Contents
Everything you need to know about Cement Mill Maintenance
TO DOWNLOAD THIS POST AND MOST IMPORTANT MATERIAL IN CEMENT INDUSTRY CLICK HERE NOW
Ball mill is the largest consumption equipment of mining plant. The ball mill’s operating state directly influences the whole mill plant productivity.
It’s also the biggest investment equipment of mill plant, and the wastage of the ball mill has a direct relationship with mill plant operating costs. Therefore, it is very important to maintain and overhaul the ball mill regularly, reasonable and effective maintenance can promote the ball mill’s operational rate and service life.
Firstly, checking the lubricating system. Lubrication system is in the key part to reduce mechanical wear and tear, including the ball mill. Generally, you should replace all the old lubricating oil and clean the machine thoroughly after the mill was put into work as long as one month. After that you should change the lubricating oil about every six months for each time. During the ball mill operation, you should check the condition of all the lubricating points and the oil level height, at least once every 4 hours, and at the same time make sure that the temperature of the main bearing lubricating oil is not more than 55 ℃.
Secondly, paying attention to any abnormal phenomenon, such as the abnormal noises, the strong vibration, or the leakage of oil, water and mine. You can do it from the following three aspects. It’s important to check if the large and small gear transmitted steady or not. And you should adjust the clearance timely when necessary. Making sure that there is no abnormal fluctuations happened with motor current and each connection is firmly screwed together.
