 8th International Congress on the Chemistry of Cement, Vol. II, Secretaria Geral do 8th ICQC, Rio de Janiero, Brazil, 1986, pages 276-281.
Matkovic, B.; Carin, V.; Gaseca, T.; and Halle, R., “Reactivity of Belite Stabilized by Ca5(PO4)3OH,” Proceedings, 7th International Congress of the Chemistry of Cement, Vol. II, Editions Septima, Paris, France, 1980 pages I-189-I-194.
Matkovic, B.; Carin, V.; Gaseca, T.; Halle, R.; Jelenic, I.; and Young, J. F., “Influence of BaSO4 on the Formation and Hydration Properties of Calcium Silicates I. Doped Dicalcium Silicates,” Ceramic Bulletin, Vol. 60, No. 8, American Ceramic Society, Westerville, Ohio, August 1981, pages 825-829.
Mehta, P. K., “Investigations on Energy Saving Cements,” World Cement Technology, Vol. 11, No. 4, Cement and Concrete Association, Slough, UK, May 1980, pages 166-177.
Moranville-Regourd, M., and Boikova, A. I., “Chemistry, Structure, Properties and Quality of Clinker,” Proceedings, 9th International Congress on the Chemistry of Cement, National Council for Cement and Building Materials, New Delhi, India, 1992, pages 3-48.
Müller, A., and Stark, J., “The Influence of Alkalies on Strength Development in Active Belite Cement,” Silikattechnik, Vol. 38, No. 9, Verlag für Bauwesen, Berlin, Germany, September 1987, pages 301-303.
Müller, A.; Stark, J.; and Rumpler, K. R., “ Present Position in Developing an Active Belite Cement,” Zement-Kalk-Gips, Vol. 38, No. 6, Bauverlag GmbH, Wiesebaden, Germany, June 1985, pages
303-304. (Engl. Transl., Vol. 38, No. 8, pages 202-203).
Nettleship, I.; Shull, J. H.; and Kriven, W. M, “Chemical Preparation and Phase Stability of Ca2SiO4 and Sr2SiO4 Powders,” Journal of the European Ceramic Society, Vol. 11, 1993, pages 291-298.
Odler, I., Special Inorganic Cements, Modern Concrete Technology Series 8, Publishers E & FN Spon, New York, 2000.
Ohama, Y., “Current state and trend of concrete-polymer composites”, MRS Int’l Mtg. On Adv. Mats, V.13,Materials Research Society, 1989, pages 79-97.
Ohama, Y., “Introduction”, Chapter 1 in Handbook of Polymer-Modified Concrete and Mortars, Noyes Publications, Park Ridge, NJ, USA, 1995, page 1.
Ohama, Y., “Polymer-based Admixtures,” Cement and Concrete Composites, V.20, 1998-a,
pages 189-212.
Ohama, Y., “New Research and Development of Concrete Polymer-Composites in Japan”, Proceeding IXth International Congress on Polymers in Concrete, Universita Studi di Bolonga Facolta di Ingegneria, Dipartimento di chimica Applicata e Scienza dei Materiali, Bolonga, Italy, 1998-b, pages 1-19.
Ohama, Y., “Advances and applications of concrete-polymer composites in Japan”, Proceedings 24th Conference on our World in Concrete and Structures, V.XVIII, Singapore, 1999, pages 43-50.
Raina, S. J.; Viswanathan, V. N.; and Chatterjee, A. K., “Hydration Studies of Porsal Cement,” World Cement Technology, Vol. 9, No. 3, Cement and Concrete Association, Slough, UK, May/June 1978, pages 109-118.
Ramachandran, V. S., Superplasticizers in Concrete, CBD-203. Internet Information, IRC Home Page, National Research Council, Canada, 9.11.2001, pages 1-8.
Ramachandran, V. S.; Malhotra, V. M.; Jolicoeur, C.; and Spiratos, N., “Current and Future Trends”, Chapter 14 in Superplasticizers : Properties and Applications in Concrete, Publications and Distribution, Materials Research Laboratory, CANMET, Natural Resources Canada, Ottawa, Canada, March 1998, 387 pages.
Rossetti, V. A.; Curclo, F.; and Cussino, L., “Production Performances and Utilization of a Special Superplasticized Cement”, Proceedings of the 9th International Congress on the Chemistry of Cement, Vol. III, National Council for Cement and Building Materials, New Delhi, India, 1992, pages 38-44. Silikattechnik, Vol. 31, No. 2 Verlag für Bauwesen, Berlin, Germany, December 1984, pages 276-278.
