Contents
Drive Systems for Vertical Roller Mills
CLICK HERE TO DOWNLOAD MOST IMPORTANT INTERNAL MANUALS , EXCEL CALCULATION SHEETS & REFERENCE BOOKS FOR ENGINEER WHO WORK AT LAFARGE HOLCIM , FL , CEMEX
Capacity of cement new production lines has steadily increased over the last years. Reduction of investment costs is one of the most important driving factors for this trend. Because of simple scalability and low energy consumption, the vertical roller mill is a key part for single mill cement lines. The limits of material throughput of VRMs are, unlike other mill types, not defined by the comminution process itself but by the transmissible torque of the drive train. Therefore the size of conventional gear boxes for VRMs have been pushed to their limit and new drive concepts have been developed over the past decade.
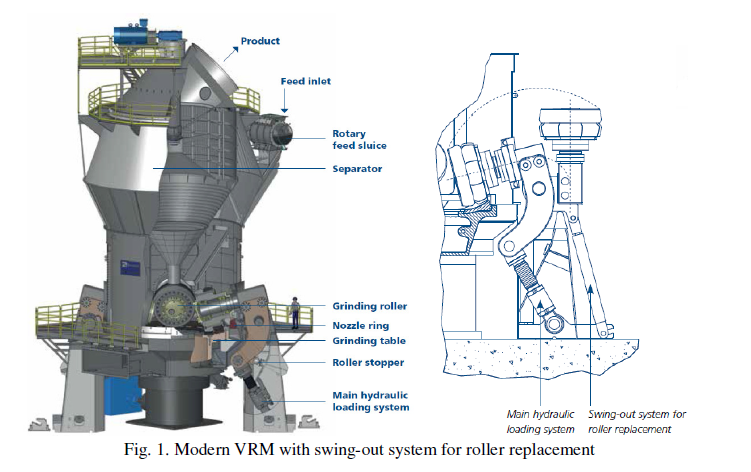
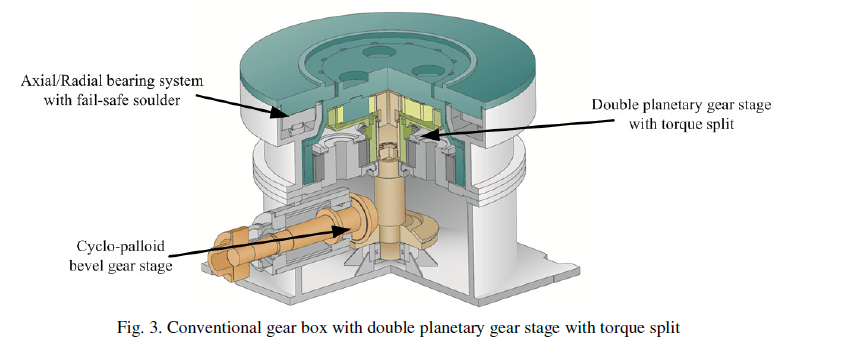
A conventional drive train contains a horizontal electrical motor and gearbox. In addition to the torque increase, the gearbox also redirects the rotation movement from the horizontal direction into the vertical axis of the mill table utilizing a bevel gear stage. This bevel gear stage represents the limiting factor in torque transmission. New drive concepts either reduce the torque by increasing the number of bevel stages, or simply eliminate the requirement for the bevel gear.
This article discusses different drive solutions for VRMs explaining the technology and discusses limitations and advantages of each.
Increased drive power requirements for large VRMs has led to a variety of new drive technology developments in recent years. While only a few installations with drive capacities above 10,000 kW exist, the market is growing. VRMs requiring drives in the range of 5,500 kW to 9,000 kW have become much more common.