Thirdly, replacing the loss components. The impact force of the ball mill produced in the process of grinding not only can grind ore material, but also cause great wear and tear to the mill themselves. In the process of using ball mill, it is necessary to replace worn parts in time to avoid reducing the efficiency of ball mill or bringing damages to the other parts.
In addition to the routinely minor repair and maintenance, in order to detect hidden defects and abnormalities, you also need to stop grinding regularly. Our also suggest doing that each month for one time, especially for the important components such as hollow shaft, main bearing, cylinder, reducer, the size of the gear. They also suggest making detail records, and the records may provide the basis for a variety of conditions that may occur in the future. If there are defects or abnormality happened, you can make the repair or overhaul plan according to the situation.
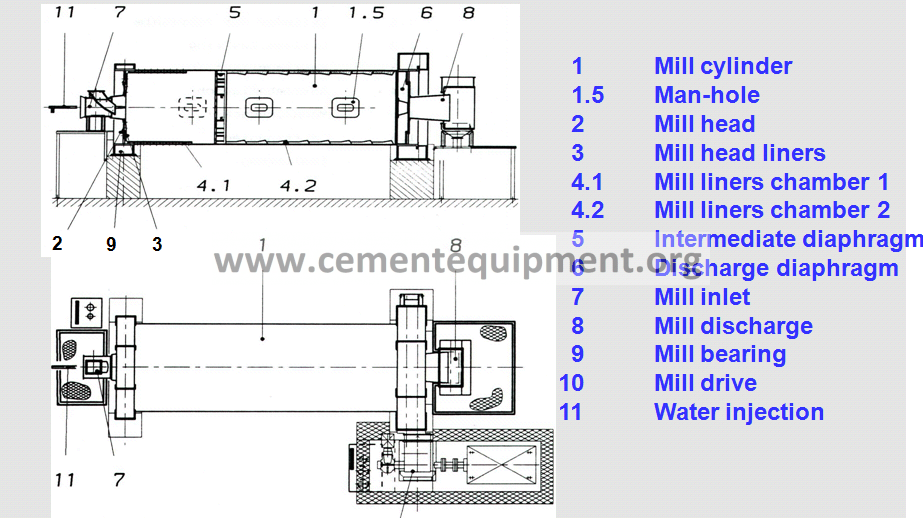
INTRODUCTION TO CEMENT MILL COMPONENTS
– Basic data
– Mill Inlet
– Mill Discharge
– Mill Liners
– Ball Charge
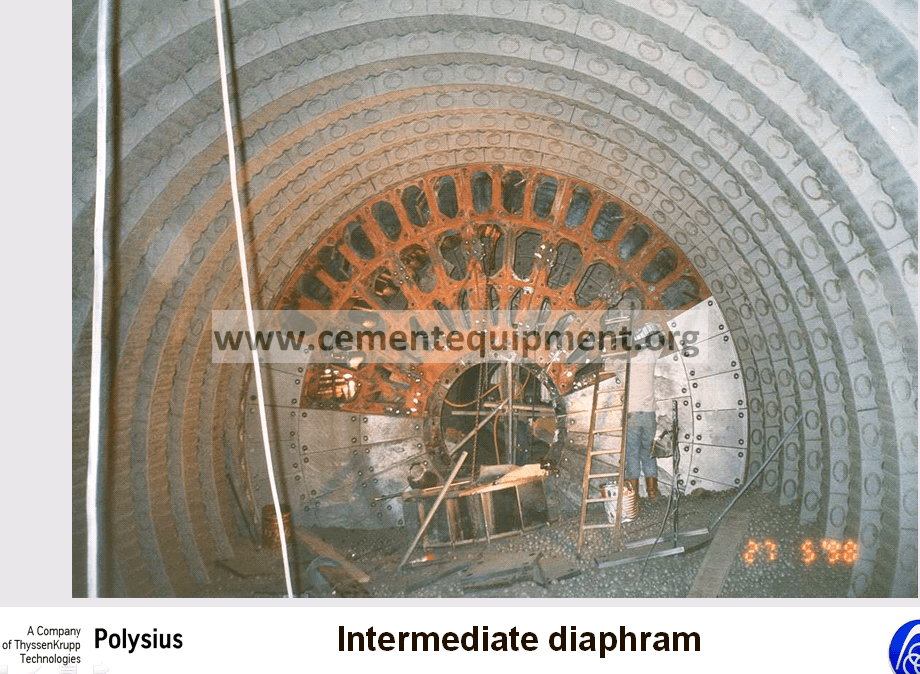
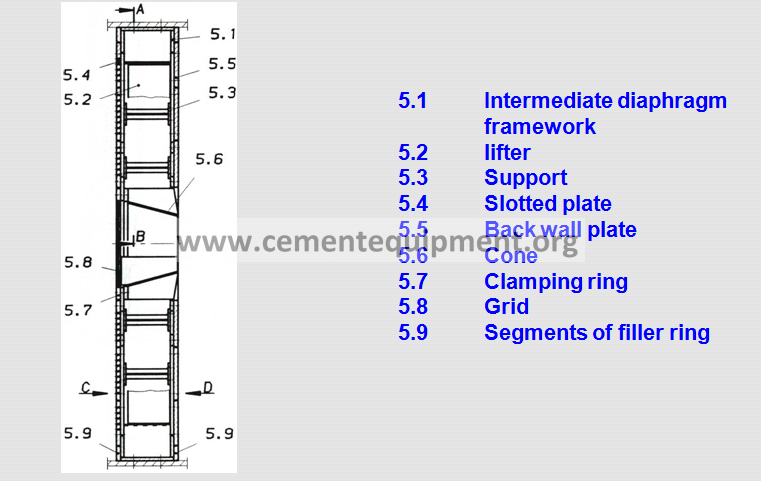
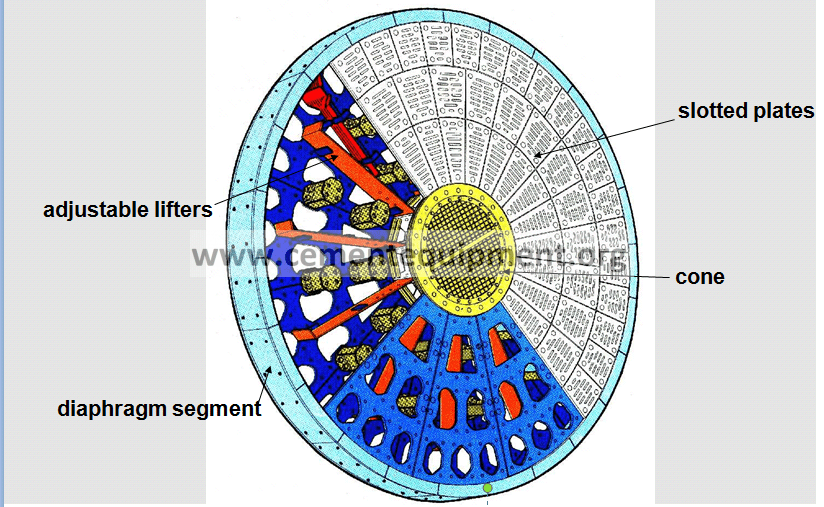
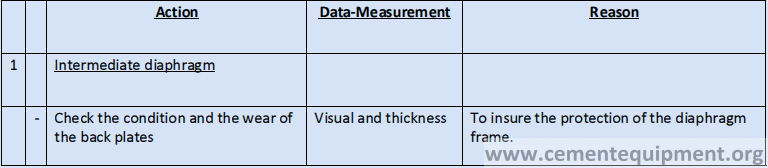
– Intermediate Diaphragm
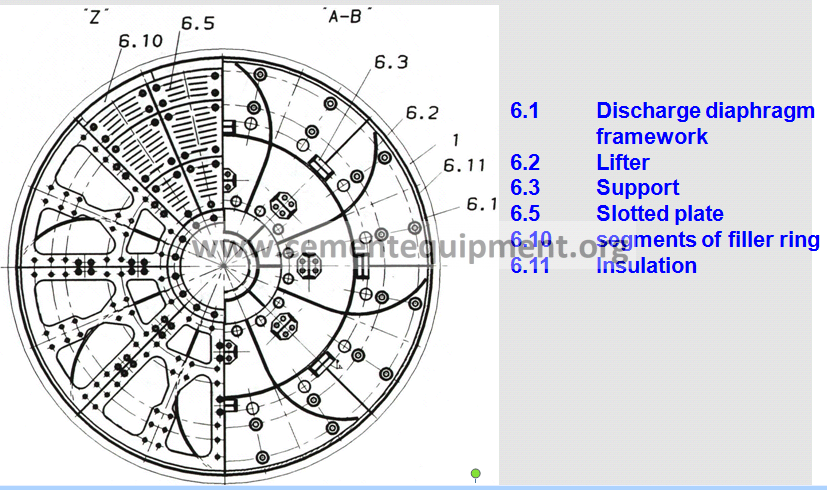
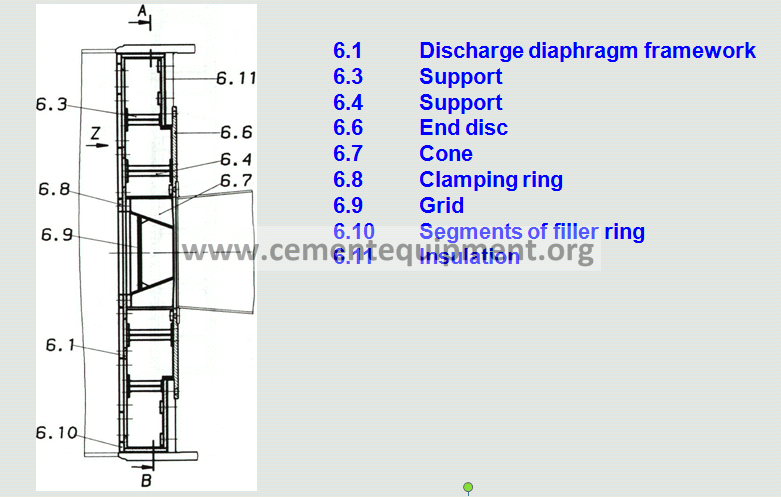
– Discharge Diaphragm
– Slide Shoe Bearings
– COMBIFLEX Drive
– Oil Supply System
– Water Spray System
– Grinding Aid System
– Inspections and Maintenance
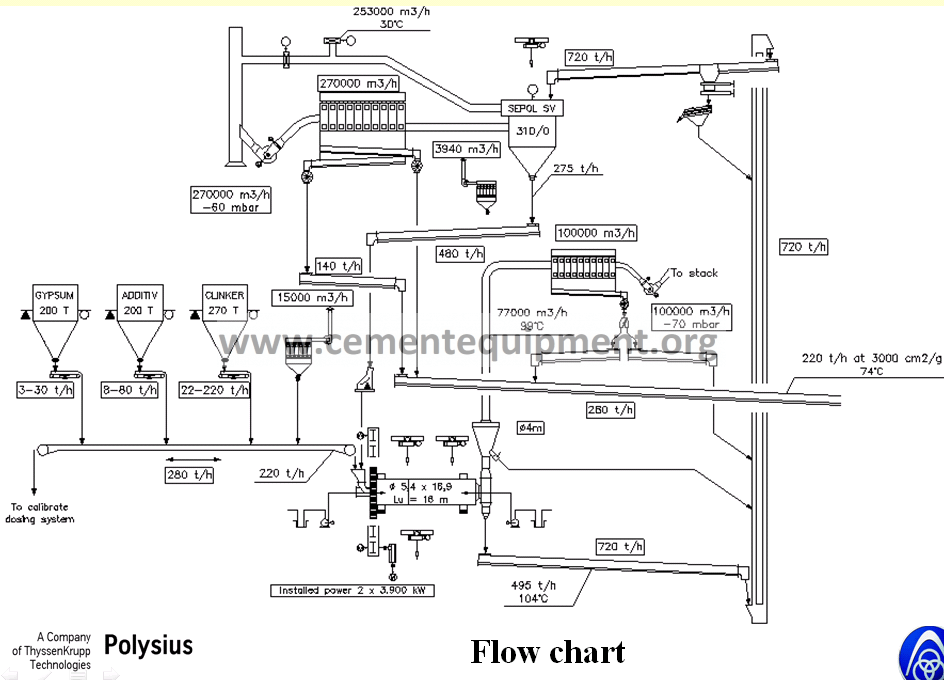
Flow chart
General overview
Mill inlet
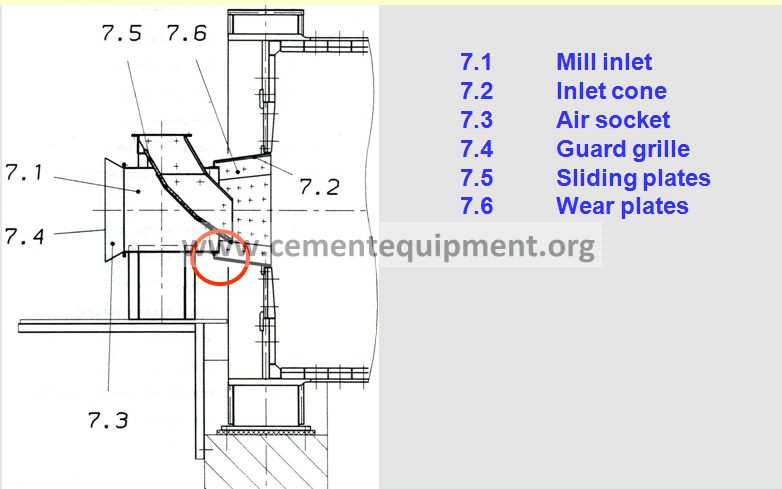
Mill inlet-chute lining

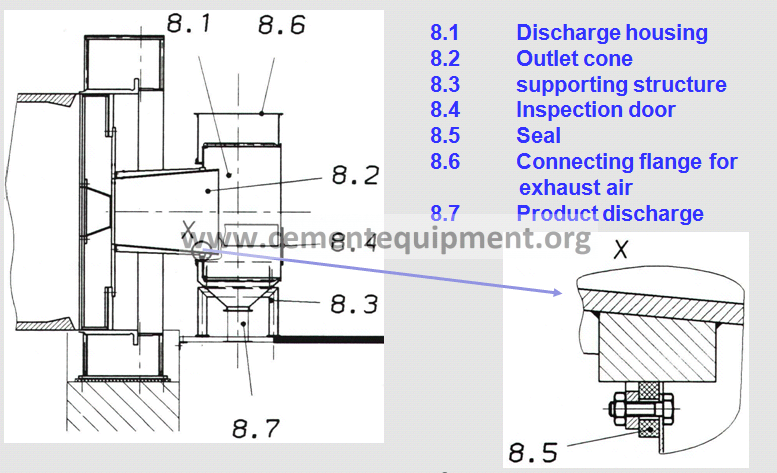
Mill discharge
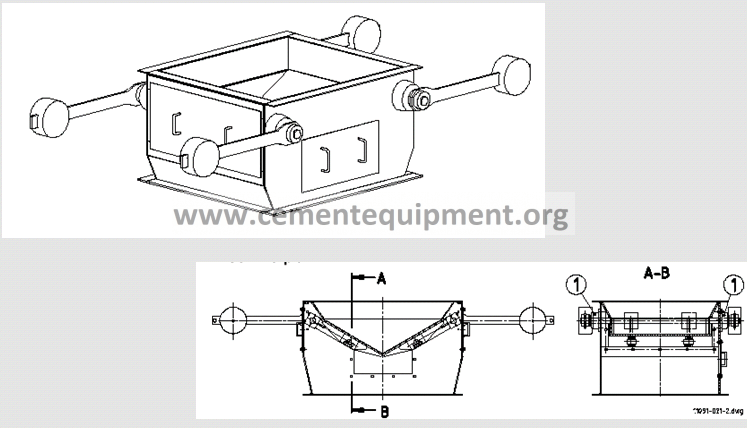
Pendulum Flap
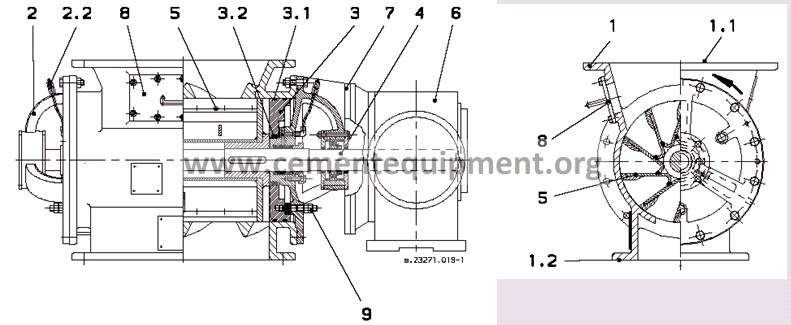
Rotary valve
