Contents
DEGREE OF OVERLAPPING
STRESSES IN ROTARY CEMENT
KILNS RELATED TO DIFFERENT
KILN ZONE SECTION.
[wpecpp name=”package + Updates forever” price=”250″ align=”center”]
1. Upper Transition zone (Pre burning zone)
Conditions: –
a. Unstable Coating
b. Increased alkali, chlorine and Suppler attack
c. Thermal Shock
d. Redox Load
e. Mechanical load due to Ovality in Tyre Area
(1 x Diameter from center of the tyre – both
sides)
2. Burning / Sintering Zone
Conditions: –
a. Protection by stable coating
b. Infiltration by liquid phase
3. Lower transition / Cooling / discharge Zone.
Conditions: –
a. Unstable Coating
b. High Thermal Shock
c. High Abrasion by Clinker
d. Alkali Attack
e. Redox Load
f. Mechanical Load due to ovality in tyre area
(1 x Diameter from center of the tyre – both sides)
REFRACTORY LIFE:-
The life of refractory in Rotary Kiln depends upon two
major factors: –

User’s Part: –
1. Dry Storage
2. Installation of refractories
3. Service Conditions
Producer Part: –
1. Installation Drawings
2. Quality of Product
3. Quality of Raw Materials.
USER’S PART
It is assumed that Dry Storage and Installation of Refractory has been
done properly. Hence these topics are not described in detail here
SERVICE CONDITIONS:-
1) Thermal Stress
2) Chemical Stress
3) Mechanical Stress
THERMAL STRESSES:-
1) Over Heating
a. Very High Temperature than service temperature of
Refractory
b. Impingement of flame on the refractory
Due to the effect of above, the brick samples removed from such sections often
have smooth surface significantly sloping in one direction. Concavely eroded hot
faces are also frequently observed. If the upper thermo chemical reaction limit
of application of alumina brick is exceeded a chemical reaction between the kiln
feed and the brick resulting in the formation of liquid reaction product which
can be mechanically broken down (erosion/Scouring). To avoid this good
coating to be obtained as early as possible. The limit for thermo chemical
reaction for 85% Al2O3 brick is 1300 oC and for 70% Al2O3 bricks is around
1250 oC and for 50% Al2O3 bricks it is 1200 oC . Clinker litre weight should be
taken as a guiding factor and to be maintained 1200+ 50 gm/litre. In no case it
should go beyond 1300 gm/litre to avoid overheating .The flame impingement
on the refractory must be avoided by adjustment of burner pipe.
2) Thermal Shock
a. Running the Kiln in very upset conditions for longer
duration.
b. Frequent Stoppages.
c. Frequent and Fast Heating and Cooling.
d. In each and every rotation, there is a thermal shock due to
change in temperature
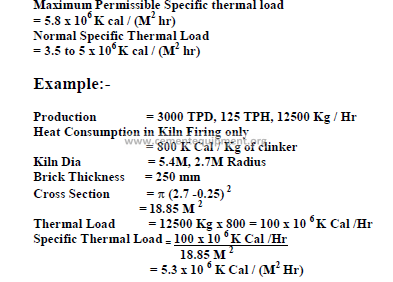
3) Excessive Thermal Load
Chemical Stresses:-
![]()
![]()
Due to
a) Carbon deposits in the joints of bricks and
on the Kiln Shell
b) Incomplete combustion of Coal
c) High ash Contents in Coal
d) High Residue of Coal / Pet Coke
e) Substitute / Alternate Fuel
f) Frequent change in Oxidizing and Reducing
Atmosphere in the Kiln.
Results in
g) Redox causes Volume change between
trivalent (Red) and bivalent (Green) Iron.
Remedies
h) Minimum 1.5 to 2.0 % Oxygen at Kiln Inlet
is required for complete combustion.
i) Coal Fineness to be improved to avoid
Redox conditions.
