Contents
To download the below and all other Useful Books and calculations Excel sheets please click here
To download the below and all other Useful Books and calculations Excel sheets please click here
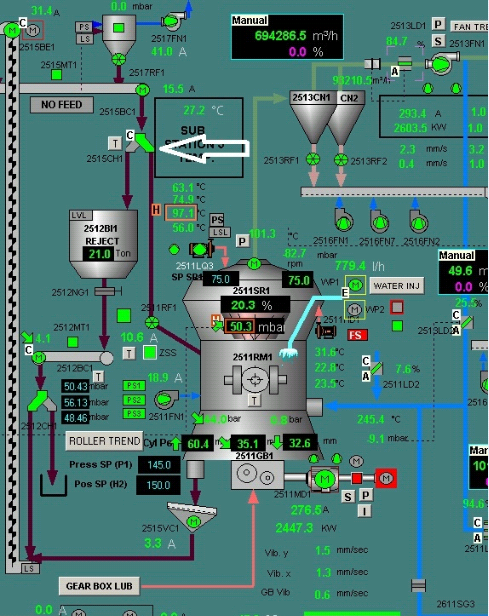
pfeiffer 4500 MPS gear box vibration problem
I saw the below problem on whatsapp group
please help him
Dear all,
We have pffifer 4500 MPS in our plant, we suffer that as soon as soon as the metal feed gate goes to the reject side, the mill is get discharged and tripping as gear box vibration high high.
Note
1. We did not change in the gate delay time since plant first start up.
2. The mill feed rate is 480 tph.
3. The dam ring height is 80 mm.
4. The bed height is up to 65 mm.
5. The water injection is up to 4000 l/m.
6. Mill DP is up to 55 mbar.
7. Designed meal to air ratio at mill outlet is 800 g/m3
some suggested solutions from respectable members are as below
Mr Kady
- By pass the damn gate putting it on manual and see what happens
Mr Rgpsekara
- If there is consecutive metal sensing one another the gate remains open and the grinding bed will be disturbing.
Otherwise put fixed magnet before metal detector to avoid the frequent gate operation. Otherwise give additional vib sensor for temporary measure
I understand that the problem did not exist from the very beginning of the plant operation, but has started over time?
There may be dirt or water in compressed air line, partly blocking filters or making solenoids and cylinder operate slower. The pressure of the reduction valve before the gate is also important. I have had a similar problem where the gate did not return in time to the original position. We solved it by putting an air receiver at the gate,
Hi buddy
surly you are not gonna producing mud with 4000 l/m. (based on inner diameter it should be 3.5 to 3.9 m3/h)
I know some of them may seem a fairly obvious thing to say but every single thing about production must be checked one by one.
1)Have you ever checked gas speed passing through nozzle rings? it must be between 50 to 60 m/s. excessive speed may cause to get the situation worse.However based on Dp, Gas flow and Outlet Temp it is supposed to be in appropriate rate.
Have you observed metals rejected by detector?are they serious or sensitivity can be readjusted? some Metal detectors tend to warn even with excessive purity iron-ore.
2)As a trial run put a metal on the 251BC1 using stopwatch to record how much time is needed to to pass away(before detector till after two way gate 2515 CH1).Do it several times and match your records with logic. can be reduced or not?
3)If you had operated with same parameters you wouldn’t have confronted this issue so make yourself sure about
*Weighing belts calibration
*Iron-ore purity(if it happens frequently)
*Material size and Accumulator pressure(rarely happens)
*Metal detector sensitivity
*Magnet separator sensitivity
To increase dam ring height 10mm .basic thump rule should be adpot 4% table diameter to arrive the dam ring height and fix it.
Pls reduce the metal sensor sensitivity via physical checking process.., if it diverts towards reject side by sensing small iron piece then i guess sensitivity should be reduce by some percentages… untill and unless u do not observe any much impact of undetected iron pieces in rollers and vibration of gear box..
If gate operation is frequent,you can also check the iron particles in additives.some time more iron percentage in additives may be the cause of frequent operation of gate.
What ever you do but bed should not be empty . If you have choice lift the roller for a second down after bed formation.
Check diverter how many second towards reject side.it should be approximate 7-10sec only.
This is my number please add me in watsap group
+212654101138
it is necessary to adjust the sensitivity of metal detector because it detects the metal of the conveyor
The lack of material inside mill is creating vibration in the gear box. Check the mill feed belt speed if it is changed recently. The location of the metal detector should be 3times of velocity of belt from discharge pully. This gate should be opened only for 3 sec to avoid lack of material.