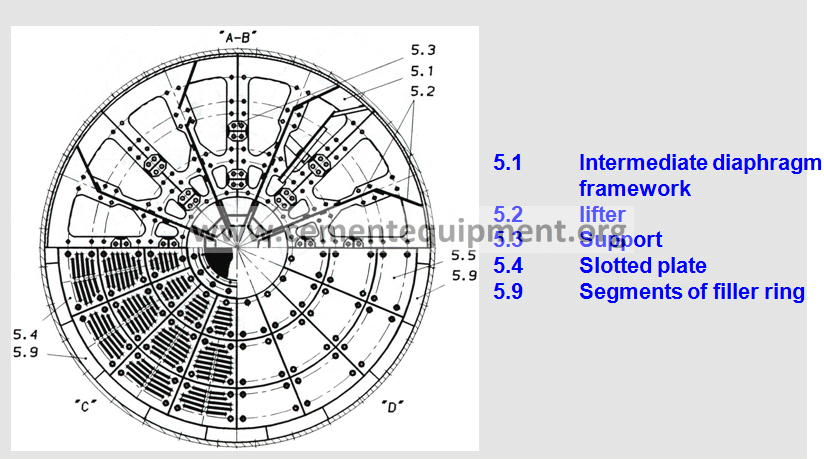
Intermediate diaphragm
Adjustable diaphragm
Intermediate diaphram
Discharge diaphragm
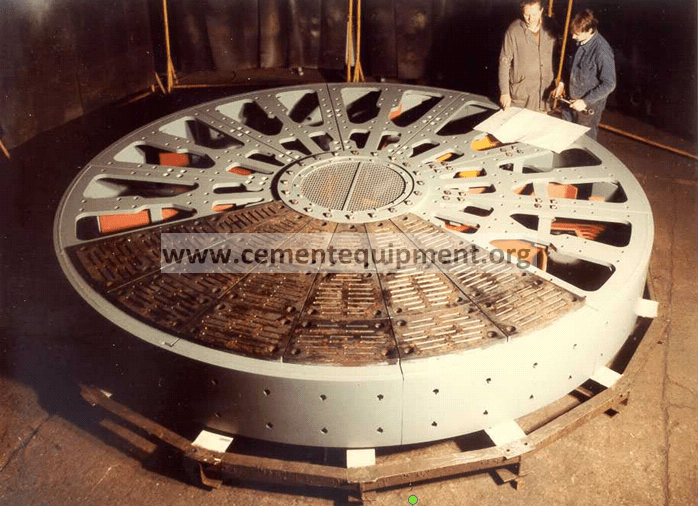
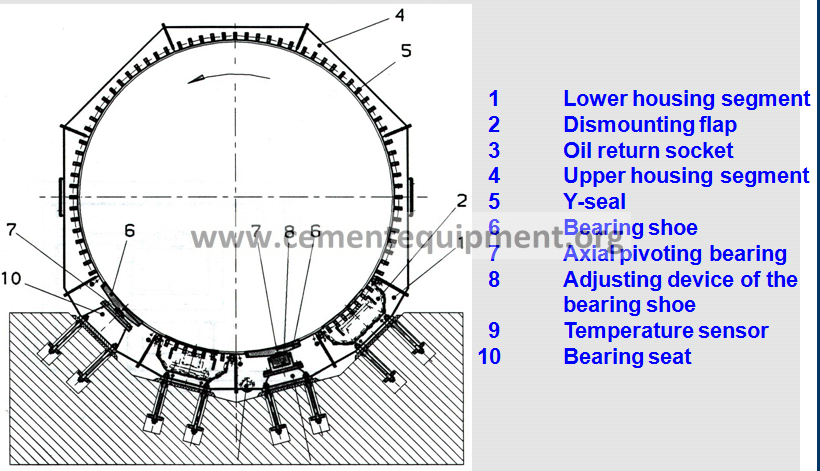
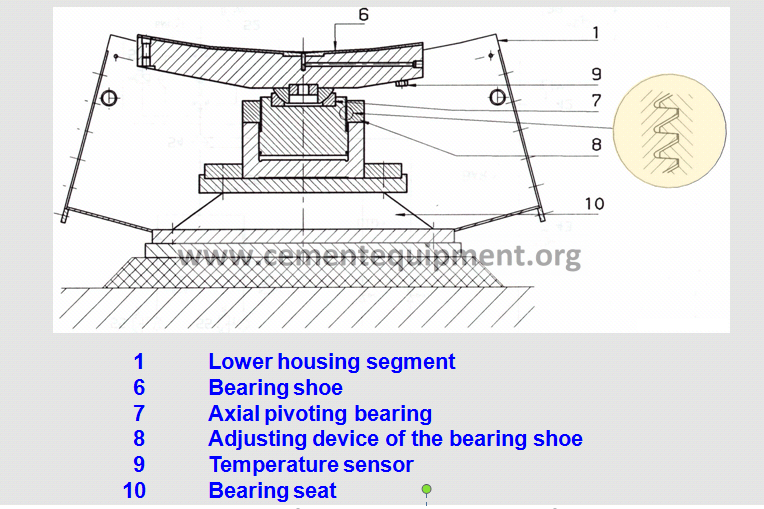
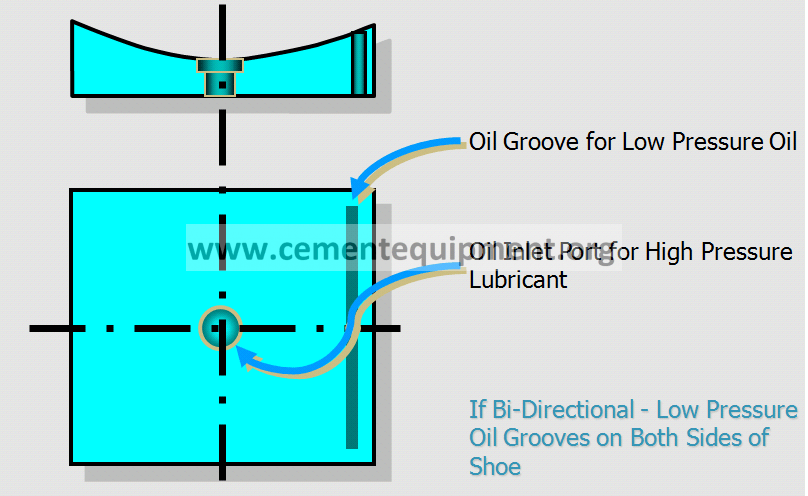
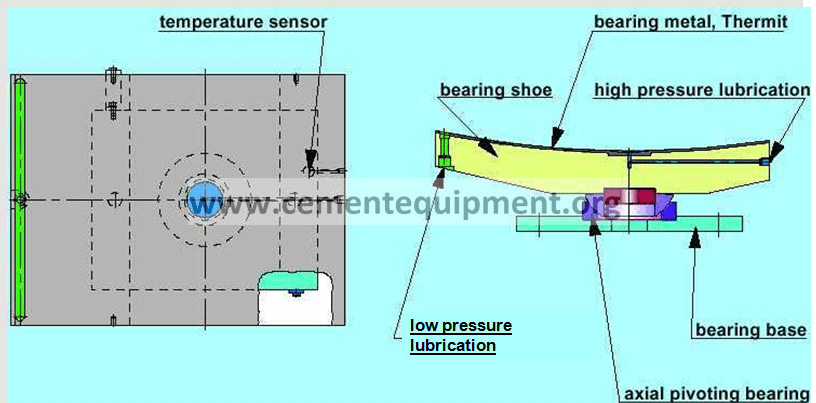
Slide shoe bearing
Slide shoe profile
Test Unit Bearings and Shell
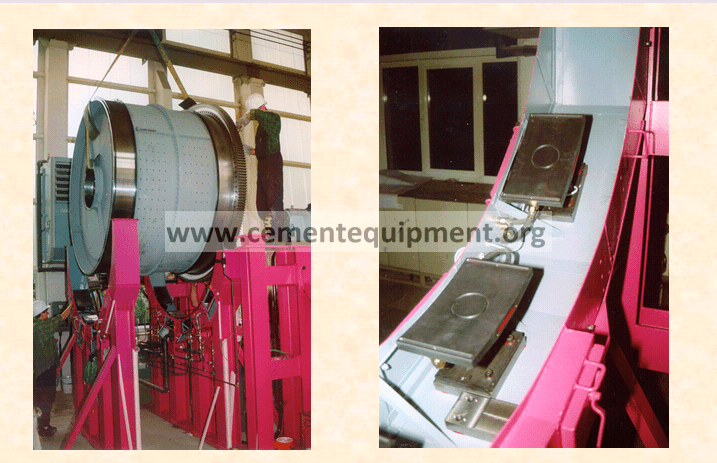
Hydrodynamic Slide Shoe
Slide shoe bearing
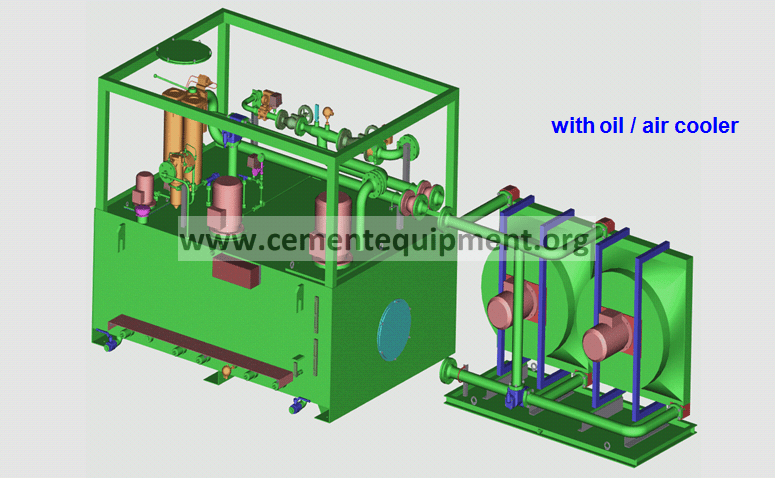
Oil supply unit
Slide shoe bearing arrangement

Dismounting device
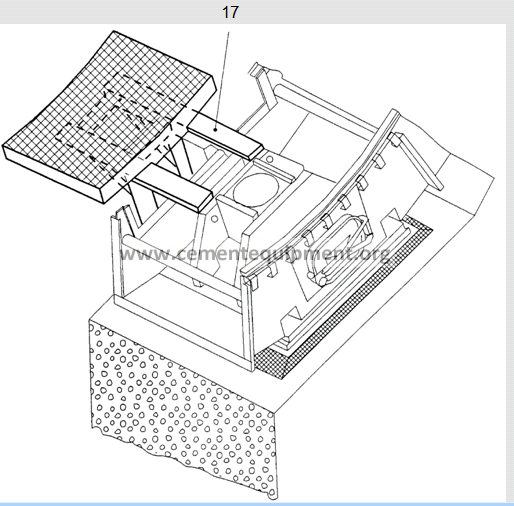
Slide shoe dismantling

Thrust (fixed) bearing for axial guide
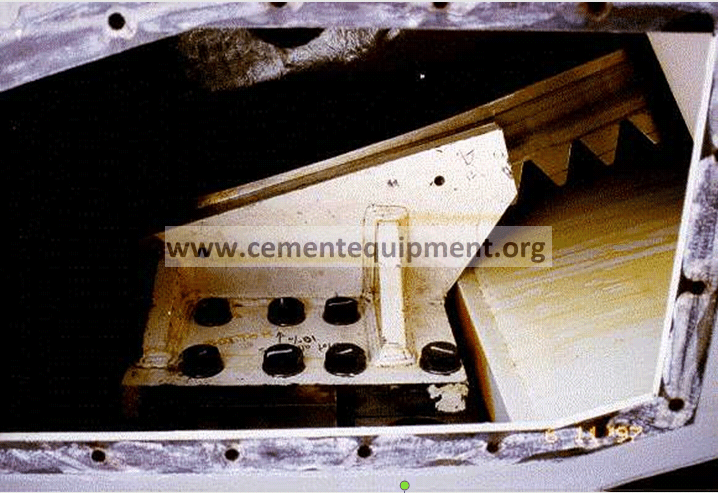
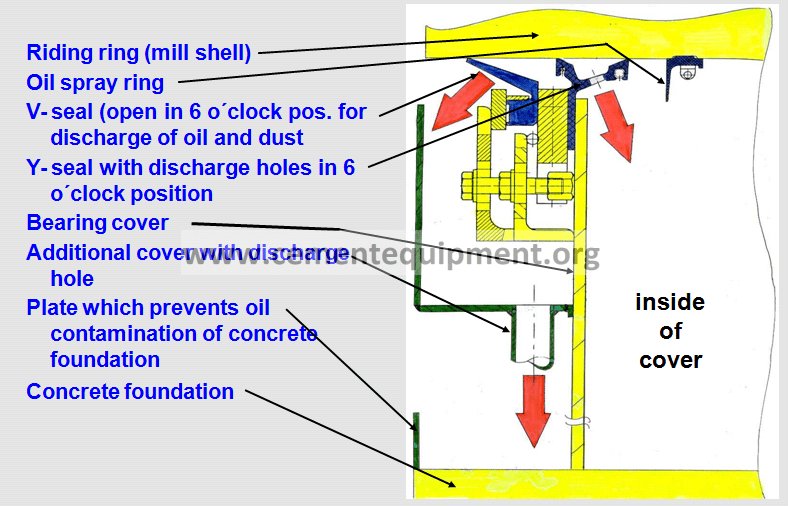
Sealing design for bearing cover
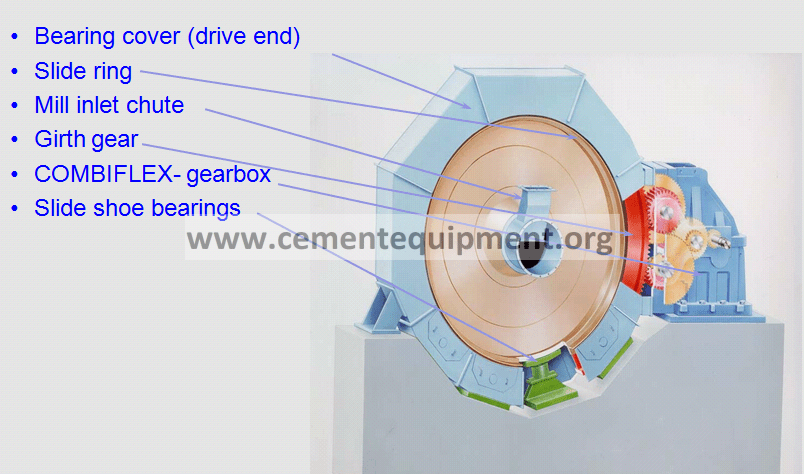
Structure of the ball mill drive side
COMBIFLEX Drive

BALL MILL INSPECTION PROCEDURE
source : www.thecementgrindingoffice.com
Introduction
This document is intended to help the staff of the cement plants.
On a process point of view, a mill inspection is only representative if the grinding mill circuit is in a steady working condition with a representative cement product.
If this condition is fulfilled, the whole installation must be stopped in crash-stop (it means all the equipments must stop at the same moment).
It is better to enter first into the first compartment in order to follow the flowpath of the material from the beginning of the grinding process.
Generally, people enter in a manhole. From time to time, when the mill diameter is larger, it is possible to enter from the mill inlet.
This procedure was performed for a 2 compartments mill.
For other configurations of mills, a simple adjustment is necessary.
