Contents
Everything you need to know about Hot Kiln Alignment
[wpecpp name=”package + Updates forever” price=”250″ align=”center”]
Hot Kiln Alignments _ Why and How Often?
R Reddy
HTC Global Maintenance

1.0 Hot Kiln Alignments – How often and why?
– Most of the service providers recommend hot kiln alignment once every 2
years or if any major changes are carried out on kilns.
– Is it really worth to carry out alignments at this frequency?
– If yes, why?
Hot kiln alignment once every 2 years, but is it really worth it?
2.0 Hot Kiln Alignments – Why?
– Kiln is more dynamic in nature than any other equipment in a cement plant.
– A perfectly aligned kiln can loose its alignment very quickly, if adequate care
is not taken (case study in next slides).
– Kiln alignment measurements are only like snap shot, hence cannot
guarantee trouble free operation of kiln.
– Kiln is sensitive to the process and operating conditions.
– It is impossible to have a 100% stable process and operating conditions as
various factors can have influence on process.
– Daily walk-by inspections helps us in keeping track of change in behaviour
of kiln and take corrective action immediately.
As we know our body very well, we are able to identify the
symptoms of hidden illness.
So, please walk to your kiln daily to know them very well !!
3.0. Kiln Alignment _ Influence of operating conditions
Change in kiln operating conditions can greatly influence the
following alignment conditions of a rotary kiln.
– 3.1. Kiln shell ovality
– 3.2. Kiln axis alignment
– 3.3. Kiln shell profile
– 3.4. Kiln axial movement
The more stable the process is, the better for the kiln reliability !!
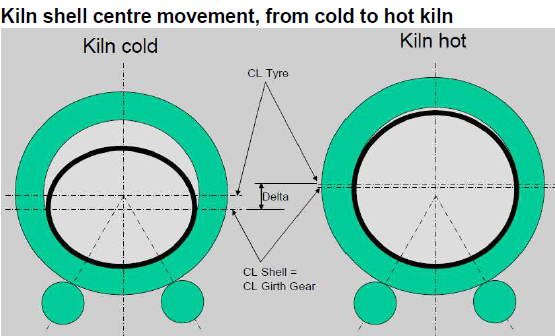
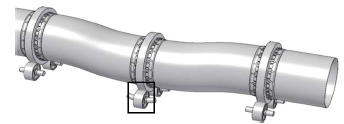
3.1. Kiln Shell Ovality Changes at Tyre Stations
Monitor tyre migration and kiln shell temperatures on daily basis
to keep track of change in kiln shell ovality !
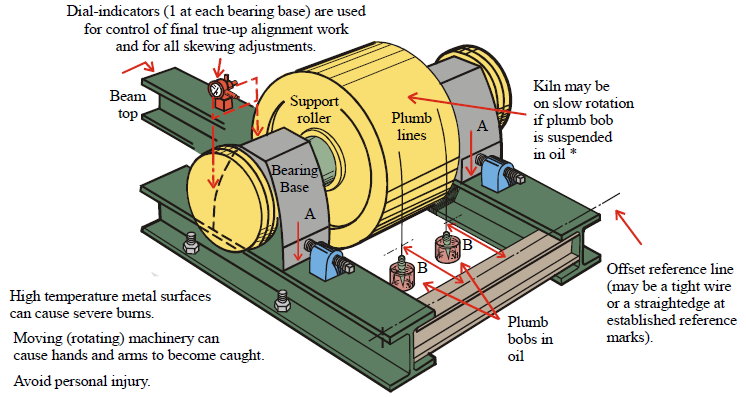
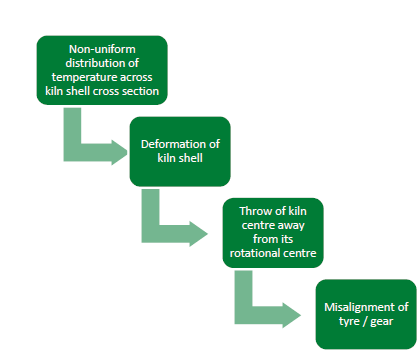
3.2. Kiln axis alignment
Abnormal change in tyre and roller temp leads to kiln axis
misalignment !!