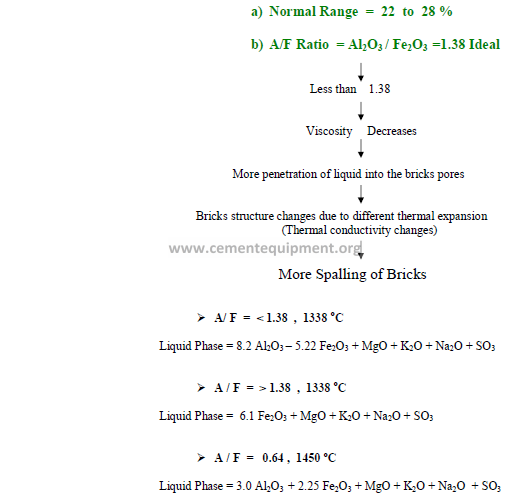
2) CLINKER MELT / LIQUID PHASE
NB:- In the above formulas MgO %age should
be taken 1.5 Max
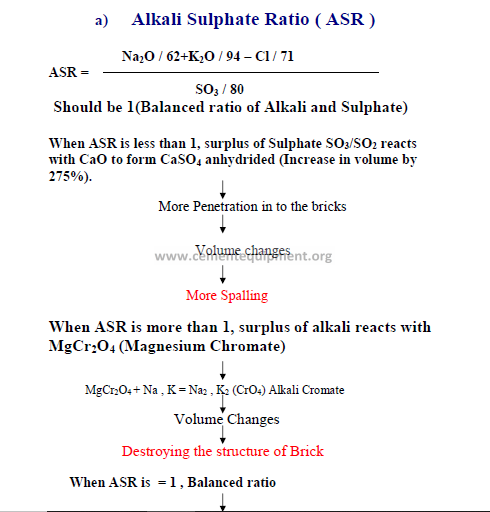
3) ALKALI SALTS
MECHANICAL STRESSES
1) Convex Spalling
2) Concentric Stress Crack
3) Spiralling
4) Ovality and Deformation
5) Formation of Grooves
6) Pinch at Retainer Rings
-Convex Spalling
a) Axial pressure produced by dilatation exceeding
brick resistance causing spalling.
b) Convex spalling at joint/ corner in longitudinal
direction of bricks.
c) No proper expansion joint in magnesia bricks.
d) Pre-attached cardboard missing.
e) Use of bricks with pre attached cardboard for
sufficient expansion.
– Concentric Stress Cracks
a) Cracks in reaction zone of Steel Shim –lined
bricks and Key bricks.
b) Concentric stress cracks at 30-50 mm depth
around the circumference.
c) Steel Shims to be avoided.
d) Mortar lining is recommended,
e) Steel plates get oxidized and react with bricks
forming a monolithic horizon of magnesia ferrite
with volume increase.
-Spiralling
a) Lining displacements due to relative movement.
b) Spiralling tilting and edging. Cold face wears
from rubbing against the Kiln Shell.
c) Due to Loose Installation
1. Increased shell ovality
2. Expansion and contraction due to
frequent Kiln stoppages
3. Changing coating formation
4. Deformation in Kiln Shell
d) Uniform Kiln Operation is needed.
e) Repair of deformed Kiln Shell
f) Ovality Control
g) Proper installation (tight) with staggered joints.
h) Fast cooling to be avoided.
-OVALITY : –
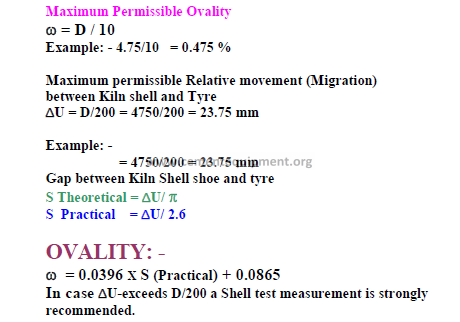
and under its own weight. The circular cross section becomes elliptical
and high compressive forces develop in the lining as the kiln runs. To
improve shell stability , the riding rings or tyres are tightly adjusted to
the shell with smallest possible clearance.