For outside staff, it is also necessary to check the kind of internals and the length of the chambers.
What we need:
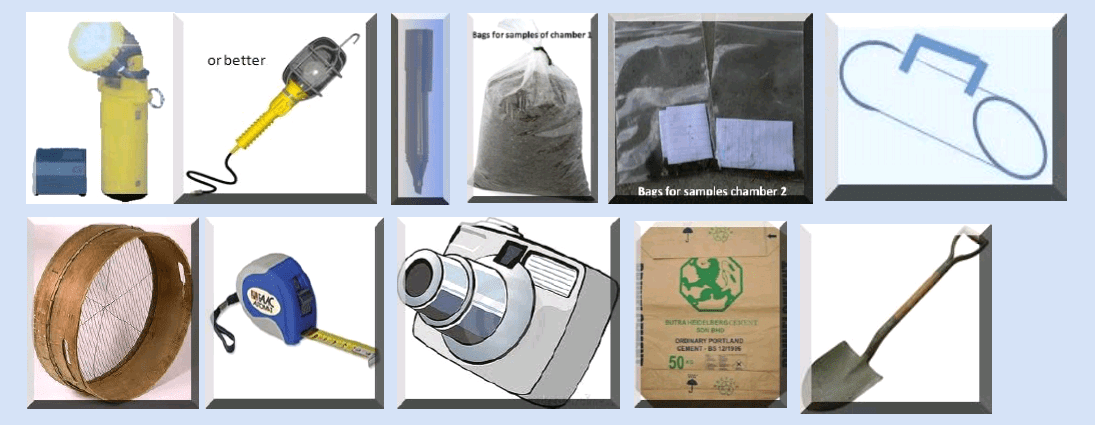

Now, let’s go inside the mill (for the turkish bath…)
First chamber
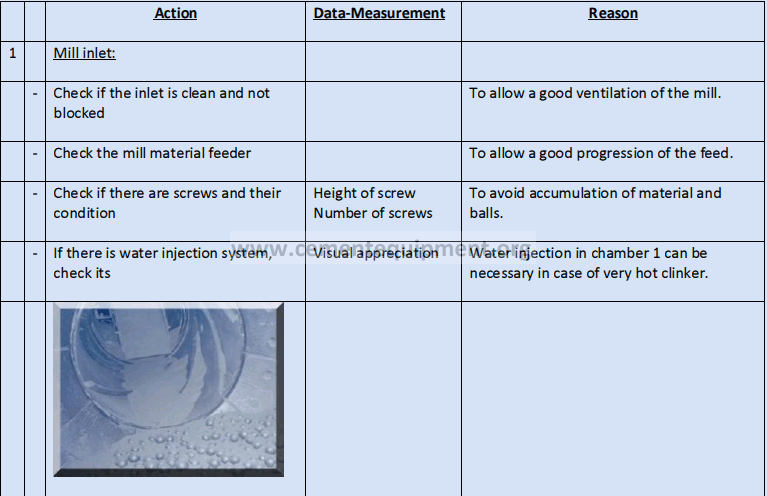
Mill inlet:
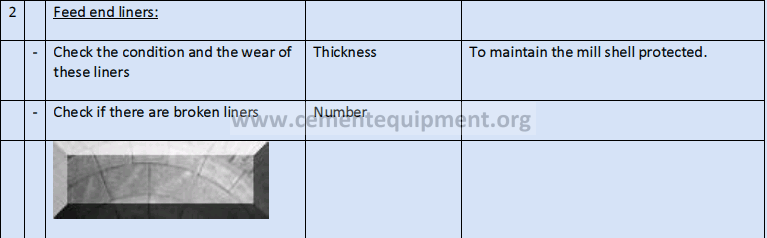
Feed end liners:
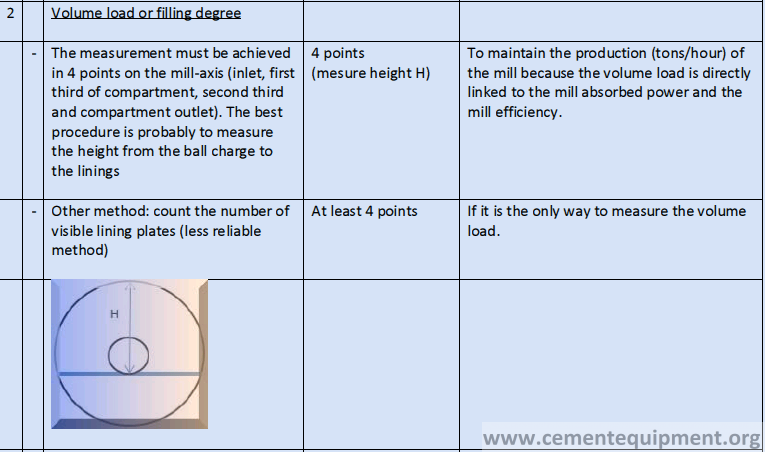
Volume load or filling degree
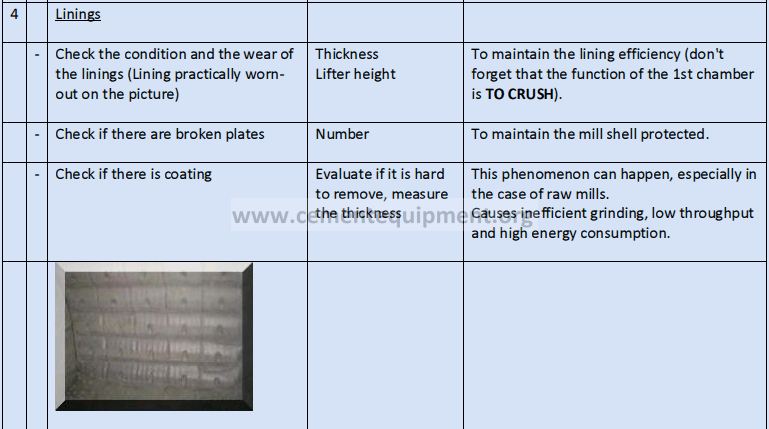
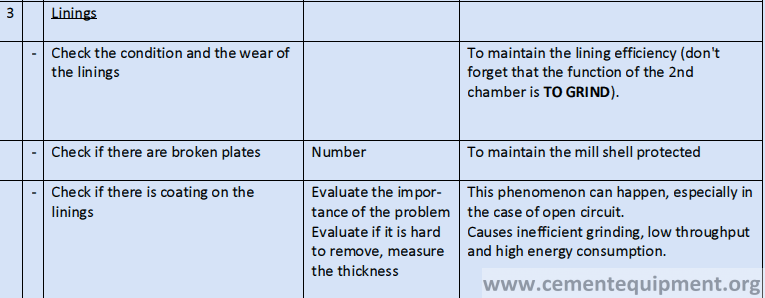
Linings
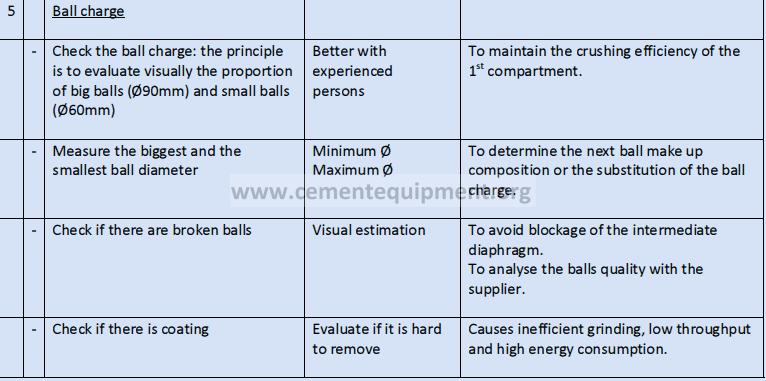
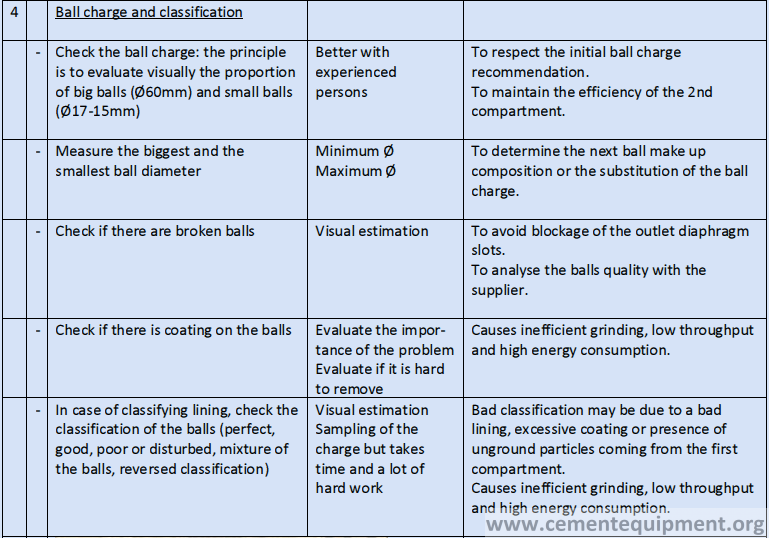
Ball charge
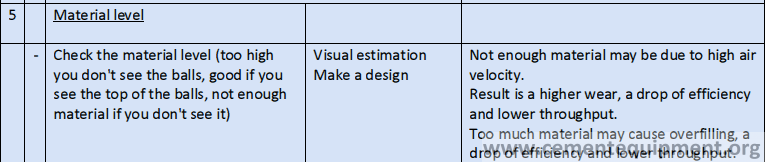
Material level
Sampling of the first chamber
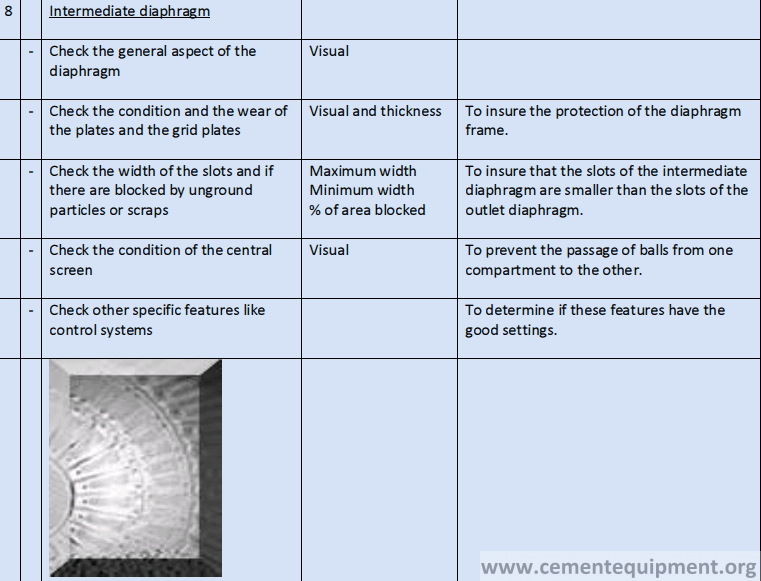
Intermediate diaphragm
Second chamber
Intermediate diaphragm
Volume load or filling degree
Linings
Ball charge and classification
Material level
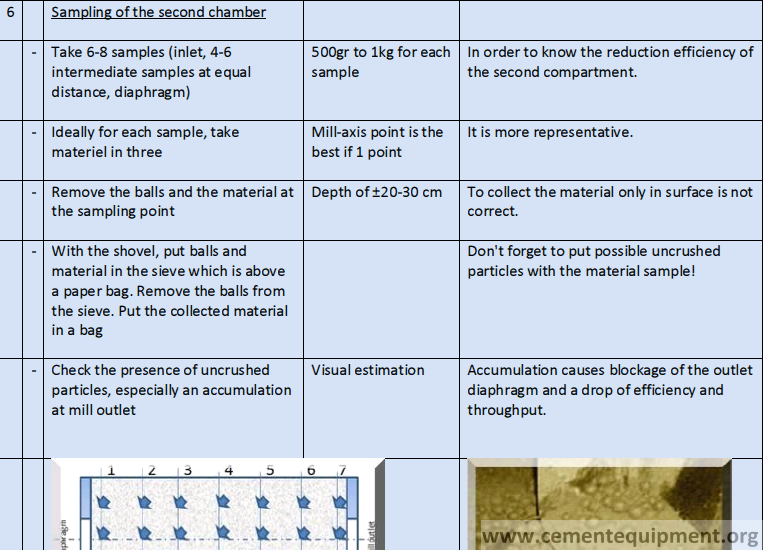
Sampling of the second chamber
Outlet diaphragm


CEMENT MILL PREDICTIVE MAINTENANCE
“Maintenance, repair and technical service are significant since they affect lifetime of milling machines and ensure them to work non-stop at desired levels. If regular and good maintenance is not performed, machines cannot work for long years. Predictive maintenance monitors active machines and equipment in order to detect possible breakdowns. Thus, it prevents downtimes for machines because of unplanned maintenance as well as loss of production and unnecessary part replacements. As a result, maintenance time and downtime stemming from breakdowns decrease up to %25-30. It enables eliminating minor flaws before letting them to evolve into more serious problems.”