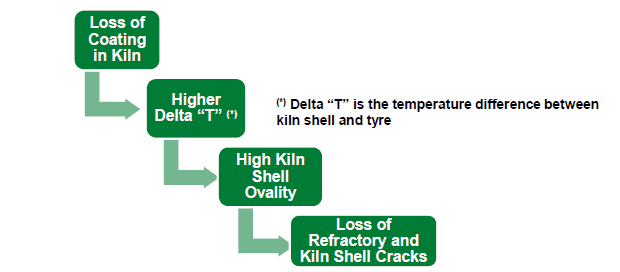
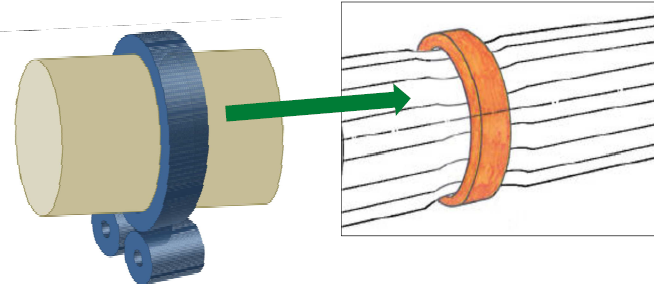
3.3. Kiln shell profile
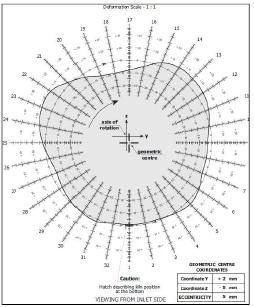
Uniform and stable coating inside the kiln is crucial for reliability
of kiln.
3.4. Kiln axial floating
-As kiln is positioned at a slope, has a tendency to move downwards due to
its own weight, feed material weight and coating inside the kiln.
-Thrust roller and supporting rollers, which are skewed, counter act against
this downward movement to keep kiln floating upwards.
-Whenever the equilibrium between these counter-acting forces disturbed,
kiln axial movement goes out of control.
– Skew adjustment of rollers can bring back the kiln to normal condition.
It is very important to monitor kiln axial movement on daily
basis and take necessary corrective action.
4.0. Consequences of Inadequate Care _ Case Study
– Dry process kiln commissioned 6-months ago.
– Kiln is in operation, with all bearing temperatures at normal level.
– Due to stormy weather condition and heavy rain, power failed and kiln
stopped abruptly.
– After 15mins. kiln started turning on auxiliary drive. These 15mins.
stoppage, while it is raining, proved catastrophic to the kiln bearings.
– Bearing temperature started to raise, even turning kiln on auxiliary drive.
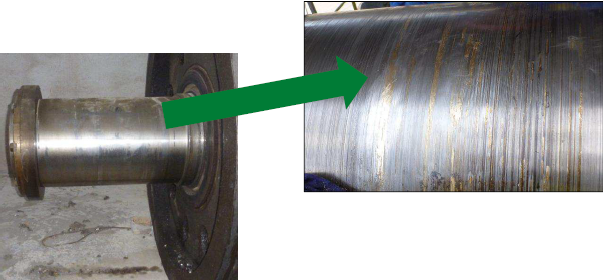
– Kiln started on main drive and within few minutes temperature of one of the
bearing at middle station raised to 1500C.
– Bearing and the journal damaged, resulting in several days of kiln
downtime.
4.1. Investigation
What happened during these 15mins of kiln stoppage?
-As the hot kiln is stopped and it is raining heavily, the top part of the kiln
shell was cooled down quickly.
– This lead to formation of a bow shape of the kiln shell
– Due to this, the supporting rollers and the bearings subjected to tremendous
radial and axial load.
– This triggered the bearing temperature raise.
Kiln auxiliary drive must be connected to emergency power, and
should be independent from the main power sub-station.
5.0 Commonly made mistakes in kiln operation
5.1. By-passing / increasing the bearing temperature tripping limit.
Consequences : Damage of roller journal and bearing liner
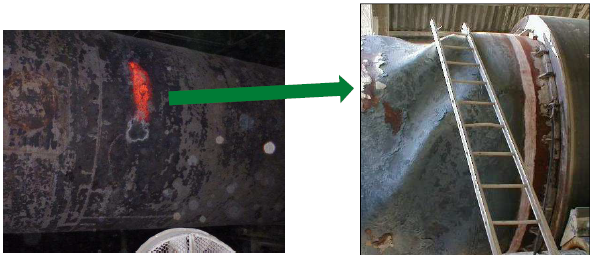
5.2. Not sopping the kiln on time, in spite of a red spot on the kiln
shell.
Consequences: Permanent deformation of kiln shell, which further will
have negative influence on tyre / girth gear alignment. Magnitude of
alignment change depends on the location of damage.
5.3. Not barring the kiln when it is still hot.
Consequences: Bending of kiln tube which will result in very high
cyclical load on supporting rollers. The end result is either damage of
a supporting roller journal or a hot bearing or both.

5.4. Too fast heating up of kiln from cold start-up
.
Consequences: Permanent damage of kiln shell underneath tyres due to
constriction.
6.0. Summary
-Significant increase in kiln stoppages YOY, since 2009 – increased attention
towards kilns necessary.
-Kiln stability depends on process conditions – efforts should be made to
achieve best possible stability in kiln operation.
-Walk-by inspections must be part of daily routine for plant staff, in order to
identify change in behaviour of kilns.
-Take adequate care in case of an emergency stoppage of kiln.
– Avoid most commonly made mistakes in kiln operation.
Thank you for your kind attention !!
For better building….