Stark, J., and Müller, A., “International Development Trends in Energy Cements,” Zement-Kalk-Gips, Vol. 41, No. 4, Bauverlag GmbH, Wiesbaden, Germany, April 1988, pages 163-169.
Stark, J.; Müller, A.; and Mielke, I., “On SO3-Containing Belite Clinker,” Silikattechnik, Vol. 38, No. 7, Verlag für Bauwesen, Berlin, Germany, July, 1987, pages 219-221.
Stark, J.; Müller, A.; Schrader, R.; and Rumpler, K. R., “Contributions to Active Belite Cement, Part 2: Influence of Cooling Conditions on Cement Strength,” Silikattechnik, Vol. 31, No. 2 Verlag für Bauwesen, Berlin, Germany, February 1980-a, pages 50-52.
Stark, J.; Müller, A.; Schrader, R.; and Rumpler, K. R., “Contributions to Active Belite Cement, Part 3: Demarcation of the Field of Existence of Active Belite Cement,” Silikattechnik, Vol. 31, No. 2 Verlag für Bauwesen, Berlin, Germany, September 1980-b, pages 168-171.
Stark, J.; Müller, A.; Schrader, R.; and Rumpler, K. R., “Contributions to Active Belite Cement, Part 1: Objectives, Experimental Program, and Preliminary Results,” Silikattechnik, Vol. 30, No. 12 Verlag für Bauwesen, Berlin, Germany, December 1979, pages 357-362.
Stark, J.; Müller, A.; Schrader, R.; and Rumpler, K. R., “Existence Conditions of Hydraulically Active Belite,” Zement-Kalk-Gips, Vol. 34, No. 9, Bauverlag GmbH, Wiesebaden, Germany, September 1981, pages 476-481. (Engl. Transl., Vl. 34, No. 11, pages 255-257.)
Sudoh, G.; Ohta, T.; and Harada, H., “High Strength Cement in the CaO-Al2O3-SiO2-SO3 system and its Applications,” Proceedings, 7th International Congress on the Chemistry of Cement, Vol. III, Editions Septima, Paris, France, 1980, pages V-152-V-157.
Suzuki, K.; Ito, S.; and Shibata, S., “Hydration and Strength of α-, α’- and β-Dicalcium Silicate Stabilized with Na-Al, Na-Fe and K-Fe,” Proceedings, 7th International Congress on the Chemistry of Cement, Vol. II, Editions Septima, Paris, France, 1980 pages II-47-II-51.
von Lampe, F., and Seydel, R., “On a New Form of β-Belite,” Cement and Concrete Research, Vol. 19, No.4,Pergamon Press, Oxford, UK, July 1989, pages 509-518.
von Lampe, F.; Hilmer, W.; Jost, K. H.; Reck, G.; and Boikova, A. I., “Synthesis, Structure, and Thermal Decomposition of Alinite,” Cement and Concrete Research, 1986, Vol. 16, No. 4, Pergamon Press, Oxford UK, pages 505-510.
Wang, Y., and Su, M., “The Third Series Cement in China,” Proceedings 3rd Beijing International Symposium on Cement and Concretes, Vol. 3, China Building Materials Academy, Beijing, China, 1993, pages 116-121.
Wang, Y.; Deng, J.; and Su, M., “An Investigastion into Cement CaO-SiO2-Al2O3-Fe2O3-SO3 System,” Proceedings, 8th International Congress on the Chemistry of Cement, Vol. II. Secretaria Geral do ICQC, Rio de Janiero, Brazil, 1986, pages 300-305.
Wang, Y.; Deng, J.; Su, M.; Zhu, H.; Liu, X.; and Han, G., “Characteristics of Hydration Kinetics and Strength Development of Ferro-aluminate Cement,” Proceedings, 1985 Beijing International Symposium on Cement and Concrete, Vol. 1, Chinga Building Industry Press, Beijing, China, 1985-a, pages 42-53.
Wang, Y.; Deng, J.; Su, M.; Zhu, H.; Liu, X.; and Han, G., “Study on Using Pyrite Tailings as Raw Materials to Produce Cement Clinker,” Proceedings, 1985 Beijing International Symposium on Cement and Concrete, Vol. 1 China Building Industry Press, Beijing, China, 1985-b, pages 269-278.
Young, J. F., “Highly Reactive Dicalcium Silicates for Belite Cements,” Concrete: From Material to Structure, eds. J-P. Bournazel and Y. Malier, RILEM, Paris, France, 1998, pages 1–15.