Long time ago, mills were giving a break for production at weekends and maintenance teams were performing their duties until noon on Mondays to allow the mill to be back into action. Now most mills are active 7 days and 24 hours. The downs for main-tenance are now at least every 10 weeks.
Maintenance can be defined as all kinds of activities like repairs, replacements, ins-pections etc. in order to maintain working of buildings and equipment during their desired life expectancy.
Maintenance, repair and technical service are significant since they affect lifetime of milling machines and ensure them to work non-stop at desired levels. If regular and good maintenance is not performed, machines cannot work for long years. Regular mainte-nance is one of the most important factors that affect product quality. Regular maintenance prevents down-times for machines because of unplanned maintenance and it enables to decrease costly part replacements and dependency to third party repairers.
INSUFFICIENT MAINTENANCE
Insufficient maintenance results in shutdowns for the mill and causes a decrease in capacity and inadequate production. Accelerated amortizations for machines, inc-rease in mineral oils and product costs are also among results of insufficient maintenance. And the ultimate re-sults may be loss of prestige and bankruptcy because of poor quality products.
Expenditures on maintenance cannot show direct re-turns, but they are very important for guaranteeing the overall return from the operation. Small amounts of costs for maintenance can prevent the mill from far reaching breakdowns and a huge financial damage. Besides, re-gular maintenance on machines also decrease spare part and service costs. We can diagnose many problems in the mill at early stages thanks to maintenance. One of the first things to examine when a mill is experiencing poor results is the maintenance.