Drive systems for large power application can be divided into 4 categories:
1- Conventional drive systems (up to 9,000 kW)
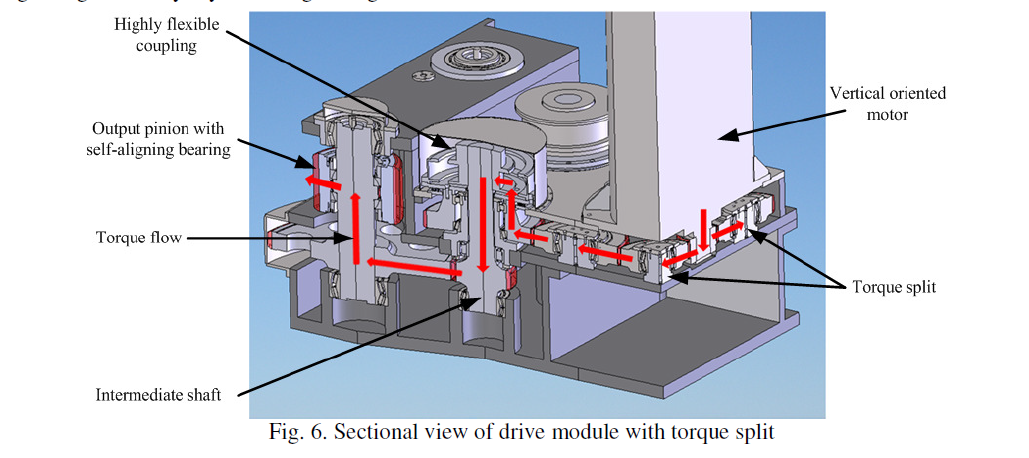
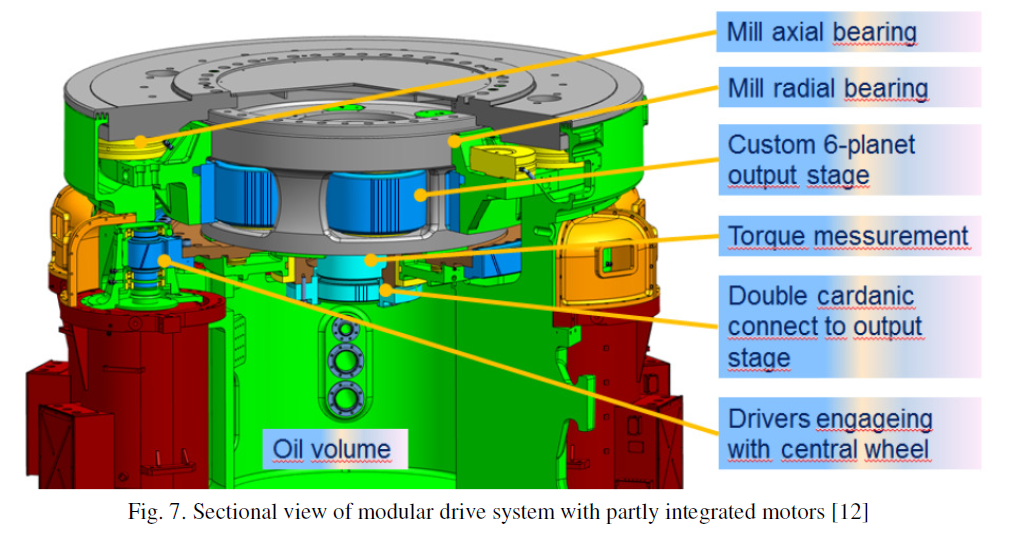
2-Modular drive systems up to the highest power ranges
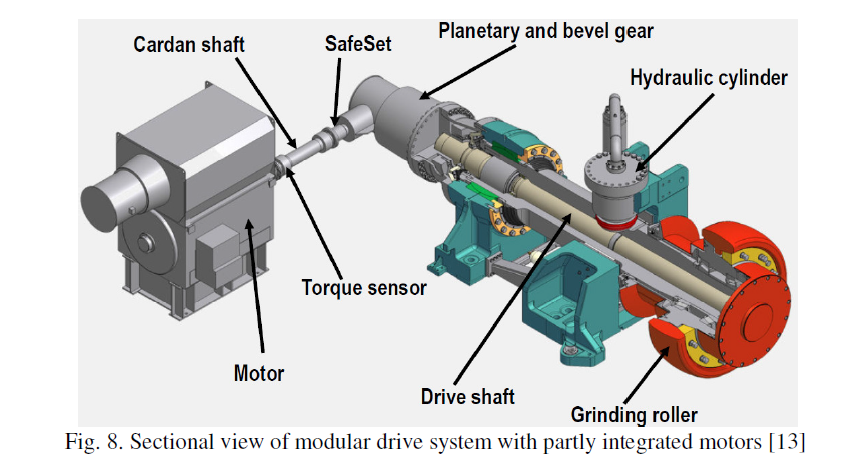
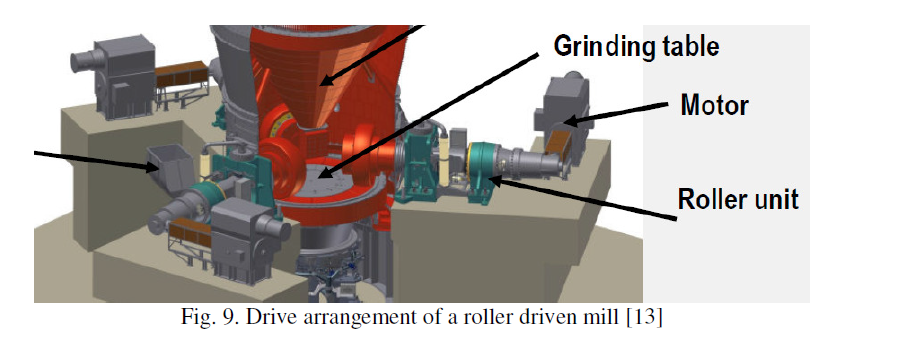
3-Driven roller systems up to the highest power ranges
4-Integrated drive systems up to the highest power ranges
The conventional drive unit in combination with an efficient condition monitoring system and regular preventive maintenance is a valuable alternative to the new drive systems. Cement producer can rely on proven 3 stage conventional drives up to a maximum power of 9,000 kW.
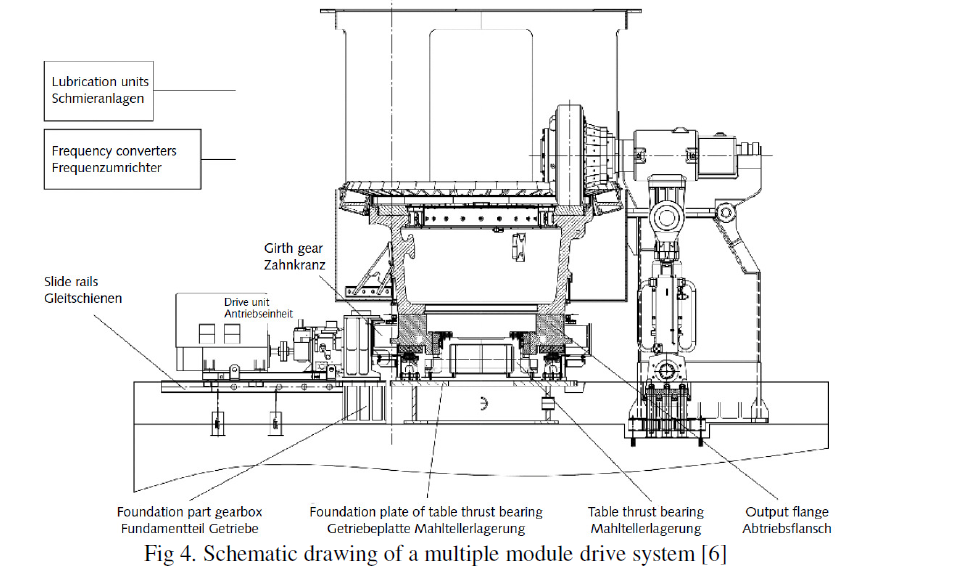
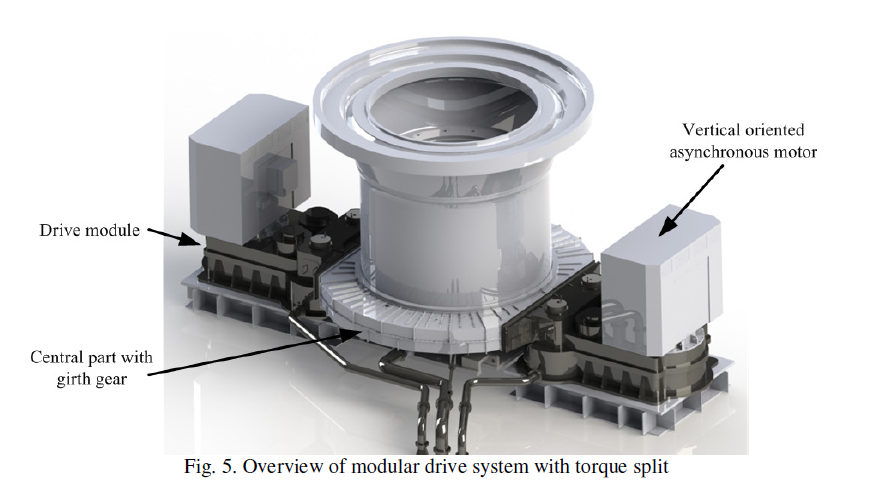
Modular drive systems contain of a multiple of two to eight drive modules, depending the total required power and the specific manufacturers design. The drive modules are engaged by gearing into a central part underneath the mill table. Therefore the design power of a single drive module is equal to the total required power divided by the number of modules. These systems allow partial loaded operation of the mill in case of damage of an individual drive module. The possibility of partial load operation may provide the operator a false sense of security as damage to the central gear will still lead to complete shutdown of the mill. The complexity of the auxiliary systems, maintenance requirements and control logics increase with the number of drive modules. Synchronization of drive modules become critical to avoid risk of dynamic overloads leading to uncontrolled operation and damage.