Even though preventive measures are taken, the shell becomes Oval
and lining is Squeezed.
Kiln Shell Ovality in the tyre area, Squeezed and
released during each rotation, Shear stressing the Brick
heads.
Deep outbreaks of single brick, spalling here and there,
in between completely perfect brick sections.
The effect of ovality stresses is up to 1 x Diameter of
Kiln from the center of tyre ( Both sides)
Permanent monitoring of migration
Insertion of new spacers (shim)
Best is flexible lining with mortar.
Used tyre shoes increase the clearance leading to
excessive ovality.
Limit for Ovality value maximum D/10 %
FORMATION OF GROOVES : –
1) Individual creeks having a redial (vertical)
width of approximately 3 – 6 bricks (in
circumference), extending several meters
axially, not in the area of key bricks. It happens
due to thermal shocks during heating up. Kiln
is rotated intermittently. In these conditions,
the kiln feed material protects the still
relatively cold lining at the bottom of the ring
for a relatively long time, whereas the exposed
lining of the upper part is heated up by the
flame. On further rotation of the kiln, the part
of the lining previously protected by the feed
material is now unprotected and exposed to the
flame temperature. The thermal shock
occurring amounts to several hundred Deg. C.
This may exceed the brick strength and thus
lead to spalling :
a) Don’t keep the kiln stop in one position for
longer durations.
b) Installation of brick in deformed shell area
should be done properly.
2) Parallel grooves 2-4 bricks wide of deep
spalling appearing along the bricks axis.
3) Orientated premature wear channels with in
sound lining.
4) Key line with excessive tightness.
5) Damage to Key bricks by Jack Hammer (micro
cracks develop which are not visible)
6) More than one metal shim per joint to be
avoided.
7) Correct insertion of Key Bricks.
8) Insert liners uniformly in the whole joints.
9) Use shim driver.
10) Use rubber edged hammer for keying.
(9)
PINCH AT RETAINING RING: –
1) Collapse of brick rings against retaining rings
and out let segments from pinch spalling.
2) Horizontal cuts and cracks of bricks at the
upper edge of retaining rings and transpassing
nose ring segments.
3) Thrust and Oscillation generates sheer cracks
and grinding.
4) Flexing kiln shell out let / ovality accelerate the
damage.
5) Stiff Kiln Shell is required.
6) Reduce Ovality as minimum as possible.
7) Use 300mm Long Bricks just after the retaining
ring.
BRICKS FAILURE(COLLAPSE) : –
In Pre burning Zone coating does not exist and the failure /
collapse of lining takes place due to the following main possible
reasons.
1) Creeks forming in key section area.
2) Constriction due to localized cooling of exterior kiln shell during
heavy rain.
Individual creek having a radial (vertical) width of
approximately 3-6 bricks (in the circumference) extending several
meters axially (Horizontally) in which keying shims or keying
bricks are observed.
During the installation of bricks, if the key bricks are
hammered or wedged in with such excessive tightness as to cause
damage to the brick work where micro cracks develop which are
not visible from out side. During running the kiln for sometimes this
area becomes too weak & constriction of kiln shell takes place
during heavy rain. So due to the combined effect of the above,
bricks get crushed and finally collapsed.
(10)
REMIDIES:-
a) Keying of the bricks should be done properly by a skilled person
& strict supervision is required.
b) Key bricks should not be cut by chisel & hammer. Only brick
cutting machine should be used to cut the bricks to avoid any micro
cracks in side the bricks.
c) Key bricks should not be hammered excessively to avoid micro
cracks during installation.
d) Cutting of key bricks from standard size should be avoided by
procuring different sizes of key bricks.
e) MS shims of 2 mm thick should not be inserted near the key
bricks. It should be inserted between the full bricks area to tighten
the key bricks.