MAINTENANCE METHODS
Adequate maintenance program can be achieved by the use of three different methods: Unscheduled main-tenance, preventive maintenance and predictive mainte-nance (Fig. 1). Management and inspectors, can choose and arrange maintenance systems according to specific needs and local conditions by making use of those met-hods.
1-UNSECHEDULED MAINTENANCE
(CORRECTIVE MAINTENANCE)
It is also called emergency maintenance, breakdown maintenance or repair ma-intenance.
Maintenance and repair are performed when mac-hine or equipment fails. As a result, loss of production during repair is high. Defe-cts also can harm other ma-chines or tools.
When performing corre-ctive maintenance; the mill or its equipment is returned to base or original condi-tions and productivity by replacing parts or materials only after the breakdown.
Because of its disadvantages, unscheduled maintenan-ce is currently not performed unless being essential. Al-ternatively, scheduled maintenance methods are neces-sarily performed.
2-SCHEDULED MAINTENANCE
The aim of “Planned” or “Preventive” maintenance is to minimize the need for emergency maintenance. It is performed by either one of the following sub-methods:
- Periodical Maintenance (Preventive Maintenance)
- Predictive Maintenance
A-Periodical Maintenance (Preventive Maintenance)
The aim of this method is to prevent components of machines or equipment from failures and to improve their strength before any breakdowns. All components of machines or equipment are regularly monitored and failures or possible failure sources are determined and eliminated.
This method enables to maintain and repair compo-nents of machines or equipment at a specific interval. As a result, possibility of breakdown is decreased signi-ficantly.