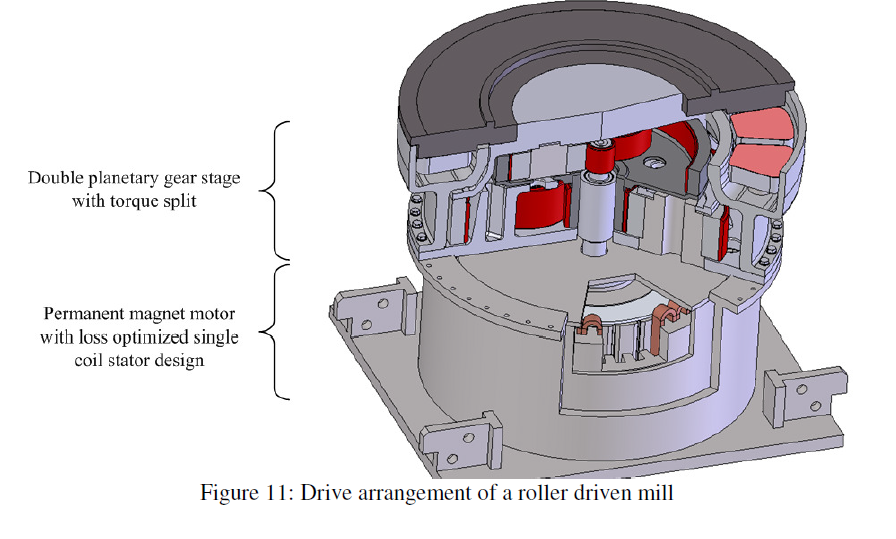
The roller driven mill is unique compared to the other described systems. Each roller unit is driven by its own motor and gearbox which fundamentally changes the grinding process. An increased roller foundation is required on the level of the roller to support the roller drive system with motors. Contrary to the modular drive systems no mechanical connection exists between the single drive units, therefore synchronization of the different drives is less complex. Nevertheless, increased installation and maintenance efforts are needed for the multiple roller units.