ADVANTAGES OF PERIODICAL MAINTENANCE
- Expected life time of the equipment increases
- Shutdowns and breakdowns decrease
- Costly shutdowns and breakdowns decrease
But stopping machines and equipment frequently for maintenance causes loss of production and high mainte-nance costs.
Maintenance periods for machines and equipment at mills can be classified as:
- Daily
- weekly
- long term
Maintenance periods for machines and equipment are pre-planned according to the specifications given by the company that installs them.
In order to perform the periodic maintenance, a maintenance schedule con-sisting of check lists is pre-pared. The maintenance sc-hedule is prepared and kept by the engineer responsible from the maintenance. But it is performed by mainte-nance technicians.
b- Predictive Maintenance
This is a relatively new approach as a result of latest technological developments. This concept was first int-roduced in Turkey in 1988 by R. Kubilay Köse at Middle East Technical University’s National Machine Design and Manufacturing Congress. He chose to use the term “Kes-tirimci Bakm” for “Predictive Maintenance”.
When performing predictive maintenance, some of the parameters are measured when machines and equipment are still working. Some measuring devices are used for this. Results are recorded at a specific time interval and results are evaluated according to some statistical metho-ds and tendency analysis. Results show some information about machines and equipment. Changes in those results are tracked and possible defects at machines and equ-ipment may be detected before they actually occur and maintenance can be performed on those machines accu-rately and adequately. In short, predictive maintenance is based on the performance of the machine.
This method enables to monitor machines or equipment in order to detect possible breakdowns. As a result, unsc-heduled shutdown of machines and equipment, loss of pro
duction and unnecessary part replacements are minimized.
Advantages of Predictive Maintenance
• Expected life time and productivity of equipment increases
• Enables corrective maintenance for critical components.
• Machines that are in good condition are not stopped
unnecessarily and this saves time.
• Maintenance time and downtime for machine breakdowns decrease 25-30%. Work-load and labor costs decrease.
• Maintenance costs decrease significantly.
• It is 8-12% more profitable than preventive maintenance.
• More energy saving.
• Prevents minor flaws to become source of bigger problems in time.
• Possibility of significant breakdowns on machines decrease to the lowest level.
• Production loss decreases considerably. Production levels go up by 20-25%
• Breakdowns decrease by 35-45%.
Periodic maintenance includes four main group of activities for component of equipment:
• cleaning
• adjusting (e.g. belt tension),
• replacing (e.g. oil, filters etc. )
• inspection and examination.
(Please refer sources at the end of the article for further information about necessary factors to take into consideration for periodic maintenance.)
PREDICTIVE MAINTENANCE PHASES
1-Measurement: Critical points to be analyzed and measured are identified. Necessary measurements are performed during working conditions of the machine. Predictive maintenance usually involves non-destructi-ve tests like oil analysis, temperature analysis (infrared thermography measurement), ultrasonic test, vibration measurement and visual inspection.
2-Analysis: Results of measurements are analyzed. The source of the failure is analyzed.
3-Repair: The detected fault is evaluated according to working schedule of the mill and necessary repair works are done.
LABOR-FORCE FOR MAINTENANCE ACTIVITIES
Engineers in charge of production and maintenance have to be aware of all aspects of maintenance work.
Maintenance team is not only responsible for fixing and repairing breakdowns. They also have to investigate root causes of the problem and prevent similar break-down or problem from reoccurring.
Maintenance leader maybe a mechanical engineer or another qualified technician who studied engineering or technical disciplines. Maintenance must be performed by well trained personnel who have technical knowledge. This training will also include safety issues and detailed information about special machines.
If we do not have enough personnel that have neces-sary and adequate technical experience or if we need machines to work more efficient, we have to seek techni-cal support from manufacturer of machine or equipment to perform maintenance. This can be done with service contracts. So that, manufacturers will replace failed parts with original and high quality ones and warrant coverage will continue.
Personnel at the production floor are at the first level of maintenance. Maintenance workers on the spot are the second level of maintenance, and equipment engine-ers constitute the third level of maintenance.
Predictive maintenance is generally performed by a contracted or expert technician. Predictive maintenance team must be qualified and well trained about cutting edge technology. They must have measurement devices and know how to use them. And they must also know how to analyze data from former measurements and re-port them properly.
ORGANIZING MAINTENANCE ACTIVITIES
In order to evaluate equipment which maintenance was performed on, maintenance schedule and an inspe-ction schedule are needed. Maintenance schedule has to be planned by maintenance leader in cooperation with management and he/she should complete a number of arrangements before maintenance program takes effect.
Detailed records have to be kept in order to ensure ef-ficient control of materials and labor. Inadequate records cause conflict among departments that are related with the breakdown.
Responsible technicians have to draft a form for each machine and equipment of the mill. The forms have to include following information:
•Name of the machine
•Code of the machine
•Location
•Year of production
•Name of manufacturer
•Capacity
•Mechanical drawing
•Power of engines
•Serial number
•List of spare parts
•Supply source
Past maintenance activities and maintenance specifi-cations from manufacturers must also be recorded and loaded into maintenance programs. All catalogues, ma-intenance and repair manuals, spare part catalogues etc. must be asked from manufacturers. This procedure must be performed for every machine at the plant.
Production manager of the mill must keep records of inspection results and part replacement during repa-ir works. He/she must prepare timetables for preventi-ve maintenance tasks. Maintenance leader must conti-nuously track equipment conditions as part of decision process. This enables to change maintenance programs when it is feasible to do so.
CRITICAL SPARE PARTS MUST BE IN STOCKS
It is important for the mill to have critical spare parts available in stocks against possible failures. Giving order for a spare part and stopping the whole shift will cause important losses for the plant. Millers should not evalua-te critical stocks as a financial burden for them.
Spare part inventory of the mill may change according to maintenance activities in the mill. The management should decide on the components and their amount to stock. To do so they evaluate the location of the mill and they compare logistics cost and stock cost. Spare parts inventory must be tracked closely by management of the mill by means of a computer program.
COMPUTER ASSISTED MAINTENANCE MANAGEMENT SOFTWARE
Records should be kept well for a reliable maintenance program. Newly developed software (Computerized Ma-intenance Management System – CMMS) support record keeping, scheduling and cost control tasks significantly. Many software packages involve various interactive mo-dules that share a common database. Each module is as-signed to a specific maintenance task like preventive ma-intenance, inventory control, work orders, procurement, equipment history, job scheduling, backup schedule, human resources planning, budgeting, cost control etc. Maintenance software are designed to run on desktop or laptop computers.
Some advantages of computer assisted software are:
• Decreasing costs
• Compiling data more efficiently
• Better planning
• Minimizing stoppage costs
• Having better controlling opportunities.
References
Bradshaw, J.; 2010; Preventive maintenance programs, World Grain,
August 1,72-75
GÖKDENZ, B.; 2017; Makine seçimi, bakm ve onarm; Miller Magazine,11; 86; 48.
GÖÇÜLÜ, G., Kestirimci bakm ve uygulamalar (1), Makinatek, http://
www.makinatek.com.tr/arsiv/yazi/140-kestirimci-bakim-ve-uygulamalari-1 (eriim tarihi 24/04/2018)
KOCAALAN, B., 2003, Modern Bakm Yönetimi Ve Baarl Uygulama
Yaklamlar, Bakm Teknolojileri Kongresi ve Sergisi, 1 6 – 1 9 Ekim– Denizli.
KÖKSAL, M, 2017, Bakm planlamas, 3. Bask, Seçkin yaynclk, Ankara,
256s.
Posner, E. S., and Hibbs, A. N., 2005, Wheat Flour Milling, 2nd Ed.
American Association of Cereal Chemists, Inc. St. Paul, Minnesota
SAATÇOLU; M.; 2013; Küçük Bütçelerle Yaplacak Bakmlar Büyük
Giderleri Engelleyebilir; Miller Magazine,7; 38; 58.
EN; M.; 2013; Bakm-onarmda günümüz yaklam ve yaplmas gerekenler;
Miller Magazine,7; 38; 60.
TOBLER; F.; 2013; Ana hatlaryla profesyonel bakm; Miller Magazine,7; 38; 66.
TOPRAK, D.; 2013; Deirmencilikte Bakm, Onarm ve Teknik Servis;
Miller Magazine,7; 38; 56.
http://www.elektrikbilgisi.com/YaziOku.asp?id=93#.WstkXUqWbIU
http://www.neleryokki.com/egitim/bakim/
TO DOWNLOAD THIS POST AND MOST IMPORTANT MATERIAL IN CEMENT INDUSTRY CLICK HERE NOW
Very good & valuable information. One small request from myself.
Kindly post Roller press maintenance details