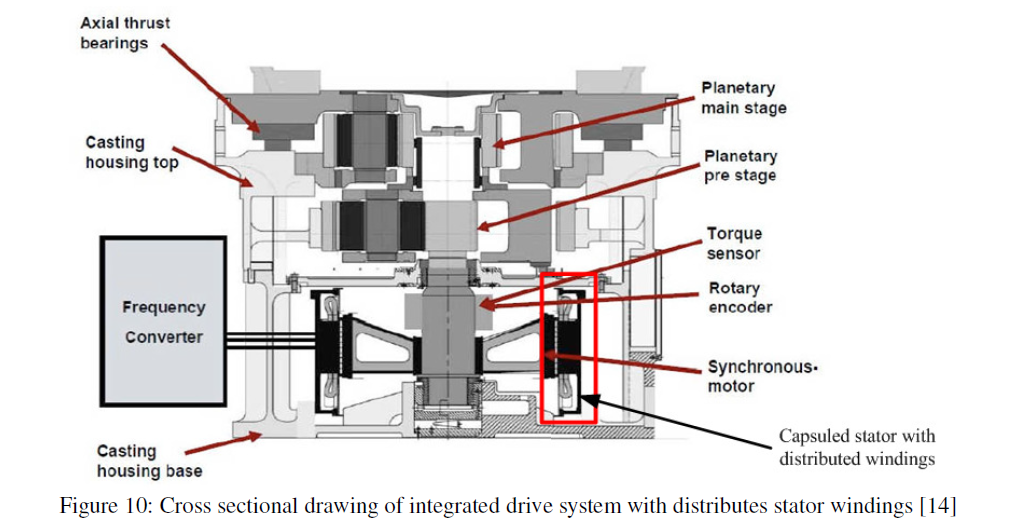
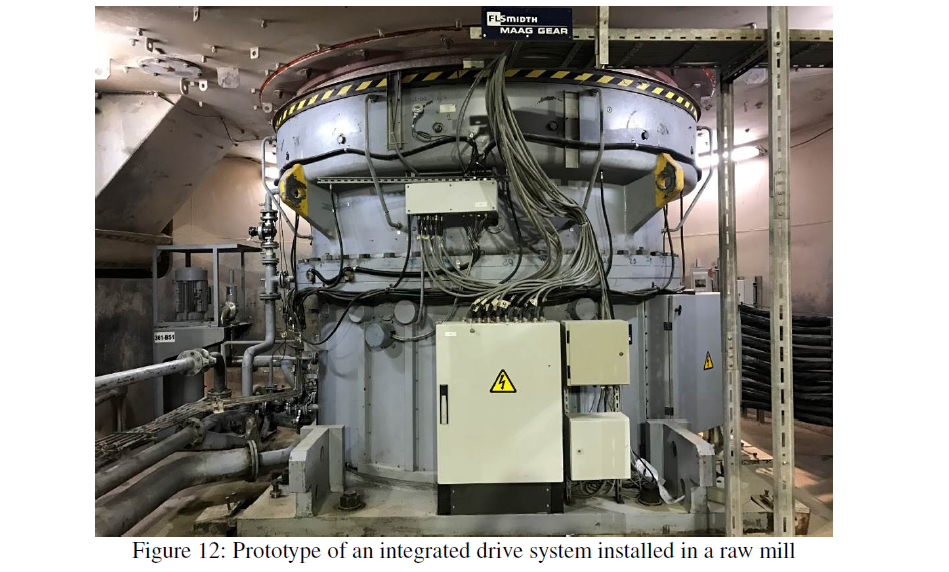
The integrated drive system contains a vertical oriented motor in combination with a proven planetary gear stage which minimizes the number of rotating parts. The motor is key to this development and its performance is depends on and efficient cooling system in combination with minimal losses. The motor as well as the gearing are wear-free and the entire drive is built in the same dimensions as conventional gearboxes. It is suitable for replacements of existing vertical mill drives.
CONCLUSION
With the trend towards large single VRMs for raw material and cement grinding the reliability of the drive systems are only becoming more critical. Many competing drive technologies have been developed with the focus of increasing reliability. The reliability of conventional drive units in combination with condition monitoring systems remain a cost efficient option for drive systems up to around 9,000 kW. Modular drive systems do provide redundancy by permitting the mill to operate at reduced capacities under a partial load when an individual drive has failed. However, the added complexity with increased auxiliary equipment, control systems, electrical infrastructure and number of rotating parts with modular drive systems need to be taken into consideration. Integrated drive systems providing an efficient means to transmit power with the minimal number of rotating parts which could fail and reduced maintenance requirements.
REFERENCES
Periodicals:
[1] Harder, J.: Market trends in vertical mills for the cement industry. ZKG International 01-02/2014
[2] Lawrie Evans.: Best energy consumption. International Cement Review February 2015
[3] Müller-Pfeiffer, M.: Status Quo Mahltechnik. Präsentation VDZ Jahrestagung 2016 28. Sept. 2016, Düsseldorf/Germany
[4] Muschaweck, F.: How to improve vertical roller mill lifecycles. Global Cement Maganzine December 2014
[5] Baechler, M.: Pushing limits. Word Cement December 2016
[6] Reichardt, Y.: The new PFEIFFER roller mill. ZKG International No. 11-2010
[7] Sachse, C & O. Assmann.: Cement grinding with a roller-driven vertical roller mill Quadorpol RD – achieving high throughput rates and producing
thank you for the information